01.拧紧技术基础
螺栓拧紧技术
螺栓拧紧技术一、本文的目的螺栓连接的目的是使连接件之间产生适当的压紧力。
压紧力使连接件实现设计的连接。
但压紧力不容易直接检测到,在实际使用中,通常通过扭矩的控制与测量来实现。
螺栓连接要正确使用,首先需要设计者计算压紧力、计算强度、选择尺寸以及使用多大的力矩来拧紧。
这些只是工作的初步完成。
还需要在车间里使用适当的工具将螺栓拧紧到一定的程度,来产生所需的压紧力。
而如何选择适当的工具和拧紧方法,这就是本文的目的。
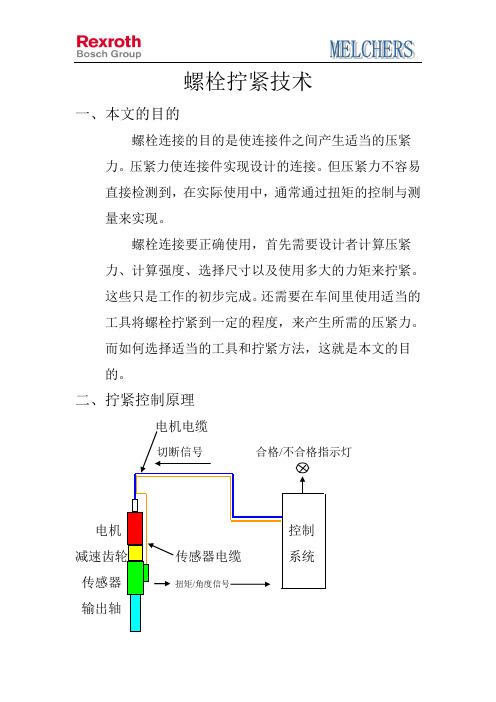
二、拧紧控制原理电机电缆切断信号合格/不合格指示灯电机控制减速齿轮传感器电缆系统传感器扭矩/角度信号输出轴三、拧紧过程的一些基本概念3.1拧紧过程当螺纹连接被拧紧时,由于螺纹的几何形变,使螺栓受拉,被连接件受压。
如下图所示(压紧力与螺栓角位移之间的关系)。
螺栓(或螺母)到达配合面后,拧紧过程真正开始。
初始阶段,由于螺牙的误差及微观表面不平,曲线不呈线性。
这段非曲线之后,压紧力的上升与转角一般呈线性状态,一直到达到材料的屈服极限为止。
然后螺栓开始塑性变形,压紧力增加很少。
如继续拧紧,螺栓被拉长变细,最终断裂。
3.2 硬性连接与软性连接螺纹连接可以为硬性连接与软性连接,或者介于二者之间。
硬性连接一般指材料刚性大、螺栓短的连接。
如发动机上飞轮与曲轴的连接。
软性连接通常在连接刚性小、连接件之间有橡胶、弹垫等。
软性连接有一定的柔性。
对硬性连接,螺母到达配合面后,只需很小的转动角度就可达到预定的力矩,并获得压紧力;而软性连接则相反,需要转动大的角度。
3.3 力矩的分配拧紧力矩需要产生压紧力,同时克服螺栓头与连接件接触面上的摩擦力以及螺纹牙间的摩擦力。
10%转化为压紧力50% 40%螺栓头与连接件螺纹牙间的摩擦力接触面上的摩擦力它们之间的关系如下:T=F(0.161p+0.583d2*U1+0.5D k* U2)T --- 力矩F --- 压紧力P --- 螺距d2 --- 螺钉或螺母的中经U1--- 螺牙间接触面的摩擦系数U2 --- 螺栓头或螺母与被连接件接触面的摩擦系数D k --- 螺栓头或螺母与被连接件接触面的直径3.4 螺栓中的应力如果可以提高螺栓中的应力,那么螺栓的数量就可以减少或尺寸可以减少。
螺栓基本拧紧技术

σδ1
δ1
δ2
变形
12
2018-12-02
Joint Diagrams
施加的扭矩并不象夹紧力那么简单
力 (F), 力臂 (L) = 扭矩(M) 螺栓旋转的越多,得到的扭矩越大
但是,
• 90% 的扭矩被摩擦力消耗 • 只有10%的扭矩转化为夹紧力
夹紧力, 10% 螺纹副中的摩 擦了, 40% 螺栓头下表面的 摩擦力, 50%
33
2018-12-02
原因:静态摩擦力
40
20 时间
X=92,43
=1,13
26
2018-12-02
硬连接
装配 (动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8 101.84 0.67 2.01
手测 (静态) 112 110 111 110 113 109 110 111 113 112 111.1 1.4 4.1
• 施加的扭矩过大会使螺 栓过度伸长 • 安全余量取决于:
– 拧紧精度 – 材料等级
Torque
Angle of rotation
18
2018-12-02
螺栓标识系统
生产商 第一个数 = 1/100 的最小抗拉 强度 (N/mm2) 100×8 = 800 N/mm2 第二个数 =屈服强度与最小抗拉 强度之间的关系 0.8 = 80% 两数相乘得出屈服应力 800* 0.8 = 640 N/mm2
扭矩
扭矩 = OK 角度 = 过低
扭矩 = OK 角度 = 过高
角度
32
2018-12-02
结论:
