多线切割机线张力控制系统设计实现
新型慢走丝恒张力控制系统仿真设计

( c o l fMe h nc la dAuo t eE gn eig ee U ies yo e h oo y S h o c a ia n tmoi n ie r ,H fi nv ri f c n lg ,Hee 3 0 9,C ia o v n t T fi 0 0 2 hn )
21 年第 1 期 00 1
文 章 编 号 :0 1 2 5 2 1 ) 1 0 4 0 1 0 —2 6 ( 0 0 1 — 0 7— 3
・ 制与检测 ・ 控
新 型 慢 走 丝 恒 张 力控 制 系统 仿 真 设 计
丁曙光 , 宋祥 双 , 贵 生 桂
( 肥 工 业 大 学 机 械 与 汽 车 工 程 学 院 , 肥 2 0 0 ) 合 合 3 0 9
摘要: 慢走 丝 电火花线切 割机 走 丝 系统 稳 定 运行 , 直接 影 响 着加 工精 度 和加 工表 面质 量 。 文章 设 计
了 一 种 新 型 的 恒 张 力控 制 系统 提 高走 丝 系统 的 性 能 。设 计 方 案 采 用 模 糊 神 经 网 络 控 制 器 , 直 流 力 用
wi -y tm. h ei l d p s u z erl ew r o t lr t oq emoo dut gte r s se T ed s Pa ao t fz yn ua nt okcnr l hDC tru tr jsi e n g n o e wi a n h
sze o h lcr d ie tnso ,u ig t n i n s ns ra pe d s ns rm e s rn lc r dew ie tnso i ft e ee to e w r e i n sn e so e o nd s e e o a u ig ee to r e i n a d s e h ng s r s c iey. e sm u ai n r s t ho t a h yse a e pe fc l uc e po s n pe d c a e e pe tv l Th i lto e ulss w h tt e s tm h v re ty q ik r s n e
数控多线切割机浅谈

数控多线切割机浅谈硅片切割技术成为了这个行业的关键,随着光伏产业的迅速发展。
从以前的内圆切割技术到现在多线切割技术,硅片切割技术发生了天翻地覆的变化。
虽然国内工艺技术不是很成熟,但是国外的设备对中国的光伏产业的发展也做出了一定的贡献,虽然说设备昂贵,但也只能是让中国人仰天长叹了日本安永,现在国外线切割设备生产厂家主要有日本TAKATORI公司。
不二越机械工业株式会社,NTCNC系统FANUC公司以及瑞士的MeyerBurgerNC系统SIEMENS公司,HCT公司。
瑞士的两家公司生产的线切割机水平较高。
线切割机报价也相对较高,尤其是HCT公从产品技术角度划分。
该公司自1984年成立以来,司。
专攻线切割机技术,如今己成为业界的技术带头人。
HCT多线切割机大约2001年进入中国,最早进入国内的多线切割机。
当时每台机器近千万的身价在单晶硅行业轰动一时,也让大部分企业望而却步,只有个别科研单位能买的起。
当时所以HCT虽起步很早但没有市场的支持,单晶硅行业主要以二极管硅片切割为主。
故01~02年基本上没卖出几台机床。
光伏产业2003年突然井喷,带动了原料、设备需求的突然缺口,日本NTC多线切割机以其低廉的价格、小巧灵活的机型、皮实耐用品质适应了当时中国国情而讯速走红。
老大哥HCT此时没能及时跟上中国光伏产业的发展步伐,光伏产业的需求。
被NTC甩在后面。
多线切割设备厂家的设备生产能力远远不能满足中国硅片加工企业的购买需求,随着中国光伏产业以令全世界震惊的讯速崛起。
此时MeyerBurger高鸟等多线切割机床也趁机打入中国市场。
该公司设备可用于100mm200m之间半导体资料切割。
该公司其他一些线切割设备主要用于截面尺寸较小的磁性资料、光电资料的切割。
