全新的QSB快速反应跟踪总表
合集下载
通用QIP(NSA、QSB+、PCPA) V 2.0

Project 项目
Manufacturing System 生产体系
7/7
48 / 76
Part & Process 零件/过程
4/9
Nb of Requirements
Operational Requirements 操作要求
Maximum duration of the evaluation on site: 1,5 2 days 审核时间:1.5-2天 Self-assessment by supplier before evaluation: Optional 审核之前由供应商做自评:可选
Certification 认证
76 / 92 Requirements
59 / 92 Requirements
92 Requirements
50 / 92 Requirements
5
Main Specifications 主要说明(2/2)
Common characteristics 共同的特性
76 41 9
Part & Process 产品&过程
Same questionnaire (same requirements) used for all the 3 types of audit 3种审核使用同样的问卷表(同样的要求) Continous assessment of supplier’s manufacturing system via audits 通过审核对供应商的生产体系作持续评估 All the audit results affect to Bidlist performance (supplier plant scoring) 所有的审核结果影响 Bislist 的表现(供应商工厂得分)
QSB快速反应
(例)
遏制问题
D4
识别根本原因
D5
实施长期措施
D6
验证措施的有效性
D7
在整个组织内进行教育 和形成制度
D8
总结表扬& 正式解 散团队
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
QSB WORKSHOP REV. 111406
15
OI (JES)
SOT(JIT)
Risk Reduct
Contam
Contam
SCM
General Motors Corporation. All rights reserved.
快速反应跟踪板
为优化目视管理,将这个表格尽可能大的显示在会议室 ( 如: 4’ x 8’ 可擦写的白板 ) 推出标准
(例)
PFMEA / 控制计划更新 标准化作业指导书/ 操作员指导书
Risk Reduct
Contam
SCM
General Motors Corporation. All rights reserved.
问题解决的基本原则
• 抛开先入为主的想法。 • 避免对没有数据支持的问题做出反应。 • 将问题分解。 • 直接观察问题的发生现象并发现原因,而不是通过二手信息。 • 在彻底弄清楚究竟发生了什么问题之前,不要进行问题分析。 • 标准是什么?与应该发生情况相比实际到底发生了什么? • 建立原因/结果间的关系。 • 不停地问“为什么?”直到你通过根本原因分析可以预防问题的再次发生 时。
FR&PS
NCM
VS
LPA
EPV
WPO
SWI (SOS)
8-QSB 审核表

QSB AUDIT 质量体系基础评审
EVIDENCE REQUIRED 所需证据 LOOK FOR… 寻找 COMMENTS 注释
SCORE 得分 R/Y/G
FAST RESPONSE: PROBLEM SOLVING, COMMUNICATION and LESSONS LEARNED 快速反应:问题解决、交流、经验教训 Is there a defined process for Problem Solving leading to root cause identification and elimination? 是否有一个规定的程序来解决问题、分析和根除根本原因?
1) Completed Problem Solving forms used across the plant for internal, customer and supplier issues. 解决内外部问题的完整格式 2) Standard forms (PPSR or equivalent) used with a format that follows the problem steps (Problem Identification/Selection, Contain, Correct, Prevent) 解决问题的标准格式(问题定义、遏制、纠正预 防) 3) Forms identifying root cause( Drill Deep, 5 Procedure and forms to Why, Fishbone/Cause & Effect, etc...) document process. 分析根本原因的格式 References to customer 4) Changes to PFMEA and Control Plan requirements (GP5). indicating root cause elimination. 程序、文件来定义这个过程 参考 通过更新PFMEA和控制计划来消除问题 顾客要求(GP5) 5) Evidence of multidisciplinary team approach. 多功能小组的行动的证明 ON THE SHOP FLOOR ASK 在现场提问: 6) Supervisors/Team or Group Leaders and OPERATORS about their role in Problem Solving 班组长、操作工在解决问题的过程中所扮演的教 色 BEST PRACTICES 最优方法 : - Forms completed on shop floor by Supervisors/Team or Group Leaders (nonengineering staff) with team input. Is there a system in place to immediately respond to significant internal and external quality failures? 对于重 大的内外部质量问题,是否有一个系统来对其立即的响应?
