产品装配工艺卡 封面
装配工艺卡
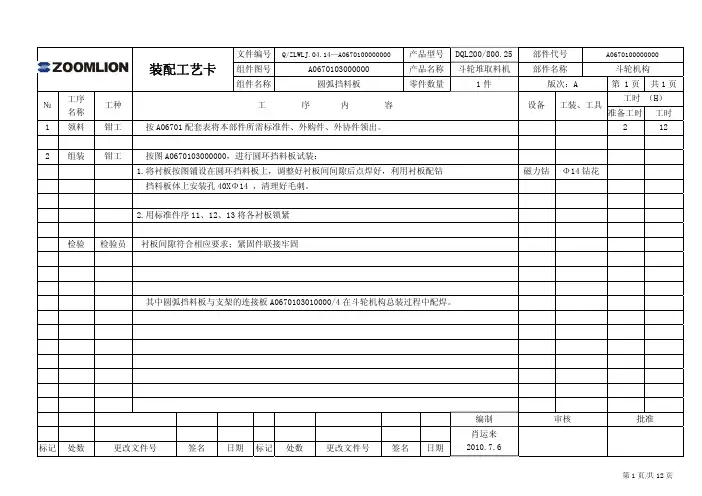
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
检:螺栓件连接紧固。 减速机、电机的温升、噪声及传动平稳性达相关规定要求。
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
编制 肖运来 2010.7.6
审核
批准
第 5 页/共 12 页
5.装配前检测并计算尺寸链,确定两端红纸板的厚度,并用厌氧型平面密封胶涂红纸板两面, 并先粘在透盖组件上。根据实际测量的尺寸保证轴承两端与透盖的间隙各为 1mm,在此情 况下在透盖与轴承座之间加红纸板,另一套间隙为 0.15mm。
6.将斗轮轴用支架置稳,按图先将左侧透盖组件套入轴上靠台阶面(左侧轴承两端与透盖的间隙 各为 1mm),然后将件 13 轴承装配到位,然后吊轴承座套入轴承,最后用左边的透盖组件装配好, 间隙合适后用标准件 19、20 将透盖与轴承座固定好;类似方法装好另一侧的轴承座组合。 轴承装配时内注满润滑油脂。
DQL200/800.25 斗轮堆取料机
1件
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
4
8
2.参考图纸制作一下橡胶板: A0670105000019 橡胶挡板 1 1 件 / A0670105000022 橡胶挡板 2 1 件 A0670105000025 橡胶挡板 3 1 件
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
生产装配流转卡
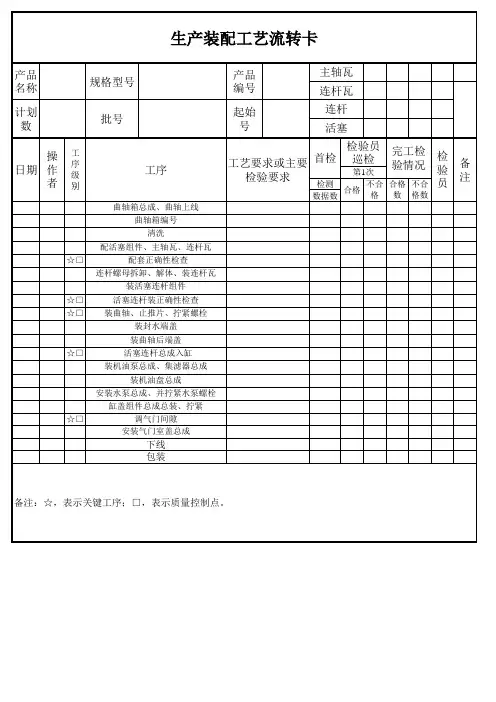
配套正确性检查
连杆螺母拆卸、解体、装连杆瓦
装活塞连杆组件
☆□
活塞连杆装正确性检查
☆□ 装曲轴、止推片、拧紧螺栓
装封水端盖
装曲轴后端盖
☆□
活塞连杆总成入缸
装机油泵总成、集滤器总成
装机油盘总成
安装水泵总成、并拧紧水泵螺栓
缸盖组件总成总装、拧紧
☆□Biblioteka 调气门间隙安装气门室盖总成
下线
包装
备注:☆,表示关键工序;□,表示质量控制点。
生产装配工艺流转卡
产品 名称
规格型号
产品 编号
主轴瓦 连杆瓦
计划 数
批号
起始 号
连杆 活塞
操工
日期 作
序 级
者别
工序
曲轴箱总成、曲轴上线
工艺要求或主要 首检 检验要求
检验员 巡检
第1次
完工检 验情况
检测 数据数
合格
不合 格
合格 数
不合 格数
检 验 员
备 注
曲轴箱编号
清洗
配活塞组件、主轴瓦、连杆瓦
☆□
工艺卡模板
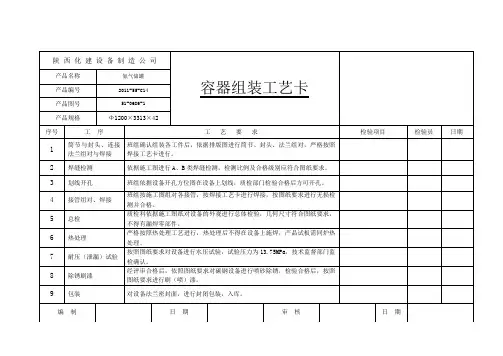
容器组装工艺卡
产品名称
氮气储罐
产品编号
2011-55-C14
产品图号
51-0686-1
产品规格
Φ1200×3313×42
序号
工 序
工 艺 要 求
检验项目
检验员
日期
1
筒节与封头、连接法兰组对与焊接
班组确认组装各工件后,依据排版图进行筒节、封头、法兰组对,严格按照焊接工艺卡进行。
编 制
日 期
审 核
日 期
压力容器图纸会审记录
表:1-1
陕 西 化 建 设 备 制 造 公 司
产品名称
氮气储罐
图 号
51-0686-1
产品编号
2011-55-C14
