1_1基本拧紧技术讲解
合集下载
《拧紧扭矩知识》课件

复验的话,预紧力可能会超过原先的设定值。
《拧紧扭矩知识》
4.3 屈服点控制法
3. 屈服点控制法
➢ 屈服点控制法是把螺栓拧紧至屈服点后,停止拧 紧的一种方法。它是利用材料屈服的现象而发展起 来的一种高精度的拧紧方法。这种控制方法,是通 过对拧紧的扭矩/转角曲线斜率的连续计算和判断来 确定屈服点的。螺栓在拧紧的过程中,其扭矩/转角 的变化曲线见图7。真正的拧紧开始时,斜率上升很 快,之后经过简短的变缓后而保持恒定(a_b区间) 。过b点后,其斜率经简短的缓慢下降后,又快速下降。当率下降一定值时(一般
《拧紧扭矩知识》
第三章 螺栓连接拧紧过程简介
扭矩 (Nm)
预拧紧
开始夹紧
夹紧形成
最终拧紧
拧紧过程的可接受范围
最终扭矩和角度值 必须落在这一区域
拧紧角度值 (o)
《拧紧扭矩知识》
16
扭矩 [Nm]
准备
拧入
多 阶 段 拧 紧
拧紧
角度 [°]
《拧紧扭矩知识》
扭矩 [Nm]
准备
为拆
了卸
减后
少再
应拧
力紧
➢ 屈服点控制法要求对零件表面进行严格的处理,任何打滑和阻滞现象都会使扭 矩/转角曲线偏离正常的范围从而使控制系统发出错误警告。此外对螺栓的要 求也非常高:
紧固必须是专门为屈服点拧紧设计的 螺栓能达到塑性延伸 螺纹摩擦必须明显小于头部下方的摩擦 螺栓头和螺纹的材料不允许变形
《拧紧扭矩知识》
4.4 质量保证法
《拧紧扭矩知识》
4.2 扭矩-转角控制法
扭在力点标扭非误比多矩于限处准矩常差弹。-—:定;,高在性转转扭在而最的其区角角矩螺扭理,朔的控控控 栓 矩 想 通 性 螺制-制制弹的过区栓转法法法性是图的轴角与6螺通极控螺向控即扭栓常限制栓预制可矩轴将的在轴紧法看控9向最屈向力0一出制预%大服预误般,法紧处螺点紧差以同最力,Δ栓偏力样大Y的即-F轴后误的的M1精图区要向。差转不度6为Δ小预角同中是F得紧Y2
《拧紧扭矩知识》
4.3 屈服点控制法
3. 屈服点控制法
➢ 屈服点控制法是把螺栓拧紧至屈服点后,停止拧 紧的一种方法。它是利用材料屈服的现象而发展起 来的一种高精度的拧紧方法。这种控制方法,是通 过对拧紧的扭矩/转角曲线斜率的连续计算和判断来 确定屈服点的。螺栓在拧紧的过程中,其扭矩/转角 的变化曲线见图7。真正的拧紧开始时,斜率上升很 快,之后经过简短的变缓后而保持恒定(a_b区间) 。过b点后,其斜率经简短的缓慢下降后,又快速下降。当率下降一定值时(一般
《拧紧扭矩知识》
第三章 螺栓连接拧紧过程简介
扭矩 (Nm)
预拧紧
开始夹紧
夹紧形成
最终拧紧
拧紧过程的可接受范围
最终扭矩和角度值 必须落在这一区域
拧紧角度值 (o)
《拧紧扭矩知识》
16
扭矩 [Nm]
准备
拧入
多 阶 段 拧 紧
拧紧
角度 [°]
《拧紧扭矩知识》
扭矩 [Nm]
准备
为拆
了卸
减后
少再
应拧
力紧
➢ 屈服点控制法要求对零件表面进行严格的处理,任何打滑和阻滞现象都会使扭 矩/转角曲线偏离正常的范围从而使控制系统发出错误警告。此外对螺栓的要 求也非常高:
紧固必须是专门为屈服点拧紧设计的 螺栓能达到塑性延伸 螺纹摩擦必须明显小于头部下方的摩擦 螺栓头和螺纹的材料不允许变形
《拧紧扭矩知识》
4.4 质量保证法
《拧紧扭矩知识》
4.2 扭矩-转角控制法
扭在力点标扭非误比多矩于限处准矩常差弹。-—:定;,高在性转转扭在而最的其区角角矩螺扭理,朔的控控控 栓 矩 想 通 性 螺制-制制弹的过区栓转法法法性是图的轴角与6螺通极控螺向控即扭栓常限制栓预制可矩轴将的在轴紧法看控9向最屈向力0一出制预%大服预误般,法紧处螺点紧差以同最力,Δ栓偏力样大Y的即-F轴后误的的M1精图区要向。差转不度6为Δ小预角同中是F得紧Y2
