注塑模具装配工艺规范
注塑精密模具装配工艺流程

注塑精密模具装配工艺流程英文回答:Injection molding is a widely used manufacturing process for producing plastic parts. It involves the use of a precision mold to shape molten plastic material into a desired form. The assembly process for injection molds consists of several steps that ensure the properfunctioning and quality of the final product.Firstly, the mold components are inspected and prepared for assembly. This includes checking for any defects or damage, cleaning the components, and applying lubricationif necessary. It is important to ensure that all the components fit together properly and that there are no loose or misaligned parts.Next, the mold cavity and core are assembled. These are the main components of the mold that shape the plastic material. The cavity and core are carefully aligned andsecured together using bolts or other fastening methods. The alignment is crucial to ensure that the final productis accurate and free from defects.Once the cavity and core are assembled, the mold is mounted onto the injection molding machine. The machine consists of a heating barrel, an injection unit, and a clamping unit. The heating barrel melts the plastic material, which is then injected into the mold cavity under high pressure. The clamping unit holds the mold in place during the injection process.After the plastic material has been injected into the mold, it is allowed to cool and solidify. This is known as the cooling phase. The cooling time depends on the type of plastic material used and the complexity of the part. It is important to ensure that the cooling is uniform to prevent warping or shrinkage of the final product.Once the plastic has cooled and solidified, the mold is opened and the part is ejected. The ejection system is designed to safely remove the part from the mold withoutcausing any damage. This can be done using