工作压力MPa
10.2
工作温度℃
50
介 质
氮 气
容器类别
Ⅲ/A1
全容积
2.77m3
设计压力MPa
11
设计温度℃
60
焊缝系数
1.0/1.0
主体材料
产品图号
51-0686-1
产品名称
氮气储罐
数 量
2
产品编号
2011-55-C14
材料及状态
Q345R正火
编制: 年 月 日 审核: 年 月 日
表:1-5-1
陕 西 化 建 设 备 制 造 公 司
筒体工序流转卡1
产品图号
51-0686-1
产品名称
氮气储罐
件 号
4
产品编号
2011-55-C14
材料及状态
卷板机
b=
E=
6
焊接
铆焊
钳工装配工艺卡
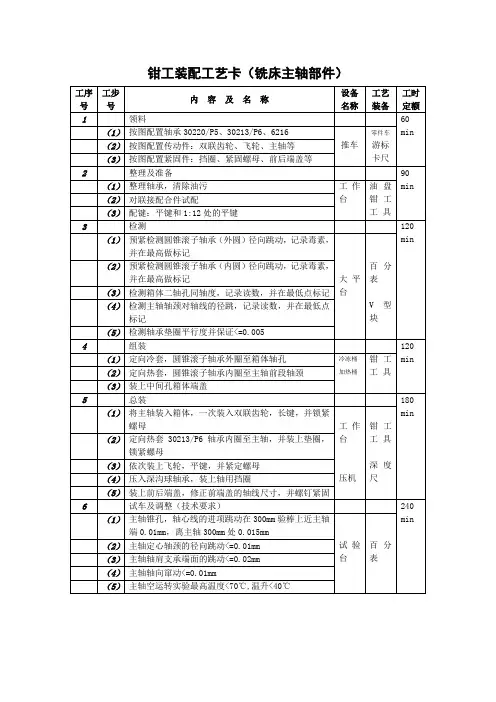
钳工装配工艺卡(铣床主轴部件)工序号工步号内 容 及 名 称设备名称 工艺装备 工时定额1 领料60 min(1) 按图配置轴承30220/P5、30213/P6、6216 推车零件车游标卡尺 (2) 按图配置传动件:双联齿轮、飞轮、主轴等 (3) 按图配置紧固件:挡圈、紧固螺母、前后端盖等 2 整理及准备90 min(1) 整理轴承,清除油污 工作台 油盘钳工工 具 (2) 对联接配合件试配(3) 配键:平键和1:12处的平键 3 检测120 min (1)预紧检测圆锥滚子轴承(外圆)径向跳动,记录毒素,并在最高做标记大平台百分表 V 型块(2) 预紧检测圆锥滚子轴承(内圆)径向跳动,记录毒素,并在最高做标记(3) 检测箱体二轴孔同轴度,记录读数,并在最低点标记 (4) 检测主轴轴颈对轴线的径跳,记录读数,并在最低点标记 (5) 检测轴承垫圈平行度并保证<=0.0054 组装120 min(1) 定向冷套,圆锥滚子轴承外圈至箱体轴孔冷冻桶加热桶 钳工工 具 (2) 定向热套,圆锥滚子轴承内圈至主轴前段轴颈 (3) 装上中间孔箱体端盖 5 总装180min (1)将主轴装入箱体,一次装入双联齿轮,长键,并锁紧螺母 工作台压机钳工工 具 深度尺 (2) 定向热套30213/P6轴承内圈至主轴,并装上垫圈,锁紧螺母 (3) 依次装上飞轮,平键,并紧定螺母 (4) 压入深沟球轴承,装上轴用挡圈(5) 装上前后端盖,修正前端盖的轴线尺寸,并螺钉紧固 6 试车及调整(技术要求) 240 min(1)主轴锥孔,轴心线的进项跳动在300mm 验棒上近主轴端0.01mm ,离主轴300mm 处0.015mm试验台百分表(2) 主轴定心轴颈的径向跳动<=0.01mm(3) 主轴轴肩支承端面的跳动<=0.02mm (4) 主轴轴向窜动<=0.01mm(5) 主轴空运转实验最高温度<70℃,温升<40℃。
装配实用工艺过程卡和工序卡
注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
发动机装配工艺卡
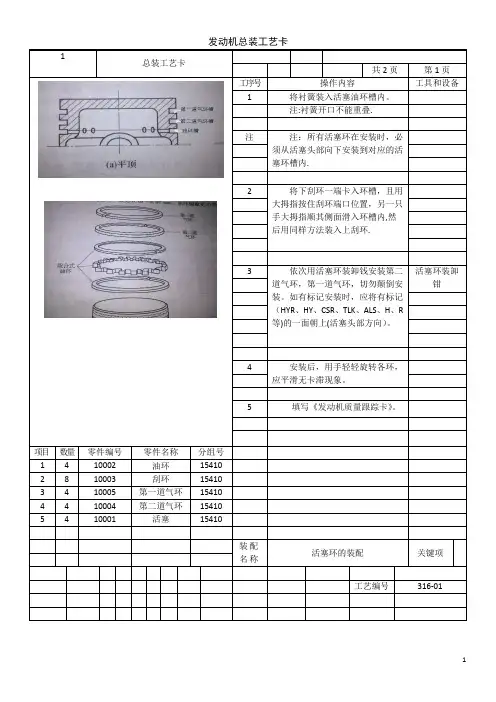
1总装工艺卡共2页第1页工序号操作内容工具和设备1 将衬簧装入活塞油环槽内。
注:衬簧开口不能重叠.注注:所有活塞环在安装时,必须从活塞头部向下安装到对应的活塞环槽内.2 将下刮环一端卡入环槽,且用大拇指按住刮环端口位置,另一只手大拇指顺其侧面滑入环槽内,然后用同样方法装入上刮环.3 依次用活塞环装卸钱安装第二道气环,第一道气环,切勿颠倒安装。
如有标记安装时,应将有标记(HYR、HY、CSR、TLK、ALS、H、R等)的一面朝上(活塞头部方向)。
