PC塑料的注塑加工工艺介绍
PC-聚碳酸酯注塑常见缺陷分析及解决方法和注塑参数
PC-聚碳酸酯注塑常见缺陷分析及解决方法和注塑参数PC-聚碳酸酯的加工工艺和注塑参数PC可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。
成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。
冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。
挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。
PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷,PC与不同聚合物形成合金或共混物,提高材料性能。
具体有PC/ABS合金,PC/ASA合金、PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本。
PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性,ABS则能改进可成型性,表质量,降低密度。
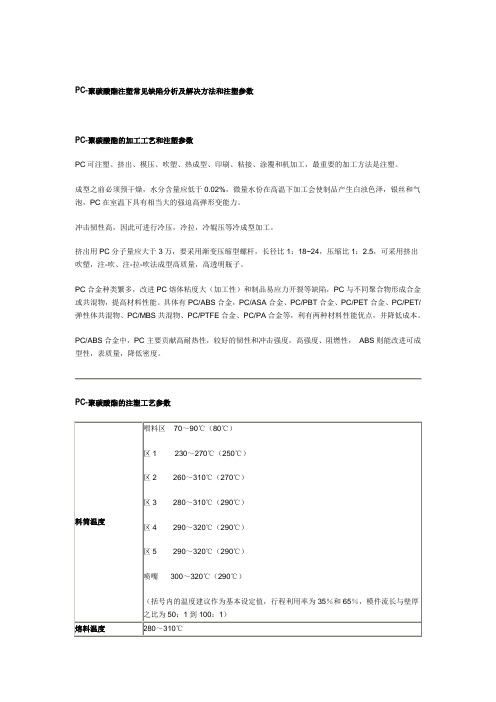
PC-聚碳酸酯的注塑工艺参数PC-聚碳酸酯注塑常见缺陷分析及解决方法收藏聚碳酸酯(PC)是一种性能优异的工程塑料,不仅透明度高,冲击韧性极好,而且耐蠕变,无毒性,使用温度范围宽,尺寸稳定性好,电绝缘性优良,耐候性能好,因此被广泛应用于仪器仪表、照明用具、电子电气设备、家用电器、包装等行业。
另外,随着高分子材料技术的突飞猛进,其改性新品种不断出现,也极大地扩大了它的应用领域。
同时,其加工技术也越来越受到各方面的重视。
PC塑料是分子主链结构中含有苯环、异丙基、醋键的线性聚合物,这种结构使其既有刚性又有一定的柔韧性,以及良好的耐高温能力,但同时存在着树脂的熔体粘度高、对水分敏感等不足,给注射成型加工带来一定的难度川。
其加工工艺特性是无明显熔点,在正常加工温度即230一320℃范围内熔体粘度高,粘度对剪切速率的敏感性小而对温度的敏感性大,近似于牛顿流体行为;对水分敏感,高温下树脂易水解;制品易产生内应力等。
pc材料工艺

pc材料工艺PC材料工艺。
PC材料,即聚碳酸酯材料,是一种常见的工程塑料,具有优异的机械性能、耐热性能和电气性能,因此在电子、汽车、家电等领域得到广泛应用。
PC材料的加工工艺对最终制品的质量和性能有着重要影响,下面将就PC材料的工艺加工进行介绍。
首先,PC材料的成型工艺主要包括注塑成型、挤出成型和吹塑成型。
注塑成型是将PC颗粒加热熔融后注入模具中,通过高压使其成型。
挤出成型是将PC颗粒加热熔融后挤出成型,适用于生产型材、板材等。
吹塑成型是将PC颗粒加热熔融后通过气压吹塑成型,适用于生产薄壁容器等。
不同的成型工艺适用于不同形状和尺寸的制品,选择合适的成型工艺对于提高生产效率和产品质量至关重要。
其次,PC材料的表面处理工艺包括喷涂、印刷、电镀等。
喷涂工艺可以提供丰富的色彩选择和表面效果,增强PC制品的外观和耐候性;印刷工艺可以在PC 制品表面印刷图案、文字等,丰富产品设计;电镀工艺可以提供金属质感和防腐蚀性能,使PC制品更加耐用。
表面处理工艺的选择应根据产品设计要求和使用环境来确定,以确保产品具有良好的外观和性能。
再次,PC材料的加工工艺包括切削加工、热压成型、冷弯成型等。
切削加工适用于生产PC零件和模具,可以通过车削、铣削、钻削等方式进行;热压成型适用于生产PC板材和型材,通过加热和压力使PC颗粒熔融并成型;冷弯成型适用于生产PC型材和管材,通过机械力使PC材料产生塑性变形。
合理选择加工工艺可以提高生产效率和降低成本,同时确保产品质量和性能。
最后,PC材料的装配工艺包括焊接、粘接、组装等。
焊接工艺适用于PC零件的连接,可以采用超声波焊接、热板焊接等方式;粘接工艺适用于PC材料与其他材料的粘接,可以选择合适的胶水和粘接工艺;组装工艺适用于PC制品的组装,可以通过螺纹连接、卡扣连接等方式。
装配工艺的选择应考虑PC材料的特性和使用要求,以确保连接牢固和密封可靠。
综上所述,PC材料的工艺加工对最终产品的质量和性能有着重要影响,包括成型工艺、表面处理工艺、加工工艺和装配工艺。
PC+ABS是什么材料?有些什么用途?以及它的注塑工艺是怎样的?