ejector pins, air blasts, or other methods.Finally, the mold is cleaned and prepared for the next cycle. Any residual plastic or debris is removed, and the mold is inspected for any signs of wear or damage. Regular maintenance and cleaning of the mold are essential to ensure its longevity and to prevent any defects in future production runs.中文回答:注塑精密模具装配工艺流程是生产塑料零件的常用工艺。
注塑精密模具装配工艺流程
注塑精密模具装配工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!注塑精密模具的装配工艺流程详解在制造业中,注塑精密模具是一种广泛应用的工具,用于生产各种高精度、复杂形状的塑料制品。
注塑模具国标准

注塑模具国标准一、总则1.1 本标准规定了注塑模具的设计、制造、检验和使用等方面的技术和安全要求。
1.2 本标准适用于各类注塑模具的设计、制造、检验和使用,包括但不限于塑料、橡胶等材料的注塑成型。
1.3 本标准旨在提高注塑模具的质量和性能,确保其在使用过程中能够满足生产要求,同时保障操作人员的安全。
二、设计要求2.1 注塑模具设计应遵循以下原则:a) 模具结构应简单、合理,便于制造、调试和维修;b) 模具应满足制品生产批量和生产效率的要求;c) 模具应满足制品外观和质量的要求。
2.2 注塑模具设计时应考虑以下因素:a) 制品的形状、大小、壁厚、质量等要求;b) 注射机的型号及参数;c) 注射工艺条件,如注射压力、注射速度、锁模力等;d) 模具材料的选择和热处理要求。
三、制造要求3.1 模具制造应选择合适的加工方法和工艺流程,确保模具的精度和表面质量。
3.2 模具零件的制造应符合图纸和标准要求,不得有变形、裂纹、气孔等缺陷。
3.3 模具装配后应进行试模验收,确保其能够正常工作并满足生产要求。
四、检验要求4.1 模具零件应进行尺寸检验、外观检验和材料检验,确保其符合图纸和标准要求。
4.2 试模验收时应对模具的性能进行检验,包括注射成型过程的稳定性、制品外观和质量等。
4.3 对于重要模具,应进行定期的性能检验和结构分析,以确保其质量和性能的稳定。
五、使用要求5.1 使用注塑模具时应遵守操作规程,不得随意调整注射工艺参数和模具结构。
5.2 使用过程中应定期对模具进行检查和维护,发现异常情况应及时处理。
5.3 对于重要模具和高精度模具,应建立使用档案,记录使用情况和维护保养记录。
5.4 当制品出现质量问题时,应分析原因并进行相应的处理,如调整工艺参数、更换材料等。
5.5 当模具出现故障或损坏时,应立即停机检查,进行维修或更换损坏部件。
维修后的模具应重新进行试模验收。
六、安全要求6.1 注塑模具应符合安全卫生标准,避免制品和模具对人体的伤害。
注塑模具技术标准

技术标准
Q/TKM 4-2003
注塑模具技术标准
2003-11-10 发布
2003-11-17 实施
Q/TKM 4 – 2003
目
次
前言.……………………………………………………………………………………II 1 范围..………………………………………………………………………………………….1 2 引用标准………………………………………………………………………………………1 3 基本规定……………………………………………………………………………………1 3.1 模具的分类…..……………………………………………………………………………1 3.2 基准温度..…………………………………………………………………………………2 4 模具尺寸公差..…………………………………………………………………………………2 4.1 模具尺寸分类…..………………………………………………………………………… 2 4.2 结构尺寸..………………………………………………………………………………2 4.2.1 结构尺寸的一般公差…………………………………………………………………2 4.2.2 结构尺寸的标注偏差...