螺栓装配质量对产品的最终质量有着直接影响
拧紧技术简介

装配工艺的确定
采用直接控制预紧力的方式控制联接质量是最有效的,但目前还不太可能 在流水线上通过直接控制预紧力来装配螺栓联接,只能通过控制和预紧力相 关的其它参数(如扭矩, 螺栓头或螺母转角,螺栓伸长量)来间接控制预紧力。目 前主要有以下几种装配工艺方法: 扭矩控制法 扭矩-转角控制法 扭矩-斜率控制法(屈服点控制法) 其它的控制方法
扭矩事后易复检 预紧力离散度大 受摩擦系数偏差影响大 螺栓材料利用率低
富奥紧固件分公司
FAWER
典型装配工艺介绍-扭矩法
VW 01126-1规定了弹性区装配标准扭矩值及预紧力最大值和最小值 。内六角螺钉类产品(小支承面)和法兰面螺栓类产品(大支承面)所给 数值有所差别,理论上该值不会造成螺栓屈服,但当装配条件处于以下恶 劣条件时可能达到螺栓的屈服极限。 1. 扭紧力矩超过了标准值 15 %; 2. 螺栓强度为相应强度等级的下限值Rmmin; 3. 摩擦系数 fG=fK=0.1 4. 舍入表的数值偏离实际计算出的数值+ 10 %。
富奥紧固件分公司
FAWER
拧紧工艺的重要性
紧固的三个阶段
设计
+
制造
+
装配
=
整车的正 常运行
-设计是前提 -制造是关键 -装配是最终的保障
富奥紧固件分公司
FAWER
预紧力离散度影响因素
联接副的 摩擦系数
使用的拧 紧工具及它 们的精度
预紧 力离 散
装配 工艺
富奥紧固件分公司
FAWER
拧紧精度分级
FAWER
螺纹紧固件预紧原理
摩擦性能试验机 国外研制此类设备主要公司: 德国Schatz, 德国Reck-Engineering, 美国RS-Technology, 法国Automatic;
基本拧紧技术
标准拧紧曲线
夹紧力
预拧紧
弹性变形 塑性变形 屈服点
贴合点
角度
预拧紧阶段,螺栓头部以及螺纹部分的摩擦力很小,扭矩也非常小,螺栓未被拉 伸
从贴合点开始,随着拧紧角度增加,螺栓被拉伸,相应的夹紧力也同样增加。这 一阶段螺栓的拉伸变形是可逆的,即弹性变形
从屈服点开始,螺栓的拉伸变形超过了螺栓的强度,角度增加,夹紧力不再增加, 螺栓发生不可逆变形,即塑性变形
CP 和 CPK 计算
In capability calculations-we compare the natural variation to the tolerance demands in the application. Capability calculations
Sigma=0.165 (For Cp, 6Xsigma should smaller than 16.2-13.8=2.4X75%=1.8Nm.)
Accuracy calculations: % 3 sigma=3 X sigma/mean value X 100 = +/- % % 6 sigma=6 X sigma/mean value X 100 = %/2=+/- %
(100 =100% of the tolerance interval)
value. Accuracy comes from the specified times of tightening of the specific tool. 2 In capability calculations-we compare the natural variation to the tolerance demands in the application. Cp and Cpk is the process capability indexes of a tool. When calculating Cpk also the target value is considered. When calculating Cpk also the target value is considered.
