镀锌钢绞线技术规范
镀锌钢绞线技术规范-国家电网公司
国家电网公司物资采购标准镀锌钢绞线专用技术规范(编号:1402004—0000—02)国家电网公司二〇一〇年十月目录1 标准技术参数 (3)1。
1 1×7-6。
6—1270—B(GJ-25)标准技术参数 (3)1.2 1×7—10。
5-1270—B(GJ-70)标准技术参数 (4)1.3 1×19-11。
0—1270—B(GJ-70)标准技术参数 (5)2 项目需求部分 (7)2.1货物需求及供货范围一览表 (7)2。
2图纸资料提交单位 (7)2.3工程概况 (8)2.4使用条件 (8)2。
5项目单位技术差异 (8)3 投标人响应部分 (9)说明: 本技术规范为镀锌钢绞线专用技术规范,通用标准使用原《66kV/110kV 导地线通用技术规范》采购标准(编号:1402000—0000—00).1 标准技术参数投标人应仔细阅读表7货物需求及供货范围一览表,并认真逐项填写所招标规格的镀锌钢绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动招标人要求值。
如有偏差,请填写技术偏差表。
1。
1 1×7—6。
6—1270-B(GJ-25)标准技术参数表1镀锌钢绞线技术参数响应表表2镀锌钢线技术参数响应表1.2 1×7-10.5-1270—B(GJ—70)标准技术参数表3镀锌钢绞线技术参数响应表表4镀锌钢线技术参数响应表1。
3 1×19-11。
0-1270-B(GJ-70)标准技术参数表5镀锌钢绞线技术参数响应表表6镀锌钢线技术参数响应表2 项目需求部分2.1 货物需求及供货范围一览表货物需求及供货范围一览表见表7。
表7 货物需求及供货范围一览表注 1. 项目单位在表中“工程名称”栏填写使用所采购镀锌钢绞线的工程项目名称。
2。
在“项目单位要求”部分填写所采购镀锌钢绞线的“数量”和“技术参数";在其他规格镀锌钢绞线的相应部分填写“/”。
镀锌钢绞线技术规范部分

XX线路工程镀锌钢绞线(锌-5%铝-稀土合金镀层绞线)技术规范书(范例)200X年X月目录1 概述 (1)1.1 工作范畴 (1)1.2 工艺质量 (1)1.3 原则 (1)1.4 计量单位 (2)1.5 投标时应提交旳资料 (2)1.6 文献和图纸 (2)1.7 检查 (3)1.8 交货 (3)1.9 保证书 (3)2 镀锌钢绞线(锌-5%铝-稀土合金镀层绞线) (4)2.1 概述 (4)2.2 重要技术规定 (4)2.3 检查规则与实验项目 (5)2.4 钢绞线旳包装 (6)2.5 储存与运送 (6)2.6 供货数量 (7)1 概述1.1 工作范畴本技术条件合用于XX送电线路工程镀锌钢绞线(锌-5%铝-稀土合金镀层绞线)旳设计、制造、实验、检查、包装和供货。
1.2 工艺质量本技术条件和图纸所涉及旳材料旳工艺和精加工应符合国内最先进旳制造和装配实践。
提供旳产品应是全新旳,其设计和制造均应按照买方批准旳文献进行。
不能因图纸和本技术条件书旳漏掉、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务旳责任。
倘若发现任何疏漏和不对旳之处,卖方必须告知买方,在差别问题未纠正之前仍进行旳任何工作应由卖方负责。
1.3 原则除技术条件书和图纸中所提供旳规定以外,卖方应遵循国标旳最新版本。
1.4 计量单位在设计资料、技术条件和图纸等文献中,应使用SI公制系统,温度以摄氏度作为单位。
