平常mazak机床报警疑难解决方法
机床报警及处理.
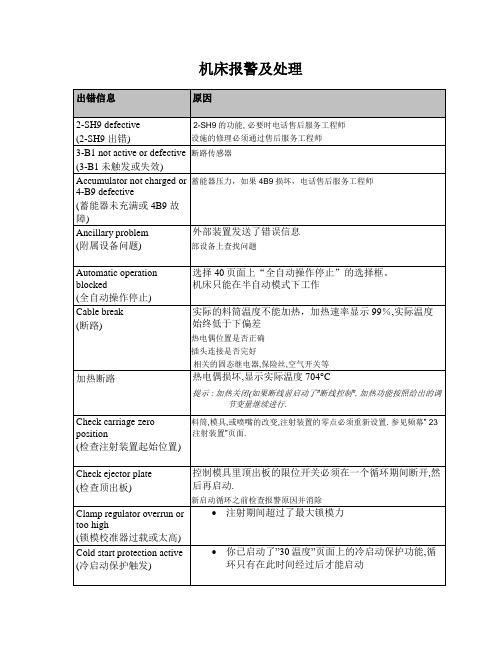
(中子未进到位)
装置不能锁紧并且中子不能移动.
中子先插到“插入终止位置“(In end position).打开“Cores direct“中子直接动作开关,页13 Cores (二级口令)插入中子.
检查14页面中子设置是否合理.
重新启动前检查原因,如果必要,增加中子插入压力,或检查中子拔出限位开关.
(机械手失去零位)
改变机械手作为手动模式并且使用”Reference”键(IBED上)移动机械手到基本位置.
hot runner not controlled-cable break
(热流道未被控制-断路)
断线控制在31热流道页面进行设置.
在热电偶失效后,机器在这一加热区域的操作按照已给的操作系数百分比进行.如果31热流道页面上显示不正确的实际温度超过了700°C以上,则此也上能找到相关加热区的情况.
在报警页面查看料筒加热关闭原因
dosing not complete
(预塑未完成)
螺杆未到达设置位置.
手动方式完成调整,然后换成半自动或全自动操作方式.
EEPROM ERROR
(可写入编程器出错)
联系售后服务工程师
emergency OFF
(紧急制动)
使用急停开关停止运转.
消除要紧急制动的原因,然后松开急停开关并再次启动机器.
模具不能通过手动,设置,半自动或全自动方式打开:
在10模具页面上设置模具打开位置的设置值.如果高于实际值,然后以手动操作启动功能键开模.
如果模具不动,患者启动开模和合模键.
如果模具接触到模板,并且只能锁上或不能锁上(锁模力产生和消失)请与售后服务工程师联系.
数控机床“限位报警”原因分析与处理

数控机床“限位报警”原因分析与处理衡阳市第五技校刘双全摘要:本文从简单到复杂、从普遍到特殊、由浅入深地讲述了引起数控机床“限位报警”的五类原因。
着重强调了观察分析、抓住特点、灵活运用的维护意识,并列举一些有代表性的实例加以分析说明。
关键词:数控机床限位故障排除由于机床数控系统种类繁多、设备形态结构各异、设计方式多种多样、故障现象千差万别,维护好数控设备是具有相当难度的工作。
在掌握了机械结构及电气控制原理的同时, 必须合理分析,灵活运用,善于总结, 才能起到事半功倍的收效。
立足于原理,由易到难地去缩小故障范围并排除。
为了保障机床地运行安全, 机床的直线轴通常设置有软限位(参数设定限位)和硬限位(行程开关限位)两道保护“防线”。
限位问题是数控机床常见故障之一, 相关资料提及较少。
以下就导致“限位报警”的主要原因作一些分析和说明。
一、相关控制电路断路或限位开关损坏此原因引起“限位报警” 发生率相对较高,由于外部元器件受环境影响较大,如机械碰撞、积尘、腐蚀、摩擦等因素的影响,易于导致相关限位开关本身损坏及控制电路断路,同时产生“限位报警” 信息。
也遇见超程开关压合后不能复位的情况。
这类故障的处理比较直接,把损坏的开关、导线修复好或更换即可。
导线断路或接触不良时需仔细地校线和观察,女口:一台XK755数控铣床,采用FANUC-M数控系统。
在加工过程中,突然出现“ X+、X-、Y+、Y- 硬限位”报警,而实际上机床在正常的加工范围内。
根据上述现象,估计线路接触不良或断路可能性最大,测量电器柜中接线排上供给限位电路的24V 电压,压值正常。