……………………………………………………………3 4.2.2.1 结构尺寸为镶件配合………………………………………………………………3 4.2.2.2 结构尺寸为滑动配合………………………………………………………………3 4.3 组成尺寸..…………………………………………………………………………3 4.3.1 组成尺寸为镶件配合...………………………………………………………………3 4.3.2 组成尺寸为滑动配合.…………………………………………………………………3 4.3.3 组成尺寸为圆弧的公差.………………………………………………………………4 4.4 成型尺寸..…………………………………………………………………………4 4.5 模具型腔圆弧未注公差尺寸的极限偏差..…………………………………………6 5 模具的形位公差..…………………………………………………………………………6 5.1 结 构 尺 寸 的 未 注 形 位 公 差 . . . … … … … … … … … … … … … … … … … … … … … … … … 6 5.2 模具型腔的标注形位公差……………………………………………………………6 5.3 其他部位的标注形位公差……………………………………………………………6 6 模具的表面粗糙度……………………………………………………………………7 6.1 模具的表面粗糙度的分类………………………………………………………7 6.2 模具型腔表面的粗糙度…………………………………………………………7 7 相关要求…………………………………………………………………………8 7.1 模具顶针的高度要求………………………………………………………………8 7.2 模胚回针的高度要求………………………………………………………………8 7.3 模肉镶件表面与模肉的装配要求…………………………………………………8 7.4 模 具 型 腔 表 面 镀 铬 的 技 术 要 求 … … … … … … … … … … … … … … … … … … … … 8 7.5 对 于 成 形 面 和 其 他 面 互 相 影 响 的 尺 寸 … … … … … … … … … … … … … … … … … … 8 附录 A 模胚的公差及粗糙度要求……………………………………………………9 A1 对于模胚有特别要求时以图纸要求为准…………………………………………9 A2 模板的公差及表面粗糙度要求……………………………………………………9 A3 模胚开框的规格及精度要求………………………………………………………9 A4 模胚上的标准件技术要求…………………………………………………………10 附录 B 图样上注出形状或位置公差值的规定……………………………………………11 附录 C 常见的部分模具公差配合要求…..……………………………………………14 附录 D 不同的加工方法要求达到的模具表面粗糙度要求……………………………16 附录 E 表面粗糙度各标准及加工方法、脱模斜度对照表…………………………18
注塑模具技术规范

注塑模具技术规范美的集团家用空调国内事业部发布注塑模具技术规范1、目的1。
1、规范美的国内空调注塑模具制作规范和验收标准。
1。
2、不断提高模具质量,确保模具正常生产, 生产出合格的注塑件产品。
1。
3、模具厂家必须按照此标准进行模具设计及制造,若模具设计及制造因不符合此标准而引起的模具质量问题,由模具厂家承担一切后果。
2、范围本标准规定了塑料制件的模具工艺性,统一塑料模具的设计、制作标准、验收标准.本标准适用于家用空调国内事业部。
3、规范性引用文件无4、术语和定义无5、模具分类根据模架尺寸将模具分为大、中、小三类。
5.1、模架尺寸6060以上称为大型模具;5.2、模架尺寸3030~6060之间为中型模具;5.3、模架尺寸3030以下为小型模具.6、模架选用6.1、优先选用标准模架。
6.2、若选用非标模架,应优先选用标准板厚。
6.3、大型非标模架,导柱直径不小于Φ60mm,导套采用石墨铜套制做。
6.4、大型非标模架导套孔壁厚与模架边不得小于20mm,回针孔壁厚与模架边为35~40mm,回针直径不小于Φ30。
6.5、大型非标模架A板、B板起吊螺钉孔为M36~M48。
6.6、模架必须指定的供应商采购.6.6.1、模架非成型部分的模板零件应采用1050材质, 硬度HB170-220。
