中国薄板坯连铸连轧生产线建设状况统计
薄板坯连铸连轧技术的现状及发展趋势
关键词 : 薄板坯 ; 连铸连轧 ; 发展趋势
Pr s ntSiu to n v l p ng Te de y o i l b e e t a i n a d De eo i n nc fTh n S a Co tnu u si - n i u u li c o o y n i o sCa tngCo tn o sRo l ng Te hn lg
QS P等 。其 中推广 应 用 最 多 的是 C P工艺 。各 S 种薄 板生产技 术各 具特 色 , 同时又 相互影 响 、 互 相 渗透 , 在不 断地 发展 和完善 。 并
1 几种 薄板坯 连铸 连 轧技 术的现 状
1 1 CSP _
() 用直 弧 型铸 机 , 漏 斗 型结 晶器 , 片 1采 小 薄
F R 由意 大利达涅 利公 司开发 出的一 种连 TS 铸 连 轧工 艺 , 称 F C 也 TS 。具 有 相 当 的灵 活 性 , 能 浇铸 范 围较 宽 的钢 种 。可 提供 表 面 和 内部 质 量 、 力学 性能 、 化学 成分均 匀 的汽车 工业 用 板 。 () 1 采用直 弧 型铸 机 , 结 晶器 , 晶器 液 压 H 结 振 动 , 点 除鳞 , 入式水 口 , 三 浸 连铸 用保 护渣 , 态 动
薄板坯连铸 连 轧技术 已形 成 了各具 特色 的生
产工 艺 , C P I P F R、 ONR L TS 如 S 、 S 、 TS C OL 、 P、
在 意 大 利 阿 尔 维 迪 公 司投 产 , 计 能 力 为 5 设 0万
ta 是 目前 最短 的薄板 坯连铸 连轧 生产线 。 /,
国内薄板坯连铸连轧技术发展简介

K yw r s t i e t o t n o s a t n o 1n ;r d c i n p oe s e o d : h n b l c n i u u c s i g r l i g p o u t o r c s
De eo me t Of Th hn v lp n e T i.Bet C n iu u sigr l n n Chn l o ta g wu ng n bi
( h e i n n t t t f X n u i o — t e c r o a i n 3 8 01 T e d s g i s i u e o i Y r n s e l o p r t o 3 0 )
成 材率 。
薄 板坯 连铸 连 轧 生产 线 是 以薄 板坯 连 铸机 的 开发商 注 册名 称而 命 名 , 为 :S 西 马克 开 发) 分 C P( 、
IP( 马 克 和 阿 尔 维 迪 联 合 开 发 )FS ( 利 开 S 德 、T C 达
发 ) Q P 住 友 金 属 、 友 重 机 开 发 ) C N O L( 、S ( 住 、O R L 奥
18 9 9年 美 国 NC R克 劳福 滋维 尔厂 , 当时克 劳福 UO
各种薄板坯连铸连轧工艺技术特 点
26第 期 0年 5 0
r:wjo曼 ,w 4zm t ws界 毫 龛属世 . t 'sc t I D S S z
维普资讯
年 生产 能 力 5 0万 t Q P生 产线 3条 ,年 生 产 能 0 ;s 力 5 0万 t C N O L生产线 3条 , 生产 能 力 3 5 0 ;OR L 年 l 万 t 总计年 生产 能力 5 0 ; 5 0万 t 。 