活塞环装卸钳4 安装后,用手轻轻旋转各环,应平滑无卡滞现象。
5 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 4 10002 油环154102 8 10003 刮环154103 4 10005 第一道气环154104 4 10004 第二道气环154105 4 10001 活塞15410装配名称活塞环的装配关键项工艺编号316-01总装工艺卡共2页第2页1 将衬套压入连杆小头。
压力机2 将活塞置于红外加热器中加热至60℃~80℃.红外恒温加热器3 取出活塞并迅速擦净座孔,将活塞销推入一个座孔.清洁布4 在连杆小头衬套内涂上一层润滑油并把小头伸入活塞内,迅速使活塞销通过连杆小头直至活塞另一端销孔边缘。
注:安装时,活塞朝向标记应与连杆的朝向标记,方向一致。
5 装入挡圈。
挡圈钳7 安装连杆上瓦片,并将上瓦片标识与连杆凹槽对应。
6 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 1 10001 活塞154102 1 10006 活塞销154103 1 10007 连杆154104 2 10008 挡圈154105 1 10009 连杆上瓦片15410装配名称组装活塞与连杆关键项工艺编号316-01总装工艺卡共1页第1页工序号操作内容工具和设备1 安装机油滤清器接头并用扭力扳手拧紧,扭力扳手注:拧紧扭矩30.8~57.2N2 在机油滤清器支架上分装机油滤清器支架锥形螺栓并拧紧。
工艺卡模板
Q345R正火
编制: 年 月 日 审核: 年 月 日
表:1-4-1
陕 西 化 建 设 备 制 造 公 司
椭圆封头工序流转卡1
产品图号
51-0686-1
产品名称
氮气储罐
件 号
1
产品编号
2019-55-C14
材料及状态
Q345R正火
序
号
工序
部门
工序内容及技术要求
设备
工装
检验数据
操作者
检验员
日期
滚轮架
b=
E=
11
焊接
铆焊
要求同4条。
12
检测
探伤室
按探伤工艺对B类环焊缝分别进行100%检测,按JB/T4703.2-2019 标准,Ⅱ级合格。
射线机
编制: 年 月 日 审核: 年 月 日
表:1-5-2
陕 西 化 建 设 备 制 造 公 司
筒体工序流转卡2
产品图号
51-0686-1
产品名称
氮气储罐
产品编号:2019-55-C14
陕 西 化 建 设 备 制 造 公 司
参加人数:
主持人:
有关图纸名称及图号:
51-0686-1
技术交底内容:
1、本设备的制造、检验、验收按GB150-2019《钢制压力容器》、《固定式压力容器安全技术监察规程》TSG R0004-2009、《钢制压力容器焊接规程》JB/T4709-2000、《钢制化工容器制造技术要求》HG20584-2019进行。
卷板机
e=
7
检测
探伤室
按探伤工艺对A类纵焊缝进行100﹪RT检测,按JB/T4730.2-2019标准,Ⅲ级合格。
电子装配工艺卡
不同的元器件要分装在不同的元器件盒中,并在盒子上面贴好标签(元器件的名称,规格),分装的工作人员注意不要将元器件分装错误,分装完成之后,将元器件分发到相应的工位上面。
该步骤焊接D1,D2,D3,D4
检查K1,D1,D2,D3,D4各焊点是否有虚焊漏焊
插装R1,R2,R3,注意不要差错位置