6。
6.2、导柱、导套回针等所用材料表面硬度不低于HRC60 2。
6。
6。
3、A板、B板镶件框壁厚一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm.6.6.4、开镶件框后B板厚度一般为:(小模)30~50mm、(中模)50~80mm、(大模)80~120mm。
6.6.5、镶件成型部位厚度一般为:(小模)25~35mm、(中模)35~50mm、(大模)50~70mm。
7、钢材选用7。
4、以下材料由模具厂家提供材料证明及采购证明。
滑块材料(外观)用738H钢料,硬度 HRC34~38,(非外观)用738钢料,硬度 HRC29~33. 斜顶材料用LKM738钢料,表面进行氮化处理,硬度HV700。
模具装配工艺过程

装配详细说明一、装配工艺1.按图尺寸检查所有零件的水、气、油路孔并去毛刺,吹干净(特别是油孔)装好中堵、堵头,用顶针、镶针来检查顶针、镶针孔,配合间隙以用手轻轻推进为好。
2.试装主镶件,检查与模框的配合,装不进去时,按零件图基准,单面或双面修磨主镶件,对滑块限位面在主镶件上的,主镶件外形尺寸单面磨小不能超过0.02毫米3.斜顶杆配入主镶件,斜顶杆顶部形面与主镶件形面接平(以受压后稍低为好)配好后拆下斜顶杆上油。
4.按图尺寸检查所有的小镶件、镶针、内滑块的配合尺寸,倒角去毛刺后分别装入主镶件,配合间隙视零件大小以单面小0.01到0.015毫米为好,如遇不能达到要求时以加工外形为原则,凡从正面装入的小镶件全部用螺丝固定。
5.检查整套模架有否在搬运加工过程中碰撞而产生的变形(凸起)视情况用锉刀或油石修平,吹、擦、吹把水、气、油路孔、螺丝孔彻底搞干净。
装入密封圈,把组装好的动、定模主镶件再吹一遍装入模板用螺丝固定(螺丝必须对角慢慢旋紧)装冷水接头、连接水管试压,确认后拆下水管、接头。
6.滑块耐磨片表面应有0.05毫米左右余量待配,装上滑块、压条,配准滑块到位,当滑块的头部与主镶件封料口有余量时要看清该零件的工艺卡片或与工艺人员沟通了解应加工哪一个零件,装好滑块斜面上的耐磨片。
7.合模前先把滑块拆掉,装上直身锁、精定位,看清工艺卡片有否特殊要求,有细长、薄型芯需要插穿的,小模具人工合模时,模具必须竖起来用小的铜榔头轻轻合模,稍有感觉立即分开,重复此动作直到有其它零件接触方可正常合模。
8.小镶件有余量需要修磨时以修凸模为原则、分型面需要修磨时以修凹模为原则,所有被修磨的面不能塌角,遇到避空位碰穿时,余量不多可先打磨,合模完成后上机床重新加工,总之所有部位仍应保持横平竖直圆是圆角是角。
9.装上滑块再次合模,滑块耐磨片角度有误差时应先检查,纠正后继续合模,不容将错就错造成耐磨片不平行,螺丝柱头高出耐磨片时不能车、磨柱头,如果时间紧,先车、磨柱头但事后必须纠正。
注塑类内外饰模具通用技术规范

3.26.2 其余零件按照双方协商制定,并满足模具寿命和使用要求。 3.27 注塑成型模具表面有皮纹时,皮纹样式必需符合长安公司提供的皮纹样板 (CTF 样板)及皮纹深度、范围要求。
第 7 页 共 23 页
3.28 内饰件(外饰件)有皮纹要求时,为了具有同一风格装饰效果纹理,模具 型腔的选材必须保持一致。 3.29 模具零件品牌及材料要求。 严禁私自变更和长安达成一致的模具制造过程中所选用的钢材、热流道、关 重标准件等,(如有异议,请提交申请,经长安同意后方可使用)。 3.29.1 模具供应商必须提供相关材料必须证明所备材料符合本要求。若对模具 材料选择若有异议,需书面提出建议,双方商议确认最终材料要求。 3.29.2 模具主要部件材料明细参考下表:
第 2 页 共 23 页
目
录
1.范围 2.规范性引用文件 3.基本要求 4.流道系统 5.液压机构、抽芯及复位机构 6.冷却系统 7.滑块、斜顶机构 8.导向、锁紧及镶拼 9.顶出系统 10.模具安装、起吊 11.品质要求 12.检查 13.项目管理 14.设计变更 15.提交资料 16.其他要求
