冷冲压模具材料的化学成分及机械性能
Cr12MoV冷作模具钢热处理规范及成分性能

Cr12MoV冷作模具钢热处理规范及成分性能1、Cr12MoV钢板简介Cr12MoV是冷作模具钢,Cr12MoV是国标的说法,德标叫做:X165CrMoV12,钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。
形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板深拉伸模、圆锯、标准工具和量规、螺纹滚模等2、Cr12MoV各国对应牌号中国GB标准牌号:Cr12MoV、中国台湾CNS 标准牌号SKD11、德国DlN标准材料编号1.26o1、德国DIN标准牌号X165CrM0v12、⽇本JIS标准牌号SKD11、韩国KS 标准牌号STD11、意大利UN1标准牌号X165CrM0W12KU、瑞典SS标准牌号2310、西班⽇UNE 标准牌号X160CrM0V12、美国AISi/SAE标准牌号D2、俄罗斯RoCT 标准牌号X12M。
3、Cr12MoV钢板热处理规范热处理规范:1.淬火,950~1000℃油冷;2.淬火1020℃,200℃回火2h。
普通淬火、回火规范:淬火温度1000~1050℃,淬油或淬气,硬度≥ 60HRC;回火温度160~180℃,回火时间2h,或回火温度325~375℃,回火次数2~3次。
4、Cr12MoV钢板金相组织:细粒状珠光体+碳化物。
5、Cr12MoV钢板交货状态:以退火状态交货。
6、Cr12MoV钢板化学成分:碳 C :1.45~1.70硅 Si:≤0.40锰 Mn:≤0.40硫 S :≤0.030磷 P :≤0.030铬 Cr:11.00~12.50镍 Ni:允许残余含量≤0.25铜 Cu:允许残余含量≤0.30钒 V :0.15~0.30钼 Mo:0.40~0.607、Cr12MoV钢板力学性能:硬度:退火,255~207HB(14-25BRC),压痕直径3.8~4.2mm;淬火,≥60HRC8、Cr12MoV钢板应用范围Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,Cr12MoV多用于制造截面较大、形状复杂、工作负荷较重的合种模具和工具。
冲压模具课程设计说明书 2
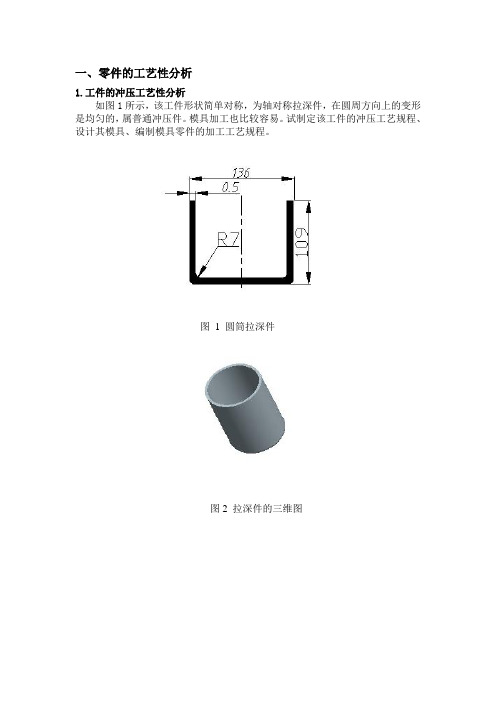
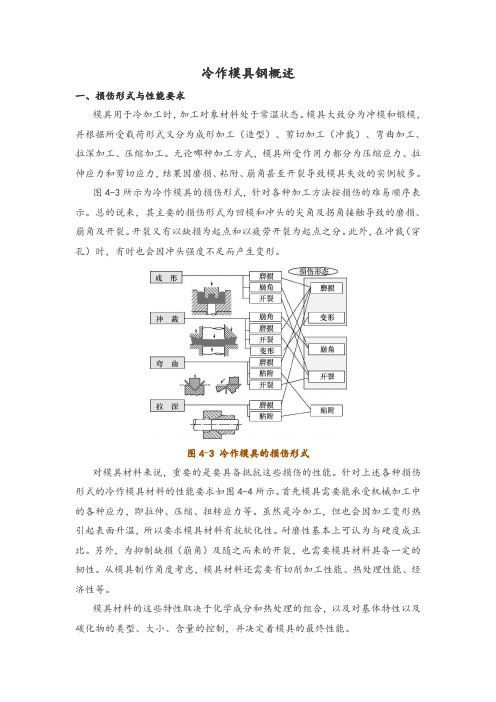
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。
冷作模具钢概述
冷作模具钢概述一、损伤形式与性能要求模具用于冷加工时,加工对象材料处于常温状态。
模具大致分为冲模和锻模,并根据所受载荷形式又分为成形加工(造型)、剪切加工(冲裁)、弯曲加工、拉深加工、压缩加工。
无论哪种加工方式,模具所受作用力都分为压缩应力、拉伸应力和剪切应力,结果因磨损、粘附、崩角甚至开裂导致模具失效的实例较多。
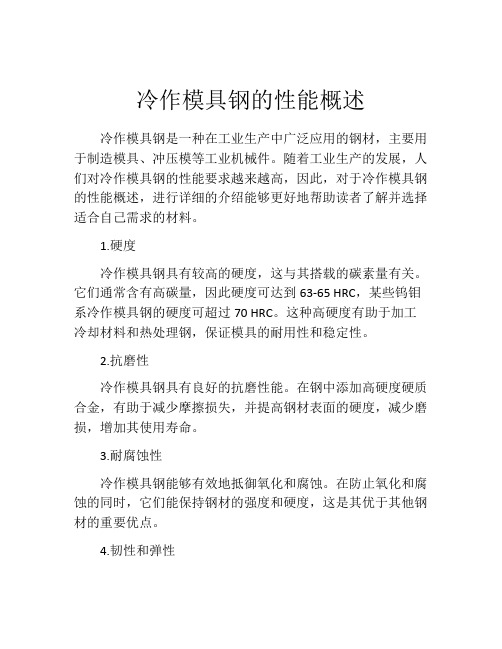
图4-3所示为冷作模具的损伤形式,针对各种加工方法按损伤的难易顺序表示。
总的说来,其主要的损伤形式为凹模和冲头的尖角及拐角接触导致的磨损、崩角及开裂。
开裂又有以缺损为起点和以疲劳开裂为起点之分。
此外,在冲裁(穿孔)时,有时也会因冲头强度不足而产生变形。
