车削加工加工工时计算方法
工时的算法
工时的算法工时的算法工资:10-11元/小时工时车床时间=(加工零件长度切入超出量)/主轴转数.主轴每转走刀量铣削时间:周边长度+刀盘直径/(进给量*转速)宽放时间=机床基础时间x0.15一. 将基本时间Tj、加上工步辅助时间T gf、即工步时间TgbTgb=Tj+Tgf二. 将工步时间加上装卸零件的时间Tzx就是作业时间TzTz=Tgb+Tzx=Tj+T gf+Tzx三. 将作业时间加上宽放时间Tkf再加上准结时间Tzj 就是单件时间Td Td=Tz+Tkf+Tzj各时间的确定1. 刨削基本时间TjTj=Be/N*fBe=B+4B:工作台(刀具)在走刀方向经过的总长度N:工作台每分钟往复行程次数小刨取28次/分,大刨取35次/分f:进刀量,刨水平面取0.5mm,刨垂直面取0.5mm注:刨周边时,每个外型尺寸小刨刨3次,大刨刨2次2. 工步辅助时间T gf开.停车:0.1调整行程:0.2变换走刀量:0.15对刀:0.1清理铁屑:0.1刀架搬角度:0.6移动上下刀架:0.7搬刀架:0.25装卸刀具: 1进退刀架:0.4试切:0.3测量:0.3注:小批量加工如小件刨周边按每次20件计算,工辅时间为单件:0.3分3. 装卸时间TzxA:单件加工小件刨坡口0.5分钟,其它:简单1分钟,复杂1.5分钟B:多件加工为0.2分钟4. 准备与结束时间TzjTzj=Tz*10%5. 单件宽放时间Tkf=(Tz+Tzj)*0.085小刨:B6063 大刨:B6085加工费车基础价:15-35磨基础价:25-45铣基础价:25-45钻基础价:15-35刨基础价:15-35线割基础价:3-4/900平方毫米电火花基础价:10-40,单件一般按50/件(小于1个小时) .NC基础价:比普通的贵2-4倍车床15元数车80元>6140 150元/班↑≤6140 120元/班小台车64元/班C6140 Φ400×1000~2000 13元/时C630 Φ630×1000~2000 21元/时C650 Φ800×1500~5000 30元/时30到50 30元/时立车40-50元/时C5116A Φ1600 28 元/时车床加工一般精度光轴加工1长径比不大于10 按加工件毛坯尺寸*0.2收费(最底5元)2长径比大于10 按一般光轴基价*长径比数*0.153精度请求在0.05MM以内或带锥度以一般光轴基价*2收取4一般阶梯轴a以一般精度光轴加工基价*2收取b阶梯轴如带锥度,内外罗纹按一般精度光轴加工基价*3收取5 一般用丝杠按一般精度光轴加工基价*6一般法兰盘类零件按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
数控加工工时计算公式
L
Vf:工作台进给速度
fz:每刀进给量
z:切刃数(切刃数=1)
n: 主轴转速
×
T:加工时间(秒) L:每次走刀的加工长(mm) F:每转进给量 n:主轴转速 D1:被加工材料的最大径(mm) D2:被加工材料的最小径(mm) VC:切削速度 N:走刀数(D1-D2)/ap/2
π
π