焊接R1,R2,R3,注意焊接要求及步骤,不要有虚焊漏焊
仔细检查R1,R2,R3是否有虚焊漏焊
拟制
插装LED,C1,在插装过程中注意二极管的正负极
拟制
焊接LED,C1,在焊接过程中注意焊接的步骤和要求,不要有虚焊漏焊
拟制
仔细检查LED,C1是否有虚焊漏焊
焊接导线B+,B-
焊接CA1,CA2以及交流电插头,注意不要有虚焊漏焊
将L+,L-穿入护线壳,备用
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
拟制
拿到板子后先通电查看LED灯是否全发光,如果有没发光的,先检查是否有焊接问题,若没有焊接问题,再用万用表检测是否将二极管插反了
将主板带有保护套的L+,L-焊接到LED灯板上
拟制
将交流电插头焊接到CA1,CA2上面
将B+,B-焊接到蓄电池上面
仔细检查各导线之间是否有虚焊,漏焊或者导线脱落现象
剪掉所有的引脚,以备整装。
缓冲托辊装配工艺卡
压装夹紧胎具
描图
2
压装密件
将事先加注好润滑脂的序号7内密封圈和序号8外密封圈与序号14密封盘,序号10内挡圈、序号11外挡圈,序号12挡板组成密封组件,装于轴两端各一组并压入。(关键工序:注意组件应摆正,不可压偏,压后用手转动轴应能灵活转动)
托辊压装机
压装夹紧胎具
描校
底图号
3
装挡圈
将序号13挡圈,用弹性挡圈钳嵌入轴两端沟槽内各一个。
密封圈
尼龙1010
2
5
HCTG-89-05
轴承
-------
2
6
HCTG-89-06
橡胶圈
阻燃橡胶
10
7
HCTG-89-07
内密封圈
尼龙1010
2
工
序
号工序名称工Fra bibliotek内容设备
工艺装备
1
压装密封圈轴承
参照装配图HCTG-89,将序号为2的轴穿入序号为1的管子的孔中,将序号3垫片、序号4密封圈套入轴两端各一个,再将序号5轴承套于轴两端各一个,摆正后压入轴及管子内。(关键工序:注意摆正,不可压偏,压牢后手动转动轴,应能灵活转动)
电焊机
装订号
8
质量检验
由检验员对组装好的缓冲托辊进行质量检验。
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记处数
更改文件号
签字
日期
大同煤矿中央机厂实业公司
装配工艺卡片
产品型号
φ89缓冲托辊
零(部)件图号
HCTG-89
产品名称
皮带机缓冲托辊
装配工艺卡
电装 电装 电装 恒温烙铁 (>100w) 电装 电装 电装 电装 检验
签名
日期
页 次 总 页 数
装配工艺卡 编 号 零部件及辅助材料 图号 数量 车 间 工 序 号
生产令号 产品名称或代号 部件名称 编 名称及内容 号 量 整件图号 部件图号 检验及检查内容 设 备 工装及 工具 工 种 齐套员 电装 备 注
2 将航空电缆线裁剪成80cm共52根,并把线的一端剥 线3mm备用。 3 将导电环镀金焊接口用酒精擦拭。 4 将导电环固定到工作台 5 将电缆线剥线端插入焊接口(每空2根)。确保航空电 缆线与导电环平面垂直。 6 用恒温烙铁与0.8mm焊锡丝按电装焊接工艺焊接,需保证 焊接孔内填满锡,焊接表面光滑,焊接处不得高于导电 环上表面2mm,焊接时间不宜过长。 7 取下导电环 8 对焊接面用酒精擦拭清洗 9 ——检验 焊接牢固,焊点无虚焊。焊接处未高于焊片上 表面2mm 更改标记 数量 文件号 签名 日期 拟制 审核 批准 定额 计划员 签名 日期