1.5 投标时应提交旳资料为了能合理评标,每个投标者应在投标书中提交如下旳资料和数据:(1)厂商名称和制造厂商推荐供货旳原产地。
(2)必要旳图纸,产品型录,散页材料,材料技术条件及其辨认和描述性文字,以明确表白该产品能满足标书旳所有规定。
(3)同类或类似产品在同电压级别旳工程中,不少于三年旳成功供货旳记录,涉及顾客及工程项目、供货量、供货时间等。
(4)同类或类似产品旳型式实验旳鉴定报告,以证明所提供旳产品能完全满足标书旳规定。
(5)对于所推荐旳任何替代货品,除完整旳技术规范书和必要旳阐明文献外,要提交与本技术条件书浮现差别旳报告。
钢芯铝绞线技术规范书

钢芯铝绞线技术规范书钢芯铝绞线技术规范1 概述投标厂家必须认真阅读本招标书技术条件,并对此技术规范逐条响应,如所提供的产品在技术上与本规范存在差异,必须在技术差异表中注明,否则视为完全同意本技术规范。
1.1 工作范围本技术规范书适用于江苏省电力公司无锡供电公司2011年度输配电工程中所需钢芯铝绞线的设计、制造、试验、包装和供货。
1.2 工艺质量投标厂家提供的产品应是采用最先进的生产加工工艺,并符合本技术规范书的要求。
1.3 遵循标准GB1179-83 钢绞线及钢芯铝绞线GB3955-83 圆铝线GB3428-82 钢芯铝绞线用镀锌钢丝GB2973-82 镀锌钢丝锌层重量试验方法—气泡法GB2972-82 镀锌钢丝锌层硫酸铜试验方法GB2976-82 金属线材缠绕、松懈试验方法GB238-82 金属材料反复弯曲试验方法GB4005.2-83 电线电缆交货盘—型式尺寸GB4005.2-83 电线电缆交货盘—技术要求GB1200-88 镀锌钢绞线GB699-88 优质碳素钢结构钢技术条件GB228-87 金属拉伸试验方法GB239-84 金属线材扭转试验方法GB2104-88 钢丝绳包装、标志及质量证明书的一般规定IEC209 钢芯铝绞线除此标准以外,卖方可以推荐其他标准,但事先必须通过买方认可,或选择其中较高标准。
1.4 计量单位在设计资料和文件中采用的单位是公制系统,温度采用摄氏度。
1.5投标应提交的资料? 制造厂商地址名称? 关于每项供货的技术规范或标准? 提供投标产品的供货业绩及相应运行情况证明? 证明投标产品相同或等价的试验报告? 提交与本技术规范书差异的报告? 提供所投标的产品的起始和最终的应力—应变曲线及蠕变曲线? 提供ISO9000系列质量保证体系的证明? 提供投标产品的生产能力及与之有关的生产及试验装备、台班生产能力等资料 1.6 检验和监造? 卖方应在工厂检验前半个月内书面通知买方,买方派工程师到生产厂为导线试验作鉴证。
镀锌钢绞线技术规范
贵州电网公司镀锌钢绞线技术规范书(通用条件部分)编制单位:贵州电力设计研究院贵阳目录1.0 总则1.1 工作范围1.2 工艺1.3 标准1.4 度量单位1.5 投标商应提供的资料1.6 文件和图纸1.6.1 生产进度表1.6.2 文件和图纸审批1.7 检验1.7.1 工厂检验1.7.2 到达合同交货地的检验1.7.3 现场检验1.7.4 检验费用1.8 质保期2.0 技术条件2.1 使用环境条件2.2 标准2.3 镀锌钢绞线技术条件2.3.1 镀锌钢绞线技术参数表2.3.2 设计及制造2.3.2.1 材料2.3.2.2 直径和误差2.3.2.3 长度和误差2.3.2.4 接头2.3.2.5 工艺2.3.3 试验与检验2.3.3.1 通则2.3.3.2 试品数量2.3.3.3 镀锌钢绞线强度试验2.3.4 包装、标志及质量证明2.3.5 运输附件A:投标商应提供的资料附件B:镀锌钢绞线订货表投示者应仔细阅读本《技术规范书》中的所有条款,投标者提供的货物必须满足本《技术规范书》的要求。
