折页机七种故障原因及排除方法
卷筒纸折页机常见故障及排除
解 决办法 : 整第 二折 的折 刀位置 。 调
1 2三十二开双联折缝歪斜
原因: 第二 模折 的折刀 ( 因结 构不 同 . 能 在一折 滚 可 筒 或二 折滚 筒 ) 与其滚筒 中心线不 平行 。
解决办 法 : 整第二折 的折 刀 , 调 使其 与滚筒 中心 线平 行。
1. 八开或三十=开双联折帖甩页 3
原 因 : 二横 折 的折 刀 ( 第 因结 构不 同 , 能在 一折 滚 可 筒 或 二折 滚筒 ) 与八 开折 帖 夹板 ( 叼牙 ) 或 的相对 位置 不
对。
解决办法 : 调整冷却辊的速度 , 使纸带张力符合要
求。 原 因2: 页花纹 辊速 度太 快 , 进入 三角板 的纸带 折 使 松弛 。 解 决办 法 : 整 花纹 辊 的速 度 , 纸 带 张 力 符合 要 调 使 求。 原 因3 折页花 纹辊速度 太慢 或长期使 用 , : 花纹磨损 。 或花纹 辊压纸轮压 力太小 致使裁 切尺寸慢慢 变小 。
原 因2 三 角板仰 角调 整不 当。 :
机 器的具体情 况进行具体分 析和处理 。
1 纸带在三角板上运行不平稳或纵折两边不齐
原 因1 卷 筒纸轴 向中心 与三角板 中心 线没有对正 。 :
解决 办法 : 调整 纸卷轴 向位置 。 果三 角板 中心不在 如 机 器中心线上 . 应首先调 整三角板 的位 置 。
1. 八开折缝 歪斜 O
原 因 : 一横 折 的折 刀 ( 第 因结构 不 同 , 能在 裁切滚 可
筒或传 页滚筒 ) 其滚筒 中心线 不平行 。 与 解 决办法 : 整第一 横折 的折 刀 , 其与滚筒 中心线 调 使 平行 。
传动箱传 出的主动轴转一 转后 , 再合上离 合器就 可以 了。
M600 JF55折页机转折汽缸常见故障及排除
出 ,逆时针缩 回) .直至 V 汽缸到达 电眼下
控制台上 V
.
,
从 而 实 现
汽缸 上显示正 常 。此时 ,点动机 器 , 从三 角板 上送 纸下来
V。
、
V 。3个汽缸的
在 出帖处取 出折帖 检查一折 的长 /短 脚 ,停机 ,转动 皮 带轮 .使长 /短 脚 向零位 置接 近 ( 即折 缝两边 相 同 ) 重
}
}
}
剥劓 撅
前一段 , 我厂承 印 了- t 书 刊活 件 。这 批书 刊既 有 - L [ 1 规格 ,也 有 8开 规格 ,每 种规 格 都 有好 几 个系 列 , 6开 每 一 系列有几 本 书 ,为 了最大 限度 地减 少书 刊装订 出错 的可能 性 ,特 别是避 免 书帖 的混装 我们 在 拼版 时使 用
谶
重 庆 铜 梁彩  ̄ ) 汪 思 冲 F- - -
隐患 ,笔者在帖标与字标之 间设计 了一个色标 ( 笔者称之 为 书标 ) ,以示区分 。这个书标 的位置 对于同一本书 的 各 帖、 司是相 同的 ,但不 同的书刊之 间是 不同的 ,各书之 间 依 次相 差 1 mm,这个位置必须 书面记录下 来 ,备查 。这 O
维普资讯
.
.
..
.
— —— — —— — —— —— — — — — —— ‘— — — —— — t—
1 印后万象 【 顾及商韭 出 戮酗
.. — — — .. . .. . , —— — —. . . .. .. . . . . ... . .. .
J . ... . . . . . . — . . , ... . . . . .— —— .. .., ..... .— ..一
折页机常见的故障分析

9 要注意解决墨辊脱墨 .
