西门子PLC通讯故障的原因及处理方法
西门子PLC在工厂应用中常见问题及对策

西门子PLC在工厂应用中常见问题及对策1. 通讯故障:PLC与其他设备之间的通讯故障可能导致数据传输中断,影响设备正常工作。
对策是检查通讯线路、连接器和通讯协议设置,确保其正常运作。
2. 电源故障:PLC的电源问题可能导致设备无法正常启动或停机。
对策是检查电源电压、电源开关和电池状态,确保供电正常。
3. 输入/输出模块故障:PLC的输入/输出模块故障可能导致设备无法读取或输出正确的信号,影响设备控制。
对策是检查模块的连接、电源和信号线路,确保其正常工作。
4. 程序错误:PLC的程序错误可能导致设备控制逻辑错误,影响设备正常工作。
对策是进行程序调试和测试,确保程序无误。
5. 存储器故障:PLC的存储器故障可能导致程序丢失或无法正常运行。
对策是定期备份和检查存储器,确保其可靠性和稳定性。
6. 部件老化:PLC的部件老化可能导致设备性能下降或无法正常工作。
对策是定期维护和更换老化的部件,确保设备的可靠性和稳定性。
7. 温度变化:PLC在工厂环境中可能会受到温度变化的影响,导致设备运行不稳定或故障。
对策是控制环境温度,并使用散热装置来降低PLC的温度。
8. 外部干扰:周围环境中的电磁干扰可能影响PLC的正常工作,导致设备故障。
对策是使用屏蔽线缆和抗干扰设备,减少外部干扰的影响。
9. 人为操作错误:操作人员的错误操作可能导致PLC程序错误或设备故障。
对策是进行培训和指导,确保操作人员正确操作PLC设备。
10. 软件更新问题:不正确的软件更新可能导致PLC无法正常工作。
对策是在进行软件更新前备份原有设置和程序,并谨慎操作软件更新过程。
对于PLC在工厂应用中的常见问题,需要进行定期维护和检查,及时解决故障,并进行培训和指导操作人员正确操作PLC设备,确保设备的可靠性和稳定性。
西门子PLC故障分析及屏蔽防护

西门子PLC故障分析及屏蔽防护西门子PLC(可编程逻辑控制器)是广泛应用于工业自动化领域的重要设备,它可以实现工业生产中的自动化控制和监控。
与其他设备一样,PLC也会出现故障,影响生产效率。
本文将介绍西门子PLC常见故障的分析及屏蔽防护方法。
一、西门子PLC常见故障分析1. 电源问题:PLC的电源问题是常见的故障之一。
可能是因为电源电压不稳定、电源线路接触不良或者电源模块故障导致的。
为了解决这个问题,可以采取及时维修电源线路、更换电源模块等措施。
2. 输入/输出模块故障:因为输入/输出模块在工业控制过程中起着至关重要的作用,一旦出现故障,将会导致生产中断。
常见的问题有输入/输出模块接触不良、线路短路、模块元件损坏等。
可以通过检查线路连接是否牢固、更换模块元件等方法来解决。
3. CPU故障:PLC的中央处理器是整个系统的核心部件,一旦出现故障将导致整个系统停止工作。
CPU故障的原因可能是因为CPU芯片损坏、程序不当导致的死循环等。
解决方法是更换CPU芯片、重新编写程序等。
4. 程序错误:程序错误是PLC故障的常见原因之一,可能是因为程序编写不当、逻辑错误、变量赋值错误等导致的。
解决方法是通过程序调试工具进行逐步排查错误,并对程序进行修正。
5. 网络通讯故障:PLC系统中常常涉及到多个设备之间的通讯,一旦出现网络通讯故障,将会导致整个系统不协调。
可能的原因是网络线路连接故障、通讯协议不匹配等。
解决方法是检查网络连接情况、更新通讯协议等。
二、西门子PLC故障屏蔽防护方法1. 定期维护:定期维护是避免PLC故障的重要手段。
包括对设备的清洁、线路的检查、程序的优化等。
定期维护可以减少设备使用中的故障率,保障生产的稳定进行。