T:加工时间(秒)T1未达到最高转速时的加工时
间
L:加工宽度(mm)
ap:每次走刀的切深(mm)
加工时间(切槽加工) 转速一定时:
T 60 ( D1 D2) 2 F n
加工时间(切槽加工)
切削速度一定时:
T1 60 π (D1 D2) (D1 D2) 4000 F VC
加工时间(切断加工)
转速一定时:
T 60 D1 2 F n
加工时间(切断加工)
切削速度一定时:
T1 60 π (D1 D3) (D1 D3) 4000 F VC
F:每转进给量
n:主轴转速
D1:被加工材料的最大径(mm)
D2:被加工材料的最小径(mm)
VC:切削速度
NT: :加走工刀时数间=(L秒/ap)T1未达到最高转速时的加工时
间
L:加工宽度(mm)
ap:每次走刀的切深(mm)
F:每转进给量 n:主轴转速
π
D1:被加工材料的最大径(mm)
D2:被加工材料的最小径(mm)
加工时间(外径加工 其2:多次走刀加工 时)
切削速度一定时:
T 60 π L (D1 D2) N 21000 F VC
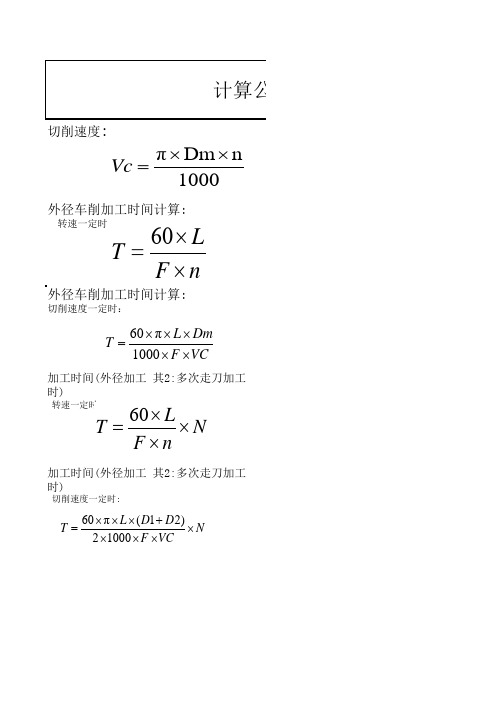
车削加工的计算式

车削加工的计算式切削速度(vc)vc (m/min) : 切削速度Dm (mm) : 工件材料直径π (3.14): 圆周率n (min-1) : 主轴转速(例题)主轴转速700min-1、工件直径Ø50,求此时的切削速度。
( 答)π=3.14、Dm=50、n=700代入公式vc=(π×Dm×n)÷1000=(3.14×50×700)÷1000=110(m/min)切削速度为110m/min进给量(f)f (mm/rev): 每转进给量I(mm/min): 每分钟切削长度n (min-1): 主轴转速(例题)主轴转速500min-1、每分钟切削长度120mm/min,求此时的每转进给量。
( 答)n=500、l=120代入公式f=l÷n=120÷500=0.24(mm/rev)每转进给量为0.24mm/rev切削时间(Tc)Tc (min): 切削时间Im (mm): 工件长度I(mm/min): 每分钟的切削长度(例题)长度100mm的工件,主轴转速1000min-1、进给量0.2mm/rev,求此时的切削时间。
( 答)首先根据进给量与主轴转速,求出每分钟切削长度。
l=f×n=0.2×1000=200(mm/min)将l代入公式Tc=lm÷l=100÷200=0.5(min)0.5×60=30秒理论表面粗糙度(h)h (µm): 表面粗糙度f (mm/rev): 每转进给量Re (mm): 刀尖圆弧半径(例题)刀尖圆弧半径0.8mm、进给量为0.2mm/rev, 求理论表面粗糙度。
( 答)将f=0.2mm/rev、Re=0.8代入公式h=f2÷(8×Re)×1000=0.22÷(8×0.8)×1000=6.25µm 理论表面粗糙度6μm。
工时计算方法大全(各机床工时、各工序工时)
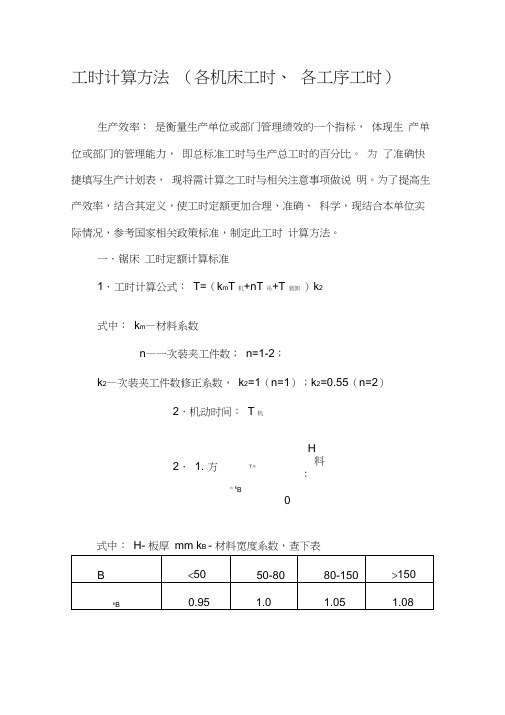
