铸造A356铝合金的拉伸性能及其断口分析
《2024年低压铸造A356合金轮毂的组织与性能研究》范文
《低压铸造A356合金轮毂的组织与性能研究》篇一一、引言随着汽车工业的快速发展,轮毂作为汽车的重要组成部分,其性能与质量直接关系到整车的行驶安全与舒适性。
低压铸造是一种常用的轮毂制造工艺,其通过精确控制铸造过程中的压力、温度和时间等参数,能够有效地提高铸件的致密度和机械性能。
A356合金因其良好的流动性、可铸性和力学性能,在轮毂制造中得到了广泛应用。
本文旨在研究低压铸造A356合金轮毂的组织与性能,为轮毂的优化设计和制造提供理论依据。
二、材料与方法1. 材料选择选用A356合金作为轮毂的铸造材料。
A356合金是一种铝合金,具有良好的铸造性能和机械性能,适合用于轮毂等承受载荷的零部件。
2. 低压铸造工艺采用低压铸造工艺进行轮毂的制造。
该工艺通过控制铸造过程中的压力、温度和时间等参数,实现精确控制铸件的凝固过程,从而提高铸件的致密度和机械性能。
3. 组织与性能分析方法对铸造后的轮毂进行组织观察和性能测试。
组织观察主要采用金相显微镜和扫描电子显微镜等方法,观察铸件的组织形态、晶粒大小和分布等情况。
性能测试主要包括硬度测试、拉伸试验和疲劳试验等,评估铸件的机械性能。
三、结果与分析1. 组织观察结果通过金相显微镜和扫描电子显微镜观察发现,低压铸造A356合金轮毂的组织致密,晶粒大小均匀,没有明显的气孔、夹渣等缺陷。
组织中存在一定数量的第二相颗粒,这些颗粒对提高合金的机械性能具有重要作用。
2. 机械性能测试结果硬度测试表明,低压铸造A356合金轮毂的硬度较高,具有较好的耐磨性能。
拉伸试验结果显示,铸件具有较高的抗拉强度和屈服强度,表明其具有较好的抗变形能力。
疲劳试验结果表明,铸件具有良好的疲劳性能,能够承受长时间的交变载荷。
3. 组织与性能关系分析组织观察和机械性能测试结果表明,低压铸造A356合金轮毂的组织与性能之间存在密切关系。
致密的组织和均匀的晶粒分布是保证铸件具有较高机械性能的基础。
第二相颗粒的存在能够进一步提高合金的硬度、抗拉强度和屈服强度等性能。
《低压铸造A356合金轮毂的组织与性能研究》范文
《低压铸造A356合金轮毂的组织与性能研究》篇一一、引言随着汽车工业的快速发展,轮毂作为汽车的重要组成部分,其材料的选择与制造工艺的优化显得尤为重要。
低压铸造技术以其独特的优势在轮毂制造中得到了广泛应用。
本文以A356合金轮毂为研究对象,通过对其组织与性能的深入研究,旨在为轮毂的优化设计与制造提供理论支持。
二、材料与方法1. 材料选择A356合金是一种常用的铝合金,具有良好的流动性、耐腐蚀性和可铸性,被广泛应用于轮毂等汽车零部件的制造。
2. 制造工艺采用低压铸造技术制造A356合金轮毂。
低压铸造技术通过在模具内施加较低的压力,使熔融的合金液在压力的作用下填充模具并冷却凝固,从而得到所需形状的轮毂。
3. 研究方法通过金相显微镜、扫描电子显微镜等手段观察A356合金轮毂的组织结构;利用硬度计、拉伸试验机等设备测试其力学性能;结合化学成分分析,综合评估其组织与性能的关系。
三、结果与分析1. 组织结构A356合金轮毂的组织结构主要由铝基体、镁和硅的化合物以及少量的铁、铜等元素组成。
通过金相显微镜观察发现,组织中存在明显的晶界和枝晶结构,晶粒大小均匀,分布合理。
扫描电子显微镜观察显示,合金中第二相颗粒分布均匀,与基体结合紧密。