螺栓基本拧紧技术

σδ1
δ1
δ2
变形
12
2018-12-02
Joint Diagrams
施加的扭矩并不象夹紧力那么简单
力 (F), 力臂 (L) = 扭矩(M) 螺栓旋转的越多,得到的扭矩越大
但是,
• 90% 的扭矩被摩擦力消耗 • 只有10%的扭矩转化为夹紧力
夹紧力, 10% 螺纹副中的摩 擦了, 40% 螺栓头下表面的 摩擦力, 50%
33
2018-12-02
原因:静态摩擦力
40
20 时间
X=92,43
=1,13
26
2018-12-02
硬连接
装配 (动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8 101.84 0.67 2.01
手测 (静态) 112 110 111 110 113 109 110 111 113 112 111.1 1.4 4.1
• 施加的扭矩过大会使螺 栓过度伸长 • 安全余量取决于:
– 拧紧精度 – 材料等级
Torque
Angle of rotation
18
2018-12-02
螺栓标识系统
生产商 第一个数 = 1/100 的最小抗拉 强度 (N/mm2) 100×8 = 800 N/mm2 第二个数 =屈服强度与最小抗拉 强度之间的关系 0.8 = 80% 两数相乘得出屈服应力 800* 0.8 = 640 N/mm2
扭矩
扭矩 = OK 角度 = 过低
扭矩 = OK 角度 = 过高
角度
32
2018-12-02
结论:
螺栓装配质量对产品的最终质量有着直接影响
基本拧紧技术
标准拧紧曲线
夹紧力
预拧紧
弹性变形 塑性变形 屈服点
贴合点
角度
预拧紧阶段,螺栓头部以及螺纹部分的摩擦力很小,扭矩也非常小,螺栓未被拉 伸
从贴合点开始,随着拧紧角度增加,螺栓被拉伸,相应的夹紧力也同样增加。这 一阶段螺栓的拉伸变形是可逆的,即弹性变形
从屈服点开始,螺栓的拉伸变形超过了螺栓的强度,角度增加,夹紧力不再增加, 螺栓发生不可逆变形,即塑性变形
CP 和 CPK 计算
In capability calculations-we compare the natural variation to the tolerance demands in the application. Capability calculations
Sigma=0.165 (For Cp, 6Xsigma should smaller than 16.2-13.8=2.4X75%=1.8Nm.)
Accuracy calculations: % 3 sigma=3 X sigma/mean value X 100 = +/- % % 6 sigma=6 X sigma/mean value X 100 = %/2=+/- %
(100 =100% of the tolerance interval)
value. Accuracy comes from the specified times of tightening of the specific tool. 2 In capability calculations-we compare the natural variation to the tolerance demands in the application. Cp and Cpk is the process capability indexes of a tool. When calculating Cpk also the target value is considered. When calculating Cpk also the target value is considered.