制造商应取得ISO9000质量体系的有效证书。
制造商用于制造本工程货物的设备应制造过同种类似的货物。
本项目的业主(买方)是贵州电网公司(缩写为GPGC,以下同)。
1.1 工作范围本《技术规范书》包括用于贵州电网公司线路工程的10mm~40mm 冰区国内采购部分镀锌钢绞线的设计、制造、试验、检验、包装、供货及现场服务要求。
1.2 工艺本技术条件和图纸所包含的材料、工艺和精加工应符合国内最先进的制造和装配实践。
提供的镀锌钢绞线应是全新的,未使用过的。
其设计和制造,应根据GPGC批准的图纸、设计数据和文件,不能因图纸和本技术规范书的遗漏、疏忽和不明确而解脱卖方提供第一流材料、工作质量及服务的责任。
倘若发现不正确之处,卖方应及时通知GPGC。
在差异问题未纠正之前仍进行的任何工作,应由卖方负责。
1.3 标准1.3.1 除技术文件书和图纸中所提供的之外,卖方应遵循国家标准的最新版本。
镀锌钢绞线执行标准
镀锌钢绞线执行标准镀锌钢绞线是一种常用的建筑材料,其质量标准对于保障工程质量和安全具有重要意义。
下面将对镀锌钢绞线的执行标准进行详细介绍。
一、标准名称及编号。
镀锌钢绞线的执行标准为GB/T 343-2018《钢绞线》标准。
该标准规定了镀锌钢绞线的技术要求、试验方法、检验规则、包装、标志、质量证明书等内容。
二、技术要求。
1. 材料。
镀锌钢绞线的材料应符合GB/T 343-2018中规定的材质要求,应选用优质碳素结构钢生产,其化学成分和机械性能应符合标准规定。
2. 镀层。
镀锌钢绞线的镀层应均匀、致密,不得有脱落、气泡、皱皮等缺陷,镀层的质量应符合相关标准规定。
3. 直径和公差。
镀锌钢绞线的直径和公差应符合GB/T 343-2018中的规定,以确保其在使用过程中的稳定性和可靠性。
4. 抗拉强度。
镀锌钢绞线的抗拉强度应符合标准规定,以保证其在使用过程中不会出现拉断等情况。
5. 化学成分。
镀锌钢绞线的化学成分应符合标准规定,杂质含量应在合理范围内,以保证其材料的纯净度和稳定性。
三、试验方法。
对镀锌钢绞线的质量进行检验时,应按照GB/T 343-2018中规定的试验方法进行,包括外观质量、尺寸偏差、拉伸性能、镀层质量等项目的检测。
四、检验规则。
镀锌钢绞线的检验应符合GB/T 343-2018中规定的检验规则,对合格的产品应给予合格证明,并在包装上标注相关信息。
五、包装、标志、质量证明书。
镀锌钢绞线的包装、标志、质量证明书应符合GB/T 343-2018中的规定,以便于产品的识别和追溯。
六、结语。
镀锌钢绞线作为一种重要的建筑材料,其质量标准的执行对于保障工程质量和安全具有非常重要的意义。
因此,在使用镀锌钢绞线时,应严格按照GB/T 343-2018中的执行标准进行选用和使用,以确保工程质量和安全。
总结,本文详细介绍了镀锌钢绞线的执行标准,包括标准名称及编号、技术要求、试验方法、检验规则、包装、标志、质量证明书等内容。
光缆线路工程施工规范
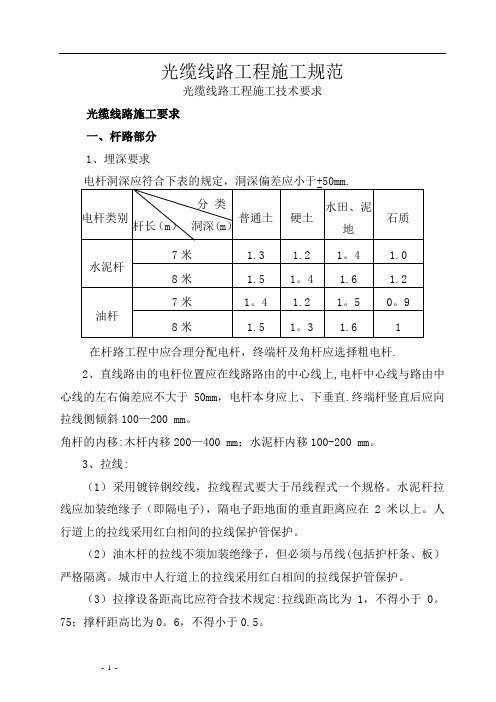
光缆线路工程施工规范光缆线路工程施工技术要求光缆线路施工要求一、杆路部分1、埋深要求在杆路工程中应合理分配电杆,终端杆及角杆应选择粗电杆.2、直线路由的电杆位置应在线路路由的中心线上,电杆中心线与路由中心线的左右偏差应不大于50mm,电杆本身应上、下垂直.终端杆竖直后应向拉线侧倾斜100—200 mm。