3.30 在成型部位中,产品和模具均要做断差,采取天包地方式,中小型模具 0.05mm, 大型模具 0.1mm,保险杠等 0.15mm,对于影响内外饰精致工艺 的部位须另单独提出。 4、流道系统 4.1 热流道要求: 4.1.1 供应商模具数据流道系统信息须符合长安汽车股份有限公司 《模流分析报 告》中关于模具流道信息的要求,其主要包含:流道的分类(模具中采用热 流道还是冷流道),流道的截面形状(圆形、梯形、椭圆形等)、流道的尺 寸大小、浇口的形式(点浇口、侧浇口、潜伏式浇口等)、浇口的尺寸大小、 浇口的位置以及浇口的数量等。 4.1.2 浇口套与注塑机喷嘴的配合要求良好,无漏胶。 4.1.3 升温时间要求:热流道 200℃/30min;热喷嘴 200℃/20min;并且能够有 热电偶等加热控制装置对热流道进行精确控制。 4.1.4 热流道总成要耐受在 100-300℃的工作温度所产生的热变形以及需能耐
注塑模具研配装模操作规范
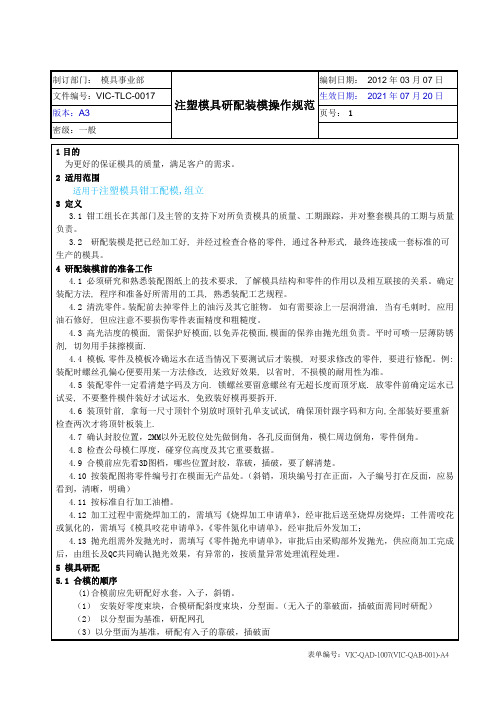
制订部门:模具事业部注塑模具研配装模操作规范编制日期: 2012年03月07日文件编号:VIC-TLC-0017生效日期: 2021年07月20日版本:A3页号:1密级:一般1目的为更好的保证模具的质量,满足客户的需求。
2 适用范围适用于注塑模具钳工配模,组立3 定义3.1 钳工组长在其部门及主管的支持下对所负责模具的质量、工期跟踪,并对整套模具的工期与质量负责。
3.2 研配装模是把已经加工好, 并经过检查合格的零件, 通过各种形式, 最终连接成一套标准的可生产的模具。
4 研配装模前的准备工作4.1 必须研究和熟悉装配图纸上的技术要求, 了解模具结构和零件的作用以及相互联接的关系。
确定装配方法, 程序和准备好所需用的工具, 熟悉装配工艺规程。
4.2 清洗零件。
装配前去掉零件上的油污及其它脏物。
如有需要涂上一层润滑油, 当有毛刺时, 应用油石修好, 但应注意不要损伤零件表面精度和粗糙度。
4.3 高光洁度的模面, 需保护好模面,以免弄花模面,模面的保养由抛光组负责。
平时可喷一层薄防锈剂, 切勿用手抹擦模面.4.4 模板、零件及模板冷确运水在适当情况下要测试后才装模, 对要求修改的零件, 要进行修配。
例: 装配时螺丝孔偏心便要用某一方法修改, 达致好效果, 以省时, 不损模的耐用性为准。
4.5 装配零件一定看清楚字码及方向. 锁螺丝要留意螺丝有无超长度而顶牙底. 放零件前确定运水已试妥, 不要整件模件装好才试运水, 免致装好模再要拆开.4.6 装顶针前, 拿每一尺寸顶针个别放时顶针孔单支试试, 确保顶针跟字码和方向,全部装好要重新检查两次才将顶针板装上.4.7 确认封胶位置,2MM以外无胶位处先做倒角,各孔反面倒角,模仁周边倒角,零件倒角。
4.8 检查公母模仁厚度,碰穿位高度及其它重要数据。
4.9 合模前应先看3D图档,哪些位置封胶,靠破,插破,要了解清楚。
4.10 按装配图将零件编号打在模面无产品处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑模具装配工艺规范一、装配工艺概述注塑模具装配是注塑模具制造过程中重要的后工序,模具质量与模具装配紧密联系,模具零件通过铣、钻、磨、CNC、EDM、车等工序加工,经检验合格后,就集中装配工序上;装配质量的好坏直接影响到模具质量,是模具质量的决定因素之一;没有高质量的模具零件,就没有高质量的模具;只有高质量的模具零件和高质量的模具装配工艺技术,才有高质量的注塑模具。
注塑模具装配工艺技术控制点多,涉及范围到方方面面,易出现的问题点也多,另外,模具周期和成本与模具装配工艺也紧密相关。
《注塑模具装配工艺规范》针对在注塑模具装配工序上所可能发生的技术点作出规范,注塑模具装配分为部装和总装,其工艺技术要求如下:1.装配好的模具其外形和安装尺寸应符合装配图纸所规定的要求。
2.定模座板上平面与动模座板下平面须平行,平行度≤300。
3.装配好的模具成型位置尺寸应符合装配图纸规定要求,动、定模中心重复度≤0.02mm。
4.装配好的模具成型形状尺寸应符合装配图纸规定要求,最大外形尺寸误差≤+0.05mm。
5.装配好的模各封胶面必须配合紧密,间隙小于该模具塑料材料溢边值50%,避免各封胶面漏胶产生披峰。
保证各封胶面有间隙排气,能保证排气顺畅。
6.装配好的模具各碰插穿面配合均匀到位,避免各碰插穿面烧伤或漏胶产生披峰。
7.注塑模具所有导柱、导套之间的滑动平稳顺畅,无歪斜和阻滞现象。
8.注塑模具所有滑块的滑动平稳顺畅,无歪斜和阻滞现象,复位、定位准确可靠,符合装配图纸所规定的要求。
9.注塑模具所有斜顶的导向、滑动平稳顺畅,无歪斜和阻滞现象,复位、定位准确。