基本拧紧技术

装配 (动态) 102.6 102.6 101.4 101.2 102.4 100.9 102.1 102.4 101.0 101.8
101.84 0.67 2.01
手测 (静态) 112 110 111 110 113 109 110 111 113 112
111.1 1.4 4.1
使用测力扳手时可能会出现的问题
基本拧紧技术
内容
1.扭矩,摩擦力和夹紧力 2.软连接和硬连接 3.动态扭矩和静态扭矩 4.拧紧时检测出现的问题
扭矩,摩擦力和夹紧力
生产装配的几种方法
? 焊接 ? 胶合 ? 铆接 ? 螺栓连接
为什么使用螺栓连接
?装配简单 ?拆卸方便 ?效率高 ?成本低
测量拧紧效果
T
我们能够测量的是扭矩T
F
F
Angle of rotation 旋转的角度
弹性松弛会影响夹紧力
Time
材料弹性松弛会使夹紧力衰减!
衰减的时间
牛米
断气
衰减
时间
?60-70% 的衰减发生在30毫秒以内
软连接和硬连接
软连接、硬连接
Joint characteristics can also define the tool type required (ISO 5393)
? 只能检查扭矩是否太低 ? 同时受静态摩擦力影响 ? 操作者不使用它们(生产效率低)!而且有时绝对不能检测! ? 必须定期校准 ? 测力扳手有一个很大的误差
扭矩和角度 OK
扭矩 OK, 角度过低
扭矩 OK, 角度过高
小结
? 各种力的关系 ? 软硬连接 ? 动静态扭矩
We are committed to your superior productivity through interaction and innovation.
拧紧技术介绍
Atlas电动工具的拧紧网络系统设计
底层总线结构
Ethernet TCP/IP für SDOK Server Interbus zur Fördertechnikanbindung PF3000 Master RS232 Scanner
ü IO Expander ber mehr mö glich
连接件
扭矩 (Nm)
塑性拧紧 弹性拧紧 屈服点
预拧紧
贴合点
拧紧角度值 (o)
抗拉强度 / 屈服
应力 N/mm²
抗拉强度
失效 75 % 抗拉应力 100* 8=800 N/mm2 屈服应力 800* 0,8=640 N/mm2 屈服 弹性区
拉伸度
螺栓连接形式
Torque
X Nm
< 30 deg
Hard Joint
Torque
Cp & Cpk
High Cp-value Low Cpk-value
High Cp-value High Cpk-value
Demands vary in MVI : Ford accept Cpk > 1.33 Volvo accept Cpk > 2
能力计算
We did a test on a joint that should be tightened at 50+/- 5 Nm. We got an average of 49 Nm and =0.8 Nm.
屈服点控制法
优点:屈服点控制法的优点是将螺栓拧 至其屈服点,最大限度地发挥了螺 纹件强度的潜力。
缺点:屈服点法对拧紧全过程进行控制和监 测。它对干扰因素比较敏感, 同时对螺 栓的性能及结构设计要求极高, 控制难 度较大。因此拧紧工具价格十分昂贵。
基本拧紧技术

动态扭矩:在拧紧螺栓的同时用在线式扭矩传感器测量 静态扭矩:安装后用扭矩扳手测量
软连接--静态扭矩较动态扭矩要偏小,原因是衰减。VDI2230里系 统的方法设置螺拴即有计算扭矩衰减这一步骤
软连接上 实测值
均值 标准偏差 (Sigma) 3 Sigma
装配 (动态) 100.2 100.5 100.7 100.3 100.4 100.8 100.5 100.2 100.2 100.4
Angle of rotation 旋转的角度
弹性松弛会影响夹紧力
Time
材料弹性松弛会使夹紧力衰减!
衰减的时间
牛米
断气
衰减
时间
• 60-70%的衰减发生在30毫秒以内
软连接和硬连接
软连接、硬连接
Joint characteristics can also define the tool type required (ISO 5393) 连接的特性也决定着所需工具的类型.