拧紧设备技术要求

拧紧设备技术要求1.功率和扭矩:拧紧设备的功率和扭矩是其最基本的要求。
不同类型的紧固件需要不同的扭矩水平来实现指定的紧固力,因此拧紧设备必须能够提供足够的扭矩范围。
此外,拧紧设备还应具有足够的功率以满足不同规格和尺寸的紧固器件的需求。
2.精度和稳定性:拧紧设备在施加扭矩时必须具有高度的精度和稳定性。
这对于确保紧固件达到所需的紧固力非常重要。
拧紧设备必须具有恒定的扭矩输出,以减少紧固件之间的差异性。
此外,拧紧设备还应具有高度的重复性,以确保在多次使用时能够提供一致的效果。
3.控制和监测:拧紧设备应具备先进的控制和监测功能。
这包括实时监测扭矩和角度,以确保在达到所需的紧固力后停止施力。
拧紧设备还可以集成传感器和显示屏,以便操作员能够实时监测和掌握紧固过程的各项参数。
此外,拧紧设备还应具有报警功能,以便在紧固力不足或过大时发出警报。
4.多功能性:拧紧设备应该是多功能的,能够适应不同的紧固要求。
它应该具有可调节的扭矩和角度设置,以适应不同尺寸和类型的紧固件。
此外,拧紧设备还可以提供预置功能,以便在实际紧固过程中能够更加快速和高效。
5.可靠性和维护:拧紧设备应该具有高度的可靠性和稳定性,以便能够长时间稳定地工作。
它应该有坚固耐用的外壳和零部件,并且易于维修和维护。
此外,拧紧设备还应具备自动校准和故障检测功能,以便在发生故障时能够及时修复。
总之,拧紧设备技术要求包括功率和扭矩、精度和稳定性、控制和监测、多功能性、以及可靠性和维护等方面。
这些要求确保了拧紧设备能够满足不同紧固需求,并且能够提供高效可靠的紧固效果。
拧紧基础中文

真正测量动态扭矩, 将螺栓旋转很小的角度2-4°
动态扭矩
静态扭矩 峰值
扭矩, T
动态测量时 的残留扭矩
门槛 扭矩 转动角度 2° - 4°
角度, q
工件连接基础知识
工件连接基础知识
硬连接 - 30° 或更少 - 较高扭矩斜率 软连接 - 720° 或更大 -较低扭矩斜率
拧紧基础知识
霍伟光
英格索兰 2015年
工具形式及选择
冲击扳手
优点: 动力与重量比高 快速 无反作用力 不需要技术保养 紧凑 价格便宜
缺点: 较少的控制 有嘈音 有震动
冲击扳手结构
液压脉冲扳手
优点 • 输出扭矩大 • 快速 • 无反作用力 • 低噪音 • 在断气时达到扭矩 • 体积小
缺点 • 需要专业人员维修 • 适合中等连接使用
角度上限
角度, q
塑性变形区
拧紧曲线
自由拧紧:在螺栓头/螺母与接 触面没有接触之前。
塑性变形/屈 服点
弹性夹紧
门槛扭矩: 螺栓和与连接面对 正后 弹性夹紧: 扭矩/角度斜率均 匀,工具将能量传递给装配 件。
门槛扭矩
自由拧紧
塑性变形/屈服点:螺栓永久 变形或螺纹、连接和垫片达 到屈服点。
拧紧方法
扭矩控制拧紧过程
夹紧力的分散由于螺栓强度的分散而不是摩擦力的分 散引起的 螺栓的强度控制要比摩擦力的控制要容易
夹紧力和理想扭矩
Thread Size M4 x 0.7 PRELOAD, N Grade Range Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum Minimum Maximum 8.8 4,400 5,600 7,200 9,200 10,200 13,000 18,600 23,800 29,800 38,000 43,400 54,400 59,400 75,600 82,500 105,000 99,200 127,000 10.9 6,200 7,600 10,000 12,400 14,200 17,600 26,200 32,200 41,600 51,200 60,700 74,900 83,300 102,000 115,000 141,000 139,000 171,000 12.9 7,300 8,800 12,200 14,600 16,100 20,500 31,400 37,800 50,000 60,000 72,900 87,700 100,000 120,000 138,000 166,000 167,000 201,000 EXPECTED TORQUE, Nm Grade 8.8 3.1 4.3 6.4 8.7 11 15 25 36 52 71 92 127 144 200 228 310 305 420 10.9 4.4 6 9 12 14 20 37 51 73 99 128 173 205 280 322 450 430 595 12.9 5.3 7.2 11 15 18 24 44 60 88 119 156 207 244 335 383 520 510 710
拧紧技术介绍
Atlas电动工具的拧紧网络系统设计
底层总线结构
Ethernet TCP/IP für SDOK Server Interbus zur Fördertechnikanbindung PF3000 Master RS232 Scanner
ü IO Expander ber mehr mö glich
连接件
扭矩 (Nm)
塑性拧紧 弹性拧紧 屈服点
预拧紧
贴合点
拧紧角度值 (o)
抗拉强度 / 屈服
应力 N/mm²
抗拉强度
失效 75 % 抗拉应力 100* 8=800 N/mm2 屈服应力 800* 0,8=640 N/mm2 屈服 弹性区
拉伸度
螺栓连接形式
Torque
X Nm
< 30 deg
Hard Joint
Torque
Cp & Cpk
High Cp-value Low Cpk-value
High Cp-value High Cpk-value
Demands vary in MVI : Ford accept Cpk > 1.33 Volvo accept Cpk > 2
能力计算
We did a test on a joint that should be tightened at 50+/- 5 Nm. We got an average of 49 Nm and =0.8 Nm.