PC/ABS是什么材料?PC/ABS有些什么用途?以及它的注塑工艺是怎样的?PC塑胶是一种新型的热塑性塑料,透明的度达90%,被誉为是透明金属。
它刚硬而具有韧性,具有较高的冲击强度,高度的尺寸稳定性和范围很宽的使用温度、良好的电绝缘性能及耐热性和无毒性。
ABS塑胶是丙烯腈、丁二烯和苯乙烯的共混物或三元共聚物,是一种坚韧而有刚性的热塑性塑料。
苯乙烯使ABS有良好的模塑性、光泽和刚性;丙烯腈使ABS有良好的耐热、耐化学腐蚀性和表面硬度;丁二烯使ABS有良好的抗冲击强度和低温回弹性。
而PC/ABS则是由PC和ABS这两种料合金而成的热可塑性塑胶,结合了两种材料的优异特性。
可广泛使用于汽车饰件、灯罩、把手及其他零部件;家用商用电器如电脑及周边设备、如移动电话,可以代替PC用于薄壁,长流程的制品。
照相机部件,仪表面板,风扇罩,安全帽外壳,旋盖,散热器格栅,计算机及光学仪器外壳,电吹风,咖啡壶等。
PC/ABS生产的国家有基础创新塑料,德国拜耳,台湾奇美,日本帝人,美国液氮,韩国L G,日本三菱工程,韩三星第一毛织具体型号有:PC/ABS基础创新塑料型号:HC1204HF,C6200-111,NX07343 BKID749,NX07344 BK1E257,NX07344 BK1E5 65L,XCY620H,XLY620,C2801,C2801-BL3230,C6802-HT001BK,C7210A,C29 50-76701,CM6140-BK1C288,CX7240-BL,LG8002,LG9000,LG8002-100,LG900 0-BR5097,C2950-1001,C7230P,Z48-BK,NX07331,NS0031 GY6D264,NL001 WH8E117,MC8800 BK1005,MC8002-701,MC8002-100,MC1300-100,EXCY0279 BK,CX7240 BK,CX7240-111,CX7240 BK1A382,8002,C1200HF-100,C2100H F WH,C2100HF-111,C2800,C2951-WH4052PC/ABS拜耳型号:T45PG,T65 900812,T-85 500069,FR2000,FR2010,FR3000,FR3005HF 901510,FR3002 BK,FR7000,T-85-702332,T85MN,T88 GF20,T88 GF20 901510,T88 GF20 BK,FR110-901510,FR3002,FR90,T-65-901510,FR86,1518B,T85 XFPC/ABS台湾奇美:HF-420,PC-365,PC-385,PC-510 PC/ABS日本帝人:7800-BK,DN-1825B,RH-3130 BK,TN-3000V,TN-7100F,TN-7700 BK,RN-3120,T-3713,TE-3414Q-VO,T-105 PC/ABSPC/ABS美国液氮:EXP2SL,FXC810ME,NS0031,NS0031 BK2D038NX07344 BK1E257,NX07354 BK,NX10302 BK,PCAB1004 BK82075,PCAS1002,PCA-S-1002 FR NAT,PCAS1003FR,PCAS1003,PCAF1006,OFRECO2EXP2-SK PC/ABS韩国LG:HR-5007A,SG-5009F,GP-5008B,LT1B-EF56,HP-5004 KA02Z,GP-5300,GP-5200,GP-5106F,GP5008BF,GN-5008A PC/ABSPC/ABS日本三菱工程:MB-1800 BK30,MB1801E BK30,FM1220,PM2211 NC,M B2215RPC/ABS韩国三星:EN-1052,HI-1001B,HI-1001BN,HI-1001BN-K2261,HI-1001BN-W91605,LS-1150G,1015L,HP-1000P,NH-1017D,ST-1009PC/ABS塑料特性:∙综合性能较好,冲击强度较高,化学稳定性,电性能良好.∙与有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.∙有高抗冲、高耐热、阻燃、增强、透明等级别。