100.42 0.21 0.63
86.7
手测 (静态) 88 84 92 86 90 88 86 85 84 84
2.8 8.4
硬连接上--由于较高的静态摩擦力,静态扭矩可比动态扭矩要高。右下图中倒V 的拐点即是扭力扳手测得的硬连接上的静态扭矩
硬连接上的扭矩实测值
动力工具 输出扭矩
92 94 91 92 94 92 92
基本拧紧技术
内容
1.扭矩,摩擦力和夹紧力
2.软连接和硬连接 3.动态扭矩和静态扭矩 4.拧紧时检测出现的问题
扭矩,摩擦力和夹紧力
生产装配的几种方法
▪ 焊接 ▪ 胶合 ▪ 铆接 ▪ 螺栓连接
为什么使用螺栓连接
• 装配简单 • 拆卸方便 • 效率高 • 成本低
软连接--静态扭矩较动态扭矩要偏小,原因是衰减。VDI2230里系 统的方法设置螺拴即有计算扭矩衰减这一步骤
软连接上 实测值
均值 标准偏差 (Sigma) 3 Sigma
装配 (动态) 100.2 100.5 100.7 100.3 100.4 100.8 100.5 100.2 100.2 100.4
Angle of rotation 旋转的角度
弹性松弛会影响夹紧力
Time
材料弹性松弛会使夹紧力衰减!
衰减的时间
牛米
断气
衰减
时间
• 60-70%的衰减发生在30毫秒以内
软连接和硬连接
软连接、硬连接
Joint characteristics can also define the tool type required (ISO 5393) 连接的特性也决定着所需工具的类型.
100.42 0.21 0.63
86.7
手测 (静态) 88 84 92 86 90 88 86 85 84 84
2.8 8.4
硬连接上--由于较高的静态摩擦力,静态扭矩可比动态扭矩要高。右下图中倒V 的拐点即是扭力扳手测得的硬连接上的静态扭矩
硬连接上的扭矩实测值
动力工具 输出扭矩
92 94 91 92 94 92 92
基本拧紧技术
内容
1.扭矩,摩擦力和夹紧力
2.软连接和硬连接 3.动态扭矩和静态扭矩 4.拧紧时检测出现的问题
扭矩,摩擦力和夹紧力
生产装配的几种方法
▪ 焊接 ▪ 胶合 ▪ 铆接 ▪ 螺栓连接
为什么使用螺栓连接
• 装配简单 • 拆卸方便 • 效率高 • 成本低
01.拧紧技术-螺拴的受力分析,扭矩工艺的确定
螺拴和零件的变形
15
CC China_Documentation Standard v2 20060606
基本螺拴连接分析图
16
CC China_Documentation Standard v2 20060606
外力的影响
17
CC China_Documentation Standard v2 20060606
考虑到不同的拧紧方 式导致扭矩的分散, VDI引入拧紧因数 (tightening factor )。 VDI的一个表格给出 了拧紧系数的参考值
FMmax Maximum Preload αA = = FMmin Minimum Preload
28 CC China_Documentation Standard v2 20060606
对扭矩控制方式,VDI 提 供了方程式计算和查表两 种方式来选取目标扭矩。 使用最低可能的摩擦系数 以防止过拧的发生。过拧 即螺拴被拧断或屈服。
35
CC China_Documentation Standard v2 20060606
36
CC China_Documentation Standard v2 20060606
螺拴上的负荷=?