按照线路走向逐一查找,在用手旋动床体右侧的一个线路接头时,发现屏幕上报警瞬间消失,在松手间报警复现。
于是,拆下该接头,仔细检查发现里面焊接的两根导线已经脱落,在用手向里面旋动的过程中可以让导线断路的两端碰触,所以有上述变化现象。
重新焊接好接头后,机床恢复正常。
二、操作不规范,误动作或机床失控其中,主要以引起硬限位报警为主,一般来说,通过直接补救措施方能进行恢复,利用机床本身的超程解除功能或短接法是日常维护的惯用方法。
平常mazak机床报警疑难解决方法

• 关电重启,原点复位 后问题解决
212 刀库驱动器异常(加工中心)
• 更换伺服驱动器电池
250 主轴 回转禁止
• 检查工件是否加紧,门, 对刀仪相关
• 这次在排查问题时发现, 主轴位置传感器在工作过 程中会熄灭,后又迅速恢 复,拆开后发现主轴位置 传感器中间被继电器短接 了,工作过程中会出现吸 合不正常,因不知道这个 中间继电器为啥加进去, 所以取消掉了,恢复正常
LGMAZAK机床报警号以及处理 办法
2016年12月开始 James Wang
报警号8 电池故障(请更换)
• 显示器后面的电• 更换放大器电池
报警号9 绝对位置异常
刀塔回原点
报警号82 主轴警告
主轴放大器 的风扇坏掉 了,需要更
换
选择夹爪内夹外夹步骤
• 把PLC差数RB1
• 把M18的位7改成0,关机重启, 手轮摇动X轴,每次只能向上走 10mm,然后就会报警超程,再 重启,再重复,反复操作
• 直到X轴到达后面接近开关位置 • 原点设置完成 • 再把M18位7改回来,关机重启
中的位1
点亮
• 关机断电重启
• 夹爪要夹紧状态
• 按维修小扳手按键,夹爪内夹外夹,选择卡盘 外夹,显示灯闪烁
• 脚踏开关把夹爪再松开,再加紧,显示灯常亮, 切换成功
• 把PLC差数RB1
中的位1
点灭,恢复之前状态
反衬,
• 关机断电重启,OK
224 卡盘传感器失灵,检测步骤
这个为检查主轴卡 盘内夹和外夹状态
步骤
RB1为设置卡盘两个传感器感应的信号,卡盘加紧的状态
252,轴移动禁止
• 观察刀塔加工完毕 后还有移动一下, 接着门打开,报警 252,轴移动禁止
Mazak机床移机报警的快捷处理

摘要:基于移机检知装置的电路识别与移机报警的机理分析,详述139n (n =1-9)报警的快捷处理方法,给出梯形图的修改步骤,对机床用户具有较高的应用价值。
关键词:机床移机检知装置报警处理梯形图中图分类号:TG659文献标识码:ADOI :10.19710/ki.1003-8817.20180169Mazak 机床移机报警的快捷处理刘胜勇(中国重汽集团济南桥箱有限公司,济南250022)作者简介:刘胜勇(1978—),男,高级工程师,硕士,中国科普作协会员&济南青科协理事,出版著作13部,发表论文50篇,研究方向为车辆工程、数控技术。
1现状分析为防止机床进行军品生产,或被他国转卖受管制的伊朗、伊拉克或朝鲜等国家,在进口型高档数控机床上,配装移机检知装置(下称R.D )已司空见惯。
通常,这类机床的安装位置只要发生移动,便会触发移机检知报警。
有些机床的安装位置虽未改变,但在更换随机硬盘(见图1),重装数控系统或移除供电电池后,以及电池/电缆异常时(见图2),也会触发移机检知报警。
CITIZEN 车床的移机检知报警如图3所示,Mazak 机床的移机检知报警见表1。
机床在屏显移机检知报警时,将不能继续自动运转,或是仅可执行很少时间的操作。