PC料的注塑工艺
PC料的注塑工艺PC性能优异,透明度较高,冲击韧性好,耐蠕变,使用温度范围宽,PC的工艺特性是:熔融粘度对剪切率的敏感性小,而对温度的敏感性大,无明显熔点,熔融体粘度较高,高温下树脂易水解,制品易开裂。
针对这些特性,我们特别要注意区别对待:要增加熔体的流动性,不是用增大注射压力而应采用提高注射温度的办法来达到。
要求模具的流道、浇口短而粗,以减少流体的压力损失,同时要用较高的注射压力。
树脂在成型加工之前需进行充分的干燥处理,使其含水量控制在0.02%以下,此外,在加工过程中对树脂还应采取保温措施,以防重新吸湿。
不仅需要合理的制品设计,还应正确掌握成型工艺,如提高模具温度对制品进行后处理等可以减少或消除内应力。
视产品的不同状况及时调整工艺参数。
注塑成型工艺另外,尖端开口需比浇口直径少0.5至1MM,且段道愈短愈好,约为5 MM。
1、注射温度必须综合制品的形状、尺寸、模具结构、制品性能及要求等各方面的情况加以考虑后才能作出。
一般高分子PC在成型中选用温度在270~320℃之间,过高的料温如超过340℃时,PC将会出现分解,制品颜色变深,表面出现银丝、暗条、黑点、气泡等缺陷,同时物理机械性能也显著下降。
2、注射压力对PC制品的物理机械性能、内应力、成型收缩率等有一定的影响,对制品的外观及脱模性有较大的影响,过低或过高的注射压力都会使制品出现某些缺陷,一般注射压力控制在80~120MPa之间,对薄壁、长流程、形状复杂和浇口较小的制品,为克服熔体流动的阻力,以便及时充满模腔,才选用较高的注射压力(120~145MPa),从而获得完整而表面光滑的制品。
3、保压压力及保压时间保压压力的大小及保压时间的长短对PC 制品的内应力有较大的影响,保压压力过小,补缩作用小,易出现真空泡或表面出现缩凹;保压压力过大,浇口周围易产生较大的内应力,在实际加工中,常以高料温和低保压的办法来解决。
保压时间的选择应视制品的厚薄、浇口大小、模温等情况而定,一般小而薄制品不需要很长的保压时间,相反,大而厚的制品保压时间较长。
pc料注塑工艺参数
pc料注塑工艺参数一、前言PC料是一种高性能工程塑料,在注塑加工中有着广泛的应用。
本文将详细介绍PC料注塑的工艺参数。
二、材料选择1. PC料的选择:根据不同的要求,选择不同牌号的PC料,如Bayer 的Makrolon系列、Sabic的Lexan系列等。
2. 颜色调配:根据产品要求,进行颜色调配。
三、模具设计1. 模具材质:优质钢材,如S136H、NAK80等。
2. 热流道设计:采用热流道系统,保证塑件品质和生产效率。
3. 模具结构:考虑到产品形状和尺寸,设计合理的模具结构。
四、注塑机选择1. 机型选择:根据模具大小和产品重量等因素,选用适合的注塑机型号。
2. 射出量和压力控制:根据产品尺寸和形状等因素,控制射出量和压力。
五、注塑工艺参数1. 温度控制:(1)筒温控制:前区温度为250℃-270℃;中区温度为270℃-290℃;后区温度为280℃-300℃。
(2)模温控制:模具温度为80℃-100℃。
2. 压力控制:(1)射出压力:根据产品尺寸和形状等因素,控制射出压力在50MPa-100MPa之间。
(2)保压时间:根据产品壁厚和尺寸等因素,保持保压时间在10s-20s之间。
3. 注塑速度控制:(1)快速注射阶段:注塑机的最大注塑速度为每秒150毫升。
(2)中速注射阶段:注塑机的中速注塑速度为每秒100毫升。
(3)缓慢注射阶段:当塑料进入模具腔体时,减缓注塑机的注射速度,以避免产生气泡和熔接线等问题。
六、后处理工艺1. 除霜处理:将成型件放入冷却水中,使其冷却至室温以下,并去除表面的霜状物质。
2. 砂光处理:对于需要高光泽表面的产品,进行砂光处理以增加其表面亮度。
七、质量检验1. 外观检验:检查产品外观是否完整、无瑕疵、无气泡等。
2. 尺寸检验:检查产品尺寸是否符合要求。
3. 物理性能测试:进行拉伸强度、弯曲强度、冲击强度等物理性能测试。