图4-3 冷作模具的损伤形式对模具材料来说,重要的是要具备抵抗这些损伤的性能。
针对上述各种损伤形式的冷作模具材料的性能要求如图4-4所示。
首先模具需要能承受机械加工中的各种应力,即拉伸、压缩、扭转应力等。
虽然是冷加工,但也会因加工变形热引起表面升温,所以要求模具材料有抗软化性。
耐磨性基本上可认为与硬度成正比。
另外,为抑制缺损(崩角)及随之而来的开裂,也需要模具材料具备一定的韧性。
从模具制作角度考虑,模具材料还需要有切削加工性能、热处理性能、经济性等。
模具材料的这些特性取决于化学成分和热处理的组合,以及对基体特性以及碳化物的类型、大小、含量的控制,并决定着模具的最终性能。
图4-4 冷作模具材料的性能要求二、冷作模具钢的化学成分与性能定位主要冷作模具钢的化学成分及热处理性能分别见表4-8及表4-9。
其中包括了富有代表性的JIS钢种及其改善钢种。
另外,各厂家的冷作模具钢牌号对照表见表4-10[5]。
再有,高速工具钢在冷作模具及热作模具中均有使用,因此将其对照表列于表4-11[6]。
这些钢的性能定位如图4-5所示,即以强度、耐磨性及与其性能相反的韧性为坐标,对各钢种进行了定位。
一般而言,硬度和耐磨性越高,则韧性越有降低的倾向,亦即右侧下滑倾向。
然而,有些独特的钢种即使在同等硬度下也会显现出较高的韧性。
冷作模具钢的性能概述
冷作模具钢的性能概述
冷作模具钢是一种在工业生产中广泛应用的钢材,主要用于制造模具、冲压模等工业机械件。
随着工业生产的发展,人们对冷作模具钢的性能要求越来越高,因此,对于冷作模具钢的性能概述,进行详细的介绍能够更好地帮助读者了解并选择适合自己需求的材料。
1.硬度
冷作模具钢具有较高的硬度,这与其搭载的碳素量有关。
它们通常含有高碳量,因此硬度可达到63-65 HRC,某些钨钼系冷作模具钢的硬度可超过70 HRC。
这种高硬度有助于加工冷却材料和热处理钢,保证模具的耐用性和稳定性。
2.抗磨性
冷作模具钢具有良好的抗磨性能。
在钢中添加高硬度硬质合金,有助于减少摩擦损失,并提高钢材表面的硬度,减少磨损,增加其使用寿命。
3.耐腐蚀性
冷作模具钢能够有效地抵御氧化和腐蚀。
在防止氧化和腐蚀的同时,它们能保持钢材的强度和硬度,这是其优于其他钢材的重要优点。
4.韧性和弹性
与大多数高碳钢相比,冷作模具钢有较佳的韧性、弹性和耐热性。
这有助于抵御极端条件下的应力和扭曲,使模具在长时间使用下保持其形状和准确性。
5.切削性
冷作模具钢可以很好地切削和加工,具备可塑性和可锻性,因而其加工性能很高。
这使得它们以先进的技术生产,制造出更准确、更精萃的模具,从而极大程度上提高了制造业的生产效率。
总之,钢材的性能很大程度上决定了冷作模具的质量,因此在选择冷作模具钢时,应考虑使用的条件和性能要求。
通过了解冷作模具钢的性能概述,能够更好地选择适合自己需求的材料,并合理使用它们,从而提高生产效率和经济效益。
51cr4v材料标准号

51Cr4V是一种常用的工具钢材料,其标准号为GB/T 1299-2000。
本文将详细介绍该材料的基本信息、化学成分、机械性能、加工性能以及应用领域等方面的内容。
一、基本信息51Cr4V是一种低合金冷作模具钢,属于国内标准GB/T 1299-2000中规定的材料之一。
该材料主要用于制造冷作模具、冲压模具和切削工具等工业领域。
它具有优良的硬度、耐磨性和抗疲劳性能,因此在各种工具制造领域得到广泛应用。