2. 力学性能A356合金轮毂具有较高的硬度、抗拉强度和延伸率。
硬度计测试结果表明,合金的硬度分布均匀,满足轮毂的使用要求。
拉伸试验显示,合金具有良好的塑性变形能力,能够在受到外力作用时发生一定程度的形变而不断裂。
此外,A356合金还具有良好的耐磨、耐腐蚀等性能。
3. 组织与性能关系A356合金轮毂的组织与性能密切相关。
组织中晶粒的大小、形状以及第二相颗粒的分布等因素都会影响合金的力学性能。
合理的组织结构能够使合金具有较高的硬度、抗拉强度和延伸率等性能,从而满足轮毂的使用要求。
此外,合金的化学成分也会对其组织与性能产生一定影响。
四、结论通过本文的研究发现,A356合金轮毂具有优异的组织结构和良好的力学性能。
《2024年低压铸造A356合金轮毂的组织与性能研究》范文
《低压铸造A356合金轮毂的组织与性能研究》篇一一、引言低压铸造技术,在制造高质量轮毂,如A356合金轮毂中,扮演着至关重要的角色。
本文旨在深入探讨低压铸造A356合金轮毂的组织结构与性能特点,以期为相关制造工艺的优化和产品性能的提升提供理论支持。
二、低压铸造技术概述低压铸造是一种金属铸造技术,其特点是在较低的压力下,使金属液逐渐充满模具,以实现产品的成型。
对于A356合金而言,这种技术有助于优化其显微组织和性能。
三、A356合金介绍A356合金是一种常见的铝硅合金,具有优异的铸造性能、良好的机械性能和抗腐蚀性能。
它被广泛应用于轮毂、发动机零部件等产品的制造中。
四、组织结构研究1. 显微组织观察:通过对低压铸造A356合金轮毂的显微组织进行观察,发现其组织主要由铝基体、硅相和其他杂质相组成。
其中,硅相的形态、大小和分布对合金的性能具有重要影响。
2. 晶粒尺寸:晶粒尺寸是影响材料性能的重要因素。
低压铸造过程中,通过控制冷却速度和温度梯度,可以获得不同晶粒尺寸的A356合金轮毂。
研究表明,较小的晶粒尺寸有助于提高材料的力学性能。
五、性能研究1. 力学性能:低压铸造A356合金轮毂具有较高的抗拉强度、屈服强度和延伸率。
这些性能指标与合金的显微组织、晶粒尺寸、杂质含量等因素密切相关。
2. 耐腐蚀性能:A356合金具有良好的耐腐蚀性能,尤其是在大气、海水等环境中表现出较好的稳定性。
这主要归功于其致密的氧化膜和较低的杂质含量。
六、影响因素及优化措施1. 铸造工艺参数:铸造温度、压力和冷却速度等工艺参数对A356合金轮毂的组织和性能具有重要影响。
通过优化这些参数,可以获得更好的显微组织和性能。
2. 合金成分:合金中的杂质含量、硅含量等也会影响其组织和性能。
因此,在保证性能的前提下,应尽量降低杂质含量,并合理调整硅含量。
3. 后处理工艺:对A356合金轮毂进行适当的后处理,如热处理、表面处理等,可以进一步提高其性能。
A356.2铝合金轮毂拉伸性能及断口分析
(上接第41页) 铆钉用量在5 000~8 000颗不等,平均按2元/颗计 算,仅铆钉材料成本一项就1万多元,这也是制约铝 合金客车普及的一个重要因素。
车身蒙皮的连接以粘接为主[4],在需要局部加强 的部位配以自冲铆,即粘接-自冲铆复合工艺[5],既 满足表面要求又保证了连接强度。
5 总结
观结构细化,二次枝晶臂间距较小;后凝固部分随着 保温时间延长,晶粒呈长大趋势,二次枝晶臂间距尺 寸增加。 3.2 拉伸试验
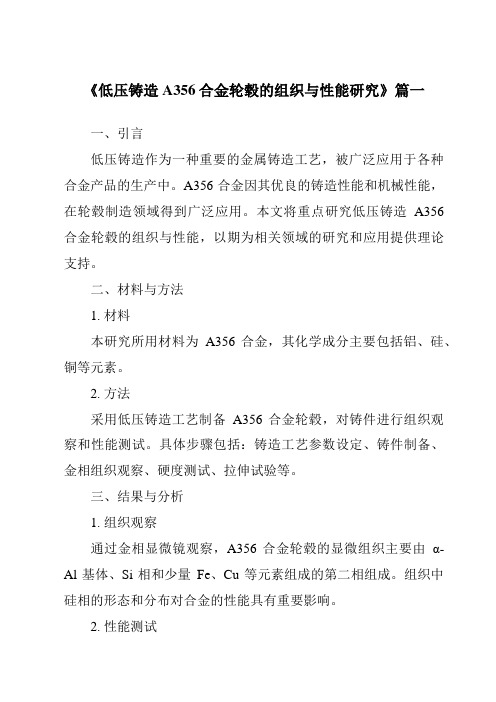