中 国国 内薄板 坯 连铸 连 轧 生产 企 业 中,珠 钢 年 生产 能力 1 0万 t 8 ,工 艺类 型采 用 C P 1 9 S ,9 9年 8月投 产 ; 钢 年 生 产 能 力 2 0万 t 工 艺 类 型采 邯 5 , 用 C P 19 S , 9 9年 l 2月投 产 ;包 钢 年 生产 能 力 2 0 5 万 t 工 艺类 型采 用 C P 2 0 年 8月投 产 : 钢年 , S ,0 1 唐 生 产能 力 2 0万 t 工 艺类 型 采 用 F S ,0 3年 3 5 , T C2 0 月投 产 ; 钢年 生产 能 力 2 0万 t 工 艺 类 型 采 用 马 0 , CP 20 S ,0 3年 l 0月投 产 ;涟 钢年 生产 能力 2 0 4 t 工 艺类 型采 用 C P 2 0 , S , 0 4年 2月投产 ; 钢年 生 本 产 能 力 2 0万 t 5 ;工 艺 类 型采 用 F S , 0 4年 l TC 20 2 月投 产 ; 钢 年 生 产 能 力 10万 t 工 艺 类 型采 用 通 4 , FS, 划 20 TC计 0 6年 投 产 ; 钢 年 生 产 能 力 2 0 酒 5 t 工 艺类 型 采用 C P 计划 2 0 , S, 0 6年投 产 。 国 内薄 板 坯 连 铸 连 轧 生 产 线 已投 产 的 有 7 套 , 生 产 能力 1 2 年 6 0万 t 建 设 中 生产 线 2套 , ; 年 生产 能力 3 0万 t 总计 2 l 9 , 0 0万 t a / 。薄板 坯连铸 连 轧 生产线 规 格 : 7 0 m 套 ( 钢) 18 m 15 m l 本 ,6 0 m 2 套 ( 钢 、 钢 ) 10m 邯 唐 , 6 0 m 3套 ( 钢 、 钢 、 马 涟 酒钢 ) , 16m 5 0 m 2套 ( 包钢 、 通钢 ) 1 5 m ,3 0 m l套 ( 钢) 珠 。 薄板 坯连 铸 连 轧 生产 线 生产 的钢 种 包括 低 碳
华菱涟钢CSP生产线情况介绍-4

4月主要技术指标
平均连浇炉数: 9.6 连铸钢水收得率: 93.5% 钢材成材率: 97.5% 板卷合格率: 99.35% 板卷产量(吨):78000
主要试轧产品
试生产钢种包括Q345B、Q345D,Q235B、 Q195等,厚度从1.66~12.7mm,宽度为 1000~1550mm;连浇炉数最高为24炉,3 月平均为5.06炉,4月平均连浇炉数达9.6 炉。
采用的主要技术和效果
液芯压下正常,为生产薄规格产品提供可能。 2月热调试期间即开始进行液芯压下的功能测 试,4月6日连铸开浇,铸坯过顶弯辊即开始液 芯压下,将铸坯70mm压到55mm,连续进行 四 炉 , 坯 宽 1500mm , 铸 坯 入 剪 机 拉 速 4.8m/min,至此完成了从70mm压到55mm的 所有测试,没有一次因液芯压下而引起的漏钢。 4月13日,已生产厚度为1.66mm的Q345D薄板。
产品大纲
双流产量220万吨,带卷宽:900~ 1600mm,带钢厚度:0.8~12.7mm[其中 厚度小于3mm的带钢占80%],钢卷内径: 762mm,钢种为普通碳素结构钢、优质碳 素结构钢、低合金高强度结构钢、汽车 结构钢、高耐候结构钢。另外设备考虑 将来能够生产低碳钢和超低碳钢。
工程管理
质量情况钢包精炼炉钢水的成分—C含 量
钢水进出LF炉碳含量
30
碳含量
20 10 0
1 8 15 22 29 36 43 50
炉数
进LF炉碳含量 出LF炉碳含量
57 64 71 78
钢包精炼炉钢水的成分—C含量
统计3月生产的83炉Q235B,钢水进LF炉 的C:0.08~0.16%,钢水出LF炉的C: 0.17~0.20%。3月生产Q235B出站C控制 比 2 月 稳 定 , 2 月 的 钢 水 出 LF 炉 的 C : 0.15~0.23%。
薄板坯连铸连轧工艺技术发展的概况

薄板坯连铸连轧工艺技术发展的概况摘要:薄板坯连铸连轧工艺问世这么多年来发展迅速,CSP、ISP、FTSR为代表的各种工艺技术的发展各具特色。
总的发展趋势是,提高铸机生产能力充分发挥后部连轧机的生产能力;改进品种质量,提高产品的市场覆盖率;采用无头轧制工艺、生产超薄规格产品,以取代部分冷轧产品的市场;应用范围扩大,越来越多的在以高炉铁水为原料的大型联合企业中得到应用,为该工艺的发展开拓了更广阔的前景。