二、化学成分51Cr4V材料的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、钒(V)等元素。
其中,碳含量一般在0.48-0.55%之间,硅含量不超过0.40%,锰含量不超过0.50%,磷和硫的含量分别控制在0.035%以下。
铬和钒是该材料的合金元素,可以提高其硬度和耐磨性。
三、机械性能51Cr4V材料的机械性能是评价其品质优劣的重要指标之一。
通常情况下,该材料的硬度在HRC58-62之间,屈服强度为≥1470 MPa,抗拉强度为≥1670 MPa,延伸率为≥8%。
这些性能指标使得51Cr4V 具有出色的切削性能、耐磨性和抗疲劳性能,适合用于制造高负荷、高温度工况下的工具。
四、加工性能51Cr4V材料具有较好的可加工性,适合进行冷作、热处理和表面处理等工艺。
在冷作过程中,该材料的变形硬化速率较低,容易获得理想的尺寸精度和表面质量。
热处理方面,常见的处理方法包括淬火和回火,以提高材料的硬度和强度。
此外,51Cr4V材料还可以通过镀铜、镀镍等表面处理方式,改善其耐腐蚀性和表面光洁度。
五、应用领域51Cr4V材料由于其出色的机械性能和加工性能,在多个领域得到广泛应用。
首先,在模具制造领域,该材料常用于制造冷作模具和冲压模具,如冲头、模座等,以满足对高硬度、耐磨性和抗疲劳性能的要求。
其次,在切削工具制造领域,51Cr4V材料常用于制造高速钢刀具、铣刀、车刀等,以实现高效、精确的切削加工。
冷冲压常用材料介绍
• EGC-CS 其中EGC(Electrolytic Galvanized Cold)為日本新日制鐵所對冷軋 電解板的表示代號CS為UF處理耐指紋鋼 板的一种﹐UF處理鋼板分以下三种﹔ • EGC-CZ 有机被膜0.5/μm • EGC-CF 有机被膜1.0/μm • EGC-CS 有木被膜0.7/μm
冷冲压常用材料介绍
1.1冷軋低碳鋼
• SPCC 冷軋低碳鋼(Steel Plate Cold Commercial)﹐普通品質 • SPCD 冷軋拉深鋼(Steel Plate Cold Deep Drawn)﹐降低了碳﹑錳﹑磷﹑硫等元素的含 量﹐拉廷性好﹒ • SPCE 冷軋深拉深鋼(Steel Plate Cold Deep Drawn Extra)﹐進一步降低碳﹑錳﹑磷﹑硫 等元素含量﹐拉廷性更佳﹒
2.1.1電解鍍鋅鋼
• 電解鍍鋅鋼是以上述三類冷軋(SPCC、 SPCD、SPCE)鋼板為基材﹐經過電 解鍍鋅等表面處理后的一种冷軋鋼﹐ 其化學成份﹐机械性能与上述冷軋鋼 相近
• SECD 冷軋拉深電解板(Steel Electrolytic Cold Deep Drawn)﹒ • SECC 冷軋電解板(Steel Electrolytic Cold Commercial)﹒ • SECE 冷軋深拉深電解板(Steel Electrolytic Cold Deep Drawn Extra)﹒ • SECC-K2 其中K2是日本神戶制鐵所對耐指紋鋼 板的表示代號﹐K2表示其表面涂層為有机涂 層﹐KS表示其表面涂層為無机涂層﹒
鍍鋅板材分類
2.1.2環保電解板
• 環保電解板又稱無鉻電鍍板﹐与一般電解鍍鋅 板的區別在于﹔普通鍍鋅板包含有机被膜﹑鉻 酸鹽涂層﹑鍍鋅層﹑鐵基板而環保電解板只 含有机被膜﹑鍍鋅層﹑鐵基板﹐即環保電解板 不包含鉻酸鹽涂層﹐目前常見的環保電解板有 新日制鐵的兩种﹔ • EGC-QS 一般環保電解板鍍鋅鋼板 • EGC-QZ 特別為理光公司商定的環保電解鍍 鋅鋼板
dc53冷作模具钢标准

