Rofin激光器使用简明说明书
ROFIN TRIAGON TR50轴快流CO2 激光器-设备日常维护细则
ROFIN TRIAGON® TR50轴快流CO2激光器设备日常维护细则只有经过专门培训并且得到许可的人员方可进行本激光器的维护保养工作。
系统设置了500/1000/2000小时三个时间段的规定维护与保养警示,并且提示了需要做的维护保养内容。
500/1000小时这两个时间段的规定维护与保养由经过专门培训的维护人员完成。
2000小时时间段的规定维护与保养由WB-Laser公司的维护人员完成。
以500小时为第一个时间段,当规定的时间段达到后,系统会自动提示需要对激光器进行相关的维护与保养,如,“MAINTENANCE ALARM 500 HOURS”。
在系统主菜单“MAIN MENU”中,按下数字键“2”进入保养程序“SERVICE PROGRAMS”。
在SERVICE PROGRAMS子菜单中,按下数字键“8”进入维护程序“MAINTENANCE”。
1. TRIAGON® TR50轴快流CO2激光器500小时维护计划500小时维护内容1.1操作面板指示灯检测。
1.2 急停开关检查。
1.3 进行日志的手工记录。
1.4 实施检漏操作。
1.5 运行功率斜坡曲线检测程序。
1.6 制冷机及水质检测。
1.7 激光器气体管路检测。
1.8 空气压缩机及气体检测。
2. TRIAGON® TR50轴快流CO2激光器1000小时维护计划2.1 完成500小时的所有维护内容。
2.2 油泄露检查。
2.3 水泄露检查。
3. TRIAGON® TR50轴快流CO2激光器2000小时维护计划2000小时时间段的规定维护与保养由WB-Laser公司的维护人员完成。
3.1 完成1000小时的所有维护内容。
3.2 光闸维护(1)光陷阱的水泄露检查。
(2)清洗光闸镜子。
(3)检查光闸筒体和阀门的气泄露。
(4)检查光闸弹簧。
3.3 激光光学(1)更换输出窗口。
(2)清洗角反射镜。
(3)更换尾镜。
3.4 检查高压输入功率3.5 一般视觉检查(1)机械元件检查。
Rofin激光器使用简明说明书
Rofin激光器使用简明说明书
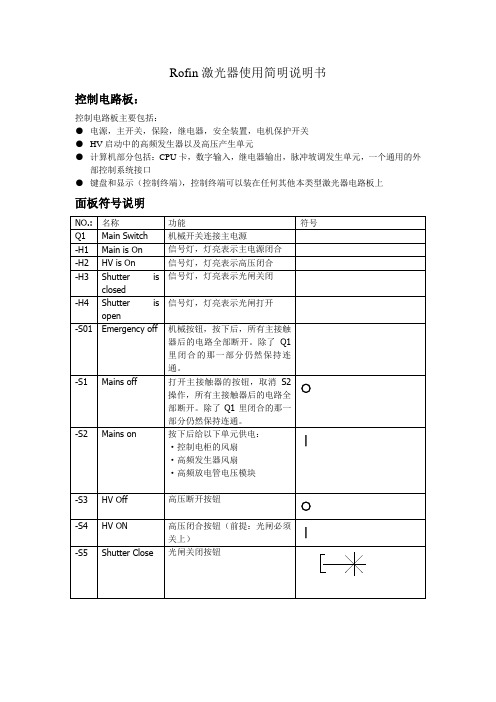
控制电路板:
控制电路板主要包括:
●电源,主开关,保险,继电器,安全装置,电机保护开关
●HV启动中的高频发生器以及高压产生单元
●计算机部分包括:CPU卡,数字输入,继电器输出,脉冲坡调发生单元,一个通用的外
部控制系统接口
●键盘和显示(控制终端),控制终端可以装在任何其他本类型激光器电路板上
面板符号说明
每日启动程序
1、打开冷却水(如果采用水冷机组,则打开水冷机组)
2、打开面板上的Q1开关
3、按下“MAINS ON”按钮
信号灯“MAINS IS ON”闪烁
激光器里的风机启动
“MAINS ON”出现在显示屏上
4、在显示屏上出现如下信息
“WATER TEST”
大约10秒后“FLAMENT ON”
大约30秒后“HV READY”
如果有错误信息出现,则排除确认后按下“RETURN”
5、按下高压开关
按下“HIGH VOLTAGE ON”按钮
“HIGH VOLTAGE IS ON”灯闪烁
激光器警告灯发光
此时激光器可以开始操作了,可以通过键盘来选择程序
6、LASER BEAM ON在按下这个按钮之前确认需要出光,需要进行所有必须的安全防护工作。
关激光器
1、按下“LASER BEAM OFF”键,关闭激光器光闸
2、按下“HIGH VOLTAGE(HV) OFF”关闭高压
3、按下“MAINS OFF”断开主电源
4、关闭冷水机组
5、关闭Q1开关
主要报警信号。
激光扫边操作规程
泉州市金太阳电子科技有限公司激光扫边机操作规程文件编号:GS6301-20编制日期:2014.6.20版本:3.0版控制方式:副本编号:批准审核编制柯新玲开机准备 1、打开电源开关2、打开压缩空气开关激光器电源主机电源3、打开电脑主机4、打开工作台电源电源开关急停按钮电源开关风冷开关扫描开关原激光开关(无效)状态指示灯5、打开ROFIN激光器机箱电源激光器电源机箱开关.6、打开冷却机及激光器控制板总开关激光器总开7、旋转激光器控制面板钥匙至Ⅰ位置(系统启动),等待系统起动完成,system 绿灯亮8、把钥匙旋转到Ⅱ位置(射光)(激光器启动完成后,要等待十分钟,让激光功率稳定下来。