轮毂上、下轮缘在同一圆周方向上各取2个样 品,轮辐6个样品分别取自不同的辐条。相同部位不 同样品的各力学性能参数分别取平均值得出轮毂上不 同取样位置的抗拉强度、屈服强度和伸长率的对比关 系,见图3。
sintered Al-Si-Mg matrix composites[J]. Journal of Materials Engineering and Performance,1997,6(6): 785. [3]Atxaga G, Pelayo A, Iri sar ri A M. Effect of microstructure on fatigue behavior of cast Al7-Si-Mg alloy[J]. Mater Sci Tech ,2001, 17: 446. [4]Groteke D E, Designs Q C, et al. Influence of SNIF treatment on characteristics of aluminum foundry alloys [J]. AFS Transactions,1985, 181: 953- 960. [5]黄良余,张少宗. 铝合金精炼理论要点和工艺原则 [J] . 特种铸造及有色合金,1998,(2): 40- 42. [6]冉 广,周敬恩,王永芳. 铸造A356铝合金的拉伸性 能及其断口分析[J]. 稀有金属材料与工程,2006,35 (10):1620-1624. [7]张新梅,郝丽华,蒋大鸣,庞振民. A1-Mg-Si 合金 拉伸断口研究[J]. 材料工程, 1996, 5: 35-36,15.
铸造A356铝合金的拉伸性能与断口分析

铸造A356铝合金的拉伸性能与断口分析孙亮;罗佳【期刊名称】《现代制造技术与装备》【年(卷),期】2017(000)004【摘要】对铸造A356-T6铝合金材料在不同位置的拉伸性能进行研究,利用扫描电镜和光学显微镜观察了拉伸断口.通过试验分析数据可得,铸造A356-T6铝合金的拉伸屈服强度和离浇道口的直线距离有关,成线性反比关系;而断裂强度则是先降低后升高,延伸率变化微乎其微.对铸造A356-T6铝合金的平均屈服强度、延伸率、断裂强度和断面收缩率进行比对,通过对断口分析表明:有明显的杂质附着在拉伸断口表面,表面存在少许孔洞,并存在氧化膜的缺陷.取样得知,断口主要含有铝、硅颗粒,还包含碳、氧、铁、镁等复合颗粒.在拉伸过程中,铸造A356-T6铝合中共晶硅粒子与基体结合处会产生裂纹,不断扩大后分布在共晶区域中;当产生裂纹的方向和共晶硅方向不同时,裂纹将会截断共晶硅颗粒.铸造A356-T6铝合金拉伸断裂方式为沿胞(即穿晶断裂)方式的准解理断裂.【总页数】3页(P75-76,78)【作者】孙亮;罗佳【作者单位】池州职业技术学院,池州 247000;池州职业技术学院,池州 247000【正文语种】中文【相关文献】1.铸造A356铝合金的拉伸性能及其断口分析 [J], 冉广;周敬恩;王永芳2.铸造A356铝合金的拉伸性能及其断口分析 [J], 冉广;周敬恩;王永芳3.国内外P92钢短时高温拉伸性能及断口形貌分析 [J], 赵勇桃;杜红强;田钰鹏;鲁海涛;姜亚君4.铸造A356铝合金的微观组织及其拉伸性能研究 [J], 冉广;周敬恩;王永芳;席生岐5.A356铝合金显微结构及拉伸断口分析 [J], 范宋杰;何国球;刘晓山;徐坡因版权原因,仅展示原文概要,查看原文内容请购买。