DC53冷作模具钢是一种优质的工具钢,具有优秀的硬度、耐磨性和切削性能,因此在模具制造领域得到广泛应用。
DC53冷作模具钢标准及其相关知识对于模具制造行业具有重要意义。
本文将从DC53冷作模具钢的概述、化学成分、机械性能、热处理工艺以及国际标准等方面进行详细介绍,以期为相关行业提供参考。
一、概述DC53冷作模具钢是一种高碳、高铬合金工具钢,由日本材料科学株式会社开发,具有优异的耐磨性、切削性能和加工稳定性。
该钢种适用于制造冲压模具、冷挤压模具、硬质合金模具以及冷剪刀等工业模具,被广泛应用于汽车零部件、电子产品、塑料制品等领域。
二、化学成分DC53冷作模具钢的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、铬(Cr)、钼(Mo)等元素。
其中,碳元素的含量较高,有利于提高钢材的硬度和耐磨性;铬、钼等合金元素的加入可以提高钢材的强度和耐磨性。
三、机械性能DC53冷作模具钢具有优异的机械性能,包括硬度、强度、韧性等指标。
通过适当的热处理工艺,可以使钢材达到理想的硬度水平,提高其耐磨性和使用寿命。
四、热处理工艺DC53冷作模具钢的热处理工艺对其性能具有重要影响。
通常的热处理工艺包括淬火、回火等工艺步骤,以调整钢材的组织结构和硬度。
合理的热处理工艺可以有效提高钢材的耐磨性和切削性能,确保模具的稳定加工质量。
五、国际标准DC53冷作模具钢的国际标准主要包括日本工业标准(JIS)和国际标准化组织(ISO)标准。
在选用和加工DC53冷作模具钢时,需要遵循相关的国际标准,以确保模具制造的质量和性能符合要求。
总结:DC53冷作模具钢作为一种优质的工具钢,在模具制造领域具有重要地位。
了解其化学成分、机械性能、热处理工艺以及国际标准,有助于合理选材、科学设计和精准加工,提高模具的使用性能和经济效益。
希望本文能为相关行业提供一些参考价值,推动我国模具制造技术水平的不断提升。
SK2钢-高级高碳工具钢-冷冲压模具钢特性说明
SK2钢-高级高碳工具钢-冷冲压模具钢特性说明1.模具钢的特性高级高碳工具钢,冷冲压模具钢。
该钢硬度高,耐磨性好,韧性中等,切削加工性好,淬火后有较多的过剩碳化物。
淬火不变形性较差,回火稳定差。
最佳等温退火温度690~720℃,水淬临界尺寸15~18mm,油淬临界尺寸5~7mm。
2.供货状态硬度≤207HB。
3.日本樯JIS G4401(1983)钢的化学成分(质量分数,%)C 1.101.30、Si≤0.35、Mn≤0.50、P≤0.03、S≤0.03、Cr≤0.20、Ni≤0.25、Cu≤0.30。
4.参考对应钢号我国GB标准钢号T12、我国台湾CNS标准钢号SK2、德国DIN标准材料编号1.1663、、德国DIN标准钢号C125W2、法国AFNOR标准钢号Y2120、法国NF标准钢号C12E3U、意大利UNI标准钢号C120KU、西班牙UNE标准钢号C120、日本JIS 标准钢号SK2、美国ASTM/AISI 标准钢号W1A-11(1/2)、美国UNS标准钢号T72301、俄罗斯ΓOCT标准钢号Y12、国际标准化组织ISO标准钢号TC120。
瑞典SS标准钢号1885、英国BS标准钢号BW1C、韩国KS标准钢号STC2。
5.热加工规范开始温度1000~1050℃,终止温度 850℃。
6.淬火、回火规范淬火温度750~780℃,水冷、水油双液冷却工碱浴冷却,淬火后硬度63HRC,回火温度170~190℃。