6
CC China_Documentation Standard v2 20060606
为了便于分析,假设螺拴材料的硬度 非常低,像弹簧一样
7
CC China_Documentation Standard v2 20060606
现在是螺拴拧紧后的状态
8
CC China_Documentation Standard v2 20060606
26
CC China_Documentation Standard v2 20060606
拧紧技术培训
4. 落座点—转角控制法(SPA)
落座点—转角控制法是最近新出现的一种控制方法,它是在TA法基础上发 展起来的(在日本已经开始应用)。TA法是以某一预扭矩TS为转角的起 点,而SPA法计算转角的起点,采用扭矩曲线的线性段与转角A坐标的交点S (见图8)。 弹性系数 F 高 图中;F1是TA法最大螺栓轴向 预紧力误差,F2是SPA法最大螺栓轴 预 ΔF2 紧 F2 F1 向预紧力误差。从图8可见,采用 力 ΔF1 TA法时,由于预扭矩TS的误差(ΔTS 低 =TS2-TS1,对应产生了螺栓轴向预紧 力误差ΔFS),在转过相同的转角A1 FS2 A1 后,相对于两个弹性系数高低不同 ΔFS FS1 的拧紧工况,其螺栓轴向预紧力误 A1 差为F1;即使是弹性系数相等的, A 但由于ΔTS 的存在,也有一定的误 S A2 差(见图8中的ΔF1、ΔF2)。如若 采用SPA法,由于是均从落座点S开 图 8 始转过A2转角后,相对于两个弹性 系数高低不同的拧紧工况,其螺栓轴向预紧力误差为F2。显然F2小于F1,即 落座点—转角控制法拧紧精度高于扭矩-转角控制法。 采用SPA法,摩擦系数大小对于螺栓轴向预紧力的影响几乎可以完全消除, 图九为拧紧中不同摩擦系数所对应的扭矩-转角关系曲线。
Time
材料弹性松弛(变软)会使夹紧力衰减!
内部分析
平均加载 (80%屈服)
如我们恰巧看到螺纹与支承面连接表面,我们注意此处压痕 非常高,因为螺栓伸长远端出现屈服以及这些区域出现崩溃 而使夹紧力减少。
二、螺栓拧紧的方法
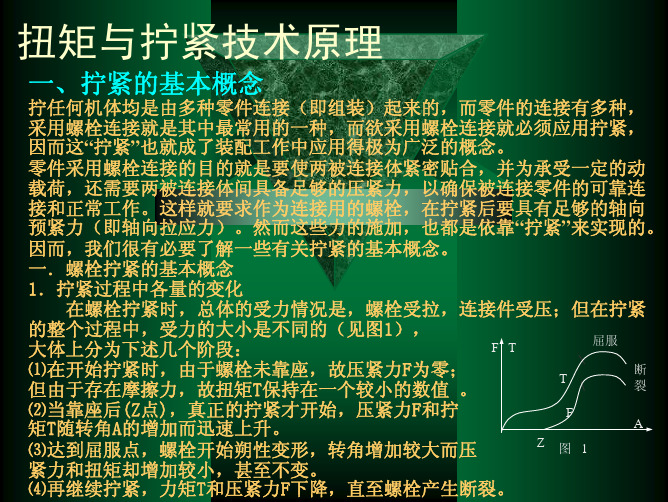
拧紧,实际上就是要使两被连接体间具备足够的压紧力,反映到被拧紧的螺 栓上就是它的轴向预紧力(即轴向拉应力)。而不论是两被连接体间的压紧 力还是螺栓上的轴向预紧力,在工作现场均很难检测,也就很难予以直接控 制,因而,人们采取了下述几种方法予以间接控制。 1.扭矩控制法(T): 扭矩控制法是最开始同时也是最简单的控制方法,它是当拧紧扭矩达到某一 设定的控制值Tc时,立即停止拧紧的控制方法。它是基于当螺纹连接时,螺 栓轴向预紧力F与拧紧时所施加的拧紧扭矩T成正比的关系。它们之间的关系 可用: T = K F (2) 来表示。其中K为扭矩系数,其值大小主要由接触面之间、螺纹牙之间的摩擦 阻力Fμ来决定。在实际应用中,K值的大小常用下列公式计算: (3) K=0.161p+0.585μd2+0.25μ(De+Di) 其中: p为螺纹的螺距;μ为综合摩擦系数 ;d2为螺纹的中径; De为支承面的有效外径;Di为支承面的内径 螺栓和工件设计完成后,p、d2、De、Di均为确定值,而μ值随加工情况的不 同而不同。所以,在拧紧时主要影响K值波动的因素是综合摩擦系数μ。 有试验证明,一般情况下,K值大约在0.2-0.4之间,然而,有的甚至可能在 0.1-0.5之间。故摩擦阻力的变化对所获得的螺栓轴向预紧力影响较大,相 同的扭矩拧紧两个不同摩擦阻力的连接时,所获得的螺栓轴向预紧力相差很 大(摩擦系数μ对螺栓轴向预紧力的影响参见图4 )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
螺纹紧固件
Threaded fasteners - Torque
夹紧力是我们的目标,但是很难测量,而扭矩很容易测量
Clamp force is what we aim at but it is difficult to be measured. Torque is easy to measure and to apply
But why? • • • • • • 设计简单Simplicity of design 零部件标准化Standardized 装配简单,拆卸方便(可逆)Easy assembly and disassembly 效率高High productivity 成本低COST efficient 可控(螺栓张力可控)well controlled
施加的扭矩The applied torque is measured
夹紧力是我们的目标Clamp force
is our target
1 0
直接测量夹紧力的方法the way to measure clamp force
11
为了拧紧螺栓, 必须施加力以便拧紧螺母/螺丝