关键词:薄板坯连铸连轧发展趋势1 前言薄板坯连铸连轧是20 世纪80 年代末开发成功的生产热轧板卷的新技术,该项技术发展很快,世界各钢铁发达国家已相继开发了各具特色的薄板坯连铸连轧技术,主要有SMS 开发的CSP(CompactStrip Production)、DEMAG 的ISP(Inline Strip Production)、日本住友的QSP(Quality Slab Production)、达涅利的FTSR(Flexible Thin Slab Rolling)和VAI 的CONROLL(Continue Rolling)以及美国蒂金斯(Tippins)的TSP(Thin Slab Production)等6 种类型。
图2典型的薄板坯连铸—连轧热带钢生产线薄板连铸连轧工艺与常规的工艺相比,由于它具有节能、投资省、生产周期短、劳动成本低及适应性强等优点,故引起了全世界的重视。
据统计全球各地已建成投产及在建的薄板坯连铸共约50流,总生产能力为5228万t/a。
2 几种主要类型的技术特点及其发展2.1 CSP工艺技术世界第一条CSP生产线薄板坯连铸连轧生产线已于1989年建成投产,因其工艺开发早,技术成熟,工艺及设备相对较简单可靠,故实际应用也最多。
至1997年末,SMS已签定的合同已有27流铸机。
CSP技术的主要特点是采用立弯式铸机漏斗形结晶器,最初的铸坯很薄,一般为40~50mm,未采用液芯压下,后部设辊底式隧道炉作为铸坯的加热均热及缓冲装置,采用5~6架精轧机,成品带钢最薄为1~2mm。
2024年板坯连铸市场分析现状

2024年板坯连铸市场分析现状简介本文将对板坯连铸市场的现状进行分析,包括市场规模、发展趋势、主要竞争对手和市场机会等方面的内容。
市场规模目前,板坯连铸市场规模庞大。
据统计,2019年全球板坯连铸产量达到XX万吨,预计未来几年将保持稳定增长。
中国是全球最大的板坯连铸市场,占据全球板坯连铸产量的XX%。
而其他地区如欧洲、北美和亚太地区也表现出了不俗的市场份额。
发展趋势随着技术的不断进步和行业的发展,板坯连铸市场呈现出以下几个发展趋势:1. 技术升级板坯连铸技术在过去几年取得了显著进展。
新一代板坯连铸装备的问世,使得生产效率得到提升,产品质量得到保障。
随着技术的进一步升级,板坯连铸市场将迎来更多的发展机遇。
2. 节能减排随着环保意识的普及和环境法规的加强,节能减排已成为全球关注的焦点。
板坯连铸技术相较于传统冶炼方法具有较低的能耗和排放量,成为行业的热门选择。
因此,在未来市场中,节能减排将成为板坯连铸企业的一大优势。
3. 国际竞争加剧随着全球化的进程加速推进,板坯连铸市场的竞争也日趋激烈。
国际知名钢铁企业纷纷涉足板坯连铸领域,并通过技术创新和品质提升来拓展市场份额。
国内企业需要提升自身的技术实力和产品质量,以在激烈的市场竞争中保持竞争优势。
主要竞争对手目前,板坯连铸市场的主要竞争对手有以下几家企业:1. 某知名钢铁企业该企业拥有先进的板坯连铸技术和设备,产品质量稳定可靠,市场占有率较高。
同时,该企业积极进行产品创新和技术研发,不断提升市场竞争力。
2. 某国内企业这家企业在国内市场拥有较高的知名度和市场份额。
虽然其技术实力稍逊于国际知名企业,但通过价格优势和客户服务的改进,仍然能在国内市场保持一定竞争力。
3. 某新兴企业这家企业是新兴板坯连铸企业中的领军者,凭借创新的技术、优质的产品和良好的客户关系,迅速崛起并获得一定市场份额。
未来,该企业有望在市场中取得更大突破。
市场机会板坯连铸市场存在着一些机会值得关注:1. 基建投资增加随着各国基础设施建设的不断推进,对板坯连铸的需求也将随之增加。
(1)我国板带钢生产状况及发展趋势_朱长华