以上三种线切割机产品中都属于三轴(导轮)驱动形式,TAKATORI公司产品主要有MWS48SDMWS610MWS610SD三种。
MWS可切割150*150方型材料(主要针对太阳能光电硅材料切割)存线长度不超过150KM安永公司是专业做多线切割机的一家公司,610SD采用资料向下运动切割方式。
高速线切割系统张力控制研究
(. 1 北京信息科技大学 ,北京 1 O 9 ;2 吐哈油 田销售事业部 ,新疆 8 8 0 ; O l2 . 3 2 2 3 中国电子科技集团公 司 第四十五研 究所 ,北京 1 l O ) . O 6 1
变 化 情 况 调 整 扭 矩 电 机 的 扭 矩 来 使 张 力 调 整 到 一
( — )2 /
假 设 切割 线 张 力 为F ,重 锤 的 质量 为 m,重 力
加 速度 为g ,则其 运动方 程 为 :
, J
鲞一 丑~ ~ 蓬~ 一
f) 1
定 范 围 内 ,这 种 张 力 控 制 系统 可 以对 每 一 时 刻 张 力 的变化 进行调 整 。如 图3 示 。 … 所
片 不 断 向大 直 径 和超 薄 厚 度 方 向发 展 , 另一 方 面
重 要 的作 用 。其 中 ,切 割线 径 与 切割 损 耗 和硅 片
产 出 率密 切 相关 。另 外 ,在 切 割过 程 中切 割线 还
需 要恒 张 力 控制 ,这 是 由于 切 割 线张 力 波动 范 围 太 大 ,容 易造 成 硅 片 表面 损 伤 甚 至造 成切 割 过 程
张 力 控 制 系统 。
第3卷 3 第9 期 21— ( ) [1 0 1 9 上 7
轮 绕线 直 径 随 着 供 线 量 的 不 断变 化 会 引起 切 割 线 张 力变 化 , 同时 切 割 线 往 复 运动 时 驱动 电机 加 减 速 的变 化 和 切 割 晶 体 状 态变 化 , 以及 砂 浆 、晶 体
务l 訇 似 注
即s ( = t ̄s】p一 ( ) 因 此 , 系统 力 n c) J . iO / i 1 ( 0f , )
张力控制完全指南-1806

FACTORY AUTOMATION三菱电机电磁离合器·制动器三菱电机张力控制器张力控制完全指南张力控制完全指南CONTENTS4Chapter.1张力控制概要1-1 什么叫张力控制?61-2张力控制用在这样的地方81-3应用了张力控制的产品91-4制造工序中的张力控制101-5 在自己身边寻找一下吧141-6引进张力控制所产生的效果16Chapter.2张力控制基础2-1 什么是张力202-2什么是扭矩212-3影响张力的力21Chapter.3扭矩控制与速度控制3-1 扭矩控制与速度控制263-2扭矩控制与速度控制的分别使用303-3速度控制示例303-4系统设计流程32Chapter.4张力控制(扭矩控制)的种类4-1 手动控制364-2开环控制394-3反馈控制42Chapter.5什么是张力检测器5-1 什么是张力检测器445-2张力检测器的种类和特征455-3选定张力检测器465-4张力和负载485-5安装张力检测器时的注意事项49Chapter.6执行机6-1 执行机的种类和特征546-2磁粉离合器和制动器556-3AC伺服电机、变频器/电机586-4关于空气离合器和制动器(其他公司)606-5电机控制与磁粉控制的区别616-6执行机的选定流程626-7执行机的选定63Chapter.7张力控制系统构建的基础7-1 基本的张力控制系统787-2张力控制系统的构成837-3锥度张力控制90Chapter.8用途案例8-1 商业表格印刷机928-2胶版印刷机938-3凹版打印机948-4丝印机958-5放卷机968-6冲孔机978-7充气挤出机+2轴薄膜收卷机988-8多刀分切机998-9切割机1008-10塑封机1018-11轧机1028-12薄膜清洗装置1038-13电镀装置1048-14收卷机1058-15厚度测定机1068-16钢板电镀加工线1078-17静电消除器1088-18切割机1098-19塑封机1108-20薄膜加工机111Chapter.9故障案例及排除方法Chapter.10FAQ10-1 