)激光器控制面板参数修改方法(本激光器现在无法存储数据,每次开机都要修改数值) 2014.6.16激光器参数记录1号激光器 电流 23.0A 频率 39.0KHz 2号激光器 电流 25.0A 频率 30.0KHz 3号激光器 电流 23.0A 频率 40.0KHzRofin 激光器控制面板上可修改操作激光器的工作电流、频率 a 、打开激光器各部电源,进入工作界面b 、显示屏上红色钥匙表示激光器处于锁定状态,长按旁边的按钮,等钥匙颜色绿灯亮,系统启动完成射光变黑,表示已经解锁。
(一般要按两次。
)c 、 设定激光器电流(电流大,激光功率大),按边上按钮,显示屏进入界面锁定状态选中边上按钮,进入修改电流,按方向盘上下键修改数字,完成后再按一次按钮确认复位。
设定激光器频率(频率小,激光功率大),选中边上按钮,进入修改频率,按方向盘上下键修改数字,完成后再按一次按钮确认复位。
d、完成后按边上按钮返回,长按钥匙旁按钮,直到钥匙颜色变红。
9、启动切割软件9.1双击图标9.2软件主界面9.3选择切割图:打开选择对应图形文件9.4工作台复位:点击原点工作台复位动作9.5加工参数检查(XY切割速度,目前可做到800,如果断点可适当减小)速度直接在这里填写9.6测试辅助坐标系统检查(光距设置),此项为每更换一份图纸,需要重新设置切割间距,因而调整激光头位置。
教程之三3-ROFIN激光器安装、检测、切割参数调整、故障处理

培训教程之三(4)ROFIN激光器安装、检测、故障处理、切割参数调整上海团结普瑞玛激光设备有限公司2022年4月26日目录ROFIN激光器安装、检测、故障处理、切割参数调整 (1)第一章ROFIN激光器安装检测表 (1)第二章Rofin 故障信息报警表 (2)第三章ROFIN激光器切割参数调整 (6)一序言 (6)二机器 (7)三材料 (7)1. 不锈钢1.4301的切割效果 (7)2. 低碳钢的切割效果 (8)四切割参数调整 (9)1. 焦点位置的定义 (9)2. 不锈钢AISI 304的参数调整 (9)3. 低碳钢O2切割参数的调整 (13)五切割参数和表 (16)1. 参数 (16)2. 表格 (16)本篇所称ROFIN激光器,是指DC 0XX系列CO2 Slab激光器。
第一章ROFIN激光器安装检测表有资格的人员才能进行ROFIN激光器的安装检测。
安装与检测的步骤应按照下表进行。
第二章Rofin 故障信息报警表第三章ROFIN激光器切割参数调整一序言切割测试采用不锈钢AISI 304和低碳钢RAEX 380,还用了2-5mm厚的铝AA 5754 (AlMg3)。
用DC 025激光器,可以切割厚达20mm的低碳钢或厚达10mm的不锈钢(不含氧化物)。
以下是用来评判切割样品的标准。
•切割边缘无毛刺•切割表面的最小粗糙度•切割的垂直度•与切割方向无关的切割质量二机器切割参数是在1500mm×3000mm的飞行光路切割系统上用实验方法测得的,光路中使用了3个反射镜,其中最后一个是λ/4移相镜。
喷嘴的平衡是通过计算机控制的Z轴连同高压切割头上Precitec公司的电容高度传感器来保持恒定的。
所用的喷嘴类型为高压型,嘴口直径为1~2 mm。
较大的嘴口是用机械方法由较小直径的喷嘴嘴口钻成的。
所用的聚集透镜是II-VI公司和LPO的高压(25bar) ZnSe弯月形透镜(∅ 38.1 mm,厚度7.4 mm),焦距为5 ",7.5 " 和10 "。
ROFIN TRIAGON TR50轴快流CO2 激光器-性能特点及应用领域介绍

ROFIN TRIAGON® TR50轴快流CO2激光器性能特点及应用领域介绍本激光器为TRIAGON®系列直流激励轴快流CO2激光器,可以与计算机数控系统集成联动,用于激光切割、激光焊接、激光打孔、激光表面处理工程和金属零件激光三维自由成型等方面。
1.激光器技术指标1.1 本激光器额定功率为5kW,是波长为10.6μm的红外不可见激光。