2. 合理设计:在进行PLC系统的设计时,应该充分考虑设备的可靠性、稳定性,并选用高品质的设备。
合理的设计可以减少系统故障的发生,提高整体的工作效率。
3. 环境保护:PLC设备应该放置在通风、干燥、无腐蚀气体的环境中,避免因为恶劣的环境导致设备故障。
西门子PLC通讯故障解决
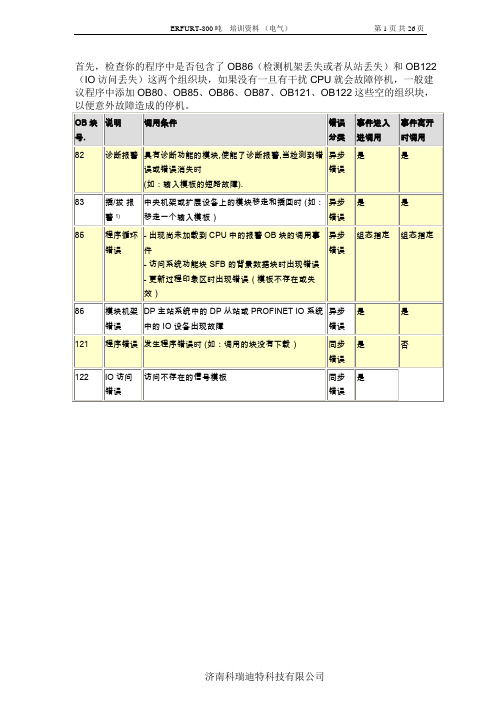
首先,检查你的程序中是否包含了OB86(检测机架丢失或者从站丢失)和OB122(IO访问丢失)这两个组织块,如果没有一旦有干扰CPU就会故障停机,一般建议程序中添加OB80、OB85、OB86、OB87、OB121、OB122这些空的组织块,1. DP_MASTERSYSTEM (INT)表示配置的DP主站系统的个数,在本例中为1。
2.EXTERNAL_DP_INTERFACE(BOOL)=0,CPU主站的集成DP接口;=1,外部接口,如CP/IM。
3. MANUAL_MODE (BOOL)=0,自动模式,此模式下不支持单个从站的诊断;=1,手动模式,可以进行单个从站的诊断。
4. SINGLE_STEP_SLAVE (BOOL)转到下一个出错的DP从站。
5. SINGLE_STEP_ERROR(BOOL)转到正在显示的DP从站的下一个错误。
6. RESET (BOOL)=1,复位,初始化系统。
7. SINGLE_DIAG (BOOL)只在手动模式下(MANUAL_MODE=1)有效。
=1,读DP从站的诊断。
可在SINGLE_DIAG_ADR配置该从站的站号。
8. SINGLE_DIAG_ADR (BYTE)只在手动模式下(MANUAL_MODE=1)有效。
与SINGLE_DIAG配合使用,在其中设置单独诊断的从站的站号9.ALL_DP_SLAVES_OK (BOOL)=0,系统中从站存在故障;=1,系统中从站运行正常。
10.SUM_SLAVES_DIAG (BYTE)出错的DP从站的数目。
11. SLAVE_ADR (BYTE)出错的DP从站的站号。
13.SLAVE_IDENT_NO (WORD)与SLAVE_ADR有关。
14. ERROR_NO (BYTE)与当前SLAVE_ADR参数指示的从站相对应的错误编号,每个编号都有一个与之相对应的故障信息。
与当前SLAVE_ADR参数指示的从站相对应的模块编号,指示出错的从站对应的槽或模块。
西门子S7-400H PLC的常见故障分析及处理方式

西门子S7-400H PLC的常见故障分析及处理方式PLC是一种专为工业环境应用而设计的可编程逻辑控制器,它是传统控制元器件继电器的替代品。
由于采用微型计算机技术,PLC具有强大的逻辑控制特性,目前在工业自动化控制领域得到广泛应用。
___的S7系列产品因其强大的功能和适用范围而备受市场青睐,其中S7-400可编程控制器是市场主流。
本文结合多年的西门子S7-400系列产品的维护经验,以其在石化装置中的应用为例分析了S7-400H PLC产品常见的故障,并提出了解决措施。
PLC是Programmable Logic Controller的英文缩写,中文为可编程控制器。
它是专用于进行工业控制的计算机,利用微型计算机技术支撑下的工业装置功能拓展了其逻辑控制范围,因此得以在工业自动化控制中广泛应用。
随着PLC技术的日渐成熟和研制PLC系列产品的国家越来越多,PLC产品逐渐在性能上实现了高传输质量、快速率和稳定宽带,且相比传统组网技术而显现出了低成本优势,成为了当前工业自动化控制领域的最为重要应用控制系统之一。
PLC系列产品研制开发的国家主要集中在德国和日本,其中尤以德国___研制开发的PLC S7系列产品因其在中高端性能领域的显著优势而在高端装备制造业领域得到广泛应用。