《低压铸造A356合金轮毂的组织与性能研究》范文
《低压铸造A356合金轮毂的组织与性能研究》篇一一、引言低压铸造作为一种重要的金属铸造工艺,被广泛应用于各种合金产品的生产中。
A356合金因其优良的铸造性能和机械性能,在轮毂制造领域得到广泛应用。
本文将重点研究低压铸造A356合金轮毂的组织与性能,以期为相关领域的研究和应用提供理论支持。
二、材料与方法1. 材料本研究所用材料为A356合金,其化学成分主要包括铝、硅、铜等元素。
2. 方法采用低压铸造工艺制备A356合金轮毂,对铸件进行组织观察和性能测试。
具体步骤包括:铸造工艺参数设定、铸件制备、金相组织观察、硬度测试、拉伸试验等。
三、结果与分析1. 组织观察通过金相显微镜观察,A356合金轮毂的显微组织主要由α-Al基体、Si相和少量Fe、Cu等元素组成的第二相组成。
组织中硅相的形态和分布对合金的性能具有重要影响。
2. 性能测试(1)硬度测试:A356合金轮毂的硬度较高,表明其具有良好的耐磨性能。
(2)拉伸试验:A356合金轮毂具有较高的抗拉强度和延伸率,表明其具有良好的塑性和韧性。
3. 组织与性能关系分析A356合金轮毂的组织与性能密切相关。
硅相的形态和分布对合金的硬度、抗拉强度和延伸率等性能具有重要影响。
合理的组织结构可以提高合金的性能,满足轮毂的使用要求。
四、讨论1. 组织形成机制A356合金轮毂的组织形成受铸造工艺参数、合金成分、冷却速度等多种因素影响。
在低压铸造过程中,合金熔体在压力作用下充填铸型,随后在冷却过程中发生结晶和相变,形成特定的组织结构。
2. 性能优化途径为了进一步提高A356合金轮毂的性能,可以从以下几个方面进行优化:(1)优化铸造工艺参数,如温度、压力、速度等;(2)调整合金成分,如调整Si、Cu、Mn等元素的含量;(3)采用合理的后处理工艺,如热处理、表面处理等。
五、结论本文通过对低压铸造A356合金轮毂的组织与性能进行研究,得出以下结论:(1)A356合金轮毂的显微组织主要由α-Al基体、Si相和第二相组成;(2)A356合金轮毂具有较高的硬度和良好的塑性和韧性;(3)组织与性能密切相关,合理的组织结构可以提高合金的性能;(4)为了进一步提高A356合金轮毂的性能,可以从优化铸造工艺参数、调整合金成分和采用合理的后处理工艺等方面进行努力。
A356铝合金及性能研究

A356铝合金的组织及性能研究目录摘要错误!未指定书签。
错误!未指定书签。
1 绪论错误!未指定书签。
1.1 引言错误!未指定书签。
1.2 铝及其合金概述错误!未指定书签。
1.3 热处理工艺错误!未指定书签。
1.4 A356铝合金研究现状错误!未指定书签。
1.5 主要内容错误!未指定书签。
2 实验方法及过程错误!未指定书签。
2.1 合金成分错误!未指定书签。
2.2 试样制备和热处理方法错误!未指定书签。
2.2.1 试样切割.......................... 错误!未指定书签。
2.2.2 热处理............................ 错误!未指定书签。
2.3 金相观察错误!未指定书签。
2.3.1 金相试样的制备错误!未指定书签。
2.3.2 金相观察错误!未指定书签。
2.4 力学性能的测试错误!未指定书签。
2.4.1 硬度测试错误!未指定书签。
2.4.2 拉伸性能测试错误!未指定书签。
3 实验结果及分析错误!未指定书签。