角杆的内移:木杆内移200—400 mm;水泥杆内移100-200 mm。
3、拉线:(1)采用镀锌钢绞线,拉线程式要大于吊线程式一个规格。
水泥杆拉线应加装绝缘子(即隔电子),隔电子距地面的垂直距离应在2米以上。
人行道上的拉线采用红白相间的拉线保护管保护。
(2)油木杆的拉线不须加装绝缘子,但必须与吊线(包括护杆条、板)严格隔离。
城市中人行道上的拉线采用红白相间的拉线保护管保护。
(3)拉撑设备距高比应符合技术规定:拉线距高比为1,不得小于0。
75;撑杆距高比为0。
6,不得小于0.5。
(4)拉线上把的扎固要求采用另缠法或夹板法,不允许采用卡固法。
其中另缠法的规格见下表.(5)拉线中把的扎固要求采用另缠法,不得采用夹固法。
拉线中把另缠(7)拉线地锚出土长度应大于300 mm小于650mm,即拉线衬环到地面的位置为大于300 mm小于650mm.(8)出土要求①拉线下把实际出土点与正确出土点之间的偏差不大于50mm。
②拉线地锚不得偏斜,地锚的拉线盘应与拉线垂直。
③埋没拉线下把的出土斜槽应与拉线上把成直线,不得有扛、顶现象。
4、地线与避雷线(1)地线:①农话杆路中超过2公里的直线路由部分,每500米做一次地线;②交接箱必须做地线,地阻要达到设计要求.(应小于10欧姆以下)③水泥杆的地线应从杆中孔洞中接入地下;油木杆采用外侧钉固入地,自地面上2米以上处,每隔50cm钉固一次,自2米以下处内应按25-30cm的间隔钉固。
④杆路穿越380V及以上的电力线时,对应杆档两端必须作直埋式地线.(2)避雷线:在跨越10KV以上高压线时,两侧电杆必须做避雷线.5、吊线:(1)吊线地阻要达到设计要求。
镀锌钢绞线允许温度
镀锌钢绞线允许温度
镀锌钢绞线是一种常见的电力线材,通常用于输电线路和电力工程中。
镀锌钢绞线的允许温度取决于多个因素,包括材料的热稳定性、环境温度、电流负载以及使用条件等。
从材料的角度来看,镀锌钢绞线通常使用镀锌钢丝作为导体,镀锌层的熔点约为419°C。
因此,镀锌钢绞线在正常情况下可以承受较高的温度。
然而,需要考虑的是在实际使用中,电流通过导线会产生热量,因此需要考虑导线的温升情况。
此外,还需要考虑导线的热膨胀系数以及与其他材料的接触情况。
另外,环境温度也是影响镀锌钢绞线允许温度的重要因素。
在高温环境下,导线的散热能力会减弱,因此需要降低电流负载以保证导线不会过热。
此外,还需要考虑导线在低温环境下的柔韧性和耐寒性能。
除了材料和环境因素外,电流负载也会影响镀锌钢绞线的允许温度。
根据导线的截面积和电流负载大小,可以计算出导线的额定温升,从而确定导线在特定负载下的允许温度范围。
综上所述,镀锌钢绞线的允许温度是一个综合考虑材料、环境和电流负载等多个因素的结果。
在使用时,需要根据具体情况综合考虑这些因素,以确保导线在安全温度范围内运行。
钢芯铝绞线技术规范书
钢芯铝绞线技术规范1 概述投标厂家必须认真阅读本招标书技术条件,并对此技术规范逐条响应,如所提供的产品在技术上与本规范存在差异,必须在技术差异表中注明,否则视为完全同意本技术规范。
1.1 工作范围本技术规范书适用于江苏省电力公司无锡供电公司2011年度输配电工程中所需钢芯铝绞线的设计、制造、试验、包装和供货。
1.2 工艺质量投标厂家提供的产品应是采用最先进的生产加工工艺,并符合本技术规范书的要求。