目前___开发S7 PLC系列产品中,S7-400 PLC由于具备强大的模块扩展和MPI多点接口功能而在高端装备制造业中得到应用,然而其存在的故障也具有普遍性。
本文从分析S7-400产品特点出发,以该产品在化工工业领域应用为例分析了产品存在的故障,并提出了解决措施,具有一定的参考价值。
S7-400自动化控制系统采用模块化设计,具备强大的模板扩展和配置功能,使其能够根据不同需求灵活组合。
基本系统包括电源模板、中央处理器、各种信号模板、功能模板、接口模板和SIMATIC S5模板。
这些不同的模块通过信号总线连接,并利用机架固定模块。
此外,S7-400还提供多种级别的CPU模块和种类齐全的通用模块。
西门子PLC在工厂应用中存在的问题及解决措施
西门子PLC在工厂应用中存在的问题及解决措施西门子PLC在工厂应用中是一种常见的自动化控制设备,它广泛应用于各个行业的生产线和设备中。
在实际的工厂应用中,西门子PLC也存在一些常见的问题,这些问题可能会影响到生产线的正常运行,从而影响到工厂的生产效率和产品质量。
本文将针对这些问题,对西门子PLC在工厂应用中存在的问题和解决措施进行详细的介绍。
1、故障频发:在某些情况下,西门子PLC可能会出现故障频发的情况,这会导致生产线停机,从而影响到工厂的正常生产。
故障频发可能由于PLC内部硬件故障或者外部环境干扰引起。
2、通讯故障:西门子PLC的通讯故障可能会导致PLC与其他设备之间的数据传输中断,从而影响到生产线的正常运行。
3、程序错误:在PLC的程序编写过程中,如果出现错误,就可能导致PLC无法正确的执行控制任务,从而影响到工厂的生产线的正常运行。
4、电气干扰:在工厂现场,可能会存在很多的电气设备,这些设备可能会对PLC的正常运行产生干扰,导致PLC的故障。
5、环境影响:工厂现场的环境可能会对PLC的正常运行产生影响,例如温度、湿度、尘埃等因素都可能会对PLC的运行产生不利影响。
以上所述是西门子PLC在工厂应用中常见的问题,这些问题可能会对工厂的生产线产生不良影响,从而影响到工厂的正常生产。
1、定期维护:定期对西门子PLC进行维护,包括对PLC的硬件设备进行检查和维护,以及对PLC程序进行检查和修复,可以减少故障频发的情况。
2、优化通讯网络:对工厂内部的通讯网络进行优化,采用抗干扰性能更好的通讯设备,可以减少通讯故障的发生。
3、程序测试:在PLC程序编写完成之后,进行充分的测试,以确保程序的正确性,避免程序错误对生产线的影响。
4、防电气干扰:在工厂现场增加电气干扰抑制设备,合理规划电气设备的布局,减少电气干扰对PLC的影响。
5、环境控制:对工厂现场的环境进行控制,确保环境温度、湿度等因素处于适宜的范围内,减少环境因素对PLC的影响。
浅析西门子PLC在工厂应用中的常见问题及应对

浅析西门子PLC在工厂应用中的常见问题及应对西门子PLC是工业自动化中常用的控制设备,其可靠性和稳定性是工厂生产过程中关键的保障。
但在实际应用中,仍会出现一些常见问题,下面就对这些问题进行浅析,并提出对应应对策略。
一、PLC程序出现异常PLC程序异常往往是由于程序编写错误、通信故障、硬件故障等原因引起的。
时常检查程序的逻辑判断语句和各个模块之间的通讯协议,查明故障所在。
若问题在于硬件故障,则应尽快更换出现损坏的设备,并重新调试程序。
建议将程序模块化编写,便于后期维护。
二、PLC与其他设备之间的通讯出现问题PLC与其他设备之间的通讯问题常常是由于通讯协议不一致或者网络故障引起的。
在使用PLC时应保证与其他设备的通讯协议相同,并对网络状况进行监测和调节。
若故障已发生,建议使用网络诊断工具或抓包分析工具来定位故障所在,并及时对网络进行维护。