3.1 金相组织观察结果错误!未指定书签。
3.1.1 热处理前的微观组织错误!未指定书签。
3.1.2 热处理后的微观组织错误!未指定书签。
3.2 力学性能分析错误!未指定书签。
3.2.1 表面硬度错误!未指定书签。
3.2.2 拉伸性能错误!未指定书签。
4 结论错误!未指定书签。
致谢错误!未指定书签。
参考文献错误!未指定书签。
百色学院本科毕业论文(设计)诚信保证书错误!未指定书签。
错误!未定义书签。
摘要:对A356铝合金分别进行金相观察和力学试验,研究其微观组织及性能,同时探讨热处理方式对A356铝合金组织及性能的影响,结果发现枝状晶比较粗大,分布松散,表面硬度、抗拉强度和屈服强度都较低,塑性较好。
经一定热处理后,粗大共晶硅熔断形成分布均匀、趋于球化的细小颗粒,除了塑性有所降低外,其他力学性能都有了显著提高。
最佳热处理工艺为(560℃+6h)固溶+(180℃+4h)人工时效。
《2024年低压铸造A356合金轮毂的组织与性能研究》范文

《低压铸造A356合金轮毂的组织与性能研究》篇一一、引言低压铸造技术作为现代铸造领域的一种重要方法,广泛应用于制造铝合金轮毂。
其中,A356合金以其优异的可塑性、流动性以及良好的力学性能成为了制造轮毂的常见材料。
本文针对低压铸造下A356合金轮毂的组织结构与性能进行了深入研究,以期为优化制造工艺和提高产品质量提供理论依据。
二、材料与方法1. 材料准备A356铝合金,主要包含硅、铝和铜等元素,具有良好的铸造性能和机械性能。
2. 铸造方法采用低压铸造技术,通过控制压力和温度,使熔融的A356合金在模具中均匀凝固。
3. 实验方法对铸造后的轮毂进行金相组织观察、硬度测试、拉伸试验、冲击试验等,分析其组织结构和性能特点。
三、结果与讨论1. 组织结构分析通过金相显微镜观察发现,A356合金轮毂的组织结构呈现典型的铸态特征,主要由树枝晶状的主相α-Al基体以及分散其中的铁、硅等元素的相组成。
其中,晶粒分布均匀且致密,无明显的孔洞和夹杂物。
2. 力学性能分析(1)硬度测试:A356合金轮毂的硬度较高,表现出良好的耐磨性。
(2)拉伸试验:轮毂的抗拉强度和屈服强度均满足行业标准的性能要求。
在拉伸过程中未发现明显的脆性断裂或延性断裂,说明材料具有良好的塑性和韧性。
(3)冲击试验:A356合金轮毂表现出较好的冲击韧性,能够有效抵抗冲击载荷。
3. 性能优化与讨论在研究过程中发现,适当的温度控制和铸造压力调整能够进一步优化轮毂的组织结构和性能。
合理的铸造参数可有效提高合金的充型能力和流动性,促进晶粒细化及减少铸造缺陷,从而提升轮毂的整体性能。
此外,合金的成分比例也是影响其性能的关键因素之一。
通过调整硅、铜等元素的含量,可以进一步优化A356合金的力学性能和耐磨性。
四、结论通过本研究的分析可知,低压铸造技术能够成功制备出组织结构均匀、性能良好的A356合金轮毂。
合理的铸造工艺和合金成分是确保其性能的关键因素。
通过金相显微镜观察和力学性能测试表明,A356合金轮毂具有良好的硬度和抗拉强度,并具备优异的冲击韧性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:研究了铸造A356-T6铝合金板不同位置处的拉伸性能。
采用扫描电子显微镜和光学显微镜对拉伸断口及断口纵剖面的组织形貌进行了观察分析。
试验结果表明,铸造A356一T6铝合金的拉伸屈服强度随离浇道口平面距离的增加而减小,断裂强度则是先减小然后再增大,而延伸率随高度变化不明显。