EVIDENCE REQUIRED 所需证据 LOOK FOR… 寻找 COMMENTS 注释
SCORE 得分 R/Y/G
FAST RESPONSE: PROBLEM SOLVING, COMMUNICATION and LESSONS LEARNED 快速反应:问题解决、交流、经验教训 Is there a defined process for Problem Solving leading to root cause identification and elimination? 是否有一个规定的程序来解决问题、分析和根除根本原因?
1) Completed Problem Solving forms used across the plant for internal, customer and supplier issues. 解决内外部问题的完整格式 2) Standard forms (PPSR or equivalent) used with a format that follows the problem steps (Problem Identification/Selection, Contain, Correct, Prevent) 解决问题的标准格式(问题定义、遏制、纠正预 防) 3) Forms identifying root cause( Drill Deep, 5 Procedure and forms to Why, Fishbone/Cause & Effect, etc...) document process. 分析根本原因的格式 References to customer 4) Changes to PFMEA and Control Plan requirements (GP5). indicating root cause elimination. 程序、文件来定义这个过程 参考 通过更新PFMEA和控制计划来消除问题 顾客要求(GP5) 5) Evidence of multidisciplinary team approach. 多功能小组的行动的证明 ON THE SHOP FLOOR ASK 在现场提问: 6) Supervisors/Team or Group Leaders and OPERATORS about their role in Problem Solving 班组长、操作工在解决问题的过程中所扮演的教 色 BEST PRACTICES 最优方法 : - Forms completed on shop floor by Supervisors/Team or Group Leaders (nonengineering staff) with team input. Is there a system in place to immediately respond to significant internal and external quality failures? 对于重 大的内外部质量问题,是否有一个系统来对其立即的响应?
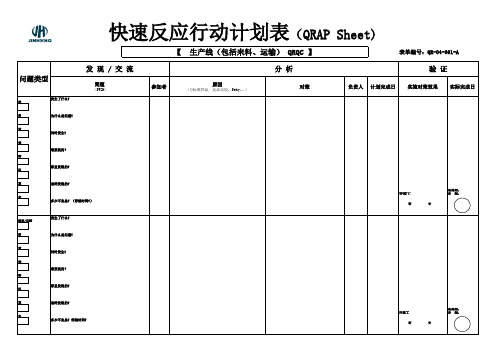
快速反应行动计划表QRAP Sheet(QR-04-061-A)
效质设
来
物
环重未关闭:开展工
关 闭:
安有无质设
来
物
环重未关闭:开展工关 闭:
安有无表单编号:QR-04-061-A 快速反应行动计划表(QRAP Sheet)
【 生产线(包括来料、运输) QRQC 】
問題(5W2H)对策发生了什么?
问题类型
分 析参加者多少不良品? 停线时间?谁发现的?
原因(与标准样品, 良品比较. 5why...)为什么是问题?
实际完成日那里发现的?
验 证怎样发现的?
多少不良品? (停线时间?)负责人计划完成日实施对策效果那里发现的?
怎样发现的?
发 现 / 交 流
效率/目标发生了什么?
为什么是问题?
何时发生?
何时发生?