The applied torque is must
基本拧紧技术
Basic tightening technique
1
目的与概要Purpose
• 掌握以下几个要点,并能与客户就生产中的相关问题进行解释, 为客户提供正确的工具和方案作指导 • 内容Content
– 螺纹紧固件thread joint – 什么是连接件?joint – 扭矩,摩擦力和夹紧力的关系torque, friction and clamp force – 关于扭紧的几个基本概念tightening conception – 抗拉强度和屈服点tensile stress and yield
100%
14
夹紧力取决于扭矩和其他因素-摩擦力
Clamping force is dependent of torque and other factors – mainly friction
• Fm= T/ (0.16P + (μg * 0.58 * d2) + ((Dkm/2) * μk)) 螺距Pitch 螺纹副Thread 螺栓头Head • 定义Definitions
螺纹副摩擦力Friction in the threads
50 – 40 – 10 规则
541rule
螺栓头下摩擦力 Screw head friction 50%
产生夹紧力
Clamp Force
10% 90% 的扭矩用于克 服摩擦力
螺纹副中
Friction in the threads
40%
扭矩
= 螺栓头表面摩擦系数fricition value surface bolt-head
• Dkm = (dw + dh)/2
– μk
15
改变摩擦力 –塑料垫圈friction change-plastic washer
夹紧力Clamp Force
螺栓头摩擦力Screw head friction
12
施加100%扭矩,夹紧力的结果Applied Torque (100%) and resulting Clamp Force…
‘正常情况Normal conditions’
扭矩Torque 螺栓头摩擦力Screw head friction
夹紧力Clamp Force
10% 100 %
50%
40%
– – – – – Fm P μg d2 Dkm = 夹紧力clamping force = 螺距pitch of thread = 螺纹副摩擦系数friction value in thread = 螺栓直径diameter bolt =螺栓头表面尺寸 size of surface bolt (nut)-head
2
生产过程中的几种装配方法assembly
• • • • 焊接 粘接 铆接 用螺丝和螺栓拧紧
3
哪种装配方法最普遍?Which one is most common
• • • • 焊接 粘接 铆接 用螺丝和螺栓拧紧
?
4
使用螺丝和螺栓拧紧!Advantages with screws and bolts!
7
这种情况必须避免This must be avoided!
8
The thread creates the clamp force that holds the joint together
• Turning the nut or screw stretches the screw • The stretching of the screw clamps the parts together • The clamp force in the joint is the target of all tightening
!
5
基本拧紧技术Basic tightening technique
• • • •
• • •
什么是连接What is a joint? 部件Parts 不同的连接Different joint types 不同的负载Different loads
扭矩、摩擦力和加紧力Torque, friction and clamp force 连接类型Joint types 抗拉强度和屈服点Tensile stress and yield point
• •
螺栓标记Bolt marking 螺栓分级Screw classifications
6
什么是连接
What is a joint?
螺栓Screw
连接件Joining parts
螺母Nut
连接受到不同的外力The joint is exposed to different external forces
20 %
40 %
螺纹副摩擦力Friction in the threads
40 %
塑料垫圈plastic washer 40%
40%
16
改变摩擦力 – 加润滑friction change-lubrication
螺纹里的润滑lubricorque and clamp force