铸造A356-T6铝合金的平均屈服强度、断裂强度、延伸率和断面收缩率分别为2l6.64 MPa,224 MPa,1.086%和0.194%。
断口分析表明拉伸断口的表面分布着杂质、孔洞、铸造缩孔和氧化膜等缺陷,断口表面也存在开裂的由碳、氧、铁、镁、铝和硅元素形成的复合粒子。
铸造A356-T6铝合金在拉伸过程中,裂纹萌生于共晶硅粒子与基体结合处,并沿枝晶胞之间的共晶区域进行扩展,当前进的裂纹遇到取向不一致的共晶硅粒子时,裂纹将截断共晶硅粒子。
铸造A356-T6铝合金拉伸断裂方式为沿胞(即穿晶)断裂的准解理断。
关键词:铸造A356铝合金:A1-7%Si-0.4Mg;拉伸性能;断裂机制:断口形貌1 前言铸造铝合金由于具有优异的铸造性能,良好的耐腐蚀性,高的强重比和铸件制造成本低,能够近终成型等特点,在汽车和航空工业上得到了日益广泛的应用[1-4],其中A1.Si7.Mg(A356)铸造铝合金通常用来制备汽车气缸盖及发动机滑块构件[5]。
铸造铝合金构件的主要问题是存在孔隙、氧化物和非金属夹杂物等缺陷[4],这些缺陷强烈影响构件的服役性能。
铸造A356铝合金的力学性能取决于构件中相的特性及其分布,缺陷的性质、数量和尺寸。
尽管铸造A356铝合金的力学性能及其疲劳性能得到了广泛的研究[4-9],但仍然有一些问题有待于进一步研究予以澄清,比如,铸造铝合金在拉伸过程中裂纹的萌生及其扩展的定量分析有待进一步的建立。
在疲劳载荷加载中,短裂纹扩展行为取决于应力状态和组织结构特征,比如,硅粒子和α-Al形态、分布及其大小,缺陷的性质、分布、数量及其大小。
因此,充分研究铸造铝合金的拉伸性能及其微观组织特征是定量分析和描述短裂纹扩展的前提,为定量模拟和建立疲劳短裂纹行为提供基本的信息,也为铸造A356铝合金的工程应用奠定基础。
没有经过Sr改性和热等静压处理的铸造A356合金,其具有优异的加工性能和制备成本低等特点,但关于其拉伸性能,疲劳特征及其机制研究较少。
因此,研究该类合金的力学性能及其疲劳机制在工业生产上具有重要的意义。
本试验主要研究铸造A356(A1.Si7.Mg)的拉伸性能和分析拉伸断口及其断口纵剖面的微观组织特征。
2 试验2.1 合金及热处理条件2.2 试样制备按照图1的取样方位将铸造A356一T6铝合金板制成拉伸毛坯,并按照GB/T228—2002标准将其加工成拉伸试样。
在室温条件下进行拉伸试验,加载速率为0.008S-1,利用引伸计测定拉伸试样的屈服强度、断裂强度、延伸率。
利用JEM.6400扫描电子显微镜来观察拉伸试样的断口形貌。
将拉伸断口用环氧树脂保护,并利用线切割将断口沿拉伸轴向方向纵剖,将剖面先在不同粗细的金相砂纸上磨制,然后用2.5 μm的金相液进行抛光,采用0.5%氢氟酸水溶液进行组织腐蚀,最后置于MeF3型光学显微镜下观察断口纵剖面的组织形貌。
图1 拉伸试样在铸造A356.T6铝合金板中取样位置图3 试验结果及讨论3.1 A356.T6铝合金的力学性能在室温条件下对铸造A356.T6铝合金进行拉伸试验,所测得的试验结果列于表2中。
拉伸强度及其延伸率随铸造位置的变化趋势如图2所示,在绘制图2时,将同一水平面上的两根试样的拉伸值进行平均,并以浇道口所在的平面为零平面绘制拉伸性能随高度变化趋势。