谁发现的?。
001通用汽车QSB分层审核检查表
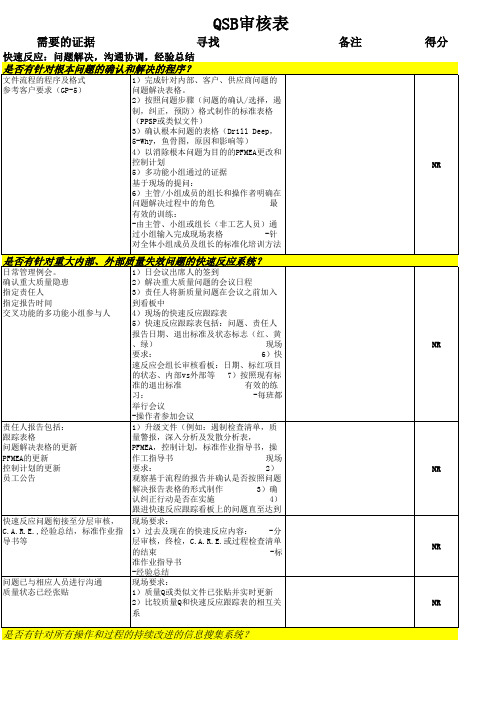
得分
寻找
备注
QSB审核表
需要的证据
户电话日志
2)客户联系清单
3)审核过的装运日志
4)分层的供应商联系方式和审核过的装运文件
套程序和专用表格用以告知客户并进行跟进方面的联系
工位组织
是否有利用和维护工作点组织的系统化的方法?
骤(什么)、关键工序(如何)及原因(为什么),并持续跟进。
3)询问小组成员如何制作高质量的部件。
4)质量检查
流程
1)操作者指导书必须在其工作区域内
是否有针对供应商的系统化的管理体系?
未审核仅存在于以下情况:
1)处于策略性考虑未立即专注---在备注栏中填上日后审核的日期2)计划于日后进行审核---在备注栏中填上日后审核的日期3)问题或策略并不适用于供应商---在备注栏中进行解释
4NR
已执行,未跟进:需要有相应的纠正行动
黄色:部分已执行绿色:完全符合要求NR:还未经过审核
2301评分标准
未执行:需要有相应的纠正行动书面的执行计划:需要有相应的纠正行动
分级。
QSB+推进计划及跟进表

模块负责人 推行人
责任部门 技术部 技术部 技术部 技术部 技术部
车间
计划完成 得分 时间
备注
风险 降低
QSB+推进计划及跟踪表
章节 条款 任务
模块负责人 推行人
责任部门
车间 机加 氧化
计划完成 得分 时间
备注
变化点看板及相关表单
制造部
喷涂 注塑 组装
变更台帐 变更申请单 变更可行性分析报告 风险分析及控制措施记录表 MC1 变更验证表 MC2 变更计划表 变更通知单
计划完成 得分 时间
备注
返工返修记录表
制造部
喷涂 注塑 组装 机加 氧化
CNC3
返工返修的标识
制造部
喷涂 注塑 组装
CNC4 让步放行的标识 CNC 徐先勇 冯海祥
质量部 机加 制造部 质量部 机加 制造部 质量部 机加 制造部 质量部 氧化 注塑 质量部 制造部 氧化 注塑 氧化 注塑
不合格率
报废率 CNE
车间
计划完成 得分 时间
备注
机加 MAI2 设备/工装TPM点检记录 制造部 氧化 喷涂 注塑 组装 设备管理 备品备件清单 备品备件定置图 备品备件盘点表 MAI3 备品备件点检表 制造部 仓储 仓储 设备管理 制造部 贾国富 代勇 设备管理 制造部 仓储 仓储 技术部 设备管理 机加 氧化 OEE统计表 MAIE 故障柏拉图 设备维护及时完成率 备件库存周转率 备件盘点财物偏差统计 预防性维护与维修的比例 制造部 制造部 仓储 仓储 设备管理 制造部 喷涂 注塑 组装 注塑 机加 注塑 机加 注塑 机加
LPASK E 章节 条款
QSB+推进计划及跟踪表
任务 分层审核中培训不达标统计
责任部门 技术部 技术部 技术部 技术部 技术部
车间
计划完成 得分 时间
备注
风险 降低
QSB+推进计划及跟踪表
章节 条款 任务
模块负责人 推行人
责任部门
车间 机加 氧化
计划完成 得分 时间
备注
变化点看板及相关表单
制造部
喷涂 注塑 组装
变更台帐 变更申请单 变更可行性分析报告 风险分析及控制措施记录表 MC1 变更验证表 MC2 变更计划表 变更通知单
计划完成 得分 时间
备注
返工返修记录表
制造部
喷涂 注塑 组装 机加 氧化
CNC3
返工返修的标识
制造部
喷涂 注塑 组装
CNC4 让步放行的标识 CNC 徐先勇 冯海祥
质量部 机加 制造部 质量部 机加 制造部 质量部 机加 制造部 质量部 氧化 注塑 质量部 制造部 氧化 注塑 氧化 注塑