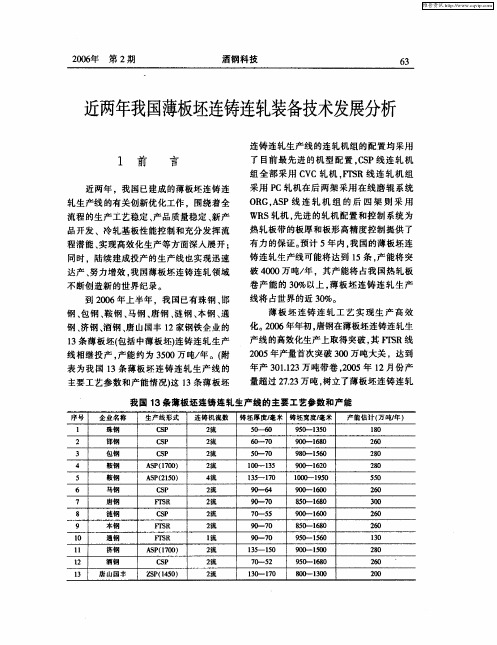
近两年我国薄板坯连铸连轧装备技术发展分析
20 年 06
第2 期
酒钢 科技
6 3
近两年我国薄板坯连铸连轧装备技术发展分析
连铸连轧生产线的连轧机组的配置均采用
前
言
了 目前 最 先 进 的机 型 配 置 .S C P线 连 轧 机 组 全 部 采 用 C C轧机 ,T R 线 连 轧 机 组 V FS
线相 继投 产 , 产能 约 为 3 0 5 0万 吨/ 。( 年 附 表 为我 国 l 薄板 坯 连 铸连 轧 生产 线 的 3条 主要 工艺参 数 和产 能情 况) 1 这 3条薄 板坯
铸连轧生产线可能将达到 l 条 , 5 产能将突
破 40 0 0万 吨/ .其产 能将 占我 国热 轧板 年
l 流
9 一7 O 7 一5 5 9 一7 O
9 一7 O
8 o -6 0 5 _ 1 8 9 —l 0 0 6o 8 —l 8 5 6O
9 —l 6 5 5o
3o 0 2o 6 2o 6
lO 3
l l l 2 l 3
济钢 酒 钢 唐 山 国 丰
CP S
连铸机漉数 铸坯厚度鹰 米 铸坯宽度, 毫米
2 流 2 流 2 流 2 流 4 流
2 流
产能估计 ( 万吨/ 年)
10 8 2o 6 20 8 20 8 50 5
2o 6
5 —6 o 6 一7 O 5 一7 0 l 一15 0 3 l5 lO 3一 7
9-6 0- 4
9 一15 5 30 9 —l O 锄 9 —l6 8 5o 9 —l 2 O 6O l0 一15 O 90
9 —lo 0 6o
7 8 9
1 0
唐钢 涟钢 本钢
华菱涟钢CSP生产线情况介绍-4

项目目标:建一流薄板,创一流团队 工 期:国内同类项目最短工期 投 资:比概算投资低5-10% 质 量:冶金工程优质奖 达产达效:半年内达设计产量,一年达 到各项设计技术指标
工程管理
科学管理 (1)、制度建设 (2)、建立工程管理系统,信息沟通通畅 (3)、加强计划管理,采用统一的工程软件 (4)、工程目标制 (5)、工作日志 (6)、工程量清单结算
钢包精炼炉三座,采 用双工位回转台形式。变压器容量 18000kvA,电极心圆直径为700mm,最 大升温度速度为4.5℃/min。平均精炼时 间40min(不包括软吹Ar时间),三座 LF炉可满足两台CSP连铸机最大生产能 力的需要。
薄板坯连铸机
两台立弯式连铸机,弧半径3250mm,流间距 26m。铸坯导向段长度为9705mm。中间包升 降行程为600mm,回转台钢包升降行程 1000mm。中间包容量为36t,液面高为 1050mm。结晶器长度1100mm,漏斗长度 850mm,漏斗宽度为190mm、180mm两种, 即大漏斗和小漏斗。出结晶器坯厚70mm,经 液芯压下,可压到55mm,预留压到45mm。 最高拉速6.0m/min,机械设备预留的最高拉速 为8.0m/min,最低质量保证拉速为2.6m/min。
4月主要技术指标
平均连浇炉数: 9.6 连铸钢水收得率: 93.5% 钢材成材率: 97.5% 板卷合格率: 99.35% 板卷产量(吨):78000
主要试轧产品
试生产钢种包括Q345B、Q345D,Q235B、 Q195等,厚度从1.66~12.7mm,宽度为 1000~1550mm;连浇炉数最高为24炉,3 月平均为5.06炉,4月平均连浇炉数达9.6 炉。
CSP生产线投产前的准备
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国薄板坯连铸连轧生产线建设状况统计
截止到2009年,中国已建成和正在建设各种不同类型的薄板坯连铸一连轧生产线合计14条,铸机30流,将形成年生产能力3530万t(见表),到2007年,中国的薄板坯连铸一连轧产量达3073万t,2008年产量达2927.3万t。