1.2本激光器指示定位采用的是波长为635nm的红色可见激光。
1.3本激光器的控制既可以由操作面板完成,也可以通过机床的CNC 控制系统完成。
1.4激光器技术参数2.激光器的技术特点及主要应用方面介绍本激光器配备有内部程序控制器,可以在很大范围内同时控制输出激光的功率和脉冲时间长短,并且可以存储100个激光控制程序,激光程序控制器的控制内容及应用方面如下所述。
3.激光器的循环冷却水及其技术要求4.激光器的冷却油及其技术要求本激光器的镜子和高压供电系统都通过油进行冷却。
镜子冷却油有循环环路,其技术要求如表4.1所示。
高压供电系统在密闭的容器中冷却,其技术要求如表4.2所示。
5.激光器的电压与相序监控本激光器都有内部掉相、相序、相失衡和欠压监控设施。
如果出现上述问题,继电器将立即关断,同时,系统给出提示信息“Mains interlock(电源互锁)”。
当单相电压低于交流网线的10%,或者全部相的总电压低于交流网线的20%时,系统会自动关断。
如果监控继电器被短路或者监控功能失效,在有电压波动的情况下,变频器或高压供电系统将关断激光器。
6.激光器的水流监控本激光器的水流通过水路中的流量控制开关来监控。
低于规定的流量时,系统将关断激光器,并给出提示信息“Water flow too low(水流量太低)”。
7.激光器的气压监控本激光器对很多气体压力进行监控,包括He、N2和CO2气体的输入压力及激光器工作时的气体压力。
华中科技大学激光技术与工程研究院华中科技大学激光加工国家工程研究中心二00三年四月一日。
光纤激光器 说明书

此标志代表激光器发光, 我们已经将此标志贴在产品的激光输出端。 一般安全指示 为 了 确 保 产 品 的 安全 操 作 和 最 佳 性 能 , 除了 本 文 档 包 含 的 其它 信 息 外 ,请 遵 守 以 下 WARNING 和 CAUTION。 WARNING:激光器始终在经妥善接地的电源下工作。 CAUTION:在给激光器供电前,请确保 DC 供电电压正确(24VDC))使用, 错误的供电将会引起设备损坏。 WARNING:内部没有操作者可以维修任何的部件,必须要有资格的创鑫激光员工才能 维修。为了避免电路短路,不要打开机壳,对产品进行任何篡改,否则将 不负责保修。 WARNING:此激光器有一个用光纤缆连接的光学输出头。请务必小心处理此输出头。 WARNING:如果此设备在一个本文档没有具体指明的方式下使用,本设备 提供的保护可能会被损坏。此产品必须仅被用在正常的环境下
1. 描述 PDF 文件使用 "pdfFactory Pro" 试用版本创建
-4-
光纤激光器使用说明书
MFP系列脉冲光纤激光器是创鑫激光的尖端产品之一。它的出现对于高速度 、高分辨 率激光打标系统的集成具有革命性意义。 MFP系列的主要优势是超越了传统的二极管泵浦晶体激光器,包括(Nd):YAG激光器。 它使用Q开关(光量开关)主振荡器和高功率光纤放大器(MOPFA)构造。MFP系列功耗 低且实用,耐用的设计,适合于实验室和市场应用。结构紧凑、单机、易于使用的设 计风格,可以直接集成到用户的设备中。 MFP系列激光器发射波长为1060nm左右和峰值功率高达7KW以上的周期性脉冲序列。激 光器的运行参数通过25Pin控制接口进行设定。配上 客 户 的 特殊控制器可以用于手持激光 器。此激光器需要一个外部 DC 供电 。 MFP系列激光器是一个理想的用于激光打标工业的高功率源。 光头带有光隔离器, 可以 直接应用于低反射材料(如塑料、木、纸等等),以及对于金属打标。 2. 附件 请根据下表确认本产品包含的附件: 项目 指导手册和测试结果 供电电源(可选) 3. 供电 MFP系列的供电电压为 24VDC。 电源线颜色 棕色 兰色 黄绿色 电路连接 +24V DC GND 激光器外壳 数量 1 1
ROFIN激光器特点

2.1.1激光器
CLM4020-DC025数控激光切割机采用采用德国ROFIN公司的DC025型号的激光器,该激光器属于扩散冷却CO2板条式激光器,技术领先性达到国际最先进水平。
图2-2:罗芬DC系列激光器的外观图