磁粉离合器和制动器的常见问题11810-2张力控制器的常见问题125Chapter.1张力控制概要1-1 什么叫张力控制?1-2 张力控制用在这样的地方1-3 应用了张力控制的产品1-4 制造工序中的张力控制1-5 在自己身边寻找一下吧1-6 引进张力控制所产生的效果例9故障案例及排除方法10FAQ进给电机放卷部磁粉制动器张力检测器Chapter.1张力控制概要71张力控制概要2张力控制基础3扭矩控制与速度控制4张力控制(扭矩控制)的种类5什么是张力检测器6执行机7张力控制系统构建的基础8用途案例9故障案例及排除方法10FAQ主轴电机可张力控制器AC伺服变频器矢量控制电机减速电机81速度控制4张力控制(扭矩控制)的种类5什么是张力检测器6执行机7张力控制系统构建的基础8用途案例9故障案例及排除方法10FAQ●检查●加工切割镀膜覆合91张力控制概要2张力控制基础3扭矩控制与速度控制4张力控制(扭矩控制)的种类5什么是张力检测器6执行机7张力控制系统构建的基础8用途案例9故障案例及排除方法10FAQ1-3应用了张力控制的产品●超市塑料袋生产过程塑料袋及垃圾袋等是用吹塑式挤出机生产的。
多线切割机张力控制系统的分析与校正

多线切割机张力控制系统的分析与校正吴旭;姜家宏;田洪涛;张为强【摘要】针对原多线切割机设计中控制系统稳定性差的问题,建立了张力控制系统的模型,分析了钢丝拉伸变形对于控制系统稳定性的影响,提出了新的用于产生钢丝张力的伺服电机的转矩控制方案,并通过理论分析和实际使用证明,改进后的控制方法有效提高了张力控制系统的稳定性,满足了设备的使用要求.【期刊名称】《电子工业专用设备》【年(卷),期】2016(045)011【总页数】6页(P11-16)【关键词】多线切割机;张力控制;稳定性;极点【作者】吴旭;姜家宏;田洪涛;张为强【作者单位】中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176【正文语种】中文【中图分类】TN305多线切割机是一种用于半导体材料及脆硬材料切割的设备,和传统的切片机相比,多线切割机具有生产效率高、材料损耗少的优点,同时,所加工的硅片具有弯曲度小、翘曲度小、表面损伤层浅及表面粗糙度值小等优点,是目前半导体材料加工的关键设备。
但同时,多线切割机也是一种复杂的设备,对控制系统的稳定性、可靠性及实时性都有很高的要求,而张力控制系统更是多线切割机控制系统的核心技术,是设备的稳定工作和保证材料加工质量的关键。
张力控制机构广泛应用于材料加工、纺织、造纸及印刷等行业中,张力控制系统具有时变性、非线性及强扰动等特点[1,2],是工业自动化系统中常见的典型控制系统,也是多线切割机设计中的难点。
在多线切割机材料加工过程中若张力控制系统出现故障,造成张力波动过大甚至钢丝断线,会给用户造成较大的经济损失。
因此,张力控制技术也是确保多线切割机能够稳定工作的一项关键技术。
多线切割机的总体结构如图1所示,主要包含了工作台及送料机构、轴辊、收/放线轮、浮辊式张力缓冲机构及相关机构的驱动电机。
多线切割金属丝张力控制技术的研究现状
金属丝张力: ̄-= ・ 一』 f A E ・ - -
:・t ] d
() 4
★来稿 日期 :01- 9 0 ★基金项 目:0 1 2 10—6 2 1 年度安徽高校省级 自然科学研究项 目( J0 1 0 3 K 2 1A 4 )
10 8
汪世 益等 : 多线切 割金属 丝张力控 制技 术 的研 究现状
r l e wo k a t r N
中图分类 号 :H1 , G 8 文献标 识码 : T 6T 44 A
1 前 言
多线切割是 目前最先进 的切片加工技术 ,其原理是利用 金
有 少数几家大型机械设备制造公司掌握数控多线切割机的设计 制造技术 如瑞士的某些公司 、t , E本某些公 司等 , 这些公 司几乎
筒
的重 点 发展 目 之 一 。 标
2多 线切 割机 张力 控 制 机理
21张力产 生波动的原 因 .
