辊式磨粉机理及磨辊磨损特性研究
辊压粉磨系统操作体会及磨损部件的保护
辊压粉磨系统的操作体会及易磨损件的保护发布: 2020-11| 上传:摘要:确保正常运行的关键设备有稳流称重仓、除铁装置、辊压机及其斜插板。
阻碍辊压粉磨系统产量的有原料的水分、粒度、易磨性和辊压机的挤压成效。
易磨损件的保护是辊压粉磨系统操作保护的重点之一。
辊体在现场大修了3—4次后,必然要进行离线再生性修复。
关键词:辊压机耐磨操作保护引言辊压机及其挤压粉磨技术是继窑外分解技术以后的又一次技术变革。
自1 9 8 5年德国Heiderger公司LeiiYln水泥厂采纳第一台具有工业规模的①1.8 m×O.5 m(辊径×辊宽)辊压机粉磨水泥并取得增产、节电25%的工业实验成效后,即倍受国际工程界关注,其装备技术和应用成效都得以迅速进展…。
我国的辊压机装备和应用技术在近1 O连年间的进展超级快,专门是在近几年我国大力进展工艺,由于辊压机在粉磨系统中有能耗低、效率高、噪音小等优势,因此系统大体都采纳了辊压机带球磨机的联合粉磨技术。
近几年全国新建了许多,有些厂投产以后,整个粉磨系统运行不顺畅,节能降耗和产量达不到设计要求,系统显现的问题也得不到及时解决。
鉴于此,笔者将连年从事辊压机粉磨系统现场保护的体会进行总结以求一起进步。
1粉磨系统中的几个关键设备1.1稳流称重仓辊压机必需满料操作,运行进程中两辊之间必需保证充满物料,不能中断,因此在辊压机进料口上部设置稳流作用的称重仓是必要的,称重仓的容量设计也不能过小,不然缓冲余地过小,阻碍辊压机的正常运行,造成辊压后料饼质量的较大波动。
另外要操纵好称重仓的料位,若是料位太低,辊压机上方不能形成稳固的料柱,使称重仓失去靠物料重力强制喂料的功能,且容易形成物料偏流人辊现象,引发辊压机振动或调停。
1.2除铁装置辊压机辊面耐磨层容易磨损,尤其对金属异物反映灵敏,因此喂人辊压机的物料应尽可能地除铁完全。
系统中除在进料皮带上设置除铁器外,还有必要在选粉机的喂料皮带上设置金属探测仪。
立式辊磨机的粉磨机理及实验研究
立式辊磨机的粉磨机理及实验研究作者:王佳高明黄昊来源:《魅力中国》2017年第01期摘要:本文根据水泥厂使用立式辊磨机的粉磨过程,对立式辊磨机的粉磨机理及实验进行研究分析。
关键词:立式辊磨机;粉磨机;实验目前对立式辊磨机的研究工作主要从两方面进行:一是进行粉磨机理的研究,以便在主要结构上作改进,使粉磨能力和细度有所突破;二是对矿物进行粉磨试验研究,研究粉磨的最佳工艺参数,得出某种物料最适宜的机型。
我国曾在上世纪90年代引进设备,并加以消化吸收。
为了系统研究立式辊磨机的原理、各种因素对磨机性能的影响以及不同矿物对磨机的适应性(这种适应性很难用理论分析解释,只能用磨矿试验来分析)等问题,作者设计了试验性立式辊磨机,并作了一些研究。
该装置结构简单、调整方便,为立式辊磨机的性能研究以及少量細粉的制备提供了有效手段。
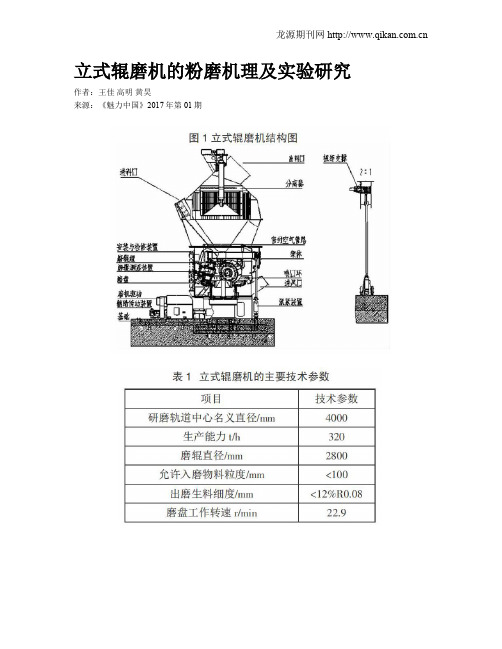
一、立式辊磨机的组成与工作机理(一)立式辊磨机结构组成立式辊磨机主要由主电机、主减速机、辅助传动装置、分离器、架体、磨辊组、磨盘、张紧装置、扭矩支撑、安装与检修装置、密封空气管路、测量与密封空气管路(密封风机)、喷口环、磨辊测温装置、张紧液压管路、基础等部分组成,见图1。
(二)立式辊磨机的工作机理立式辊磨机是按全风扫、部分外循环原理进行烘干兼粉磨作业,碾压粉碎、风扫烘干和选粉为一体。
物料从磨机喂料口喂入到磨盘轨道上,物料借助于磨盘和磨辊之间的相对运动被碾压粉碎,被粉碎到一定细度的物料,借助磨盘转动而产生的离心力向外滑动。
磨盘外沿处设有喷口环,在这里具有烘干能力的高速热气流,将这些物料吹向上方,当物料继续上升到设在磨机壳体上方的分离器区域时被分离器进行分离,被分离出的合格粒度物料继续被气流带出磨机而不合格的较粗粒度物料经返料斗再回到磨盘实现再次碾压粉碎。
入磨物料一般需要研磨及穿过上升气流又落下再研磨,这样循环多次,才能达到出磨物料细度。
二、立式辊磨机实验研究分析立式辊磨机的生产能力取决于磨机的粉磨和烘干能力,粉磨能力决定于物料的易磨性、辊压和磨机规格的大小。
高压辊磨机辊面磨损过程分析及新型辊面的应用

图 l 柱 钉 辊 面 结构
下 可降 低 9~1 6个 百 分 点 , 有 非 常 明 显 的 节 能 效 果 。我 国破 碎行业 认 识 到 了高 压 辊 磨 机 的 优 势 ,
希 望尽快 实 现 金 属 矿 用 高 压 辊 磨 机 的 国产 化 。 目
基 于料 层静压 粉 碎原理 发 展起来 的高压辊 磨设 备, 因其 高效 、 节 能 的 粉碎 效 果 , 得 到 了业 界 人 士 的
认可 , 在水 泥 、 化工 、 金属 、 球 团、 非 金 属矿 山碎 磨 等 方 面得 到 了推广 应 用 , 高 压辊 磨 机 的 突 出特 点 越 来 越 被人 们所 公认 ¨ 。高 压辊 磨 机 的破 碎 产 品 相 对
关键 词 高压辊磨 机 辊 面磨损 辊 面修 复 新 型辊 面
D O I : 1 0 . 3 9 6 9 / j . i s s n . 1 6 7 4 4 5 0 8 2 . 2 0 1 8 . 0 3 . 0 4 9
随着人 们对 高 压辊 磨 机 认 识 的 不 断加 深 , 其 应
越低。 ( 2 ) 辊磨 物料 的 水分 。辊 磨 物 料 的水 分 对 辊磨
高温 下失 效 , 然 后再 取 出残 余 柱 钉 , 之后 再 钻 孔 , 重
新栽 入新 柱 钉 , 或者采用 短柱钉 , 尽 量保 持 辊 面 外 圆 。这样 的修 复过程 存在 3个 问题 :
( 1 ) 由于是 问隙 配合 , 在 使 用过 程 中, 尤 其是 进 料温 度较 高 的时候 , 柱钉 容易脱 落 , 不及时 修补 会对
损 致最 后 8 m m左右 , 这 时 柱 钉 的镶 嵌 深 度 不 能保 证 柱钉 稳定 的镶嵌 在辊 面上 , 开 始出现 大面 积脱落 ,
磨粉机磨辊表面磨损特征提取与识别

磨粉机磨辊表面磨损特征提取与识别
王雪峰;武文斌;赵保伟;贾华坡
【期刊名称】《食品与机械》
【年(卷),期】2024(40)2
【摘要】目的:预测磨粉机喷砂辊使用寿命。
方法:通过搭建的图像采集系统对磨辊表面的磨损图像进行采集,基于灰度共生矩阵算法,获得磨辊磨损周期内的二阶矩、熵值、对比度和相关性等纹理参数,将获得的纹理特征参数输入构建的基于粒子群算法(PSO)的LS-SVM模型,最终对喷砂辊的磨损寿命进行预测。
结果:粒子群算法可以很好地优化LS-SVM的惩罚因子和核参数,PSO-LS-SVM算法要远远优于LS-SVM算法模型,采用PSO-LS-SVM算法可以准确地识别磨粉机喷砂辊表面的磨损状态。
结论:该系统可以准确地预测喷砂辊的使用寿命。
【总页数】5页(P104-108)
【作者】王雪峰;武文斌;赵保伟;贾华坡
【作者单位】河南工业大学机电工程学院;郑州科技学院机械工程学院
【正文语种】中文
【中图分类】TP3
【相关文献】
1.磨粉机磨辊磨损程度的检测技术研究
2.磨粉机磨辊磨损数学模型及影响因素分析研究
3.磨粉机磨辊磨损研究进展
4.激光淬火工艺对小麦磨粉机磨辊表面硬度及磨损性能的影响
5.磨粉机磨辊磨损对制粉影响研究综述
因版权原因,仅展示原文概要,查看原文内容请购买。
面粉厂中磨辊使用相关技术探讨