10.模具浇注系统须保证浇注通道顺畅,所有拉料杆、限为杆运动平稳顺畅可靠,无歪斜和阻滞现象,限位行程准确,符合装配图纸所规定的要求。
11.注塑模具顶出系统所有复位杆、推杆、顶管、顶针运动平稳顺畅,无歪斜和阻滞现象,限位、复位可靠。
12.注塑模具冷却系统运水通道顺畅,各封水堵头封水严密,保证不漏水渗水。
13.注塑模具各种外设零配件按总装图纸技术要求装配,先复位机构动作平稳可靠,复位可靠;油缸、气缸、电器安装符合装配图纸所规定的要求,并有安全保护措施。
14.注塑模具各种水管、气管、模脚、锁模板等配件按总装图纸技术要求装配,并有明确标识,方便模具运输和调试生产。
二、装配工具、量具一览表三、装配工艺顺序零件加工准备:模具零件加工前,装配钳工必须对加工零件的特殊装夹钻孔攻牙,配好特殊夹具。
模架验证和装拆:装配钳工必须对模架装配尺寸、配件、动作、行程、限位、动作顺序进行验证,确认模架是否符合图纸要求,不合格的必须及时反馈给检验员;合格的模架及时装拆,其工艺按、执行。
模具零件配合位的钻、铣、磨削加工:装配钳工必须对部分零件配合位进行钻、铣、磨削加工,其工艺按《模具钻削加工工艺规范》、《模具磨削加工工艺规范》、《模具铣削加工工艺规范》执行。
模具装配准备:3.1.1承接模具时,装配钳工仔细分析产品图纸或者样件,熟悉并把握模具结构和装配要求,若有不清楚之处或者发现模具结构问题,须及时反馈给设计者;装配钳工须根据模具结构特点和技术要求,确定最合理的装配顺序和装配方法。
3.1.2模具装配前,装配钳工必须清楚模具零部件明细清单,及时跟踪模具零部件加工进度和加工质量,若发现模具零部件加工进度和加工质量问题,须及时反馈给相关的车间主任、跟模人员、加工人员、检验员。
3.1.3模具装配前,装配钳工必须对模具零部件进行测量检验,确认模具零部件是否符合图纸要求,零件间的配合是否合适,合格的投入装配,不合格的必须及时反馈给相关的跟模人员、加工人员、检验员,有争议的由车间主任组织相关人员裁定。
模具零件螺钉孔、顶针孔、冷却水孔的加工:模具零件螺钉孔、顶针孔、冷却水孔的加工是注塑模具装配钳工主要工作量之一,其工艺按《模具钻削加工工艺规范》执行。
模具部件预装和标识:注塑模具一般由一定数量零件、部件组成,模具部件须预装,达到配合要求的零部件须及时做好标识,零部件标识按《注塑模具标识标准》执行。
模具FIT模和修配按、执行。
四、模架装配工艺模架的加工基准:科龙模具厂注塑模模架委托周边模架专业厂家制造,按科龙模具厂《注塑模架的生产制造作标准》执行,模架精框或型腔加工按基准角加工,基准角在偏孔一边,并必须明确标示;模架附件尺寸(指导柱、螺钉等)由模架厂自定基准或分中加工模架动作、行程、限位、动作顺序验证:4.2.1大水口模A、B板开合是否平稳顺畅,松紧程度是否适中,有无歪斜和阻滞现象。
导柱与导套为滑动配合(一般为G7/h7), 导柱、导套与模板为过渡配合(一般为H7/K6)。
4.2.2小水口和简易小水口模架A、B板开合是否平稳顺畅,松紧程度是否适中,有无歪斜和阻滞现象。
导柱与导套为滑动配合(一般为G7/h7), 导柱、导套与模板为过渡配合(一般为H7/K6);A板与脱料板开合是否平稳顺畅,限位拉杆行程是否符合图纸要求。
五、预装配(镶件落框)工艺动、定模预装配工艺准备:5.1.1装配前,须按工艺技术要求对需要倒角去毛刺的工件进行倒角,未注倒角为1x45°,保证不伤手,具备装配时导向之用。
5.1.2装配前,须清洗镶件与模板。
5.1.3装配前,须确认定模预装件加工是否达到图纸所规定的要求;定模部件为整板本结构的(如冰箱果菜箱),型腔加工按基准角加工,定模整板装配尺寸检测按基准角测量;定模部件为镶拼结构的,模板腔加工按基准角加工,镶件型腔加工按分中加工,模板装配尺寸检测按基准角测量,镶件装配尺寸检测按分中测量,镶件与模板松紧程度须适中,装拆方便,其配合为过度配合,装配间隙按镶件与模板装配间隙表执行:5.1.4装配前,须确认动模预装件加工是否达到图纸所规定的要求;模板腔加工按基准角加工,镶件型芯加工按分中加工,模板装配尺寸检测按基准角测量,镶件装配尺寸检测按分中测量,镶件与模板松紧程度适中,装拆方便,其配合为过度配合,装配间隙按表镶件与模板装配间隙表(表一)执行。
表一:镶件与模板装配间隙表:动、定模镶件装配工艺:5.2.1装配时,动、定模镶件装配按先大后小,从整体到局部顺序进行。
5.2.2装配时,动、定模镶件应垫着铜棒压入,不能用铁棒直接敲打,并保持平稳切校正垂直度。