在 印刷胶 辊使用 过程 中 ,如 果遇到 墨辊脱 墨 ,这 主要是 由于油 墨 的乳化现
象所 造成 的 ,在 平滑 的墨辊 上形成 了亲 水基 础 ,破 坏了 亲油感 脂性 能 ,从 而产
这些不容 易挥 发之物 ,不 宜长 时间 与胶 辊接触 ,一旦 有点滴 沾上 胶辊应 随 时揩除 ,否则会使胶辊 的表面发张变形。
6 防止 受压 变 形 .
软 化发粘 。因此 墨辊应 放置 在干燥 、凉
爽之处 。 8 及 时 消 除 氧 化 结 膜 和 烂胶 .
生 了脱墨现 象 。解 决办 法 :铲除 乳化 了 的 油墨 ,将 墨 辊 用 汽油 洗净 ,可 用 5 % 的氢 氧化 钠 水溶 液 与浮 石粉 混 合打 磨 ,
作 者 单 位 : 湖 北 郧县 印 刷 厂
责任 编辑 /欧定军
I
广 东印刷 2 0 . 0 76 I
பைடு நூலகம்
一
51—
维普资讯
技 术专栏
板 的张 开 量略 小 于 一 夹 板 张 开量 ( 约 9 mm) . 8 ,再加 上此处 的调节直接关 系到
彻底 清除墨辊上 的亲水基 础 。
此外 ,在胶 印工 艺上也 要适 当进行 调节 ,如改 变水 斗药水 的配 比 ,控 制水 斗液 P H值 ,减 少亲水 性 的阿拉 伯树 皎
成 烂胶 ,掉 “ ”等 现 象 ,应 及 时消 渣
除 ,否则 一方面胶 辊感 脂性减 退 而影响 吸 墨与传墨 的效果 ,另 一方面 由于 烂胶 掉 “ ” 渣 ,影响 产 品 的质 量 ,消除 上述 弊端 一般采 用人 工或机械 打磨 ,去掉 结 膜层和 烂胶层 ,不过要注 意墨 辊直径 的 尺寸 ,不宜 磨损得 太多 。
叠板机故障排除方法

叠板机故障排除方法
以下是 6 条关于叠板机故障排除方法:
1. 哎呀,叠板机运行不正常啦!那咱先检查下电源有没有问题呀!就好比一个人没吃饱饭,哪有力气干活呀。
比如说昨天机器突然不动了,最后一查就是电源插头松了,所以电源这方面可不能马虎!
2. 机器总是卡壳咋整?别急呀!看看是不是传送带有啥东西卡住了呀!这就好像路上有石头挡路,车子肯定走不顺畅呀。
上次遇到这种情况,我们细心把杂物清理掉,机器不就又欢快运行啦!
3. 叠板机叠不好板了呢,那是不是零件松动啦?这就和自行车链子松了骑不快一个道理呀。
有回发现叠板不整齐,一检查,嘿,果然有个螺丝松了,紧一紧就好啦!
4. 要是叠板机发出奇怪的声音,那可要重视啦!是不是哪个部件在“喊疼”呀!就像人身体不舒服会哼哼一样。
上次那“嘎吱嘎吱”的声音,可把我们急坏了,赶紧排查,才发现是轴承缺油了,加点油就解决问题啦。
5. 叠板效率突然变慢啦,难道是机器“累”了?嘿嘿,可能是该保养啦!这不就和人需要定期休息一样嘛。
上次就是忽略了保养,后来才意识到呀,赶紧给它好好维护一下,立马生龙活虎!
6. 叠板机出现故障真让人头疼呀,但咱别怕!一个个问题找出来解决不就好啦。
就像打怪兽升级一样,解决一个故障就升一级!碰见故障别慌张,冷静应对肯定行!