此时,点按[Reset/复位]键或关机再起动,均不能消除移机检知报警。
机床在屏显移机检知报警后,制造厂商会要求用户写明该机床报警前的有关操作,尤其是移机的原因,例如工艺调整、厂房搬迁或设备外出大修等,并注明机床型号(如QTN 250M )和出厂编号(如232714),随后以传真形式发送至其售后服务部门;待他们计算出正确的新密码后,派人到现场进行有偿服务(约1500元/台),或由用户在机床上规定区域的地址/参数(如Windows 资源管理器的C:\MzazakRD\MazakRD.exe )内输入密码。
该过程图1更换随机硬盘图2移除供电电池图3CITIZEN车床的移机检知报警大致需要1-3天时间,某些用户的紧张生产任务必会受到影响。
Mazak机床重新设定原点作业指导书
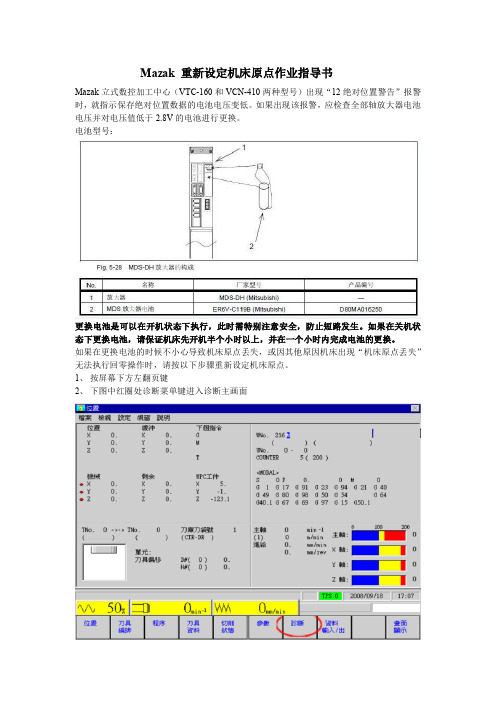
Mazak 重新设定机床原点作业指导书
Mazak立式数控加工中心(VTC-160和VCN-410两种型号)出现“12绝对位置警告”报警时,就指示保存绝对位置数据的电池电压变低。
如果出现该报警,应检查全部轴放大器电池电压并对电压值低于2.8V的电池进行更换。
电池型号:
更换电池是可以在开机状态下执行,此时需特别注意安全,防止短路发生。
如果在关机状态下更换电池,请保证机床先开机半个小时以上,并在一个小时内完成电池的更换。
如果在更换电池的时候不小心导致机床原点丢失,或因其他原因机床出现“机床原点丢失”无法执行回零操作时,请按以下步骤重新设定机床原点。
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
1131
6、输入1131后,按机床操作面板上的“INPUT”
7、进入参数画面,按下图的“SERVO MONITOR”菜单键,在右侧会多出“参数”菜单
8、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框
9、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SV17号参数。
10、将X、Y、Z和A轴的SV17号参数由&208C调整为&200C(即由“绝对位置控制”改为“相对位置控制”)
11、关机——开机,执行机床回零操作。
12、机床报警消除后,重复以上步骤将SV17号参数改回到原来的&208C。
13、关机——开机,检查机床回零,确认各轴动作正常。
MAZAK 马扎克车床参数报警

原因
处理
5
—— CRC 错误 系统软件或用户软件的内容损坏。 ( , , ) E H M 红
原因
请与 MAZAK 技术服务中心或技术中心联系。
处理
6 远程 I/O 错误 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H M 红
原因
处理
7 SRAM 异常 CPU 卡上配置的 SRAM 异常。 ( , , ) E H M 红
处理
131 切削进给过载为 0 机床操作面板上设定的切削进给倍率值为 0。 ( , , ) A K P 蓝
原因
处理
断开 NC 与机械的电源,解除负荷后重新接通电源。 如果未能解除报警,请与 MAZAK 技术服务中心或技术中心联系。 ( , , )
原因
处理
81 主轴参数错误 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H O 蓝