二、磨辊技术特性 磨辊表面经磨光后,再拉制磨齿(亦称拉丝)即成齿辊,辊表面经磨 光和无泽面处理后,即成光辊。 ㈠齿辊技术特性 齿辊具有处理流动量大、动力消耗低、破碎能力强等特点,磨下物 料温度低、水分损耗少、松散易筛理。 齿辊技术特性主要指辊面上磨齿的齿角、齿数、磨齿斜度以及两辊 的排列、速度、速比等。
面粉厂磨辊使用相关技术 探讨
黄** 2011.03.29Fra bibliotek中国.**** 中国.****
第一章
磨辊及其技术特性 一、磨辊的结构 二、磨辊技术特性 ㈠齿辊技术特性 ㈡光辊技术特性
一、磨辊的结构 磨辊是磨粉机的主要工作部件。在生产中,磨辊须承受较高的转速和 较大的辊间压力,同时磨辊表面还与物料产生强烈的摩擦。因此,要 求磨辊具有一定的强度、刚度、韧性、耐磨性和良好的导热性能,表 面不能有沙眼、气孔、硬度不一或裂纹等制造缺陷。为保持两辊运转 平稳、轧距均匀,磨辊应为精确的圆柱体,其圆跳度为0.03mm,圆 平稳、轧距均匀,磨辊应为精确的圆柱体,其圆跳度为0.03mm,圆 柱度为0.01mm,轴与辊体及两端轴之间的同轴度为Φ0.04mm、辊体 柱度为0.01mm,轴与辊体及两端轴之间的同轴度为Φ0.04mm、辊体 表面粗糙度为0.8µm。 表面粗糙度为0.8µm。 目前我国使用的磨辊是采用硬膜离心浇铸、冷凝合金辊体的半轴压合 空心磨辊。因不同厂家、不同系列的磨辊轴尺寸略有差异,所以,实 际使用时应注明设备的型号规格和生产厂家。 辊体外层为研磨层,材料为冷硬合金铸铁,硬度为肖氏68º~78º,厚 辊体外层为研磨层,材料为冷硬合金铸铁,硬度为肖氏68º~78º,厚 度为辊体直径的8 ~13%。内层为灰口铁HT18-36.磨辊轴为45#钢, 度为辊体直径的8 % ~13%。内层为灰口铁HT18-36.磨辊轴为45#钢, 先粗加工,经调质处理后,再压入辊体内。目前我国生产和使用的磨 辊规格系列。辊长(1250、1000、800等)辊径(250、220) 辊规格系列。辊长(1250、1000、800等)辊径(250、220) 返回
磨粉机磨辊表面磨损特征提取与识别

基金项目:河南省重点研发与推广项目(编号:222102110392);河南省高等学校重点科研项目(编号:22B 460028)作者简介:王雪峰,男,河南工业大学在读博士研究生.通信作者:武文斌(1959 ),男,河南工业大学教授,博士生导师.E Gm a i l :w u b e n b i n g100@163.c o m 收稿日期:2023G04G23㊀㊀改回日期:2023G08G23D O I :10.13652/j .s p j x .1003.5788.2023.80364[文章编号]1003G5788(2024)02G0104G05磨粉机磨辊表面磨损特征提取与识别E x t r a c t i o na n d i d e n t i f i c a t i o no fw e a r f e a t u r e s o n g r i n d i n gr o l l e r s u r f a c eo f g r i n d i n g mi l l 王雪峰1,2WA N G X u e f e n g 1,2㊀武文斌1WU W e n b i n 1㊀赵保伟2Z HA OB a o w e i 2㊀贾华坡1,2J I A H u a po 1,2(1.河南工业大学机电工程学院,河南郑州㊀450001;2.郑州科技学院机械工程学院,河南郑州㊀450064)(1.C o l l e g e o f M e c h a n i c a l a n dE l e c t r i c a lE n g i n e e r i n g ,H e n a nU n i v e r s i t y o f T e c h n o l o g y ,Z h e n g z h o u ,H e n a n 450001,C h i n a ;2.C o l l e g e o f M e c h a n i c a lE n g i n e e r i n g ,Z h e n gz h o u U n i v e r s i t y o f S c i e n c e a n dT e c h n o l o g y ,Z h e n gz h o u ,H e n a n 450064,C h i n a )摘要:目的:预测磨粉机喷砂辊使用寿命.方法:通过搭建的图像采集系统对磨辊表面的磨损图像进行采集,基于灰度共生矩阵算法,获得磨辊磨损周期内的二阶矩㊁熵值㊁对比度和相关性等纹理参数,将获得的纹理特征参数输入构建的基于粒子群算法(P S O )的L S GS VM 模型,最终对喷砂辊的磨损寿命进行预测.结果:粒子群算法可以很好地优化L S GS VM 的惩罚因子和核参数,P S O GL S GS VM 算法要远远优于L S GS VM 算法模型,采用P S O GL S GS VM 算法可以准确地识别磨粉机喷砂辊表面的磨损状态.结论:该系统可以准确地预测喷砂辊的使用寿命.关键词:磨粉机;喷砂辊;磨损;灰度共生矩阵;粒子群算法A b s t r a c t :O b je c t i v e :T oa c h i e v es u rf a c e w e a rl i f e p r e d i c t i o no f a b r a s i v eb l a s t r o l l e r so fg r i n d i n g m a chi n e s .M e t h o d s :T h ew e a r i m a g e so f t h e g r i n d i n g r o l l e rs u r f a c ew e r ea c q u i r e db y t h eb u i l t i m a g ea c q u i s i t i o ns y s t e m ,a n dt h et e x t u r e p a r a m e t e r ss u c ha s s e c o n d o r d e rm o m e n t s ,e n t r o p y va l u e ,c o n t r a s t a n d c o r r e l a t i o n i n t h ew e a r c y c l eo f t h e g r i n d i n g r o l l e rw e r eob t a i n e db a s e do nt h e g r e y sc a l e c o Gg e n e r a t i o n m a t r i x a l g o r i t h m ,a nd t he o b t a i n e d t e x t u r ef e a t u r e p a r a m e t e r sw e r e i n p u t i n t o t h e c o n s t r u c t e dP S O Gb a s e dL S GS VMa lg o r i th m m o d e l t o fi n a l l ypr e d i c t t h ew e a r l i f e o f t h eb l a s tr o l l e r .R e s u l t s :T h e p a r t i c l