1.3 遵循标准GB1179-83 钢绞线及钢芯铝绞线GB3955-83 圆铝线GB3428-82 钢芯铝绞线用镀锌钢丝GB2973-82 镀锌钢丝锌层重量试验方法—气泡法GB2972-82 镀锌钢丝锌层硫酸铜试验方法GB2976-82 金属线材缠绕、松懈试验方法GB238-82 金属材料反复弯曲试验方法GB4005.2-83 电线电缆交货盘—型式尺寸GB4005.2-83 电线电缆交货盘—技术要求GB1200-88 镀锌钢绞线GB699-88 优质碳素钢结构钢技术条件GB228-87 金属拉伸试验方法GB239-84 金属线材扭转试验方法GB2104-88 钢丝绳包装、标志及质量证明书的一般规定IEC209 钢芯铝绞线除此标准以外,卖方可以推荐其他标准,但事先必须通过买方认可,或选择其中较高标准。
1.4 计量单位在设计资料和文件中采用的单位是公制系统,温度采用摄氏度。
1.5投标应提交的资料⑴制造厂商地址名称⑵关于每项供货的技术规范或标准⑶提供投标产品的供货业绩及相应运行情况证明⑷证明投标产品相同或等价的试验报告⑸提交与本技术规范书差异的报告⑹提供所投标的产品的起始和最终的应力—应变曲线及蠕变曲线⑺提供ISO9000系列质量保证体系的证明⑻提供投标产品的生产能力及与之有关的生产及试验装备、台班生产能力等资料1.6 检验和监造⑴卖方应在工厂检验前半个月内书面通知买方,买方派工程师到生产厂为导线试验作鉴证。
镀锌钢绞线标准
≤1000M+3% >1000M+1.5% 2.5 3 3.1 3.1.1 3.1.2 3.2 3.2.1 3.2.2 3.2.3 3.3 3.3.1 3.3.2 3.3.3 技术要求 原料 钢绞线用钢应符合GB699-88《优质碳素结构钢技术条件》规定,钢号由供方选择. 钢绞线用镀锌钢丝捻制钢丝表面应镀上一层均匀,边疆的锌.不得有斑疤,裂缝和没有镀上锌地方. 捻制质量 钢绞线通条的直径和捻距应均匀,切断后应不松散. 钢绞线内各钢丝应紧密绞合,不应有交错,断裂和折弯. 力学性能 钢绞线内钢丝力学性能应符合表3规定. 钢绞线内钢丝的破断拉力总和应符合 表5规定. 经供需双方协商,可进行钢绞线破断拉力试验.
钢丝破断拉力总和计算方法:当试验钢绞线内全部钢丝时,是将每根钢丝的拉力值相加.当试验部分钢丝时按下式
钢绞线由供方技术监督部门进行检查和验收.
钢绞线应按批验收,每批应由同一结构,同一抗拉强度级,同一锌层级别的钢绞线组成. 5.3 5.3.1 5.3.2 取样数量 每批钢绞线抽取5%但不少于一盘,进行质量检查. 从被检验的钢绞线盘的一端取样,按3.3和3.4规定项目进行试验.钢丝试验根数为:
标记示例:结构1X7,直径6MM,抗拉强度1270N/MM2,A级锌层的钢绞线标记为:1X7-6.0-12700-A-YB/T902-9
钢绞线内钢丝接关用对头电焊.任意两接头间距不得小于50M.搂头处应充分再镀锌.1X3结构的钢绞线不允许有钢
钢绞线破断拉力=钢丝破断拉力总和X换 算系数抵达算系数:1X19结构为0.90 1X3,1X7结构为0.92 3.4 3.4.1 3.4.2 表3 钢丝直径 直径允许偏 差 抗拉强度N/MM2 伸长率,%L=200MM 抗拉强度N/MM2 11,751,270 MM 1 ±0.05 不小于 1175 1270 1370 1470 不小于 1570 2 锌层质量 钢绞线内钢丝的锌层重量应符合表4规定. 钢丝在按表4规定的芯杆上,紧密的缠绕6圈,锌层不得开裂或脱落.