屈服点控制法
优点:屈服点控制法的优点是将螺栓拧 至其屈服点,最大限度地发挥了螺 纹件强度的潜力。
缺点:屈服点法对拧紧全过程进行控制和监 测。它对干扰因素比较敏感, 同时对螺 栓的性能及结构设计要求极高, 控制难 度较大。因此拧紧工具价格十分昂贵。
拧紧技术分类

拧紧技术分类拧紧技术是指将螺栓、螺母等紧固件与工件连接时所使用的技术。
在工业生产中,拧紧是非常重要的工序,也是确保产品质量和安全的关键环节。
根据不同的应用需求,拧紧技术可以分为手动拧紧、气动拧紧和电动拧紧三大类。
手动拧紧技术是最基础、最常见的拧紧方式之一。
手动拧紧工具主要包括扳手和扳手套筒。
扳手通过人工操作来进行拧紧,一般适用于较小的螺栓和螺母。
手动拧紧技术的优点是操作简单、成本低廉,但由于依赖人工力量,拧紧力度难以控制,容易造成过紧或不紧的情况。
气动拧紧技术是利用气动工具完成拧紧动作的一种方式。
气动拧紧工具主要包括气动扳手和气动扳手套筒。
气动拧紧工具通过将压缩空气转化为旋转力矩,实现螺栓和螺母的拧紧。
相比于手动拧紧,气动拧紧具有拧紧力度可控、速度快、效率高的优点。
气动拧紧技术广泛应用于汽车制造、机械制造等领域。
电动拧紧技术是利用电动工具完成拧紧动作的一种方式。
电动拧紧工具主要包括电动扳手和电动扳手套筒。
电动拧紧工具通过电动机驱动,实现螺栓和螺母的拧紧。
相比于气动拧紧,电动拧紧具有更高的拧紧力矩和更精确的拧紧控制。
电动拧紧技术广泛应用于航空航天、电子设备等对拧紧力度和精度要求较高的领域。
除了按照动力来源分类,拧紧技术还可以根据拧紧方式进行分类。
常见的拧紧方式包括角度控制拧紧、力矩控制拧紧和拉伸控制拧紧。
角度控制拧紧是通过控制扭矩扳手或角度扳手的角度来实现拧紧。
该方式适用于对拧紧角度要求较高的场合,如汽车发动机的缸盖螺栓拧紧。
角度控制拧紧可以确保螺栓和螺母之间的摩擦力符合要求,从而保证连接的可靠性和稳定性。
力矩控制拧紧是通过控制扭矩扳手的扭矩大小来实现拧紧。
该方式适用于对拧紧力矩要求较高,但对角度要求不严格的场合。
力矩控制拧紧可以确保螺栓和螺母之间的压力符合要求,从而保证连接的紧固效果。
拉伸控制拧紧是通过控制液压扭力器或液压螺栓拉伸器来实现拧紧。
该方式适用于对拧紧力矩和拉伸力要求较高的场合,如桥梁、高层建筑的连接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(B) 扭力扳手 (静态扭矩)
原因:静态摩擦力
40
20 时间
X=92,43
=1,13
动静态扭矩之间的关系
由于存在静态摩擦力,静态扭矩产生比动态扭矩要高的趋势。在某些情况下,我们也会测量到 比动态扭矩更高的静态扭矩。这个并不意味着有更大的夹紧力,而仅仅是静摩擦力的影响。
动静态扭矩之间的关系
弹性衰减使静态扭矩产生比动态扭矩要偏小的趋势
均值 标准偏差 (Sigma) 3 Sigma
硬连接上的扭矩实测值
T (Nm)
动力工具 输出扭矩
92 94 91 92 94 92 92 扭力扳手 静态扭矩 103 106 103 100 100 103 100 X=102,14 =2,27
(A)工具输出 120 (动态扭矩) 110 100 80 60
拧紧结果的正态分布, 高斯曲线
频率
x
扭矩
2s=68% 4s=94%
6s=99,7%
均值偏差
频率 软连接件 硬连接件
扭矩
均值变量
联合分布
频率 软连接件
硬连接件
扭矩
联合平均值 联合分布
精度?