es w a r m a l g o r i t h m c o u l d o p t i m i z et h e p e n a l t y f a c t o ra n d k e r n e l p a r a m e t e r so fL S GS VM w e l l ,a n dt h eP S O GL S GS VM a l g o r i t h m w a sf a rs u pe r i o rt ot h e L S GS VM a l g o r i t h m m o d e l .T h e w e a rs t a t eo ft h e b l a s tr o l l e r s u rf a c eo f t h em i l l c o u l db ea c c u r a t e l y i d e n t i f i e du s i ng th eP S O GL S GS VM a l g o ri t h m.C o n c l u s i o n :T h e s y s t e m c a n a c c u r a t e l ypr e d i c t t h e s e r v i c e l i f e o f t h eb l a s t r o l l e r s .K e yw o r d s :m i l l ;s a n d b l a s t i n g r o l l e r ;w e a r ;g r a y l e v e l c o Go c c u r r e n c em a t r i x ;p a r t i c l e s w a r mo p t i m i z a t i o na l go r i t h m 磨粉机是小麦制粉的主要设备,磨辊作为磨粉机的主要工作构件,其表面的磨损将直接决定制粉质量的好坏.现有的面粉厂技术人员主要通过眼看㊁手摸等感官方式来判定磨粉机光辊的磨损程度,对于喷砂辊,没有统一的指标,这就造成了喷砂辊在使用过程中,不同的制粉企业具有不同的标准[1-2].而在制粉的过程中,喷砂辊会对小麦的研磨效果㊁磨粉机的电耗等都会产生重要的影响.因此,分析喷砂辊的表面形貌并找到一种客观的指标来对其表面进行科学准确的分类一直是该行业十分关注的问题.针对磨粉机喷砂辊的磨损问题,刘培康等[3]采用灰度矩阵方法对磨粉机喷砂辊的表面进行特征参数的提取,但只得到喷砂辊磨损形貌图像纹理特征参数对磨损时间的变化,并没有采取有效的方法对磨损状态进行识别和预测.窦建明[4]构建了基于A R MA 的在线预测模型,但该模型需要实时地采集力的信号,不适用于磨粉机喷砂辊这种高速旋转的场合.随着计算机技术和人工智能技术的不断发展,B P 神经网络[5]㊁卷积神经网络[6]㊁模糊聚类[7]等算法都为磨粉机喷砂辊表面的磨损状态监测研究提供了新的可能,但是这些算法往往需要大量的数据集进行学习.S VM 可以在小样本的情况下对磨粉机喷砂辊表面进行较好的状态识别,大大减少了数据采集的样本量[8-12].针对这种情况,研究提出一种将粒子群优化算法应用到L S GS VM 的磨辊磨损特征提取方法,以401F O O D &MA C H I N E R Y 第40卷第2期总第268期|2024年2月|期建立一种为磨粉机磨辊进行寿命预测的方法.1㊀磨辊表面磨损图像纹理特征提取三体磨损是十分复杂的动态磨损过程,目前,还没有统一的理论模型和研究方法.最典型的方法是灰度共生矩阵法(g r a y Gl e v e l c o Go c c u r r e n c em a t r i x ,G L C A ),该方法具有比较好的纹理特征提取能力,是最常用的纹理特征提取方法.H a r a l i c k 等[13]从G L C M 中提取了14个二阶统计量作为纹理特征,用于纹理特征和分类,其中常用的有二阶矩㊁熵㊁对比度和相关性.(1)二阶矩:二阶矩(A S M ),也称为能量,主要反映图像灰度分布的均匀度和纹理的粗细程度,该特征是对图像中的各个像素进行平方求和.特征值的能量越高,纹理越粗糙.否则,纹理越精细.其表达式如式(1)所示.A S M =ðn i =0ðnj =0[p (H i,H j )]2,(1)式中:H i第i 个像素点的灰度值;H j第j 个像素点的灰度值.(2)熵:熵(E N T )主要反映纹理特征的复杂性㊁非均匀性和随机性,磨辊图像纹理越复杂,熵值越大.其表达式如式(2)所示.E N T =ðni =0ðnj =0p (H i,H j )l o g 2p (H i ,H j ).(2)(3)对比度:对比度(C O N ),又叫惯性矩,该特征主要反映的是纹理的高低水平,即图像的清晰度.磨辊图像纹理的沟纹深浅表示对比度,深度越大,对比度越大,效果越清晰.其表达式如式(3)所示.C O N =ðL -1n =0n2ðL -1i =0H j ðL -1j =0p (H i,H j ,δ,θ){},(3)式中:L像素点的最大值;δ 像素点i 到j 的距离,μm ;θ像素点i 到j 的直线与竖直方向之间的角度,ʎ.(4)相关性:相关性(C O R )用来反映矩阵中各元素的相似度,如果矩阵中某些元素值相等,则表示相关性较大,若图像中存在水平纹理,则表示水平矩阵的相关性要大于其他矩阵.其表达式如(4)所示.C O R =ðL -1i =0ðL -1j =0H iH jp (H i,H j ,δ,θ)-u 1u 2σ1σ2,(4)式中:u 1=ðL -1i =0H iðL -1j =0p 2(H i,H j ,δ,θ);u 2=ðL -1i =0H j ðL -1j =0p 2(H i ,H j ,δ,θ);σ2i=ðL -1i =0(H i -u 1)2ðL -1j =0p (H i ,H j ,δ,θ);σ2j=ðL -1j =0(H j-u 2)2ðL -1i =0p (H i ,H j ,δ,θ).2㊀最小支持向量机2.1㊀L S GS VM 基本原理最小二乘支持向量机(L S GS VM )由S u yk e n s 提出,在对数据进行预测时,模型数据维度由低维到高维,由非线性到线性,模型复杂度降低,求解速度提高.给出S 组训练集:{(x 1,y 1),(x 2,y 2), ,(x i ,y i ), ,(x s ,y s )}ɪR n R ,(5)式中:x in 维输入向量;yi 输出值.映射函数为:φ(x )={φ(x 1),φ(x 2), ,φ(x s )}.(6)在高维空间构建决策函数为:f (x )=w T φ(x )+b ,(7)式中:w权重系数;b偏置常量.结构风险计算式为:R =12C ∗R e m p +12w T w ,(8)式中:C ∗惩罚因子;R e m p 损失函数,R e m p =ðξ2i;ξi 误差,%.对模型参数的求解等效为以下优化问题的求解:m i n R =12C ∗ðs i =1ξ2i +12w T w ,(9)S .T .y i =w Tφ(x i )+b +ξi .(10)首先引进拉格朗日函数,然后根据K K T 条件求解优化问题,如:L (w ,b ,ξ1,α)=12C ∗ðsi =1ξ2i +12w T w -ðsi =1[w T φ(x i )+b +ξi -y i ],(11)∂L∂p=0,p =[w ,b ,ξ,α].