利 用速 度差 原理 来研 究切 割线 上张力产 生波 动 的原 因H在 加 :
工过程 中, 加工辊电机按照给定 的速度指令运行 , J I 做线辊与加工 I 殳 辊的线速度不同将产生张力的变化。假定金属丝、 各辊及各导向轮 之间没有滑动, 收线辊与加工辊之间存在速度差(. , , )则有 :
制 等各种 张力控 制方式 。 目前使 用的 张力控 制策略 , 讲述 了传统 PD控 制 、 主要 I 自适应逆 控制 、 模糊 PD I
控 制、 经 网络 PD控 制等 。最后对 张力控 制技 术的发展趋 势进 行 了展 望 。 神 I 关键词 : 多线切 割机 ; 张力控 制 ; 张力 ; 控制 ; 工神 经 网络 恒 模糊 人 【 b ta t T em l — i a p ca N q im n sdt m c ieh r n r kem tr , A s c 】 h ut wr sw i sei C e u e t e ahn ada dbi l aei r i e s l p u o c l a
慢走丝线切割机恒速恒张力的智能控制系统设计与研究
体 , 忽 略装 配 上 的误 差 , 服 电机 的转 速 应 等 于拉 丝 轮 的转 速 。 若 伺
要 想控 制拉 丝轮 的转 速 , 需控 制伺 服 电机 的转 速 即可 实现 只 课题 极丝 的恒 速 控制 和恒 张 力控 制 是相 辅相 成缺 一 不 可 的 。试 想如 果 选用 光 电编 码器 检 测伺 服 电机 转速 ,光 电编 码 器 由光栅 盘 和 光 电 电极 丝 不能 保持 恒速 ,意味 着 张力轮 送 出 的 电极 丝长 度与 拉 丝轮 可想 而知 电极 丝的张 力 值将一 直处 检 测装 置 2部分 组成 。光 栅盘 是 一个 在 一定 直 径 的圆 盘上 均 匀开 收回 的电极 丝长度 不 一定相 等 , 也 若 通若 干长 方形 孔 的装 置 。当 电机 旋转 时 , 光栅 盘 与 电机 同速 旋 转 , 于不 稳定 状 态 , 就 没有 所 谓 的恒张 力 。 同理 , 电极 丝 的张力 值 经光 电检测装 置检 测并 且输 出若 干脉冲 信 号 , 过计 算单 位时 间 内 通 不 能保持 恒 定 , 意味 着张 力轮 永 远与 拉 丝轮 不 同步 , 针对 拉 丝轮 保 光 电编 码器 发 出的脉冲数 就能 反 映当前 电机 的转 速 , 将得 到的 转速 持其恒 速控 制 的系统 也 就失 去 了意义甚 至毫 无价 值 。 值与 设 定值 比较 , 若有 偏 差 , 则通 过设 计 的模 糊 PD 控制 算 法 自动 2 控 制 算 法 的 选 择 I 调整 PD 3大参 数 , 而 调 整 P I 进 WM 的 占 空 比 , 后 在 伺 服驱 动 电 最 控 制算法 是一 个 自 控制 系统 的灵 魂 , 同的控制 算法 将会 给 动 不 路 的作 用 下调 整伺 服 电机 的转 速 , 使转 速 的偏 差 趋于 零 , 从而 达 到 同样 的控 制 系统 带来 不 同的 控制 效果 。根 据 自动 控 制领 域 发展 的 转 速恒 定 的 目的 。 历 程看 , 自动控 制 主 要 经历 了 3大阶 段 : 常规 或 传统 控 制 、 代 控 现 制 和智 能控 制 。前 2个 阶段 主 要应 用 于线 性控 制系 统 中 , 种 控 制 2 方 法 都 是 建立 在 已知 被 控 对 象 的 精 确 数 学 模 型 比如 微 分 方 程 形 式、 传递 函数 形 式等 数 学表 达 式上 。 智 能控 制 主要 应用 于非 线性 而 控制 系 统 中 , 仅适 应 于 已知被 控 对象 的 数学模 型 情 况下 , 适应 不 也 于未 知 被控 对象 的数学 模 型情 况 下 。 根据 课题 的研 究背 景和现 状 , 目前 采 用智 能 PD 控制 算 法应 用 于 电极丝 的恒 速恒 张 力 的研 究成 I 果较 少 , 基于 此 , 笔者 选 择智 能 P D控 制算 法 实现 电极 丝 的恒速 恒 I 张力 控制 , 包括 模糊 PD恒 速控 制算 法和 B I P网络 PD 恒张 力控 制 I 锋法 。