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
电脑车床零件简易机加工工时计算表

序号 工步序 号: 加工部 位: n转数 (r/min) f进给 (mm/r) L车削长 度(mm) N走刀 T1车削工 T2空走工 T总工时 α 系数 次数 时(s) 时(s) (s) 计算方法
1
1
平面
3000
0.05
Hale Waihona Puke 2010.48
0.4
8.4
T1
60* L * N ; T T1 T 2 f *n T 2 N *a
直径。
L=(D1-D2)/2;其 4 4 定中心 3000 0.03 5 1 0.4 3.333333333 0.4 3.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
L=L1+L2;其中L1 5 5 钻孔 3000 0.05 4 1 0.4 1.6 0.4 2.0 为每次打孔深度, 60* L T1 * N L2每次安全定位 f *n 距离; L=(D1-D2)/2;其 6 6 镗孔 3000 0.02 3 1 0.4 3 0.4 3.4
L=(D1-D2)/2;其 中D1为车削前直 60* L * N 径,D2为车削后 f *n 直径。
2
2
粗车外径
2500
0.08
25
2
0.4
15
0.8
15.8
T1
L=(D1-D2)/2;其 3 3 铣六角 3000 0.05 25 6 0.4 60 2.4 62.4
T1
60* L 中D1为车削前直 *N 径,D2为车削后 f *n
T1
中D1为车削前直 60* L *N 径,D2为车削后 f *n 直径。
L=(D1-D2)/2;其 7 7 精车外径 3500 0.03 20 2 0.4 22.85714286 0.8 23.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
各种加工工时计算

1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0**工件直径为上道工序所留尺寸**当加工孔径较大时,ap取大值;加工孔径较小,且加工精度要求较高时,ap取小值切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度三切削用量制定的步骤背吃刀量的选择进给量的选择切削速度的确定校验机床功率四提高切削用量的途径采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。
车床工时计算法
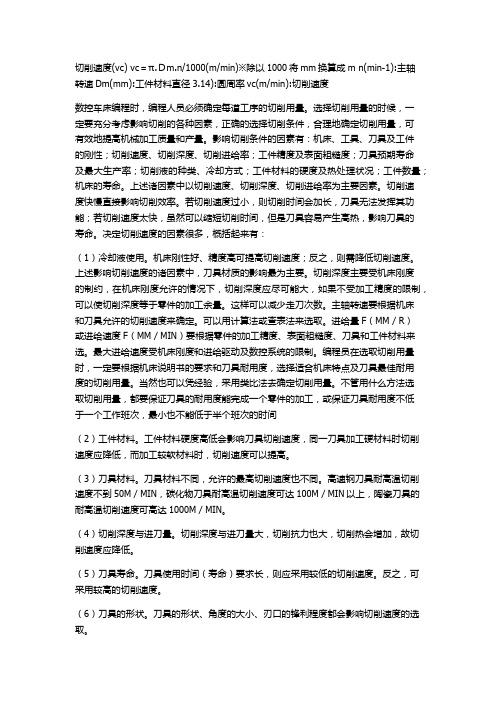
切削速度(vc) vc=π.Dm.n/1000(m/min)※除以1000将mm换算成m n(min-1):主轴转速Dm(mm):工件材料直径3.14):圆周率vc(m/min):切削速度数控车床编程时,编程人员必须确定每道工序的切削用量。
选择切削用量的时候,一定要充分考虑影响切削的各种因素,正确的选择切削条件,合理地确定切削用量,可有效地提高机械加工质量和产量。