八、总结PC料注塑工艺参数的控制是保证塑件品质和生产效率的关键。
透明pc材料
透明pc材料透明PC材料。
透明PC材料是一种常见的工程塑料,具有优异的透明度、耐热性和机械性能,被广泛应用于电子、汽车、医疗器械、建筑等领域。
在本文中,我们将就透明PC材料的特性、应用领域以及加工工艺等方面进行详细介绍。
首先,透明PC材料具有优异的透明度和光学性能,能够传递高达90%以上的光线,因此在需要透明度高的场合得到广泛应用。
其次,透明PC材料具有优异的耐热性和耐候性,能够在高温下保持稳定的性能,同时也具有良好的抗紫外线能力,不易老化变黄。
此外,透明PC材料还具有优异的机械性能,强度高、韧性好,能够满足各种复杂工程需求。
透明PC材料在电子领域有着广泛的应用,例如手机屏幕、笔记本电脑外壳、显示器面板等都是透明PC材料的重要应用领域。
在汽车领域,透明PC材料也被广泛应用于车灯罩、车窗、车身外壳等部件的制造。
在医疗器械领域,透明PC材料被用于制造输液瓶、手术器械等,其优异的透明度和耐热性能能够确保医疗器械的安全和可靠性。
此外,透明PC材料还被广泛应用于建筑领域,例如制造天窗、隔断、采光板等。
在透明PC材料的加工工艺方面,注塑成型是其常见的加工方法。
注塑成型是将加热熔融的透明PC颗粒注入模具中,经冷却后得到所需的零件。
在注塑成型过程中,需要注意控制注塑温度、模具温度、注射速度等参数,以确保成型零件的质量。
此外,透明PC材料还可以通过挤出成型、压延成型、吹塑成型等方式进行加工,以满足不同形状和尺寸的需求。
总的来说,透明PC材料具有优异的透明度、耐热性和机械性能,被广泛应用于电子、汽车、医疗器械、建筑等领域。
在未来,随着科技的不断发展和进步,透明PC材料的应用领域将会更加广泛,为人们的生活带来更多便利和美好。
pc生产工艺

pc生产工艺PC生产工艺是指聚碳酸酯(Polycarbonate)材料的加工和制造过程。
PC是一种热塑性塑料,具有较高的耐热性、耐冲击性和透明性,广泛应用于电子、汽车、航空航天等领域。
PC生产工艺一般包括原料准备、塑料挤出、注塑成型、冷却处理、切割修整、检验包装等环节。
首先,原料准备是PC生产工艺的第一步。
原料采用聚碳酸酯颗粒,通过高温熔化并添加染料或增强剂等成分,制成可加工的塑料。
接下来是塑料挤出环节。
将熔化的塑料通过挤出机挤出成型,形成连续的塑料条状物或板状物。
挤出机将塑料熔化后,通过螺杆和机筒的转动推动塑料流动,并通过挤出机的模具将熔化的塑料挤压变形。
然后,将挤出成型的塑料通过注塑成型。
将塑料条状物或板状物放入注塑机中加热熔化,然后通过模具将熔化的塑料注入到成型腔中,等待塑料冷却固化。
注塑成型是将塑料经过熔化、挤出、冷却的环节再次加热,并通过模具的压力使得塑料形成所需形状的过程。
注塑成型后的产品需要经过冷却处理,使得塑料更加固化。
冷却处理可以采用自然冷却或水冷却的方式。
通过合理的冷却时间和温度控制,使得塑料性能更加稳定。
冷却处理完成后,需要对产品进行切割修整。
通过切割机将冷却固化的塑料切割成所需尺寸,然后通过修整机修整切割面,使其平整并去除毛刺。
最后,对产品进行检验和包装。
对PC产品进行检验,检查产品的尺寸、外观和性能等是否符合要求。
然后,将产品经过清洁处理后,采用合适的包装方式进行包装,以防止产品在运输过程中受到损坏。
综上所述,PC生产工艺是一系列复杂的制造过程,通过原料准备、塑料挤出、注塑成型、冷却处理、切割修整、检验包装等环节,将聚碳酸酯材料加工制造成各种PC产品。
这些产品广泛应用于各个行业,为我们的生活带来了便利和发展。
常用塑料的注塑工艺参数

常用塑料的注塑工艺参数注塑成型是目前塑料加工领域最为常见、也最为广泛的加工方式之一。
而塑料产品质量好坏与注塑工艺的优劣分不开。
因此,正确掌握塑料注塑成型的工艺参数非常重要。
本文将以常用的塑料种类为切入点,详细介绍其注塑工艺参数。
一、聚丙烯(PP)的注塑工艺参数:聚丙烯(PP)是一种热塑性树脂,具有良好的耐酸碱性和耐热性,是一种广泛应用于日常生活和工业中的塑料。