多线切割机排线机构参数优化设计

多线切割机排线机构参数优化设计汪世益;陶河水;杜冰辉【摘要】多线切割机排线机构是走线系统正常运行的主要机构.传统的排线机构存在各导轮之间钢丝张力波动较大、易造成钢丝拉断的缺陷.文中介绍了一种新的设计方法通过建立导轮张力包角模型,得出导轮两边张力与包角大小和摩擦系数之间的关系;由排线机构中导轮与滑轮之间相对的几何位置,推导出钢丝张力和包角与设计参数L1、H之间的关系表达式.利用优化方法确定导轮与滑轮之间最佳的几何位置,使排线机构工作时钢丝张力波动最小,在多线切割机往复走线过程中,有利于放线辊上的钢丝会逐渐过渡到收线辊上,保证了收放线系统平稳、有序地运行.【期刊名称】《机械工程师》【年(卷),期】2012(000)001【总页数】3页(P65-67)【关键词】多线切割;排线机构;金属丝张力;参数优化【作者】汪世益;陶河水;杜冰辉【作者单位】安徽工业大学,安徽马鞍山243002;安徽工业大学,安徽马鞍山243002;安徽工业大学,安徽马鞍山243002【正文语种】中文【中图分类】TH1611 引言多线切割机主要用于半导体硬脆性材料加工,其加工原理是由钢丝线为载体带动高硬度的研磨砂粒对材料进行研磨去除,实现对材料的切片。
主要有走线系统、供砂系统、主轴冷却系统、润滑系统、工作台进给系统等。
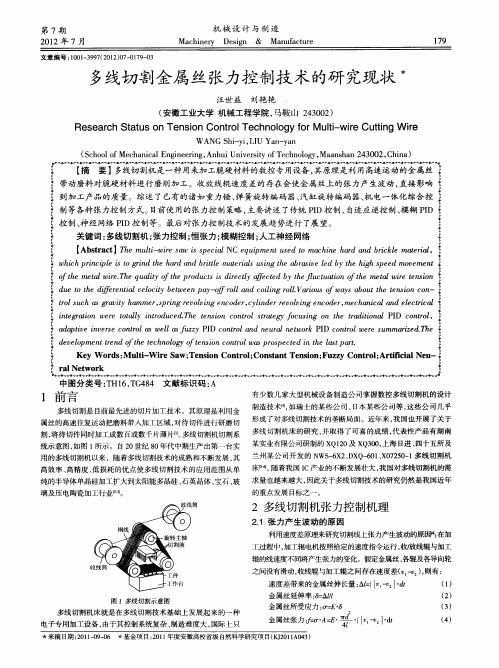
多线切割机结构简图如图1 所示。
排线机构是保证走线系统正常运行的关键机构之一[1-5],排线机构中排线滑轮的直线运动速度大小跟随收线电机的转速,通过排线导轮的周期性往复运动,收线电机能使切割线整齐地缠绕在收线辊上,有效防止多层缠绕时钢丝线乱卷、相互缠绕等现象。
通过建立导轮包角模型及确定导轮与排线滑轮之间的几何位置得出导轮两边张力与包角和摩擦系数之间的关系,通过优化确定排线机构导轮与滑轮之间最佳几何位置,使排线机构运行过程中张力波动更小。
图1 多线切割机结构示意图1.放线辊 2.收线辊 3.排线机构 4.偏转辊 5.张力控制部分 6.测量辊 7.偏转辊 8.加工辊 9.待加工物2 排线系统结构本文排线机构主要有滚珠丝杆、排线滑轮、收线辊、伺服电机、机架几部分组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mM )L0
dωቤተ መጻሕፍቲ ባይዱdt
=
1 (m′ 6
+
mM )
dω L0 dt
=
1 (m′ + 6
mM
)
dvG dt
(9)
假设机械改进前后加速度相同(即跟随误差相 同,下同),将式(9)与式(3)中的张力波动项相除, 得改进前后的张力波动幅度比系数为
α
=
(m′
+ mM ) / m/2
6
=
(m′ + mM ) 3m
0 前言*
多丝切割是一种通过金属丝的高速往复运动 把磨料带入硬脆性材料加工区域进行研磨,最终把 待切割材料切割成薄片的一种脆硬材料切割的创新 性工艺。在该工艺中,切割线被缠绕在一个导向轴 上,走线时可以同时进行几百个切割,一次性获得 几百个切片;所以多线切割机与传统的内圆切割机
20080529 收到初稿,20090302 收到修改稿
2.1 机械结构的改进
改进的方法是:用一个质量相对较轻的张力摆
杆来代替张力锤,用一个交流伺服电动机作为张力
电动机对其进行直接转矩控制来代替重力锤的施加
张力作用。改进后的结构采如图 2 所示。设张力摆 杆长度为 L0 、角速度为 ω 、质量为 m′ ,张力摆杆 与电动机转子的等效转动惯量为 I ,摆杆重心距张 力电动机轴心距离为 L ,张力电动机施加的转矩为 M ,角速度 ω 对时间 t 进行求导数得加速度。则在 忽略线自身弹性伸缩及摩擦力的情况下,张力摆杆
和多刀切割机相比,其优点一方面体现在切割速度 快、切割损耗低的特性上,一台中型多线切割机的 切割速度相当于 7 台多刀切割机,且出片率多出了 30%;另一方面体现在切片高精度上,例如厚度公 差、表面粗糙度、平行度公差都提高了 1~2 个数量 级。因此多线切割机的使用对半导体的成本下降具 有明显作用,多线切割技术已逐渐取代传统的半导 体切割加工方式成为半导体加工的主流。