图2 铸造A356.T6铝合金的拉伸性能随铸造高度变化趋势从表2中可以得出铸造A356-T6铝合金的平均屈服强度、断裂强度、延伸率和断面收缩率分别为216.64MPa,224 MPa,1.086%和0.194%,经计算,相应值的标准差(Standard Deviation)分别为3.584 MPa,10.884 MPa,0.146%,0.043%,相应的平均值标准误差(Standard Error ofthe Mean)分别为1.267 MPa,3.628 MPa,0.049%,0.O14%,因此测得的平均值是可信的。
铸造A356.T6铝合金的屈服强度和断裂强度分别为文献[10]相应值的1.0和0.9,为文献[11]相应值的1.17和0.86,因此该合金的拉伸屈服强度较好,但断裂强度较低。
该合金断裂强度低主要与其延伸率较低相关,而延伸率受铸造合金内部缺陷的控制,文献[10]指出铸造缺陷强烈的影响其断裂延伸率。
铸造条件(包括铸造温度、浇注温度梯度、浇注速度和铸造压力)的变化,将影响合金的凝固速率,进而影响铸造合金的微观结构。
因此,即使相同合金成分和相同工艺制备的铸造合金,其拉伸性能值也具有差异性。
而对于热处理工艺,虽然都采用T6热处理,但是其固溶和时效温度及时间并不相同。
延长固溶时间,有利于合金元素充分溶入基体中,这样合金的延伸性就能提高。
表2 铸造A356.T6铝合金的拉伸性能从图2中可以看出铸造A356-T6铝合金的拉伸屈服强度随离浇道口平面距离的增加而减小,而断裂强度则是先减小然后再增大。
但铸造A356-T6铝合金的延伸率随高度变化并不很明显。
这些拉伸性能的变化与铸造过程中液态金属的凝固方位和速率有关,一般来说离模壁和浇道口较近的金属液首先凝固,而液态金属的中心部位和离冒气口较近的液体最后凝固,这样在最后凝固的金属中存在较多的渣滓、氧化膜和铸造缩孔,因此这些位置处的金属性能相对较低。
而且Al-Si共晶体量和微观空隙的密度沿着凝固路径而增大,因此位于临近铸造合金体表面和远离出气端的试样表现出较高的拉伸性能。
同时在铸造过程中由于凝固造成的气孔、缩孔和浇注过程形成的渣滓和氧化膜等缺陷在凝固金属中分布的随机性,所以导致了拉伸性能随铸造高度变化的波动性,对于5#拉伸试样,其断裂强度和延伸率都远低于其它拉伸试样,主要在于其内部分布着更多的铸造缺陷。
3.2 A356-T6铝合金的断口形貌铸造A356-T6铝合金板中的1#拉伸试样的断口形貌如图3所示,其断裂为准解理断裂,也可以从扫描照片I二看出韧窝形貌,如图3a所示在拉伸断口表面存在铸造留下的孔洞,如图3a和图3b中箭头所指,孔洞尺寸大者达到几百微米,小者只有几个微米大在断口的表面可明显的观察到二次裂纹和铸造缩孔,分别如图3c箭头所指和图3d所示在断口表面可以看到合金内部存在与基体组织不同的相,如图3c所示。
图3c中A 处的点扫描表明该处含有C,O,Al和Si元素,其原子分数分别为42.94%,1.54%,54.78%和0.74%,在图3c中B位置处的面能谱分折表明该位置处不含C元素,o,A1和si元素的原子分数分别为7 23%.58.76%,34.01%。
这些C和O元素是从浇注过程带八的渣滓、氧化膜而形成的。
图3 铸造A356-T6铝合金1#拉伸试样的拉伸断口形貌其它拉伸试样的断口形貌与1#相似,都表现为准解理断裂,在断口表面都能观察到韧窝,同时在断口表面都分布着杂质、孔洞、铸造缩孔和氧化膜等缺陷。
5#与1#拉伸试样的断口形貌的唯一区别在于5#断口表面有更多的位置分布铸造缩孔,而且在断口表面发现了开裂的粒子,如图4a箭头所示。