不合格率
报废率 CNE
车间
计划完成 得分 时间
备注
机加 MAI2 设备/工装TPM点检记录 制造部 氧化 喷涂 注塑 组装 设备管理 备品备件清单 备品备件定置图 备品备件盘点表 MAI3 备品备件点检表 制造部 仓储 仓储 设备管理 制造部 贾国富 代勇 设备管理 制造部 仓储 仓储 技术部 设备管理 机加 氧化 OEE统计表 MAIE 故障柏拉图 设备维护及时完成率 备件库存周转率 备件盘点财物偏差统计 预防性维护与维修的比例 制造部 制造部 仓储 仓储 设备管理 制造部 喷涂 注塑 组装 注塑 机加 注塑 机加 注塑 机加
LPASK E 章节 条款
QSB+推进计划及跟踪表
任务 分层审核中培训不达标统计
QSB【快速反应】 介绍

风险降低 (RPN)
主动式风险降低
跨部门团队应该: • 执行定期PFMEA审查
• 在完成审查之后,建立最高(RPN)风险降低机会列表
• 制定一个行动计划(或类似计划)来跟踪降低RPN级别的 进展情况
Why RPN? Risk and Prioritization
It is important to give fair and spread-apart ratings
确定组织内合格的培训人员
合格的培训人员: • 利用标准化培训记录和培训柔性图表来指导操作员 • 监控新操作员的行为,并在必要时对其进行重新培训,以遵 守确保标准化操作 • 将潜在故障告诉下游操作部门
受训操作员跟踪表
确定哪些受训人员需要被追踪: • 操作名称 • 受训人员和培训完成日期 • 培训最新版本
7– LAYER PROCESS AUDITS 分层审核
8– RPN REDUCTION 风险降低
降低各类缺陷的风险
工艺更改 质量指示
程序流程
PFMEA
控制计划
作业指导
对作业人员 提供指导
降低 RPN
风险降低(RPN)
主动式和被动式策略以利用PFMEA减低质量风险 PFMEA
Quality Systems Basics 质量系统基础
Key Strategies 关键战略
质量系统基础
质量系统基础是通过10个关键策略以达到改进质 量的目的
10个关键策略的实施
• • • • •
利用系统化方式即刻大幅度降低运营成本 将组织由被动模式快速转变成主动模式 通过分层审核保持制造/装配的完整性 促进沟通 改进你的ISO/TS 16949 (QS-9000)质量体系
快反跟踪表
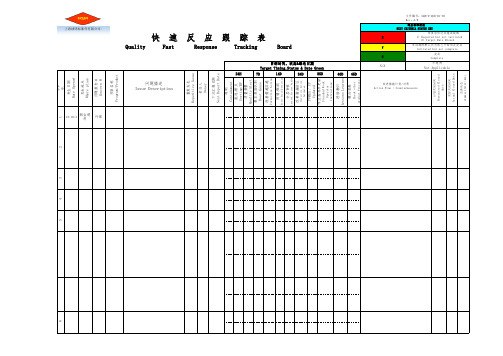
退出标准状态 EXIT CRITERIA STATUS KEY
有要求但没实施或超期
1) Required but not initiated
2) Target Date Missed
未到期的默认状态或已开始但没完成
Initiated but not complete
完成 Complete
不适用 Not Applicable
Tracking
24H
7D
Board
目标时间,状态&绿色日期 Target Timing,Status & Date Green
14D
34D
35D
40D 45D
R
Y
G
N/A
改进措施计划/对策 Action Plan / Countermeasure
文件编号:SQM-D-QSB-01-03 Rev:A/0
上海球明标准件有限公司/
Quality
快 速 反 应 跟 踪 表
Fast
Response
18/10/4
8
5
4
3
2
1
序号 NO.