I
=
1 3
m′L0
2
+
IM
(6)
式(6)中 IM 为电动机转子的转动惯量,将 IM 等效成
张力摆杆,对应等效摆杆的质量为 mM ,设
IM
=
1 3
mM
L02
(7)
将式(7)代入式(6)得
I
=
1 (m′ 3
+
mM )L02
(8)
根据式(8),对式(5)中张力波动项进行变换
I 2L0
dω dt
=
1 (m′ + 6
Design and Implement of Wire Tension Control System for Multi-wire Saw
ZHANG Yibing1, 2 DAI Yuxing2, 3 YUAN Julong3 XIONG Wanli3
(1. College of Information Science and Engineering, Xiangtan University, Xiangtan 411105; 2. College of Electric and Information Engineering, Hunan University, Changsha 410082; 3. National Engineering Research Center for High Efficiency Grinding, Hunan University, Changsha 410082)
多丝切割机中切割线在走线过程中,切割线抖 动幅度和频度直接决定了线切割加工的质量[3],如 切片的平行度允差、切痕的最小宽度、角度允差等。 另外在走线过程中不允许断线[4],否则价格昂贵的 半导体材料将报废。上述两个方面问题实际上可以 通过控制加工过程中切割线张力波动来加以解决, 所以张力控制是多线切割机的核心技术之一。
1 采用张力锤调节张力时存在的问题
2F
−
mg
=
m
d dt
vG
+
Ff
(2)
摩擦力 Ff 与张力锤的重力相比可以忽略不计;所以 张力可写成
F
=
mg 2
+
m 2
d dt
vG
(3)
式中右边第一项是定值,第二项由张力锤质量 m 和
运行过程中张力锤运动的加速度来共同决定。
切割机在走线过程中要求张力保持恒定,分析 不难看出,张力波动的原因是由式(3)右边第二项决 定,如果单纯减小 m 则降低张力波动,则第一项也
第 45 卷第 5 期 2009 年 5 月
机械工程学报
JOURNAL OF MECHANICAL ENGINEERING
Vo l . 4 5 N o . 5
May
2009
DOI:10.3901/JME.2009.05.295
多线切割机线张力控制系统设计实现
张义兵 1, 2 戴瑜兴 2, 3 袁巨龙 3 熊万里 3
L20 =0.337 kg。设改进后张力波动幅度下降百分比为 γ ,则
γ = (1− α )100%
(11)
根据式(10),以 m 为自变量,绘制百分比系数 γ
的曲线,如图 3 所示的曲线。
图 3 改进前后张力下降的百分比曲线
从图 3 中可以看出,当切割线所需的张力越大
时,用伺服电动机施加转矩的张力控制效果越理想, 张力锤的控制方式相比,当张力为 14.7 N 时(对 应 m=3 kg),张力波动幅度下降了近 93%,张力为 24.7 N 时(对应 m=5 kg),张力波动幅度下降了近下 降了 96%。
(10)
2.2 XQ300A 张力控制机械结构设计
根据上文的理论分析结果,笔者在湖南宇晶公
司设计了 XQ300A 中型多线切割机的张力控制系 统,其主要参数如下 XQ300A 的机械参数 m' = 0.25 kg、L0=0.168 m;张力电动机选用 YASKAWA 的 SGMGH-12Axxx , 其 转 子 转 动 惯 量 [5] 为 IM = 3.17 × 10−3 kgim2 ;对应等效摆杆的质量为 mM=3IM/