原因
处理
82 主轴警告 —— 请与 MAZAK 技术服务中心或技术中心联系。 ( , , ) E H O 蓝
原因
请与 MAZAK 技术服务中心或技术中心联系。
处理
35 机械负荷异常 检测出异常负荷。 ( , , ) C H N 红
原因
请确认机械是否发生了冲撞、切削条件是否太高。 上记以外的情况,请与 MAZAK 技术服务中心或技术中心联系。 ( , , )
处理
原因
处理
41 主轴异常 1 主轴(电源断开状态)异常。 ( , , ) C H M 红
原因
——
处理
2
—— 紧急停止 硬件发生故障。 ( , , ) E H M 红
原因
即使电源再接通仍然不能解除时,请与 MAZAK 技术服务中心或技术中心联系。
MAZAK_刀塔刀库伺服报警处理
q1 ##
位0:伺服报警
位1:绝对位置丢失
位2:主紧急停止高电平(high-order)输入
位3:主紧急停止(low-order)输入
位4:外部紧急停止 位5: 位6:PLC紧急停止 位7:其它原因
与操作相关的报警 M01 0001 n0 01 M01 0003 n0 03 M01 0004 n0 04 M01 0005 n0 05 M01 0007 n0 07 M01 0024 n0 24 M01 0025 n0 25 M01 0101 n1 01
返回参考点未完成。不 对于增量系统,未返回参考点之
能启动。
前,执行自动/手动操作。
执行参考点返回操作。
设定参考点时,不能启 当设定绝对位置时,输入了启动信
动。
号。
完成绝对位置设定。
绝对位置报警。不能启 绝对位置报警期间输入了启动信号 设定绝对位置,然后固定
动。
。
绝对位置坐标
M01 0164 n1 64 M01 0165 n1 65
参考点不能执行。 点
定绝对位置坐标
无运行模式 进给速度0
未指定运行模式,或轴运动期间更 改了运行模式
正确指定运行模式
运行参数的进给速度设定为0。
运行参数进给速度设定为0。或, 将进给速度或倍率设定为0
倍率有效,倍率为0。
以外的数值。
位置编号设定错误。不 能启动。
位置编号超过分度机构指定编号。
正确指定位置编号。
接通主电源
接触器故障
系统报警内容及对策
Z70 0001
零点设定未完成
Z70
0002 20
02
绝对位置数据丢 失
Z70
0003 20
OKUMA常见报警信息及解决办法

O K U M A常见报警信息及解决办法-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIOKUMA常见报警及解决办法1、Y、Z轴润滑报警报警代码为2705或2706出现该报警基本上是压力继电器信号未来,若出现润滑报警...ON则是为Y、Z轴没有润滑,从下顺时针调大压力继电器润滑量即可,反之则相反。
可从主界面按选项Check第二十七页ILBYZ观察,系统设置是10分钟润滑一次,ILBYZ亮了会熄灭重复这个则为正常。
若调、换了继电器还是报警则1、管子内可能有空气,将润滑管松一点启动机床留出润滑油扯紧即可。
2、机床右侧导轨油润滑泵有杂质,用风枪进行清洁。
2、MCS总线电压异常报警代码为2156,出现该报警后可等待十几分钟后再按复位可消除,若消除不了只有关机断电将驱动器取下寄回宜宾维修。