其注塑工艺参数如下:1.注塑温度:200-250℃2.模具温度:30-60℃3.注塑压力:60-100MPa4.射出速度:高于30mm/s5.冷却时间:15-30s二、聚苯乙烯(PS)的注塑工艺参数:聚苯乙烯(PS)是一种透明的、热塑性的合成树脂,具有优良的透明性和抗冲击性能。
其注塑工艺参数如下:1.注塑温度:180-230℃2.模具温度:20-60℃3.注塑压力:50-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s三、聚碳酸酯(PC)的注塑工艺参数:聚碳酸酯(PC)是一种优良的工程塑料,具有很高的耐热性、抗冲击性和透明性等优点,广泛用于制造电子产品、汽车零部件、音响系统等。
其注塑工艺参数如下:1.注塑温度:260-330℃2.模具温度:80-110℃3.注塑压力:80-140MPa4.射出速度:高于50mm/s5.冷却时间:40-60s四、尼龙(PA)的注塑工艺参数:尼龙(PA)是一种聚酰胺类塑料,具有高的强度和耐磨性,被广泛用于制造化学纤维、汽车零部件和运动器材等领域。
其注塑工艺参数如下:1.注塑温度:240-290℃2.模具温度:80-110℃3.注塑压力:50-120MPa4.射出速度:高于40mm/s5.冷却时间:30-40s五、聚乙烯(PE)的注塑工艺参数:聚乙烯(PE)是一种低密度聚乙烯和高密度聚乙烯两种类型,是一种透明、柔韧的塑料材料,被广泛应用于制造塑料袋、垃圾桶和水暖管道等产品。
其注塑工艺参数如下:1.注塑温度:160-220℃2.模具温度:20-60℃3.注塑压力:30-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s在实际注塑生产中,各种塑料的注塑工艺参数应根据具体情况进行调整,以确保产品的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PC塑料的注塑加工工艺介绍
PC通称聚碳酸酯,由于其优良的机械性能,俗称防弹胶。
PC具有机械强度高、使用温度范围广、电绝缘性能好(但防电弧性能不变)、尺寸稳定性好、透明等特点。
在电工产品、电仪外壳、电子产品结构件上被广泛使用。
PC的改性产品较多,通常有添加玻璃纤维(GF)、矿物质填料(M)、化学阻燃剂、其它塑料等。
PC的流动性较差,加工温度较高,因此其许多级别的改性材料的加工需要专门的塑化注射结构。
1、塑料的处理
PC的吸水率较大,加工前一定要预热干燥,纯PC干燥120℃,改性PC一般用110℃温度干燥4小时以上。
干燥时间不能超过10小时。
一般可用对空挤出法判断干燥是否足够。
再生料的使用比例可达20%。
在某些情况下,可100%的使用再生料,实际份量要视制品的品质要求而定。
再生料不能同时混合不同的色母粒,否则会严重损坏成品的性质。
2、注塑机的选用
现在的PC制品由于成本及其它方面的原因,多用改性材料,特别是电工产品,还须增加防火性能,在阻燃的PC和其它塑料合金产品成型时,对注塑机塑化系统的要求是混合好、耐腐蚀,常规的塑化螺杆难以做到,在选购时,一定要预先说明。
华美达公司有专用的PC螺杆供客户选用。
2、模具及浇口设计
常见模具温度为80-100℃,加玻纤为100-130℃,小型制品可用针形浇口,浇口深度应有最厚部位的70%,其它浇口有环形及长方形。
浇口越大越好,以减低塑料被过度剪切而造成缺陷。
排气孔的深度应小于0.03-0.06mm,流道尽量短而圆。
脱模斜度一般为30′-1°左右。
4、熔胶温度
可用对空注射法来确定加工温度高低。
一般PC加工温度为270-320℃,有些改性或低分子量PC为230-270℃。
5、注射速度
多见用偏快的注射速度成型,如打电器开关件。
常见为慢速→快速成型。
6、背压
10bar左右的背压,在没有气纹和混色情况下可适当降低。
7、滞留时间
,变成黄色。
勿用LDPE、POM、在高温下停留时间过长,物料会降质,放出CO
2
ABS或PA清理机筒。
应用PS清理。
8、注意事项
有的改性PC,由于回收次数太多(分子量降低)或各种成分混炼不均,易产生深褐色液体泡。