我的观点结论就是:只要我们认真对待,仔细排查,叠板机的故障都不是事儿,肯定能让它乖乖听话好好工作!。
折页机的故障原因及排除方法

书山有路勤为径;学海无涯苦作舟折页机的故障原因及排除方法1.输纸出现双张或多张。
①原因:挡纸毛刷过低或伸进纸堆过多,使得纸张不能被充分吹松。
排除方法:依操作和定位要求,将毛刷调到正确位置,并使纸张吹松。
②原因:分纸吸嘴风力不足,松纸吹嘴高低不适当。
排除方法:可将吸风力(量)依纸张性质及要求适当加大;松纸吹嘴依定位要求,将纸堆表面6张左右纸吹松即可。
③原因:纸张较薄而吸风量过大,将第一张下面的纸张带起。
排除方法:适当减小吸风量或将橡皮吸嘴调换成适合薄纸张需要的吸力较小的皮圈吸嘴。
④原因:纸张吹不松或纸边有粘连现象。
排除方法:依纸质将吹嘴风量调到使纸张吹松的标准程度;纸堆高度与工作正常要求适当,其相隔时间不易过长;检查纸堆四边是否有粘物存在并排除使其松散正常工作。
⑤原因:纸堆前边过高。
排除方法:降低纸堆前边的高度或用加木楔方法,使纸堆后边的低位部分加高与前边高度一致。
2.输纸歪斜或断张(即漏张)。
①原因:分纸吸嘴及递纸辊吸风量不足,造成漏张。
排除方法:依纸质适当加大分纸吸嘴及递纸辊的风量或更换风量较大的大圈橡皮吸嘴。
②原因:分纸吸嘴和递纸辊吸嘴与纸张接触不好,吸嘴吸纸面与纸面不平行。
排除方法:对纸张的表面平整程度和分纸、递纸吸嘴的协调配合进行正确调整。
③原因:像皮吸嘴沾有墨块或磨损漏气;吸嘴或气路被纸屑或油垢阻塞,造成纸张在输送中时而歪斜时而漏张。
排除方法:经常检查和保持橡皮吸嘴及气路的清洁,随时清洗以保证气路的畅通;橡皮吸嘴若磨损漏气要及时更换。
④原因:纸堆不平整,造成吸纸困难,使纸张送出后歪斜。
排除方法:装纸要平整。
⑤原因:纸堆前边风量不足,使纸张前进有困难或送不出而造成纸张歪斜。
排除方法:依纸质适当加大压脚吹嘴风量和增加前排吹嘴。
⑥原因:压纸专注下一代成长,为了孩子。
折页机常见故障及解决方案

书山有路勤为径;学海无涯苦作舟折页机常见故障及解决方案整机控制系统采用进口可编程控制器和主电机变频调速技术,使本机控制系统稳定、可靠,速度调整方便、平稳。
该机还具有折页机纸张计数及双张、重叠等故障显示和自动停机等功能。
因此,正确使用这类设备,及时准确地判断故障并加以排除,使其发挥最佳性能,对提高生产速度和产品质量具有重要意义。
故障现象:折页机在正常使用的过程中突然停车,触摸屏无任何显示,操作人员马上关闭电源,告知维修人员。
因为电机不动作,首先检查电源输入端,380V正常,变压器输出亦正常。
按照电路图从电源入手,380V电源电压经由变压器,输出两路电压:一路为24V,供给继电器线圈;一路为220V,供给开关电源,主电机、纸台电机在运转过程中没有焦糊味和异常响声,这就说明主电机及纸台电机正常。
由于折页机购入的时间不长,控制主电机、纸台电机的三菱通用变频器FR-E540-2.2K-CHT、FR-E540-0.75K-CHT出问题的可能性不大。