镀锌钢绞线技术规范
宁川线路工程镀锌钢绞线(锌-5%铝-稀土合金镀层绞线)技术规范书2013年12月目录目录1 概述 (1)1.1 工作范围 (1)1.2 工艺质量 (1)1.3 标准 (1)1.4 计量单位 (2)1.5 投标时应提交的资料 (2)1.6 文件和图纸 (2)1.7 检查 (3)1.8 交货 (3)1.9 保证书 (3)2 镀锌钢绞线(锌-5%铝-稀土合金镀层绞线) (4)2.1 概述 (4)2.2 主要技术要求 (4)2.3 检验规则与试验项目 (5)2.4 钢绞线的包装 (6)2.5 储存与运输 (6)2.6 供货数量 (7)1 概述1.1 工作范围本技术条件适用于宁川送电线路工程镀锌钢绞线(锌-5%铝-稀土合金镀层绞线)的设计、制造、试验、检验、包装和供货。
1.2 工艺质量本技术条件和图纸所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。
提供的产品应是全新的,其设计和制造均应按照买方批准的文件进行。
不能因图纸和本技术条件书的遗漏、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务的责任。
倘若发现任何疏漏和不正确之处,卖方必须通知买方,在差异问题未纠正之前仍进行的任何工作应由卖方负责。
1.3 标准除技术条件书和图纸中所提供的要求以外,卖方应遵循国家标准的最新版本。
1.4 计量单位在设计资料、技术条件和图纸等文件中,应使用SI公制系统,温度以摄氏度作为单位。
1.5 投标时应提交的资料为了能合理评标,每个投标者应在投标书中提交以下的资料和数据:(1)厂商名称和制造厂商推荐供货的原产地。
(2)必要的图纸,产品型录,散页材料,材料技术条件及其识别和描述性文字,以明确表明该产品能满足标书的所有要求。
(3)同类或类似产品在同电压等级的工程中,不少于三年的成功供货的记录,包括用户及工程项目、供货量、供货时间等。
(4)同类或类似产品的型式试验的鉴定报告,以证明所提供的产品能完全满足标书的要求。
(5)对于所推荐的任何替代货物,除完整的技术规范书和必要的说明文献外,要提交与本技术条件书出现差异的报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贵州电网公司镀锌钢绞线技术规范书(通用条件部分)编制单位:贵州电力设计研究院贵阳目录1.0 总则1.1 工作范围1.2 工艺1.3 标准1.4 度量单位1.5 投标商应提供的资料1.6 文件和图纸1.6.1 生产进度表1.6.2 文件和图纸审批1.7 检验1.7.1 工厂检验1.7.2 到达合同交货地的检验1.7.3 现场检验1.7.4 检验费用1.8 质保期2.0 技术条件2.1 使用环境条件2.2 标准2.3 镀锌钢绞线技术条件2.3.1 镀锌钢绞线技术参数表2.3.2 设计及制造2.3.2.1 材料2.3.2.2 直径和误差2.3.2.3 长度和误差2.3.2.4 接头2.3.2.5 工艺2.3.3 试验与检验2.3.3.1 通则2.3.3.2 试品数量2.3.3.3 镀锌钢绞线强度试验2.3.4 包装、标志及质量证明2.3.5 运输附件A:投标商应提供的资料附件B:镀锌钢绞线订货表投示者应仔细阅读本《技术规范书》中的所有条款,投标者提供的货物必须满足本《技术规范书》的要求。
制造商应取得ISO9000质量体系的有效证书。
制造商用于制造本工程货物的设备应制造过同种类似的货物。
本项目的业主(买方)是贵州电网公司(缩写为GPGC,以下同)。
1.1 工作范围本《技术规范书》包括用于贵州电网公司线路工程的10mm~40mm 冰区国内采购部分镀锌钢绞线的设计、制造、试验、检验、包装、供货及现场服务要求。
1.2 工艺本技术条件和图纸所包含的材料、工艺和精加工应符合国内最先进的制造和装配实践。
提供的镀锌钢绞线应是全新的,未使用过的。
其设计和制造,应根据GPGC批准的图纸、设计数据和文件,不能因图纸和本技术规范书的遗漏、疏忽和不明确而解脱卖方提供第一流材料、工作质量及服务的责任。
倘若发现不正确之处,卖方应及时通知GPGC。
在差异问题未纠正之前仍进行的任何工作,应由卖方负责。
1.3 标准1.3.1 除技术文件书和图纸中所提供的之外,卖方应遵循国家标准的最新版本。