三、PLC系统中频繁停机PLC系统频繁停机可能与设备过载、环境干扰以及电源问题有关。
解决方式包括提高系统效率、通过隔离器防止干扰、更换稳定的电源以及添加限流装置等。
PLC无法与其他设备进行通讯往往是由于通讯速度设置不当、数据传输量过大等原因引起的。
建议逐一排查,从速度设置、通讯协议、网络状况和硬件设备等方面寻找故障所在,并进行相应的调整和维护。
综上所述,PLC在工厂生产过程中是起着至关重要的作用。
要保证其可靠性和稳定性,就需要提高维护人员的技能水平并进行周密的设备维护。
同时,对于出现的故障,要及时排查,找到故障的具体原因,采取相应的应对措施,确保生产过程的连续性和稳定性。
西门子PLC通讯故障的原因及处理方法
西门子P L C通讯故障的原因及处理方法文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)西门子PLC上面的SF灯红亮时表示系统故障,是英文(SYSTEM FAULT)的缩写,内部寻址错误,超出编程地址区,模块损坏,插件松动等原因引起。
把PLC里的程序先清除掉,SF 灯还亮估计就是硬件坏了,如果不亮了,就可能你的程序有问题,再在线看看PLC 信息S7-300PLC上SF灯亮而BF灯闪烁,肯定是分布式现场总线PROFIBUS-DP通信或DP 从站如ABB变频器的问题,不要怀疑其他软硬件问题。
PLC带模拟量模块如果有问题,仅仅PLC上SF灯亮(比如具有硬件诊断模拟量模块可以设定模拟量信号断线、超出量程等),而不会引起SF和 BF灯同时亮;根据以上分析,重点检查S7-300PLC的硬件组态与实际硬件是否一致(硬件订货号和固件版本号),DP从站地址设置与组态的地址是否一致。
如果组态没有问题,完成硬件组态后,必须执行“保存并编译”,如果没有错误,将产生新的系统数据块,然后下载到PLC中;检查PROFIBUS 电缆及其通信连接头是否正确,PROFIBUS电缆中有两根线,一根为红色连接PROFIBUS网络接头的B连接,另一根为绿色与网络接头的A连接(进线分别为B1、A1,出线为B2、A2),不能接反。
如果仅有一路电气网段,即从S7-300PLC的X2端口(PROFIBUS-DP端口)出发只有一根PROFIBUS电缆,那么首尾(分别为 S7-300PLC和最后DP从站)上网络接头的红色末端电阻必须置“ON”位置,中间DP从站上网络接头必须置“OFF”位置。
如果ABB变频器没有通电,而你的硬件组态中包含作为DP从站的该变频器,那么S7-300PLC通电后,没有检测到ABB变频器,所以PLC 上SF灯亮,而BF灯闪烁,这是正常现象;一般PLC与触摸屏之间采用MPI通信协议,可以与PLC之间连接在一起同时运行,可以采用无组态的MPI通信、全局数据MPI通信和组态的MPI通信。
西门子PLC通信不上经验分享

西门子PLC通信不上经验分享常常有小伙伴反映自己的西门子plc通信不上,今日就西门子plc 通信留意的几个地方做下说明,盼望大家可以牢记心中。
1、PLC侧需要设置勾选允许来自远程对象的Put/Get通信访问对于西门子1200/1500系列,必需要勾选允许Put/Get访问,对于200Smart/300/400,则不需要。
2、对于DB块读写,需要去除DB优化访问对于基于博图开发S7-1200/1500的项目,假如要与DB块数据通信,需要要去除DB的优化的块访问,对于200Smart/300/400,则不需要。
假如盼望通过标签通信,可以采纳opcUA。