(12)由此可得最小二乘支持向量机回归模型:f (x )=ðsi =1α∗i k (x i ,x j )+b ,(13)k (x i ,x j )=e x p [-(x i -x j )2/(2σ2)]=e x p [-(x i -x j )2/g ],(14)式中:501|V o l .40,N o .2王雪峰等:磨粉机磨辊表面磨损特征提取与识别k(x i,x j) 核函数;g 核参数.2.2㊀P S O算法基本原理P S O算法是一种新的进化算法,也称为粒子群算法.该算法从一个随机解出发,然后不断迭代去寻找算法的最优解,通过适应度指标评价解的品质,该算法因其易于实现㊁精度高㊁收敛速度快等优点而备受关注,并在解决实际问题中显示出优势.其基本思想是利用群体中个体之间的信息传递和共享来寻找最优解.粒子根据式(15)和式(16)更新其速度和新位置:v k+1i=βv k i+c1r1(p b e s t-s k i)+c2r2(g b e s t-s k i),(15)s k+1i=s k i+s k+1i,(16)式中:v i 粒子i的速度,m/s;s i 粒子i的位置;k 迭代次数;β 惯性权重;d 该粒子群中的总个数;c1㊁c2 正的学习因子;r1㊁r2 0到1之间均匀分布的随机数;p b e s t 第i个粒子搜索到的最优位置,p b e s t=(p i1, p i2 ,p i d);g b e s t 整个群体中搜索到的最优位置,g b e s t=(g i1,g i2, ,g i d).粒子群优化算法具有并行性好㊁全局搜索和鲁棒性强等优点,可以有效地对惩罚因子C∗和核参数g进行优化.3㊀试验与结果3.1㊀试验对象以豫麦34号小麦为试验对象,入磨小麦含水率经过调质处理后约为16%,测量部位为小麦加工2M磨辊位置,磨粉机采用郑州格德格瑞公司制造的D M F T25/1000型气动磨粉机,磨粉机产量为1.46t/h,电动机功率为15k W,快辊转速为480r/m i n,快慢辊转速比为1.25ʒ1,磨辊表面粗糙度为20~25μm.3.2㊀试验方法磨辊表面采集装置由工业相机㊁镜头㊁光源㊁P C以及软件系统平台组成.其中工业相机型号为E M00M/C 型,镜头为T L10X065s/c型望远镜头,光源为R L5428G29型环形光源,软件为MA T L A B处理软件.表面检测系统的基本架构如图1所示.图1㊀磨辊表面图像采集装置F i g u r e1㊀I m a g e a c q u i s i t i o nd e v i c e f o r g r i n d i n gr o l l s u r f a c e㊀㊀试验所采用的磨粉机及喷砂辊采集位置如图2所示,磨粉机在满负荷工作状态下连续24h工作.喷砂辊研究试验从使用前到重新喷砂止共计60d,每隔10d在易磨损位置A点[14]采集样本量10次,利用MA T L A B软件提取所采集图片的G L C M样本特征参数.图2㊀磨辊装置及喷砂辊采集示意图F i g u r e2㊀S c h e m a t i c d i a g r a mo f g r i n d i n g r o l l e r d e v i c e a n ds a n d b l a s t i n g r o l l e r c o l l e c t i o n㊀㊀对磨辊表面磨损周期内每隔10d提取的图像如图3所示,图像大小为1280像素ˑ960像素.从图3可以看出,整个磨损周期表面变化具有连续性,且表面质量在不断下降.㊀㊀获得磨辊在不同时间的磨损图像后,对其图像进行预处理,主要包括二值噪去除等处理,然后采用研究提出图3㊀喷砂辊磨损周期表面形貌图像F i g u r e3㊀S u r f a c e t o p o g r a p h y i m a g e o f a b r a s i v eb l a s t i n g r o l l e rw e a r c y c l e601食品装备与智能制造F O O DE Q U I P M E N T&I N T E L L I G E N T MA N U F A C T U R I N G总第268期|2024年2月|的G L C M特征提取法提取磨辊表面的纹理特征,将得到的纹理特征参数分别输入到L SGS V M和P S OGL SGS V M算法中,对磨辊的磨损寿命进行预测,其工作流程如图4所示.图4㊀工作流程图3.3㊀磨辊磨损状态识别将采用G L C M法提取的喷砂辊在不同时间段的特征参数作为输入,其中7组作为训练样本,3组作为识别样本,每个磨损阶段均为10组,采用S VM和L SGS VM进行分类.其中,图5为单特征准确度识别图,单特征准确度中,二阶矩识别准确率为79.5%,对比度识别准确率为86.5%,熵的识别准确率为75.6%,相关性识别准确率为72.5%.二阶矩和熵的识别准确率要高于对比度和相关性的.通过2.2中的方法进行参数寻优.经过200次的迭代寻优,得到最优的参数c为5.6569,g为0.3526,在利用粒子群算法优化的基础上对磨辊表面磨损的状态进行识别,结果如图6所示.由图6可以看出,利用粒子群图单特征准确度对比图F i g u r e5㊀C o m p a r i s o no f s i n g l e f e a t u r e a c c u r a c y图6㊀基于P S OGL SGS VM的预测结果F i g u r e6㊀P r e d i c t i o n r e s u l t sb a s e do nP S OGL SGS VM算法优化后的模型识别准确率达到了100%.㊀㊀通过P S OGL SGS VM与L SGS VM两种分类器的识别率比较,结果如表1所示.采用P S OGL SGS VM算法模型表1㊀P S OGL SGS VM和L SGS VM的识别比较T a b l e1㊀C o m p a r i s o no fP S OGL SGS VMa n dL SGS VMi d e n t i f i c a t i o n识别方法识别率/%二阶矩熵对比度相关性总识别率/%P S OGL SGS VM96.4396.4378.5778.57100L SGS VM79.5086.5075.6072.5086701|V o l.40,N o.2王雪峰等:磨粉机磨辊表面磨损特征提取与识别的识别率可以达到100%,远远高于L SGS VM模型的(86%),表明利用粒子群算法对L SGS VM进行参数寻优,优化后的算法可以大大提高磨粉机磨辊表面的磨损识别准确度.4㊀结论(1)利用图像处理技术提取了喷砂辊在0~60d的磨损图像,随着磨损时间变长,磨辊表面纹理特征会不断变化,可以通过提取磨辊表面的纹理特征参数来准确地描述喷砂辊表面的磨损状态变化.(2)研究提出了一种基于粒子群算法优化L SGS VM 的磨辊磨损状态识别方法,很好地克服了L SGS VM模型参数的盲目性和随机性,解决了在小样本量的状态下磨辊表面磨损的准确识别问题.(3)与L SGS VM法相比,研究提出的P S OGL SGS VM 算法具有更加明显的优势,对磨辊表面磨损状态识别程度的准确率有了较大程度的提高.通过P S OGL SGS VM 算法对磨辊的磨损图片进行识别可获得磨辊的使用时间,进而可以预测磨辊的剩余使用寿命.参考文献[1]黄奇鹏,武文斌,高杨杨,等.磨粉机磨辊磨损对制粉影响研究综述[J].