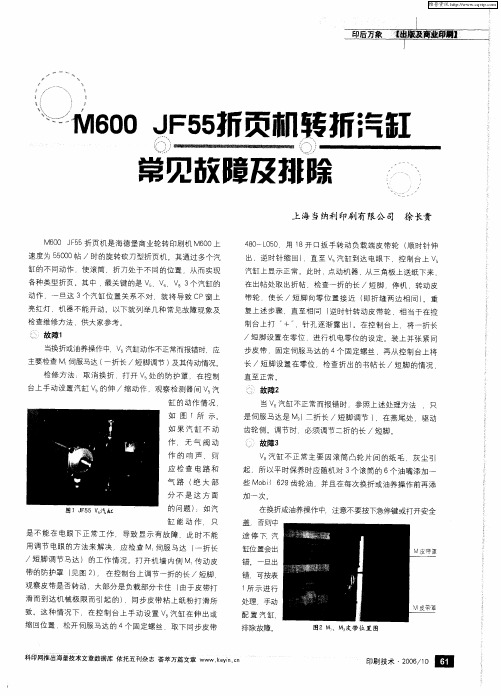
这要从相关的控制部分入手,折页机控制中心为三菱PLC,如图1所示,型号为FX2N-48MT,其接有人机界面F930GOT-BWD-C,由PLC控制两台通用变频器,以控制两台电机。
该PLC 为AC电源DC输入,输入24点、输出24点、晶体管输出,由电源+CPU+ 输入输出+程序存储器(RAM)的单元型可编程控制器。
首先仔细观察PLC右侧的动作指示灯、电源指示灯、运行指示灯,均正常,而程序出错指示灯无闪烁,CPU出错指示灯没亮,说明PLC本身没问题。
但PLC输入指示灯均无显示,试按控制台上的点动按钮,发现PLC的相应输入端指示灯无反应,按纸台升降按钮,PLC的相对输入端指专注下一代成长,为了孩子。
折页机常见的故障分析

的相交点附近) 很容易起皱
常 见原 因有 :
1 。 折 页顺 序 不 合 理 。折 叠 压 力过 高 ,从而使 折 角处纸 张起
4 . 折刀与折页辊不平行 ,有与折页辊摩擦的声音。调节折刀刀 皱 。
刃使 其对 准两 折页辊 的缝 隙 ,并保 证与折 页辊 的轴 心线平 行 即可 。 松 紧调节 一致 ,并 对破损 的线 带进 行更换 。
5 . 纸 堆 前 边风 量 不足 ,使 纸 张前 进 有 困难 或送 不 出 而造 成纸 张 剔除 破损 的纸张 。
歪斜 。依 纸质 适 当加 大压 脚 吹嘴风 量和 增加 前排 吹嘴 。
6 . 压纸 辊 压 力轻重 不 一 致 ,传送 带 松 紧不 当 ,某 些 压纸球 ( 或 传送 不通 畅。适 当调 高压杆 和 压
钩 出夹板 ,所 以新 刀片 在使 用前
故 障一 、折 页过程 中掉帖现象
3 2 开 , 需要对 折 页机 做 适 当调 整 。若调 整 不 当 ,经 常会 出现掉 帖 的
必 须先把 这些 毛刺 清 除掉 ,使刀
此 现 象经 常 出现 在 当折 页尺 寸 发生 改变 时 ,如 从折 1 6 开 ,改 折 口光 滑 一点 。 6 . 折 刀座 安 装 问题 。折 刀在
辊 的轴 心线平 行 ,使 页张 压入折 页辊 的缝 隙时两 端 的高度 一致 。
1 . 折 刀两 端 高低 不一 致 ,即与 折 页辊 不平 行 。调 节 折刀 与 折页 然 后 垂 直 方 向 再 进 行 两 次 平 行 折 ,这种 方 案就很容 易引起 书贴
4 . 毛 板刷 问题 。安装 毛 板刷 时 ,如果 贴 书帖 太 轻 ,则3 2 开书 帖 折 页故 障 。( 2 ) 折 刀刀 片与 夹板 的
ZYH660混合式折页机故障排除

ZYH660混合式折页机故障排除故障1:湖南新邵ZYH660混合式折页机输纸连张故障分析:吸风轮阀体的空心套与外密封套磨损,致使风轮不断气,输纸出现连张,浪费较大。
排除方法:根据ZYH920混合式折页机风轮的供气控制原理,可自行进行改装。
& 首先,取掉与电磁阀芯螺杆相连的阀套。
将M12X100的六方头螺杆的六方头加工成一个锥顶。