在圈4a中C处的面扫描,该处含有C,O,Mg,Al,Si和Fe元素,其原子分数分别为13.47%,l0.61%,1.02%,53.86%,20.71%和 0.33%。
结合拉伸断裂强度,可以看出5#试样的强度远低于其它拉伸试样,断裂强度和断面收缩率分别为1#试样的83.65%和0.412。
同时试验过程中没有测试出5#拉伸试样的屈服强度,即表明试样的断裂强度低于其屈服强度值,这主要在于粒子的开裂和更多铸造缩孔的影响导致了其力学性能的恶化。
因为截面上缩孔的增多降低了承受外载荷的有效面积,所以试样在较小的载荷下就可以发生断裂。
图4 铸造A356-T6铝合金5#拉伸试样的拉伸断口形貌关于铸造缩孔与铸造合金的力学性能的定量关系到目前都没有得到很好的解决,铸造缩孔在光学显微镜和扫描电子显微镜下的形貌并不一样,而且相同的铸造缩孔在光学显微镜和扫描电子显微镜下的尺寸并不一致,Boileau等[l3]指出通过SEM 在断裂表面所测定的缩隙尺寸通常为光学显微镜下测定值的2倍~5倍,光学显微镜常低估缩孔的尺寸,因此,在定量分析孔洞尺寸与力学性能关系时,需要对通过金相测定的孔洞尺寸进行修正。
参照文献[l3],图5描述了光学显微镜和扫描电子显微镜在测定缩孔尺寸上差别的原因。
图5 微观缩孔:(a)缩孔模型:(b)光学显微镜下缩孔形貌:(c)扫描电镜下拉伸断口缩孔形貌3.3 拉伸断口的纵剖面形貌将拉伸断面纵剖.并制成金相试样,其断口纵剖面光学显微镜形貌如图6所示。
从图中可以观察到有很多硅粒子分布在断口边缘处。
在纵剖面可明显看到裂纹是沿着簇状共晶硅粒子扩展的,如图6a中A箭头所指和图6b高倍光学显微镜形貌所示。
在枝晶胞周围共品区域中可以明显观察到具有较多的裂纹,如图6a和图6c方框所示,而在胞内未发现裂纹,所以裂纹是沿着枝晶胞进行扩展.其导致试样失效的方式为穿晶断裂。
图6铸造A356-T6铝合金的拉伸断口纵剖面光学显微镜形貌在断口边缘可观察到断裂的共晶硅粒子,如图6a和图6b中白色箭头所指,在离断口面稍近位置处可以观察到铸造缩孔,如图6d方框所示。
从图6c可以看裂纹在共晶硅粒子簇状多处形成,如图中箭头所指,并沿着共晶硅与基体结合面进行扩展,由于共晶硅粒子杂乱无章的分布在基体上,因此当裂纹扩展遇到与裂纹前进力向相异的共晶硅粒子时,将截断共晶硅粒子,使硅粒子发生断裂。
Wang[l4]等指对于未改性的A356铸造铝合金,当合金具有大尺度枝晶胞时.断裂模式为穿晶断裂,因为在大尺度DAS材料中,枝晶胞界上分布着密集的Si粒子,因此提供了裂纹容易扩展的通道,导致沿胞(即穿晶)方式断裂。
关于有限元分析硅粒子形态及其聚集状态对拉伸性能的影响和对裂纹萌生及扩展作用将在另文中给予报道。
从断口纵剖面形貌可以得出,铸造A356-T6铝合金在拉伸过程中.裂纹萌生于共晶硅粒子与基体结合处,并沿枝晶胞之间的共晶区域进行扩展。
当裂纹遇到与前进方位不一致的共晶硅粒子时,裂纹将截断共晶硅粒子,在外力作用下,,多处萌生的裂纹,发生长大,并连接到一起,形成较长的裂纹,最后导致试样发生失效,拉伸断裂的模式为沿胞方式的穿晶断裂。
4 结论1)铸造A356-T6铝合金的平均屈服强度、断裂强度、延伸率和断面收缩率分别为216.64 MPa,224MPa,1.086%和0.194%,合金的拉伸屈服强度随离浇道口平面距离的增加而减小,而断裂强度则是先减小然后再增大,延伸率随高度变化不明显。