7.典型应用举例①用于制造小型拉拔、拉伸、挤光模具。
②尺寸小、形状简单、轻负荷的冷作模具,如小冲头、剪落钢板的剪刀等。
③适用于各种中小批量生产的模具和抗冲击载荷的模具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷冲压模具材料的化学成分及机械性能
模具焊接用焊条情况
焊条各种模具使用
TIG焊丝
铸铁用焊条
铸铁型面用及堆焊焊条DMA-100 铸铁修补接合使用
铜合金
硬面堆焊焊条
2
模具在汽车、运输、机械、电器产品、家庭用品、办公用品、光学器材、玩具、建材、航空等几乎所有行业中都有应用,做为产品大量生产的母体手段,日益发挥着重要作用,为保证工厂的生产效率和产品质量方面的要求,对各种模具在经久耐用、生产精度上的要求更加严格。
但是由于磨损、尺寸变更、加工错误、缺损等原因,而在模具生产上产生的高成本,往往令企业难以接受。
而采用焊接修补方式可以使成本大大降低,同时又不影响生产。
即使是造价便宜的模具,采用修补方式,也会将原来的使用寿命提高1—2倍。
而模具修补往往需要高级技术、高档材料且工艺复杂,不是一般企业都能够掌握的。
本公司已多年修补模具的经验为后盾,可根据客户的要求、母材材质、使用条件及形状等复杂条件,为客户选用经济实用、材质匹配的模具专用焊接材料,并长期提供技术支持,我们的焊接材料适用于冲压模、拔丝模、连铸模、塑胶模、锻造模等冷热作模具刃口工具等。
冷作冲压模具使用焊接材料应用规范及注意事项
专用焊条
冲压模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:
1.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
2.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加
热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
3.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
4.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
5.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,直到焊道波纹消失。
堆焊的长处及短处
铸铁材( FC.FCD)表面火焰淬火铸铁)的堆焊
模具堆焊的缺陷及对策(铸铁)
及空冷钢焊接缺陷及对策
Cr12MoV/SKD11
模具焊接的注意事项
模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:
6.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
7.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
8.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
9.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
10.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,直到焊道波纹消失。