粮食加工,2020,45(5):4G7.HUANG Q P,WU W B,GAO Y Y,et al.Review of the impact roller wear on the milling process[J].Grain Processing,2020,45(5): 4G7.[2]刘培康,武文斌,侯宁沛,等.磨粉机喷砂辊表面形貌描述指标研究[J].粮食加工,2022,47(2):9G12.LIU P K,WU W B,HOU N P,et al.Research on the descriptive indexes of the surface topography of the sand blasting roll of the pulverizer[J].Grain Processing,2022,47(2):9G12.[3]刘培康,武文斌,王雪峰,等.基于GLCM的磨粉机喷砂辊表面图像纹理特征分析[J].粮食加工,2022,47(5):11G15.LIU P K,WU W B,WANG X F,et al.Analysis of texture features of surface image of sandblasting roller of mill based on GLCM[J]. Grain Processing,2022,47(5):11G15.[4]窦建明.立铣刀磨损状态与磨损量在线监测及预测方法研究[D].西安:长安大学,2020:26G28.DOU J M.Research on online monitoring and prediction method for wear condition and wear value of end mill cutter[D].Xi an: Chang an University,2020:26G28.[5]韩俊华,吴其胜.人工神经网络在摩擦材料制备中的应用[J].材料科学与工程学报,2011,29(5):786G789.HAN J H,WU Q age of artificial neural network in the preparation of friction materials[J].Journal of Materials Science& Engineering,2011,29(5):786G789.[6]聂鹏,马尧,郭勇翼,等.基于PSO优化LSGSVM的铣削刀具磨损状态监测方法研究[J].振动与冲击,2022,41(22):137G143.NIE P,MA Y,GUO Y Y,et al.Monitoring method of milling toolwear status based on IPSO optimized LSGSVM[J].Journal of Vibration and Shock,2022,41(22):137G143.[7]单志强.基于模糊CG均值聚类算法的柴油机磨损模式识别[J].机械设计与制造,2008(12):198G200.SHAN Z Q.Pattern recognition method for wear mode of diesel engine basedon the fuzzy cGmean clustering[J].Machinery Design& Manufacture,2008(12):198G200.[8]赵保伟.基于电流与振动的异步电机断条故障诊断研究[D].郑州:郑州轻工业学院,2018:67G69.ZHAO B W.Study on broken bar fault diagnosis of asynchronous motor based on current and vibration[D].Zhengzhou:Zhengzhou Institute of Light Industry,2018:67G69.[9]关山,庞弘阳,宋伟杰,等.基于MFGDFA特征和LSGSVM算法的刀具磨损状态识别[J].农业工程学报,2018,34(14):61G68.GUAN S,PANG H Y,SONG W J,et al.Cutting tool wear recognition based on MFGDFA feature and LSGSVM algorithm[J].Transactions of the Chinese Society of Agricultural Engineering, 2018,34(14):61G68.[10]刘成颖,吴昊,王立平,等.基于PSO优化LSGSVM的刀具磨损状态识别[J].清华大学学报(自然科学版),2017,57(9): 975G979.LIU C Y,WU H,WANG L P,et al.Tool wear state recognition based on LSGSVM with the PSO algorithm[J].Journal of Tsinghua University(Science and Technology),2017,57(9):975G979. [11]关山,聂鹏.在线金属切削刀具磨损状态监测研究的回顾与展望Ⅲ:模式识别方法[J].机床与液压,2012,40(3):148G153. GUAN S,NIE P.The review and perspective of the research of onGline and indirect metal cutting tool condition monitoringⅢ: Pattern recognition methods[J].Machine Tool&Hydraulics,2012, 40(3):148G153.[12]杨先勇,周晓军,张文斌,等.基于局域波法和KPCAGLSSVM的滚动轴承故障诊断[J].浙江大学学报(工学版),2010,44(8): 1519G1524.YANG X Y,ZHOU X J,ZHANG W B,et al.Rolling bearing fault diagnosis based on local wave method and KPCAGLSSVM[J].Journal of Zhejiang University(Engineering Science),2010,44 (8):1519G1524.[13]HARALICK R M,SHANMUGAM K,DINSTEIN I.Texturalfeatures for image classification[J].Studies in Media and Communication,1973,SMCG3(6):610G621.[14]刘培康.磨粉机喷砂辊磨损形貌图像研究及测量仪开发[D].郑州:河南工业大学,2022:14G15.LIU P K.Wear Surface morphology image of sandblasting roller and development of optical test[D].Zhengzhou:Henan University of Technology,2022:14G15.本栏目主持中国食品科学技术学会食品装备与智能制造分会801食品装备与智能制造F O O DE Q U I P M E N T&I N T E L L I G E N T MA N U F A C T U R I N G总第268期|2024年2月|。