5.2.3装配时,不得损伤动、定模镶件的分型面、型面、碰穿面,镶件与模板松紧程度适中,装拆方便。
5.2.4装配后,动、定模部分中心位置符合装配图纸所规定的要求,夹口、级位不得大于+0.05mm;装配好的模具其成型位置尺寸应符合装配图纸所规定的要求。
六、主分型面装配(FIT模)工艺动、定模主分型面装配准备:6.1.1 FIT模前,须清洗动、定模各镶件及各模板。
6.1.2 FIT模前,须确认动、定模主分型面尺寸是否达到图纸所规定的要求。
6.1.3 FIT模前,须在动、定模主分型面均匀涂上FIT模红丹。
动、定模主分型面装配工艺:6.2.1 FIT模时,对基准角将定模导入动模。
6.2.2 FIT模时,动、定模应垫着铜棒压入,不能用铁棒直接敲打,并保持各主分型面压力适中均匀。
6.2.3 FIT模时,动、定模主分型面配合须均匀到位,FIT模红丹影印均匀清晰,各分型面配合间隙小于该模具塑料材料溢边值0.03mm,避免各分型面漏胶产生披峰。
6.2.4 当FIT模红丹影印不均匀时,各分型面配合须进行局部研配,分型面的研配必须通过精密修配或精密加工完成,不能用砂轮机打磨等粗加工方法;对分型面达不到图纸精度要求的工件,装配钳工应该把它退回机加工,不能擅自修改,需要钳工修改的工件必须经过技术人员的确认才可进行。
6.2.5FIT模后,动、定模主分型面须开设排气槽,能保证排气顺畅,排气槽通常开在动模侧,排气槽的开设按分型面排气槽开设表(表二)执行:6.2.6装配后,动、定模各零件须做好安装位置标识。
表二:分型面排气槽开设表七、碰穿、插穿面装配工艺动、定模碰、插穿结构装配:7.1.1装配前,须按工艺技术要求对需要倒角去毛刺的工件进行倒角,未注倒角为1 x45,保证不伤手,具备装配时导向之用。
7.1.2装配前,须清洁碰、插穿镶件和装配相关零件。
7.1.3装配前,须确认碰、插穿零件加工是否达到图纸所规定的要求;碰、插穿镶件装配松紧程度须适中,装拆方便,其配合为过度配合,装配间隙按镶件与模板装配间隙表(表一)执行。
7.1.4装配前,动、定模碰、插穿位置各面及各相关配合面尺寸须明确是否达到图纸所规定的要求,零件加工时,碰、插穿位置须留单边~装配余量。
模具碰、插穿配合工艺要求:7.2.1 装配时,动、定模碰、插穿零件应垫着铜棒压入,不能用铁棒直接敲打,并保持平稳压入,校正垂直度。
7.2.2装配时,不得损伤动、定模碰、插穿零件及镶件的分型面、型面、碰穿面,镶件与模板松紧程度适中,装拆方便。
7.2.3装配后,动、定模碰、插穿零件中心位置误差不得大于+0.02mm;装配好的模具其成型位置尺寸应符合装配图纸所规定的要求。
7.2.4装配时,动、定模碰、插穿位置配合和主分型面配合相同,配合各面须均匀到位,红丹影印清晰,其间隙小于0.03mm,避免各分型面漏胶产生披峰。
7.2.5 当FIT模红丹影印不均匀时,各碰、插穿面配合须进行局部研配,碰、插穿面的研配必须通过精密修配或精密加工完成,不能用砂轮机打磨等粗加工方法;对碰、插穿面达不到图纸精度要求的工件,装配钳工应该把它退回机加工,不能擅自修改,需要钳工修改的工件必须经过技术人员的确认才可进行。
7.2.3装配后,动、定模碰、插穿各零件须做好标识,对称零件还要做好安装位置标识。
八、滑块装配工艺动、定模滑块结构装配工艺准备:8.1.1装配前,须按工艺技术要求去毛刺,注意避免封胶面修配出现圆角,非封胶面、非胶位面可进行倒角,未注倒角为1x45°,保证不伤手。
8.1.2装配前,须清洁滑块和装配相关零件。
8.1.3装配前,须确认滑块零件加工是否达到图纸所规定的要求;滑块装配松紧程度须适中,封胶面配合严密,配合间隙小于该模具塑料材料溢边值0.03mm;非封胶面配合滑动顺畅,装拆方便,其配合为间隙配合,滑动配合执行G7/h7。
动、定模滑块装配工艺要求如下:8.2.1装配时,先将滑块装配在动、定模滑动侧,先配封胶面,后配滑动面。
8.2.2装配好滑块在动、定模侧各封胶面及各配合面后,再配滑块在另一侧的各封胶面及各配合面,先配紧锁块(斜楔),再配斜导柱(或T型块),确定滑动行程后,再配限位、复位零件。
8.2.3当滑块配合不均匀时,各滑块面配合须进行局部研配,碰、插穿面的研配必须通过精密修配或精密加工完成,不能用砂轮机打磨等粗加工方法;对碰、插穿面达不到图纸精度要求的工件,装配钳工应该把它退回机加工,不能擅自修改,需要钳工修改的工件必须经过技术人员的确认才可进行。