发生日期 Date Opened
烟台通 用
发生地点 Where place
外部
问题报告# Concern #
项目名称 Program/Proiption
重复发生 Repetitive Issue
责任人 Owner
下次汇报日期 Next Report Date
遏制 Containment
挑选/断点 Sorting/BP
质量报警 Quality Alert 根本原因识别
Root Cause
改善措施实施
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
252
252
N/A
10
248
248
N/A
1
241
241
N/A
-41268
233
233
N/A
-41269
232
232
N/A
3
231
231
N/A
2
229
229
N/A
2013-1-26
1
17
17
N/A
-41283
218
218
2T PFMEA/控制计划更新 N/A
2T SOI/JES更新 问题关闭日 期 2013-1-14
12月31日
G
陈明兵 2012-12-27 2012-12-30
G
陈明兵
Y
8 T88衬套断裂200件不良
2012-12-29
内部
13-01-04
韦振
2013-1-4
G
陈明兵 2012-12-29 2012-12-31
R
李义
G
9 VW321把手盖板鸡头处有飞边老模(内)
2013-1-9
过程
1-9-1
陆军锋
2013-1-5
2013-1-5
R
陈闽红
2013-1-15
N/A
N/A
2012-12-26
R
张成莲
2013-1-20
R
陈闽红
2013-1-30
N/A
N/A
2012-12-27 2012-12-27
Y
柴文亮
41289.00
R
陈闽红
41294.00
N/A
N/A
2012-12-?
R
李义
2013-1-17
R
潘博
2013-1-20
N/A
N/A
2013-1-12
2013-1-15
G
陈明兵
2013-1-20
2013-1-16
G
陈闽红
2013-1-25 2013-1-26
N/A
N/A
2013-1-12
2013-1-14
R
陈明兵
2013-1-20
R
陈闽红
2013-1-25
N/A
N/A
1T 根本原因分析 2013-1-14 2013-1-14
问题解决及时完成指标 ≤2天 ≤20天 ≤31天 遏制断 点时间 2 问题解 问题解决 决时间 总时间 4 4 备注
N/A
-41284
217
217
N/A
1
213
213
N/A
-41291
210
210
2T PFMEA/控制计划更新
2T SOI/JES更新 问题关闭日 期
问题解决及时完成指标 ≤2天 ≤20天 ≤31天 遏制断 点时间 问题解 问题解决 决时间 总时间 备注
Y
陈闽红
2013-1-20
N/A
N/A
2012-12-27 2012-12-27
Y
陈明兵
2013-1-20
Y
陈闽红
2013-1-30
N/A
N/A
2012-12-17 2012-12-18
Y
柴文亮
2013-1-15
Y
陈闽红
2013-1-20
N/A
N/A
2012-12-25 2012-12-25
G
陈明兵
2012-12-10
过程
12-10-1
陆军锋
1月30日
G
陈明兵 2012-12-10 2012-12-20
G
陈明兵
Y
4 MDY线速支架卡槽有毛刺,老模(外)
2012-12-17 客户端 12-17-3
陆军锋
1月20日
G
陈明兵 2012-12-17 2012-12-18
G
柴文亮
Y
5
Epsilon两向前头枕上部内部加强筋有缺 2012-12-25 料_新模(内)
2013-1-25
G
陈明兵
2013-1-9
2013-1-10
G
陈明兵
Y
10 S261塑料衬套内有台阶(内)
2013-1-9
过程
1-9-2
徐星
2013-1-25
Y
陈明兵
2013-1-9
G
陈明兵