1.3.2 卖方可推荐国际上接受的其它更高的标准。
在这种情况下,应经GPGC确定,并应提供相关标准或有关标准中相关部分的中、英文1.4 度量单位在设计资料、技术条件和图纸等文件中,应使用SI公制单位。
温度应以摄氏度为单位。
1.5 投标商应提供的资料为了能合理的进行评标,每个投标商应在标书中提供以下信息和资料:(1)有效的ISO9000质量体系认证书。
(2)投标商所提供的产品的生产厂厂名。
(3)必要的图纸、产品型录,散页资料,材料技术条件及其识别和描述性文件,以明确表明该产品能满足标书的所有要求。
(4)同类或类似产品在贵州电网公司工程中,不少于三年的成功的供货记录,包括用户所在国家、供货量、供货形式、供货率和运行经验。
(5)同种或类似产品的型式试验的鉴定合格报告,以证明所提供的产品能完全满足标书的要求。
(6)按附件A要求提供有关技术资料。
(7)对于推荐的任何替换产品,应说明与本技术条件和图纸存在的差异并提供替换产品完整的技术条件和一切必须的文字说明。
1.6 文件和图纸1.6.1 生产进度表卖方应尽快且在合同签定后不超过一个月内,向GPGC提供生产进度表,以详细说明工作开展的程序。
这份文件应包括如下内容:技术装备、材料采购、制造、工厂试验及运输。
同时应提供足够的资料以说明每一工作环节的情况及进度安排。
今年对于任何延误的产生原因和影响以及卖方为保持原定生产进度采取的补救措施,都应及时向GPGC解释。
卖方应在合同签定后不超过一个月的时间内向GPGC提供文件和图纸的交付时间表,以详细说明文件和图纸的交付时间。
1.6.2 文件和图审批1.6.2.1 在工作开展前,卖方应提供以下文件各六份,包括图纸、设计资料、货物的详细说明文件及详细的试验进度表,以供GPGC审批。
如果GPGC为满足技术和图纸要求作出修改时,卖方应重新提供修改后的图纸和其他文件,以供GPGC审批。
1.6.2.2 技术条件、图纸以及其它文件的修改都不能成为修改合同价格的依据。
如果卖方按照未经审批的图纸和文件进行生产,则卖方应承担必要修改的费用。
卖方不能因图纸和文件的审批,而以任何方式解脱其满足技术条件要求和生产进度的义务,以及根据审批意见修改其图纸和文件的责任。
1.6.2.3 所有报送审批的图纸,应有标注修改内容的栏目。
审批过的图纸进行修改,应用红色箭头或其他方法清楚地标明修改的部分。
GPGC的名称、标题、卖方的负责工程师的签名、制造日期和相应的图纸编号,应在图纸的右下角或适当位置标明。
图纸和文件应统一使用297mm×420mm(A3)或210mm×297mm(A4)图幅。
1.6.2.4 详细的试验时间表,应在开始试验前一个月提交GPGC审批。
1.7 检验1.7.1 工厂检验1.7.1.1 卖方在发货前负责对产品的有关质量、规格、性能、数据进行准确的和全面的检验,并出具其产品质量合格证书、出厂试验报告和买方所要求的试验项目数据和资料。
除非GPGC书面放弃检验,凡未经检验和试验合格的产品不得从制造地点发运,在任何情况下都只有在规定的试验全部合格后,产品才能发运。
1.7.1.2 卖方应在工厂检验开始的半个月前,用信件或电传通知GPGC。
GPGC对每批产品派代表到工厂,见证货物的组装、例行试验和包装。
1.7.1.3 GPGC的代表,有权在合同有效期内任何时间进入工厂和货物生产的所有地点。
同时,卖方应为代表提供充分的便利条件,以对卖方所进行的在此详叙述和必要的试验,不受限制地进行检查。
1.7.1.4 卖方应就开工时间和材料制造各阶段的进度,提前与GPGC 进行联系,以便对检验作出安排。
1.7.1.5 在货物发运之前,每种试验的鉴定报告的6份副本应提前送交GPGC。
1.7.2 到达合同交货地的检验当货物运到指定合同交货地点后,买方及委托的质检部门将在车站根据装货清单,检查收到的货物的数量、包括情况及运输和装卸中是否引起物理损坏或丢失。
若买方认为有必要还可进行抽样检验。
卖方有权参加检验。
根据检验结果,如果货物数量和质量不满足合同要求,卖方应根据买方的要求对货物免费进行修正或更换,并承担所有批次的抽样试验费用。
抽样试验项目有:地线强度试验。
试验单位由GPGC指定委托。
如第一次抽样试验不合格,则第二次加倍抽样试验,如再不合格则此批交货地线作退货处理;卖方并承担两次试验的费用。