(1. 湘潭大学信息工程学院 湘潭 411105; 2. 湖南大学电气与信息工程学院 长沙 410082; 3. 湖南大学国家高效磨削工程技术研究中心 长沙 410082)
摘要:分析多线切割机张力控制机械原理,针对传统的线张力控制方式局限性,从运动学角度对放线系统数学模型的理论研 究,探讨多线切割机走线过程中影响线张力的各种因素,提出一种机电一体化的张力控制系统方案,该方案用转矩电动机代 替张力锤施加张力,并运用自适应逆算法设计智能控制器以降低多电动机系统速度同步系统的跟踪误差,极大地降低线张力 波动的强度。设计并实现基于现场总线的张力控制系统硬件平台,XQ300A 多线切割机产品测试结果证明该系统的可行性、 可靠性,该控制方案不仅张力控制精度高、易于实现,而且具有断线故障率低、张力调整方便的优点。 关键词:多线切割机 张力控制 自适应逆控制 伺服控制 现场总线 中图分类号:TP242
Abstract:Based on the analysis of the mechanical structure principle of multi-wire saw, the wire-supplying system model is studied from a point of view of kinematics and factors that influence wire tension is investigated to overcome the deficiency in traditional multi-wire saw tension control system. A mechanical and electrical wire tension control scheme is proposed, in which torque motor is used to produce tension on wire instead of hammer, and intelligent controller is designed by using adaptive inverse algorithm to reduce the speed synchronization trace error of multi-motor system; The scheme reduces the wire vibration intensity greatly. The hardware platform of tension control system based on field bus is designed and realized. The test results of XQ300A multi-wire saw prove the feasibility and reliability of the system. The control scheme features high precision and easy realization of tension control, low wire-broken fault rate and convenient tensioning. Key words:Muti-wire saw Tension control Adaptive inverse control Servo control Field bus
随之减小,显然这种方法是不可行的;而加速度受
跟随系统控制精度的制约,现有技术条件下其值降
低极为有限,所以这种张力控制机械结构成为张力
控制精度提高的瓶颈。必须对此结构进行改进。
2 伺服电动机施加转矩的张力控制
图 1 所示的是多线切割机放线侧机械结构等效 示意图,国内湖南宇晶机器实业有限公司的 XQ120、 国外同类产品,都采用与此类似的结构。其控制张 力的原理是:在放线轮和收线轮之间加一个张力锤, 张力锤可以在垂直的滑槽内上下自由滑动,通过张 力锤自身的重力施加张力,并且在切割机走线过程 中,由张力锤的位置、速度来调节主电动机与放线 电动机之间的速度同步。