中速磨煤机辊套磨损原因分析及处理方案研究
中速磨煤机辊套磨损原因分析及处理方案研究Cause analysis and solution research of serious abrasion of grinding roller’s wear of medium speed coal millRenyuanbo Zhangjianliang摘要:中速磨煤机辊套磨损严重,远远达不到设计寿命要求,对磨辊套磨损原因进行深入分析,找出原因,并给出解决方案。
关键字:中速磨煤机;磨辊套;磨损严重;原因分析;解决方案abstract: The abrasion of the grinding roller’s wear of the medium speed coal mill is serious, which is far from the design life require.the reasons for the abrasion of the roller wear are analyzed deeply, the reasons are found out and the solutions are given.Key Word:medium speed coal mill, grinding roller’s wear, serious abrasion, cause analysis, solution一、引言随着性价优势和煤种适应性的提高,中速磨煤机在燃煤电站设备配置中得到了广泛的应用。
中速磨煤机工作原理是:电机带动磨碗旋转,原煤从磨煤机中央落煤管落到磨碗上,旋转磨碗借助于离心力将原煤运动至磨辊滚道上,通过磨碗和磨辊进行碾磨成煤粉。
三个磨辊沿圆周方向均布于磨碗滚道上,碾磨力则由弹簧或液压加载系统产生;原煤的碾磨和干燥同时进行,一次风通过喷嘴环均匀进入磨碗周围,将经过碾磨从磨碗上切向甩出的煤粉混合物烘干并输送至磨煤机上部的分离器,在分离器中进行分离,粗粉被分离出来返回磨碗重磨,合格细粉被一次风带出分离器,难以粉碎且一次风吹不起的较重石子煤等通过喷嘴环到一次风室,由刮板刮出排渣箱到石子煤仓中。
磨辊磨损特性及降低磨损的方法
doi:10.16576/ki.1007-4414.2017.02.030磨辊磨损特性及降低磨损的方法∗张玉华,吴伯彪(郑州科技学院,河南郑州㊀450064)摘㊀要:磨辊在加工面粉过程中,表面会产生磨损㊂从磨辊磨损的形式㊁磨辊磨损机理等方面进行分析研究,提出了采用高硬磨辊㊁选择合适的小麦含水率㊁选择合适的辊间压力等来提高磨辊磨损性能的方法,以实现提高磨粉机磨辊磨损性能的目的㊂关键词:磨辊;磨损机理;高硬磨辊;小麦含水率;辊间压力中图分类号:TH117㊀㊀㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀㊀㊀文章编号:1007-4414(2017)02-0101-02Wear Characteristics of the Roller and Methods to Reduce WearZHANG Yu-hua,WU Bo-biao(Zhengzhou University of Science&Technology,Zhengzhou Henan㊀450064,China) Abstract:In the process of flour processing,the surface of the roller is worn.In this paper,the form of roller wear and roller wear mechanism are researched;methods to improve the wear property of roller are proposed,such as using the high-hard roller,selecting the appropriate moisture content of wheat,and selecting the appropriate pressure between rolls.Key words:roller;wearing mechanism;high-hard roller;moisture content of wheat;pressure between rolls0㊀引㊀言辊式磨粉机是面粉加工过程中的主要设备,而磨辊作为磨粉机最重要的零部件,其性能的好坏直接影响磨粉机的研磨效果㊂磨辊研磨物料过程中,物料颗粒等磨料及一些冲击载荷会对其表面产生磨损,从而影响磨辊表面的技术特性和使用寿命[1]㊂研究磨辊的磨损机理,并找到提高磨辊磨损性能的方法,对提高磨辊耐磨性,获得良好的研磨效果具有重要的作用㊂1㊀磨辊磨损的形式和机理分析1.1㊀磨损形式辊式磨粉机研磨过程中,磨辊的磨损主要是指小麦等物料颗粒与磨辊表面直接接触时,发生相对运动,导致磨辊表面的物质损耗㊂磨辊表面的磨损是物理过程㊁力学过程和化学过程的复杂综合[2]㊂根据磨辊表面破坏机理特征,磨损的主要形式有: (1)磨料磨损物料颗粒或者表面硬凸物在和另一表面接触时,由于摩擦引起材料表面擦伤或者表面材料脱落的现象,称为磨料磨损,又称磨粒磨损㊂磨料磨损的实质是在外力作用下表面局部变形与断裂的过程㊂这种硬质颗粒或硬凸物可以是非金属的,也可以是金属的㊂并且在实际工况中,磨粒或凸出物的尺寸变化范围很大,大到几吨的岩石㊁矿物,小到几微米的磨粒㊂磨粒磨损是磨辊工作中最普遍的磨损形式㊂因磨粒磨损所造成的损失占整个磨损损失的一半左右,故降低磨粒磨损有着重要的意义㊂小麦等物料颗粒对磨辊的磨损形式主要是磨料磨损㊂材料的磨损主要有切削磨损和疲劳磨损两种形式组成,前者主要由材料的硬度决定,而后者与材料的硬度和塑性两个因素有关㊂磨损过程中,因磨料棱角和坚硬的 不可压缩团 作用,形成了以显微切削为主的 硬磨料 磨损,软磨料磨损则是以多次塑性变形和低周期应力疲劳为主㊂(2)表面疲劳磨损表面疲劳磨损是指摩擦表面在周期性载荷的作用下,连续通过研磨区且与磨辊表面直接接触的小麦等物料颗粒产生交变接触应力,使材料表面出现麻点或脱落的现象㊂表面疲劳磨损可分为非扩展性的表面疲劳磨损和扩展性的表面疲劳磨损两大类㊂(3)粘着磨损粘着磨损是指,当两物体表面相对滑动时,因粘着效应形成粘着接点,这些粘着接点发生剪切断裂,被剪切的材料有些脱落成磨屑,有些从一个摩擦表面迁移到另一个摩擦表面,所形成的磨损㊂在磨辊工作过程中,磨辊磨损中几乎不存在粘着磨损形式㊂1.2㊀磨损机理分析磨料磨损是磨辊工作中最普遍的磨损形式,研究㊃101㊃㊃机械研究与应用㊃2017年第2期(第30卷,总第148期)㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀应用与试验∗收稿日期:2017-03-10基金项目:校级支持项目:旋转式冷却磨辊在线性能测试㊁数据分析处理及测控技术(编号:2016-HXWT-002)㊂作者简介:张玉华(1986-),女,河南新乡人,助教,硕士,研究方向:粮食机械结构设计㊁自动控制㊂磨辊的磨损机理,主要是分析磨料磨损机理㊂磨料磨损机理是指被磨表面材料和磨料发生摩擦接触后材料的磨损过程,即材料的磨屑从表面产生和脱落下来的原理㊂磨料磨损机理有以下几种:微观切削磨损机理㊁多次塑变导致断裂的磨损机理㊁