具体试验参照2.3.3条有关技术规定及有关国家标准执行。
1.7.3 现场检验当货物到达施工现场,在拆除外包装放线前(六)天内,买方书面通知卖方到现场见证、参加检查、若发现地线质量、规格、数量与合同规定不符,买方将根据质量条款立即向卖方提出索赔。
若卖方未按通知时间到达现场或书面答复不派人参加开箱检查,发生上述情况时责任属卖方承担。
1.7.4 检验费用1.7.4.1卖方应承担所有的试验、检验费用。
1.7.4.2作为GPGC代表的若干位试验检查人员的国内旅费、居住及生活费用应该是投标价格的一个组成部分,这些费用应该在给GPGC 的有关文件中,单独列出并加以说明。
1.8 质保期1.8.1 质量保证期为投产后12个月或交货后18个月内。
1.8.2 卖方保证其提供的产品是全新的、未使用过的,并在各个方面符合招标文件规定的质量、规格和性能。
卖方保证其产品在正确安装、正常操作和保养的情况下,运行安全、可靠。
在合同规定的质量保证期内,卖方对由于设计、制造、运输和材料的缺陷等原因而造成产品的任何破坏、缺陷或故障,则当卖方收到买方的书面通知后,卖方应在十天内免费负责修理或更换有缺陷的地线。
以达到技术条件规定的要求。
在接到该通知后,如果卖方不能够或延误按买方满足的方式竭尽全力的不间断的完全履行对这些破坏、缺陷或故障的完善工作,则买方将根据合同中有关索赔的条款进行工作,以确保工程项目能在良好的外部条件下运作。
卖方对买方为此而承担的费用,负有责任。
2.0 技术条件2.1 使用环境条件详见下表一:表一镀锌钢绞线使用环境条件2.2 标准除技术条件和设计图纸所提供的之外,卖方应遵循表二中所列标准的最新版本。
表二产品应满足的主要标准2.3 镀锌钢绞线技术条件2.3.1 镀锌钢绞线技术参数表详见具体工程技术参数表。
2.3.2 设计及制造2.3.2.1 材料镀锌钢绞线应使用符合GB/T4354-1994规定的盘条制造。
其成份应使成品镀锌钢绞线符合GB1200-88标准规定的性能和特性。
钢丝表面镀层均匀、连续,不得存在斑疤、裂缝和漏镀等缺陷,其质量应足以满足GB1200-88标准规定的要求。
镀锌钢绞线是由符合要求的镀锌钢丝经绞合而成的同心裸绞线,绞制后的镀锌钢绞线直径应均匀,无裂纹、铁屑、不平、裂缝以及与良好工业产品不相称的其他缺陷。
2.3.2.2 直径和误差镀锌钢绞线的直径应以在同一部位90°方向测得的两数值的平均值为准,其数值应满足本技术规范的要求,其误差不得大于±0.1mm。
2.3.2.3 长度和误差镀锌钢绞线的标准长度为2000米,允许误差为+2%~-0%。
卖方应说明所供镀锌钢绞线的实际长度。
本工程不允许短地线交货,将按要求制造长度订货,每盘地线均按国际规定的单位长度重量进行换算后的重量为结算重量。
如超出规定误差范围,其超出部分由卖方自己承担,低于要求制造长度则视为不合格产品作退货处理。
2.3.2.4 接头镀锌钢绞线中不允许有任何接头。
2.3.2.5 工艺制成的镀锌钢绞线表面应光滑不允许有露钢现象,镀锌钢绞线绞合应均匀、紧密、呈园柱型,不应有缺丝、断丝、松股、破皮等现象。
切断后应不松散。
每层的绞入方向应相反,最外面一层应为右向绞合(乙-绞合)。
一旦绞合开始,装运到同一指定目的地的所有镀锌钢绞线应维持用同一绞距。
所有镀锌钢绞线应由一家制造厂并用同一绞线机生产。
2.3.3 试验与检验2.3.3.1 通则提供的镀锌钢绞线应进行型式试验和抽样试验。
所有试验应在经业主同意的国家认可的质量检验权威机构进行,并向业主提供由试验承担机构编写的试验报告。
为满足本技术条件书要求的试验项目而需进行的试验所涉及的费用,均由卖方承担。
2.3.3.2 试品数量绞合前取样,应从任意一批绞线所用的镀锌线中,不少于10%的根数上截取,每项试验所用的试样,应从所选取的同一根试样上截取。
绞合后取样,试样应从任一批中选取10%的根数,但不少于一盘。
如有一项试验不合格,应从同一批未经试验的盘中取双倍试样复检不合格项目。
复检后仍不合格则此批交货镀锌钢绞线作退货处理,卖方并承担两次试验的费用。
2.3.3.3 抽样试验及试验项目1)最小破断拉力试验镀锌钢绞线的最小破断拉力试验应按照GB/T8358-1987进行,其结果不得低于钢绞线技术参数表中的技术数据。