ROFIN激光器优势:
结构非常简洁紧凑,事实上可以免维护;
激光功率损失非常低;
运行及维护成本低;
没有气体流动,因而没有谐振腔内光学元件的污染问题;
无需预热时间,开机即可使用;
表2-1:DC系列激光器的主要特性表
以上这些特点让DC系列激光器成为众多二氧化碳激光器中技术水平最高的一种。
表2-2:DC025激光器的参数表。
ROFIN激光器切割参数的调整
引言此处介绍的结果是基于飞行光路系统上的切割试验,试验是用同一型号的三个不同激光器(DC025 Slab-Laser)作出的,工作台尺寸 3,0 m x 1,5 m,切割试验主要集中在不锈钢 AISI 304(0Cr18Ni9)和低碳钢RAEX 380,也有厚度在2 - 5 mm 的铝 AA 5754 (AlMg3) ,所有激光都表现出同样的切割性能和切割参数。
用 DC 025激光能够切割20 mm厚的低碳钢和10 mm不锈钢(无氧化物影响)。
以下标准适用于合格的切割样件:•切边无挂渣•切面光滑•切边垂直机床切割参数是在一台工作范围1500 x 3000 mm ,有飞行光路系统的机床上精心试验出来的,外光路有三片镜片,最后一片是λ/4 圆偏振镜。
割嘴间隙依靠Precitec 的高压切割头上的电容高度传感器与数控系统控制的Z轴相结合来保持恒定,割嘴类型为高压型,嘴孔直径 1 - 2 mm,大一点的孔径可以用小的孔径钻出。
聚焦镜为II –VI公司的高压(25 bar) Zn-Se ,∅ 38.1 mm,厚度 7.4 mm,,焦长 5 ",7.5 "和 10 ",辅助气体为LPO 公司的氧气 3.5 和液氮。
材料无覆层的 AISI 304不锈钢惰性气体切割;1 to 3 mm 厚St1203低碳钢; 3 to 20 mm 厚RAEX 380 低碳钢。
鉴于材料的表面条件能影响切割结果, St1203的表面涂了一层保护油膜, RAEX 板面作微磷化处理。
不锈钢的切割结果DC 025 能切割不锈钢厚度到 10 mm,所有厚度都用 100 % 激光功率和氮气切割。
1 - 4 mm 厚材料在焦点恒定的情况下能在机床(3,0 x 1,5 m)的所有范围内获得优质的切割质量,6 mm厚的可切割范围限制在2,0 x 1,5 m 范围内,否则焦点位置就不得不调整。
更进一步的试验表明切割表面的粗糙度与光的瑞利长度有直接关系,{在光学,特别是激光学中,我们设鞍腰部(如图中所示的最低处)为A,其横截面为a,沿光的传播方向,当横截面因为散射达到2a时,我们设此处为B,瑞利长度或者瑞利射程正是指从A到B的长度(即图中所示ZR)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Rofin激光器使用简明说明书
控制电路板:
控制电路板主要包括:
●电源,主开关,保险,继电器,安全装置,电机保护开关
●HV启动中的高频发生器以及高压产生单元
●计算机部分包括:CPU卡,数字输入,继电器输出,脉冲坡调发生单元,一个通用的外
部控制系统接口
●键盘和显示(控制终端),控制终端可以装在任何其他本类型激光器电路板上
面板符号说明
每日启动程序
1、打开冷却水(如果采用水冷机组,则打开水冷机组)
2、打开面板上的Q1开关
3、按下“MAINS ON”按钮
信号灯“MAINS IS ON”闪烁
激光器里的风机启动
“MAINS ON”出现在显示屏上
4、在显示屏上出现如下信息
“WATER TEST”
大约10秒后“FLAMENT ON”
大约30秒后“HV READY”
如果有错误信息出现,则排除确认后按下“RETURN”
5、按下高压开关
按下“HIGH VOLTAGE ON”按钮
“HIGH VOLTAGE IS ON”灯闪烁
激光器警告灯发光
此时激光器可以开始操作了,可以通过键盘来选择程序
6、LASER BEAM ON在按下这个按钮之前确认需要出光,需要进行所有必须的安全防护工作。
关激光器
1、按下“LASER BEAM OFF”键,关闭激光器光闸
2、按下“HIGH VOLTAGE(HV) OFF”关闭高压
3、按下“MAINS OFF”断开主电源
4、关闭冷水机组
5、关闭Q1开关
主要报警信号。