疲劳磨损机理㊁微观断裂(剥落)磨损机理等㊂磨辊磨损过程中,主要是疲劳磨损㊂疲劳磨损主要是因表层微观组织受周期载荷作用而产生的,且应力幅不超过材料的弹性极限㊂疲劳磨损在磨料磨损中起主导作用㊂疲劳磨损过程一般有一段潜伏期,这期间材料外部发生硬化但不出现任何微观破坏㊂当进一步发展时,在材料表层会出现硬化的滑移塑变层和裂纹㊂疲劳磨损主要发生在最大剪应力处㊂疲劳破坏较为局部,一般为较深较圆的坑㊂多次变形后会在表层留下加工硬化的瓣状无压片,其周围分布有不深的裂纹㊂2㊀提高磨辊磨损性能的方法2.1㊀采用高硬磨辊目前,辊式磨粉机主要采用的是激冷铸铁磨辊,其耐磨性和切削性较之前的普通铸铁磨辊好很多,且价格便宜㊂但在面粉加工过程中,辊齿不断磨损,很难长时间保持较好的研磨效果和成品质量㊂磨辊的耐磨性随着材料硬度的增加而提高,材料磨损后表面硬度决定材料的耐磨性[3]㊂可以采用高硬磨辊,对磨辊表面进行处理,以提高其表面的强度㊁硬度㊁耐磨性,改善研磨效果[4]㊂加工高硬磨辊主要是采用等离子高温电弧对辊体表面进行处理,将磨光拉丝后的激冷铸铁辊通过专用机床,利用等离子高温电弧对辊体表面快速扫描加热并自激冷却完成淬硬㊂升温和冷却的时间都很短暂,仅若干毫秒,但磨辊表面可形成很大温差,使磨辊表面薄层内温度迅速升高至熔点或者相变温度以上,而磨辊内部仍保持室温[5]㊂当弧柱移走后,依靠工件自身的热传导,加热区迅速冷却成为较细化的高硬度组织,提高了表面的硬度和耐磨性,改善了磨辊的机械性能㊂(1)硬度方面激冷铸铁辊和高硬辊相比,在硬层的厚度及硬度上存在差别㊂激冷铸铁磨辊硬层的厚度一般为15~ 20mm,磨辊硬度52HRC㊂高硬辊硬层的厚度仅为若干微米,磨辊齿顶的最高硬度约为62.4HRC,齿顶到齿根硬度逐渐降低,这样以来,辊齿既具有很高的硬度和较好的耐磨性,又具有足够的韧性和强度可以避免受力崩裂㊂另外,磨辊表面磨损需要再加工时硬层已基本被磨损消失,不会影响再次切削加工㊂(2)经济效益方面采用高硬磨辊,可延长磨辊使用寿命,降低磨粉机能耗,节约生产成本,经济效益可观㊂加工高硬辊的成本大约是普通磨辊的2倍㊂但使用寿命延长2倍以上,并且磨辊因磨损产生的折旧费用成倍降低㊂面粉厂采用高硬辊后,实际产能增加约10%左右,磨粉机的功率基本不变㊂前路心磨采用高硬细牙齿辊后,在不影响取粉灰分的条件下大幅度降低了电耗㊂2.2㊀选择合适的小麦含水率辊式磨粉机在研磨小麦等物料颗粒时,对进入研磨区的物料颗粒施加载荷,将其磨细成粉㊂在研磨过程中,物料颗粒等软磨料对金属磨辊产生磨损,软磨料之所以能够磨损硬金属材料,是因为在磨损过程中,磨料发生了硬化,硬化后磨料的硬度超过材料的硬度,成了硬磨料磨损,而小麦的含水率是磨辊磨损的一个重要影响因素[6-7]㊂磨辊的磨损主要为珠光体基体和碳化物的磨损,基体的磨损以塑变疲劳剥落和多冲疲劳磨损为主,碳化物的磨损以脆性剥落为主㊂磨辊的平均磨损量随小麦含水率的增大而降低(如图1),是由含水率增大导致小麦磨料硬度降低所致㊂故面粉加工过程中,选择合适的小麦含水率有利于提高磨辊的磨损性能㊂图1㊀小麦含水率与磨辊平均磨损的关系图2.3㊀选择合适的辊间压力辊式磨粉机工作过程中,随着载荷的增大,物料与物料之间㊁物料与金属材料表面之间的摩擦力增大,导致磨损加剧,磨损量增大㊂载荷压力对金属材料磨损性能有显著的影响,载荷是造成磨辊磨损的一个重要因素㊂选择合适的辊间压力有利于提高磨辊磨损性能㊂随着载荷的增加,小麦粉料与磨损表面的摩擦力增大,磨损加剧,磨损程度与辊间压力成正比㊂3㊀结㊀语辊式磨粉机磨辊的磨损形式主要是磨粒磨损,通过研究磨辊的磨粉机理,提出采用高硬磨辊㊁选择合适的小麦含水率㊁选择合适的辊间压力等方法来提高磨粉机磨辊的磨损性能㊂(下转第107页)㊃201㊃应用与试验㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2017年第2期(第30卷,总第148期)㊃机械研究与应用㊃旋转基座接触处的应力㊂经过一系列改进措施,该情况有了很大改善,说明改进措施取得了明显的效果㊂图9㊀主臂优化后应变分㊀图10㊀主臂优化后应力分析图解析图解图11㊀主臂优化后位移分析图解㊀㊀通过位移分析后,看出主臂的位移很大,它和副臂连接处的位移是6.659e +000mm,虽然有一点大,但是没有很大的影响,根据实际情况,参照尺寸基本符合要求㊂和优化前比较,主臂后端的应变为2.341e -009~1.024e -003,变化明显㊂3.4㊀副臂结构优化以上面的研究结果为依据,要对副臂进行优化,可以通过以下的办法解决:(1)副臂后部分较厚,要求对它进行减薄处理,依据是应力㊁应变的分布,也就是它们的分析结果㊂(2)有的地方需要很高的承载要求,解决办法是加固处理㊂经过一系列的改良措施后的效果如图12所示㊂经过改良设计,副臂的基本特征参数为:质量943.33kg,体积0.119m 3,质量减少了33.596kg,体积减少了0.005m 3㊂基本特征参数变化了,说明优化取得了很好的效果,质量变轻了,那么材料就可以少用很多㊂经过优化设计后,应变㊁位移㊁应力的分析结果分别如图13~15所示㊂图12㊀副臂优化后的效果图㊀㊀㊀图13㊀副臂优化后位移分析图解图14㊀副臂优化后应变㊀㊀㊀图15㊀㊀副臂优化后应力分析图解分析图解㊀㊀通过分析后,可以看出副臂受到的应力㊁应变以及位移较优化前都有很好的改善,基本达到了设计的理论要求㊂4㊀结㊀语根据选定的参数对机械臂结构进行了设计,应用SolidWorks 软件对主要零部件进行三维实体造型,虚拟装配以及受力分析,利用SolidWorks 软件中的Sim-ulation 模块对主要零部件进行有限元分析,得到各零部件最大变形量值,最大应力值以及最大变形和最大应力产生的部位,在分析其中原因的基础上,给出优化设计的方案,为生产样机提供了理论依据㊂参考文献:[1]㊀张秀丽,谷小旭,赵洪福,等.一种基于串联弹性驱动器的柔顺机械臂设计[J].机器人,2016,(04):385-394.[2]㊀王勇杰.多自由度机械臂结构参数优化[D].北京:北京理工大学,2016.[3]㊀刘宇佳.串联机械臂柔性多体动力学性能研究[D].北京:北京理工大学,2016.ʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏʏ(上接第102页)参考文献:[1]㊀朱永杰,刘素山.影响磨辊质量优劣因素的研究[J].粮食与食品工业,2015(4):121-125.[2]㊀张克平.辊式磨粉机理及磨辊磨损特性研究[D].兰州:兰州理工大学,2012.[3]㊀杨正中,李育磊.磨辊的材料特性及耐磨性[J].粮食与饲料业,2007(11):13-15.[4]㊀窦履豫.普通磨辊与高硬辊[J].粮食与饲料工业,2008(12):11-12.[5]㊀武文斌,任保臣.等离子体自激冷淬火提高磨辊磨齿表面硬度及耐磨性[C].重庆:2005年中国机械工程学会年会论文集[A].2005.[6]㊀张克平,吴劲锋等.含水率对小麦磨料磨损性能影响的试验[J].中国农机化学报,2013(5):52-54.[7]㊀窦履豫.磨辊的硬度和耐磨性[J].粮食加工,2006(5):33-35.㊃701㊃㊃机械研究与应用㊃2017年第2期(第30卷,总第148期)㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀设计与制造。
立磨磨辊磨损原因分析及修复方案