3、务必保证通信地址是有效地址通信地址是有效地址,这句话该怎么去理解呢?由于PLC大多数是基于存储区的,每个地址确定是隶属于某个存储区,大家都知道西门子PLC自带的存储区有I区、Q区、M区、T区、C区,但是对于常用的DB存储区是没有的,需要自己去创建,也就意味着,假如你要读取DB地址,必需要提前创建好DB存储区,除此以外,DB存储区创建之后,默认是没有字节的,需要自己一个个添加变量,才能形成有效存储区,因此一个DB存储区的范围是有限并且可见的(可以通过偏移量看出来)。
举例说明,下图是一个DB存储区,说明这个存储区有86个字节,假如你通信的地址超过这个范围,确定就会出问题。
这点其实也很简单理解,我们把与PLC通信当做从服务器拿东西,假如我们要拿的东西,服务器都没有,那么是不是会出问题呢?阅历共享下面再给大家共享,假如出问题之后,我们如何快速定位问题,解决问题?1、我们首先要Ping一下PLC的IP地址,保证物理网络是正常的,肯定要记住Ping通只能证明网络没问题,并不能代表肯定可以通信。
2、西门子S7协议是基于TCP的,所以我们接下来可以用网络调试助手去连接PLC,IP地址填写PLC的IP地址,端口号填写102。
3、用通信测试平台测试变量,记住这里最好先测试M存储区,如MD100。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子PLC上面的SF灯红亮时表示系统故障,是英文(SYSTEM FAULT)的缩写,内部寻址错误,超出编程地址区,模块损坏,插件松动等原因引起。
把PLC里的程序先清除掉,SF 灯还亮估计就是硬件坏了,如果不亮了,就可能你的程序有问题,再在线看看PLC信息S7-300PLC上SF灯亮而BF灯闪烁,肯定是分布式现场总线PROFIBUS-DP通信或DP从站如ABB变频器的问题,不要怀疑其他软硬件问题。
PLC带模拟量模块如果有问题,仅仅PLC上SF灯亮(比如具有硬件诊断模拟量模块可以设定模拟量信号断线、超出量程等),而不会引起SF和 BF灯同时亮;根据以上分析,重点检查S7-300PLC的硬件组态与实际硬件是否一致(硬件订货号和固件版本号),DP从站地址设置与组态的地址是否一致。
如果组态没有问题,完成硬件组态后,必须执行“保存并编译”,如果没有错误,将产生新的系统数据块,然后下载到PLC中;检查PROFIBUS 电缆及其通信连接头是否正确,PROFIBUS电缆中有两根线,一根为红色连接PROFIBUS网络接头的B连接,另一根为绿色与网络接头的A连接(进线分别为B1、A1,出线为B2、A2),不能接反。
如果仅有一路电气网段,即从S7-300PLC的X2端口(PROFIBUS-DP端口)出发只有一根PROFIBUS电缆,那么首尾(分别为 S7-300PLC和最后DP从站)上网络接头的红色末端电阻必须置“ON”位置,中间DP从站上网络接头必须置“OFF”位置。
如果ABB变频器没有通电,而你的硬件组态中包含作为DP从站的该变频器,那么S7-300PLC通电后,没有检测到ABB变频器,所以PLC 上SF灯亮,而BF 灯闪烁,这是正常现象;一般PLC与触摸屏之间采用MPI通信协议,可以与PLC 之间连接在一起同时运行,可以采用无组态的MPI通信、全局数据MPI通信和组态的MPI通信。
由于S7-300PLC与触摸屏之间的MPI通信不需要STEP7软件组态,也不需要编写任何程序,只需在触摸屏组态软件上设置一下相关通信参数即可,所以触摸屏有问题是不会引起SF和BF灯亮的;
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有 10年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解相关PLC产品的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城。