精度=100%×3S/平均值
软连接和硬连接
扭矩
X Nm < 30 度
硬连接
< 30 度 (ISO 5393)
角度 扭矩
X Nm
贴合点
> 720 度
软连接
> 720 度 (ISO 5393)
角度
贴合点
软、硬连接的均值偏差
扭矩
过扭
均值偏差
目标
硬连接 软连接
贴合点
角度
动态扭矩和静态扭矩
动态扭矩:在拧紧螺栓的同时用在线式扭矩传感器测量 静态扭矩:安装后用扭矩扳手测量
螺纹副中摩擦力 40%
10%
螺纹副中摩擦力 40%
夹紧力 15%
螺纹副中摩擦力 45%
5%
摩擦力对夹紧力的影响
摩擦力
坏的螺纹 普通 润滑后的螺栓
夹紧力
螺栓连接的特性
扭矩
屈服应力极限
夹紧力
弹性松弛对夹紧力的影响
Time
材料弹性松弛会使夹紧力衰减!
衰减的时间
牛米
断气 衰减
时间 • 60-70%的衰减发生在30毫秒以内
软连接 上实测 值
装配 (动态) 100.2 100.5 100.7 100.3 100.4 100.8 100.5 100.2 100.2 100.4 100.42 0.21 0.63
手测 (静态) 88 84 92 86 90 88 86 85 84 84 86.7 2.8 8.3
均值 标准偏差 (Sigma) 3 Sigma
x-x 0 0.1 0.2 -0.3 0 0.2 0.1 -0.3 -0.2 0.2 0
x-x 0 1 -1 -2 2 0 -1 2 -2 1 0
(x-x)2 0 1 1 4 4 0 1 4 4 1
0.36
20
精度
扭矩
低精度 高精度
目标
拧紧数
拧紧数
扭矩
扭矩
6 sigma (99,7 %)
6 sigma (99,7 %)
Very high load
Very high load
Average load (80% of yield)
影响静态扭矩和动态扭矩关系的因素
连接
拧紧工具和策略
连接的材料:铝件偏软 螺栓的直径:直径小偏软 螺栓的长度:螺栓长偏软 涂层的材料:特殊涂层偏软 是否有垫片:有垫片偏软 温度变化:情况复杂 …:…
T
我们能够测量的是扭矩T
F
F F
我们想要得到的是夹紧力F
F
50-40-10 规则
擦力
螺纹副中 40%
扭矩
100%
夹紧力与摩擦力的关系
通常的情况
螺栓头下摩擦力 50%
在螺栓头下加润滑油 螺栓头下摩擦力 45% 螺纹副中有杂质、生锈或螺纹受损 螺栓头下摩擦力 50%
张力 抗张力 夹紧力
剪切力 剪切力 抗张力 张力
连接件受力
螺栓连接必须能抵抗外力作用,使已被装配的零件不会向分离的方向移动。否则会造成螺栓接头 的松动、破坏或脱落。 用螺栓连接方式进行装配,其任务是使被装配的零部件牢牢地紧固在一起,使外力不能将它们分 开。 张应力
剪切力
剪切力
张应力
测量拧紧效果
工具:冲击扳手容易产生弹性衰减 策略:速度过快容易产生弹性衰减 …:…
检测工具
选择正确的工具:排除操作人员影 响,反映连接真实情况
工具精度
很难预测工具的精度,这是因为:
软,硬,联合连接件有着精度差异
如果工具使用在扭矩范围的高端与低端处,则 会产生精度差异
两件工具应如何比较?
工具 A 扭矩 10 10.1 10.2 9.7 10.0 10.2 10.1 9.7 9.8 10.2 x =10.0 工具 B (x-x)2 扭矩 0 0.01 0.04 0.09 0 0.04 0.01 0.09 0.04 0.04 10 11 9 8 12 10 9 12 8 11 x =10.0
基本拧紧技术
2017.08
内容
扭矩,摩擦力和夹紧力 软连接和硬连接 动态扭矩和静态扭矩 工具精度的含义
扭矩,摩擦力和夹紧力
为什么使用螺栓连接
• 装配简单 • 拆卸方便 • 效率高 • 成本低
紧固件(连接件)是通过螺栓联接两个以上部件的可拆卸的联接装置——VDI 2230
连接件受力分析
硬连接 上另一 实测值
装配 (动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8 101.84 0.67 2.01
手测 (静态) 112 110 111 110 113 109 110 111 113 112 111.1 1.4 4.1