螺丝杆另一头钻M5X25深的丝孔,与电磁铁螺杆相连,中间放入撑簧,保证顶杆自如运行。
在与风轮相连的气路上,用“塑料王”(聚四氟乙烯)加工成外径与电磁阀安装座的内径一致,柱高20mm,内孑L径为中6mm的塑料柱一头与顶杆的锥顶配合,另一头与风轮气路相通,然后被固定。
因使用了“塑料王”,塑料柱越用越光,且气密性较好。
电磁阀吸合时气路打开,放松时由撑簧复位关闭吸气,封闭性能可通过调节顶杆与电磁阀的相对位置进行控制,并可用四五年,效果较好。
故障2:紫宏,ZYH660D混合式折页机第二折在折薄纸时,底角不齐、打皱或破口故障分析;该机压纸球机构与湖南新邵折页机的机构不一样,上下两压条相距较大,在折65g/m2纸张时与湖南新邵折页机没有任何区别,但折薄纸时,问题比较明显。
混合式折页机机速较快,输送带上的纸张对后挡觌的中击力必然较大,上下压条间距大时,纸张容易卷曲;而两边的卷曲程度又不一致,折页后底边自然不齐,折出的书页有的误差超标。
排除方法:适当调低机速、减少纸张向后挡规的)中击力。
压纸球的排放也可相应调整,在后挡规的边上压上两颗一排的压球,防止纸张向上卷曲。
在后挡规的前面纸张边口,压上四颗一排的压球,防止纸张后退,产生底角不齐。
调整接近开关的凸轮进纸时间,纸张刚一到位,折刀下降,减少输纸带给纸张向后挡规造成的中击力,防止折页打皱。
调整折刀下降深度,防止在点动机器时,纸张被折页辊带走。
判断折刀是否下降过深,只要观察纸张被折辊带走;而折刀未开始上抬即过深。
纸边卷曲不平,而折刀又下降过深,此时易出现折页纸张破口,可适量调小破口折辊边的压力,并抬高折刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折页机七种故障原因及排除方法
编辑:oa161商务办公网
1.输纸呈现双张或多张。
①缘由:挡纸毛刷过低或伸进纸堆过多,使得纸张不能被充沛吹松。
扫除办法:依操作和定位需求,将毛刷调到正确方位,并使纸张吹松。
②缘由:分纸吸嘴风力缺乏,松纸吹嘴凹凸不恰当。
扫除办法:可将吸风力(量)依纸张性质及需求恰当加大;松纸吹嘴依定位需求,将纸堆外表6张左右纸吹松即可。
③缘由:纸张较薄而吸风量过大,将第一张下面的纸张带起。
扫除办法:恰当减小吸风量或将橡皮吸嘴调换成合适薄纸张需求的吸力较小的皮圈吸嘴。
④缘由:纸张吹不松或纸边有粘连表象。
扫除办法:依纸质将吹嘴风量调到使纸张吹松的规范程度;纸堆高度与作业正常需求恰当,其相隔时刻不易过长;查看纸堆四边是不是有粘物存在并扫除使其松懈正常作业。
⑤缘由:纸堆前边过高。
扫除办法:下降纸堆前边的高度或用加木楔办法,使纸堆后边的低位有些加高与前边高度共同。
2.折页机倾斜或断张(即漏张)。
①缘由:分纸吸嘴及递纸辊吸风量缺乏,形成漏张。
扫除办法:依纸质恰当加大分纸吸嘴及递纸辊的风量或替换风量较大的大圈橡皮吸嘴。
②缘由:分纸吸嘴和递纸辊吸嘴与纸张触摸欠好,吸嘴吸纸面与纸面不平行。
扫除办法:对纸张的外表平坦程度和分纸、递纸吸嘴的和谐合作进行正确调整。