立磨磨辊磨损原因分析及修复方案立磨是一种理想的大型粉磨设备,广泛应用于水泥、电力、冶金、化工、非金属矿等行业。
它集破碎、干燥、粉磨、分级输送于一体,生产效率高,可将块状、颗粒状及粉状原料磨成所要求的粉状物料。
生料磨利用磨辊和旋转的磨盘间的压力及剪切力,压碎并碾磨生料。
生料通过进料溜槽被直接输送到磨盘上。
磨盘的旋转可加快原料向碾磨轨道的流动,藉此将原料传送到磨辊的下方。
较粗和较大堆的原料通过喷嘴环落到下部磨底板上,并最终再循环到进料口返回磨内。
当空气流携带着较细的原料到达选粉机时,原料中所含水分几乎全部都被蒸发了。
达到细度要求的原料通过选粉机离开磨机,较粗的原料颗粒则被送回磨机进行进一步的研磨。
立磨磨辊磨损原因分析1.磨辊碾压物料,在磨盘的带动下高挤压力做工,接触面和被粉磨物料之间又存在差速滑移,磨辊表面表现为研磨和微观切削。
2.为保证立磨正常运行,磨机内必须保证一定的通风量,即各部位须保持一定的风速,如磨内风环须保证有40~60m/s的风速。
由此,立磨内部的不同部位因长期受到高浓度含尘气体的冲刷而产生喷射磨损。
立磨磨辊磨损形式分析1衬板直接与物料接触,分块式衬板拼凑式结构,加之可调转的磨辊衬板利用虽能确保耐磨材料高利用率。
但是衬板磨损并且定期更换是磨损形式之一。
2磨辊表面受物料冲刷形成的磨损现象则为一种隐性形式,只有企业更换辊皮发现,甚至由于间隙因素导致衬板裂纹产生时才引起重视。
立磨磨辊磨损对应修复手段1立磨衬板材质既要有足够的强度和硬度,又要充分考虑耐磨性。
现行市场上磨辊衬板使用多以耐磨铸铁材质和陶瓷衬板为主。
1.1耐磨铸铁衬板含Cr、镍、铬、Nb等一种或多种合金进行铸造并热处理,不同公司采用的材质及处理工艺也不相同,此类衬板在出现磨损后可以进行补焊,虽然耐磨铸铁衬板价格便宜,但是使用周期短,即使借助补焊技术增加使用周期,却使得检修周期过于频繁。
1.2高耐磨铁基陶瓷块,英文sintercast,简称SC,是由WEGA公司推出的一种新技术。
辊式破碎机在石灰石破碎中的磨损机制分析
辊式破碎机在石灰石破碎中的磨损机制分析引言:石灰石广泛用于建筑、冶金、化工、水泥等行业,其破碎过程对生产效率和产品质量起着重要作用。
辊式破碎机作为一种常用的破碎设备,被广泛应用于石灰石破碎过程中。
然而,辊式破碎机在长时间运行过程中会出现磨损现象,降低了设备寿命和生产效率。
因此,本文将重点分析辊式破碎机在石灰石破碎中的磨损机制,并探讨相应的解决方案。
1. 辊式破碎机的工作原理和结构特点辊式破碎机由电动机、减速器、传动轴、固定辊和活动辊等组成,利用辊轴之间的相对旋转将原料破碎为所需粒度。
其主要工作原理是将石灰石原料通过进料口送入破碎腔,两个辊轴相互作用下将原料破碎成所需大小,然后通过出料口排出。
2. 辊式破碎机的磨损机制2.1. 材料磨损石灰石具有较高的硬度和磨蚀性,辊式破碎机在石灰石破碎过程中,辊轴和辊皮等部件与石灰石原料不断摩擦,长时间摩擦会导致辊轴和辊皮磨损。
特别是石灰石中的杂质,如铁锈、石英等,对辊轴和辊皮的磨损更加明显。
2.2. 结构磨损辊式破碎机的辊轴通常采用合金材料或硬质合金制成,经过长时间的运行,会因为辊轴与辊轴之间的相互摩擦而产生磨损。
同时,辊式破碎机的固定辊和活动辊也会因为辊轮间的摩擦而逐渐磨损。
磨损过程会导致辊轴和辊皮减少,使得辊与辊轮的间距增大,从而使破碎效果下降。
3. 磨损机制分析3.1. 磨损程度辊式破碎机的磨损程度受原料硬度、破碎时间、进料方式和设备结构等多个因素的影响。
原料硬度越大,磨损程度越高;破碎时间越长,磨损程度越大;进料方式不当会增加辊轴和辊皮的磨损。
3.2. 磨损速度辊式破碎机的磨损速度受材料硬度和铁锈等杂质的影响。
硬度较高的石灰石,会加速辊轴和辊皮的磨损速度;铁锈等杂质的存在会增加磨损速度。
3.3. 磨损形式辊式破碎机的磨损形式主要有磨削磨损和疲劳磨损两种。
磨削磨损是由于材料之间的摩擦引起,并随着时间的增加逐渐加剧;疲劳磨损是由于反复应力和变形引起,导致材料断裂和脱落。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辊式磨粉机理及磨辊磨损特性研究
辊式磨粉机理及磨辊磨损特性研究
引言:
辊式磨粉机是一种常用的粉碎设备,广泛应用于水泥生产、矿山开采、冶金行业等。
了解磨粉机的工作原理以及磨辊的磨损特性对于提高其工作效率和寿命具有重要意义。
本文旨在探究辊式磨粉机的工作机理以及磨辊的磨损特性,为设备的优化设计及维护提供参考。
一、辊式磨粉机的工作原理
辊式磨粉机通过两个或多个辊子之间的相对旋转将物料进行压碾、剪切和分散,实现物料的细碎和粉碎过程。
工作时,物料由给料装置均匀地进入磨粉机的物料入口,并在辊子的作用下经过多次压碾和剪切作用,最终达到所需的研磨效果。
辊子是磨粉机的核心部件,其磨损特性直接影响到设备的工作效率和寿命。
因此,研究磨辊的磨损特性对于优化设备设计和提高使用寿命至关重要。
二、磨辊的磨损特性
1. 磨辊材料选择
磨辊一般采用高强度合金材料制造,如高铬铸铁和合金钢。
这些材料具有较高的抗压强度和耐磨性,能够承受较大的压力和摩擦。
2. 磨辊的磨损形式
磨辊的磨损主要表现为磨损、熔融和疲劳磨损。
磨损磨损是指磨辊表面物质的剥落和磨损,通常由于物料的摩擦和冲击引起。
熔融磨损是指物料的高温融化和产生液态摩擦介质,造成磨辊表面熔融和损伤。
疲劳磨损是指由于物料的反复应力作用而导
致的磨辊表面裂纹和剥落。
3. 磨辊的磨损机制
磨辊的磨损机制主要取决于物料的性质、磨碾工艺参数以及磨辊本身材料的特性。
当物料的硬度较高时,磨损主要表现为表面磨损;当物料的粘度较高时,磨损主要表现为磨辊表面的疲劳裂纹和剥落。
三、磨辊磨损的原因分析
1. 物料特性的影响
物料的硬度、粘度和湿度等特性对磨辊的磨损影响较大。
物料硬度高的话,会导致辊子表面容易磨损,而物料的粘度高会导致疲劳磨损的产生。
2. 磨碾工艺参数的影响
磨碾工艺参数,如磨粉机的转速、压力和物料进料量,也对磨辊的磨损起着重要的作用。
适合的工艺参数能够减少磨辊表面的磨损,提高设备的工作效率和寿命。
3. 磨辊材料的影响
磨辊材料的硬度、韧性和耐磨性对磨损特性影响很大。
优质的磨辊材料能够提高磨辊的耐磨性能,减少磨损的发生。
四、磨辊磨损的解决方法
1. 优化设备设计
结合物料特性和工艺参数,优化设备的结构设计,使其更加适应物料的磨碾需求,减少磨辊的磨损。
2. 加强设备维护
定期对设备进行检查和保养,及时更换损坏的磨辊,保持磨辊的良好状态。
3. 磨辊材料的研究
通过研发新型的磨辊材料,提高其硬度和耐磨性,减少磨损的
发生。
结论:
辊式磨粉机作为一种常见的粉碎设备,其工作原理和磨辊的磨损特性对于提高设备的工作效率和寿命至关重要。
研究表明,物料特性、磨碾工艺参数和磨辊材料都会对磨辊的磨损产生影响。
通过优化设备设计、加强设备维护和研发新型的磨辊材料,可以有效减少磨辊的磨损,延长设备的使用寿命
综上所述,辊式磨粉机的磨辊磨损会受到物料特性、磨碾工艺参数和磨辊材料的影响。
物料的粘度和颗粒硬度较高时容易导致磨辊表面磨损,而适合的工艺参数和优质的磨辊材料能够减少磨损的产生。
为了解决磨辊磨损问题,可以通过优化设备设计、加强设备维护和研究新材料等方法来减少磨损,提高设备的工作效率和寿命。
因此,针对物料特性和工艺参数优化设备设计,并加强设备维护和研发新材料是减少磨辊磨损的有效方法,同时也能延长设备的使用寿命。