退出状态说明
R G Y N/A
整体状态 序号 11
问题发生但没有开始解决 问题整改已经完成并关闭 问题整改已经开始未完成 问题因无法解决已关闭 不适用
开始日期
问题 分类
问题编码
负责人
计划关闭 日期
遏制断点
根本
23
24
25
26
27
28
29
30
31
退出状态说明
R G Y N/A
整体状态 序号 32
问题发生但没有开始解决 问题整改已经完成并关闭 问题整改已经开始未完成 问题因无法解决已关闭 不适用
快速反应跟踪表工作表
2T
问题描述
开始日期
问题 分类
问题编码
问题发生但没有开始解决 问题整改已经完成并关闭 问题整改已经开始未完成 问题因无法解决已关闭 不适用
快速反应跟踪表工作表
2T
问题描述
开始日期
问题 分类
问题编码
负责人
计划关闭 日期
遏制断点
根本
退出状态说明
R G Y N/A
整体状态 序号 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134
问题发生但没有开始解决 问题整改已经完成并关闭 问题整改已经开始未完成 问题因无法解决已关闭 不适用
快速反应跟踪表工作表
2T
问题描述
开始日期
问题 分类
问题编码
负责人
计划关闭 日期
遏制断点
根本
退出状态说明
R G Y N/A
整体状态 序号 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195
R
2
验证纠正措施 负责人 周 瑞 计划 实际 状态
R
防错/检验 负责人 周瑞 计划 2012-11-30 实际 状态
R
PFMEA/控制 负责人 张成莲
2012-11-16 2012-11-16
######### #########
2012-12-8
2012-12-10
G
陈明兵
2012-12-8 2012-12-10
G
遏制断点 陈明兵 2013-1-11 2013-1-12
G
根本 柴文亮
G
Y
12
2013-1-10
过程
1-10-2
陆军锋
2013-1-11
Y
陈明兵
2013-1-11
G
陈明兵
Y
13
2013-1-14
过程
1-14-1
韦振
2013-1-25
G
陈明兵
2013-1-15
2013-1-15
Y
陈明兵
R
14 S261Z2保持架孔边上有拉白(内)
2013-1-15
R
陈明兵
2013-1-20
R
陈闽红
2013-1-20
N/A
N/A
2013-1-18
R
陈明兵
2013-1-23
R
陈闽红
2013-1-25
N/A
N/A
2013-1-17
R
陈明兵
2013-1-17
R
陈闽红
2013-1-17
N/A
N/A
1T 根本原因分析
退出标准(共20天,不含“防错/检验”-7天,“FMEA&CP更新”-2天,“SOI/JES更新”-2天) 12T 5T 7T 纠正预防措施 验证纠正措施 防错/检验
2013-1-17
过程
1-17-1
徐星
2013-1-17
R
陈明兵
2013-1-17
R
陈明兵
15
16
17
18
19
20
21
退出状态说明
R G Y N/A
整体状态 序号 22
问题发生但没有开始解决 问题整改已经完成并关闭 问题整改已经开始未完成 问题因无法解决已关闭 不适用
快速反应跟踪表工作表
2T
问题描述
2
PFMEA/控制
2T PFMEA/控制计划更新 计划 2012-11-30 实际 状态 R
2T SOI/JES更新 负责人 周瑞 计划 2012-11-30 实际 问题关闭日 期
问题解决及时完成指标 ≤2天 ≤20天 ≤31天 遏制断 点时间 问题解 问题解决 决时间 总时间 备注
2
27
285
N/A
快速反应跟踪表工作表
2T
问题描述 VW321前把手下体孔堵死,导致产品进水 新模(内) MDY锁止杆表面光泽高(黑)新模变形 (内) MDZ调角器手轮表面缩印,是时间钟凸台 引起的(内)
开始日期 2013-1-10
问题 分类 过程