影响切削条件的因素有:机床、工具、刀具及工件的刚性;切削速度、切削深度、切削进给率;工件精度及表面粗糙度;刀具预期寿命及最大生产率;切削液的种类、冷却方式;工件材料的硬度及热处理状况;工件数量;机床的寿命。
上述诸因素中以切削速度、切削深度、切削进给率为主要因素。
切削速度快慢直接影响切削效率。
若切削速度过小,则切削时间会加长,刀具无法发挥其功能;若切削速度太快,虽然可以缩短切削时间,但是刀具容易产生高热,影响刀具的寿命。
决定切削速度的因素很多,概括起来有:(1)冷却液使用。
机床刚性好、精度高可提高切削速度;反之,则需降低切削速度。
上述影响切削速度的诸因素中,刀具材质的影响最为主要。
切削深度主要受机床刚度的制约,在机床刚度允许的情况下,切削深度应尽可能大,如果不受加工精度的限制,可以使切削深度等于零件的加工余量。
这样可以减少走刀次数。
主轴转速要根据机床和刀具允许的切削速度来确定。
可以用计算法或查表法来选取。
进给量F(MM/R)或进给速度F(MM/MIN)要根据零件的加工精度、表面粗糙度、刀具和工件材料来选。
最大进给速度受机床刚度和进给驱动及数控系统的限制。
编程员在选取切削用量时,一定要根据机床说明书的要求和刀具耐用度,选择适合机床特点及刀具最佳耐用度的切削用量。
当然也可以凭经验,采用类比法去确定切削用量。
不管用什么方法选取切削用量,都要保证刀具的耐用度能完成一个零件的加工,或保证刀具耐用度不低于一个工作班次,最小也不能低于半个班次的时间(2)工件材料。
机械零件加工工时计算公式
0.3
500.00 10
>硬质合金端铣、周精铣平面、凸台、凹槽理论工时计算<
零件参数 材料种类 材料硬度 HBS
加工特征类型
刀具、机床参数
灰铸铁 刀具直径 mm
300.0
150-225 刀具齿数
18
平面 走刀路径长度
430.00
表面粗糙度要求Ra
加工余量 mm
3.00
0.8
工件速度
5
工作台充满系数
0.25
工件要求尺寸精度
0.02
推荐磨削参数
15 0.3 0.15 0.04600 12.80
0.80 0.80
1.4
>>>>>>>高速钢半精铣平面、凸台、凹槽理论工时计算<<<<<<<
材料种类 材料硬度 HBS 加工特征类型 走刀路径长度 mm
零件、刀具参数 铝镁合金 刀具类型
1、该表 中每一种 加工方式 的理论工 时为单道 工步的切 削时间, 仅用于参 考,总的 切削时间 为所有工 步切削时 间的总和
2、总加 工成本可 以参考以 下计算公 式: C总 = 单位时 间机床的 切削成本 * 切削时 间 + 单位 时间机床 非切削成 本 * 所有 装夹、换 刀等动作 时间 + 其 它非加工 费用
车间内某 一工序的 生产率限 制了整个 车间的生 产率的提 高时,该 工序的刀 具寿命要 选得低 些;当某 工序单位 时间内所 分担到的 全厂开支 M较大 时,刀具 寿命也应 选得低些 。
大件精加 工时,为 保证至少 完成一次 走刀,避 免切削时 中途换 刀,刀具 寿命应按 零件精度 和表面粗 糙度来确 定。