③缘由:像皮吸嘴沾有墨块或磨损漏气;吸嘴或气路被纸屑或油垢堵塞,形成纸张在运送中时而倾斜时而漏张。
扫除办法:常常查看和坚持橡皮吸嘴及气路的清洁,随时清洁以确保气路的疏通;橡皮吸嘴若磨损漏气要及时替换。
④缘由:纸堆不平坦,形成吸纸艰难,使纸张送出后倾斜。
扫除办法:装纸要平坦。
⑤缘由:纸堆前边风量缺乏,使纸张行进有艰难或送不出而形成纸张倾斜。
扫除办法:依纸质恰当加大压脚吹嘴风量和添加前排吹嘴。
⑥缘由:压纸辊压力轻重不共同,传送带松紧不妥,某些压纸球(或轮)压力不等所形成的纸张进入送纸轴后倾斜表象。
扫除办法:依据纸质,依操作定位需求正确调定其方位。
3.页张码不整齐。
①缘由:压纸球(或压纸轮)压力不共同或压力不得当。
扫除办法:恰当调理压力,使得压力共同。
②缘由:打孔刀不尖利或刀片与刀环装置得不妥。
扫除办法:替换打孔刀刀片,并按正确间隔调定刀片与刀环之间的间隔。
③缘由:折刀上定位针(即刀针)长短不恰当。
扫除办法:恰当调理定位针,使其长短共同。
④缘由:折刀与折页辊不平行,有与折页辊冲突的声响。
扫除办法:调理折刀刀刃使其对准两折页辊的缝隙,并确保与折页辊的轴心线平行。
⑤缘由:传送线带松紧不共同,有拉坏或破口等。
扫除办法:将每一根传送线带松紧调理共同,并对破损的线带进行替换。
4.书帖纸边长短不致或倾斜不齐。
①缘由:折刀两头凹凸不共同,即与折页辊不平行。
扫除办法:调理折刀与折页辊的轴心线平行,使页张压入折页辊的缝隙时两头的高度共同。
②缘由:折页辊两头松紧不致,即一对折页辊的间隔不等。
扫除办法:调切一对折页辊的轴心线使之平行。
③缘由:某一折的规则调整不得当。
扫除办法:顺次查看每一折的规则,并进行调整。
④缘由:打孔刀装置不妥。
扫除办法:调理打孔刀,使其划破口的方位与折缝共同。
⑤缘由:定位针长短不共同。
毛刷压力或间隔不恰当。
扫除办法:恰当调理定位针,使其长短共同。
依需求正确调定毛刷方位。
5.拉规拉纸不到位或纸张皱褶。
①缘由:拉规拉力不妥。
扫除办法:以拉规拉齐页张为规范,调定拉规拉力。
②缘由:拉规压纸板凹凸不恰当。
扫除办法:依据拉规拉纸的时刻和纸张的厚度,恰当调压纸板的高度。
③缘由:输纸方位不得当。
扫除办法:查看纸张在运送进程的各个环节,依需求正确调理,以确保输纸到位。
④缘由:页张翘角或有折角。
扫除办法:撞纸后要仔细查看,装纸时要平坦。
6.页张运送中受阻或撕页。
①缘由:输纸倾斜。
扫除办法:查看纸张在运送进程的各个环节,依需求正确调理,以确保输纸到位。
②缘由:页张有折角或破口、粘连等。
扫除办法:查看撞纸有装纸的状况,除掉破损的纸张。
③缘由:压杆、压轮过低、页张传送不晓畅。
扫除办法:恰当调高压杆和压轮的间隔。
④缘由:传送线带有破口或开裂。
扫除办法:替换传送线带。
7.打孔刀倾斜与折缝有差错。
①缘由:折刀与折页辊方位不得当,倾斜或不平行。
扫除办法:调切折刀刀刃使其对准两折页辊的缝隙,并确保与折页辊的轴心线平行。
②缘由:输纸时倾斜或有妨碍。
扫除办法:查看纸张在运送进程中的各个环节,依需求正确调理。