拆驱动器时需注意1、取驱动器之前记好显示屏的报警以及驱动器显示的报警2、取驱动器记下驱动器薄码的编号以及维修装上去后与其他机床对比3、断电后需要等驱动器电源的红色指示灯熄灭后再拆4、每个驱动器的线都有自己号码,U代表的是顺序第几个驱动器。
3、2168或2169 MCS光栅尺异常出现该报警时注意是哪根轴报警。
将报警的那根轴的盖板打开把读数头的插头重新接一下看是否报警,如果还不能解决就将整个读数头取下用工业酒精擦拭清洁重装,如果还不能解决报警只有改为半闭环。
4、2173MCS电机过热出现该报警检查电机的风扇是否运行,检查出是电机扇热故障还是驱动器故障。
5、机床无法调出程序在调程序显示报警时,1、检查进电气柜的网线是否松脱2、检查进电脑主机网线是否松脱3、清理TC盘缓存。
6、1071存储版电池紧急更换换电池时需将机床关机,在PLC模块MODE旋钮从0拨到1,开机启动选择选择选项。
然后关机将电池取下并装上,启动选择选项。
关机,将MODE选项拨到0重启即可。
7、2462主轴分度异常出现该报警时或者机床主轴不能旋转时,将第一步改为1,观察U系列15-2第。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中的位1
点亮
• 关机断电重启
• 夹爪要夹紧状态
• 按维修小扳手按键,夹爪内夹外夹,选择卡盘 外夹,显示灯闪烁
• 脚踏开关把夹爪再松开,再加紧,显示灯常亮, 切换成功
• 把PLC差数RB1ቤተ መጻሕፍቲ ባይዱ
中的位1
点灭,恢复之前状态
反衬,
• 关机断电重启,OK
224 卡盘传感器失灵,检测步骤
这个为检查主轴卡 盘内夹和外夹状态
Smart机找不到K参数
• 画面打到位置画面 • 双击右下翻页 • 再找到参数-机械参数,里面就显示了 • 因为smart机需要软解锁才可以看到K参数
113 超程 ( +X, -Y )
• 因为维修刀塔的时候,拆卸X轴 伺服联轴器刀塔下滑,装好联轴 器后原点回位,编码器和光尺数 据差别过大,造成超程
LGMAZAK机床报警号以及处理 办法
2016年12月开始 James Wang
报警号8 电池故障(请更换)
• 显示器后面的电池需要更换
报警号12 绝对位置警告
• 更换放大器电池
报警号9 绝对位置异常
刀塔回原点
报警号82 主轴警告
主轴放大器 的风扇坏掉 了,需要更
换
选择夹爪内夹外夹步骤
• 把PLC差数RB1
• 把M18的位7改成0,关机重启, 手轮摇动X轴,每次只能向上走 10mm,然后就会报警超程,再 重启,再重复,反复操作
• 直到X轴到达后面接近开关位置 • 原点设置完成 • 再把M18位7改回来,关机重启
• 更换电池和编码器依 然报警
• 关电重启,原点复位 后问题解决
212 刀库驱动器异常(加工中心)
• 更换伺服驱动器电池
250 主轴 回转禁止
• 检查工件是否加紧,门, 对刀仪相关
• 这次在排查问题时发现, 主轴位置传感器在工作过 程中会熄灭,后又迅速恢 复,拆开后发现主轴位置 传感器中间被继电器短接 了,工作过程中会出现吸 合不正常,因不知道这个 中间继电器为啥加进去, 所以取消掉了,恢复正常
步骤
RB1为设置卡盘两个传感器感应的信号,卡盘加紧的状态
252,轴移动禁止
• 观察刀塔加工完毕 后还有移动一下, 接着门打开,报警 252,轴移动禁止
• 修改刀补数值后解 决
• 原因:刀补数值设 置太大,超出范围, 加工完毕后
10 检出器异常
• 放大器维修回来,安 装后就报警
• 检查放大器数字显示 没有发现异常