表:中国薄板坯连铸-连轧生产线建设状况
序号钢铁公司工艺类型铸机流数开发商铸坯规格(厚×宽)/mm 产品厚度/mm 设计年产量/万t 轧机投产期
1 珠钢CSP
2 SMS (50-60)×(1000-1380) 1.2-12.7 180 6CVC 1999.8
2 邯钢CSP 2 SMS (60-90)×(900-1680) 1.2-12.7 247 1+6CVC 1999.12
3 包钢CSP 2 SMS (50-70)×(980-1560) 1.2-20.0 200 7CVC 2001.8
4 唐钢FTSR 2 Danieli (70-90)×(1235-1600) 0.8-12.0 250 2+5PC 2002.12
5 马钢CSP 2 SMS (50-90)×(900-1600) 1.0-12.7 200 7CVC 2003.9
6 涟钢CSP 2 SMS (55-70)×(900-1600) 1.0-12.
7 240 7CVC 2004.2
7 鞍钢ASP 2 鞍钢100/135×(900-1550) 1.5-25.0 240 1+6ASP 2000.7
8 鞍钢ASP 4 鞍钢135/170×(900-1550) 1.5-25.0 500 1+6ASP 2005
9 本钢FTSR 2 Danieli (70-85)×(850-1605) 0.8-12.7 280 2+5PC 2004.11
10 通钢FTSR 2 Danieli (70-90)×(900-1560) 1.0-12.0 250 2+5PC 2005.12
11 酒钢CSP 2 SMS (52-70)×(850-1680) 1.5-25.0 200 6CVC 2005.5
12 济钢ASP 2 鞍钢(135-150)×(900-1550) 1.2-12.7 250 1+6ASP 2006.11
13 武钢CSP 2 SMS (50-90)×(900-1600) 1.0-12.7 253 7CVC 2009.2
14 梅钢FTSR 2 Danieli (70-90)×(900-1560) 1.0-6.35 250 2+5PC 2010.11
合计 30 3530
2009-2010年国内高炉预计投产情况统计(万吨)
省份公司新增设备情况新增能力(万吨/年) 投产时间
河北河北兴华钢铁公司550m3*1 70 2009年1月
河北唐山国丰1780m3*1 160 2009年2月
江西新钢2500m3*1 210 2009年2月
新疆八钢2500m3*1 210 2009年2月
江苏兴澄特钢3200m3*1 260 2009年3月
内蒙古乌兰浩特钢铁503m3*1 70 2009年4月
河北邯郸新区3200m3*1 260 2009年4月
辽宁鞍钢鲅鱼圈4038m3*1 350 2009年4月
上海宝钢梅钢3200m3*1 260 2009年5月
河北唐山路港钢铁公司1160m3*1 120 2009年5月
河北首钢京唐5500m3*1 400 2009年5月
河北唐山瑞丰金友1580m3*1 150 2009年5月
天津天铁2800m3*1 220 2009年6月
湖北武钢3800m3*1 320 2009年8月
山西吕梁中钢集团1180m3*1 120 2009年8月
山西中阳钢铁1080m3*1 110 2009年8月
河北承钢2500m3*1 210 2009年8月
安徽芜湖富鑫钢铁580m3*1 80 2009年9月
湖南涟钢3200m3*1 260 2009年9月
广东韶钢3200m3*1 260 2009年9月
湖北鄂钢2600m3*1 210 2009年10月
江西新钢2500m3*1 210 2009年10月
江西萍钢九钢1780m3*1 160 2009年10月
江苏沙钢5800m3*1 400 2009年10月
天津天津荣程钢铁1200m3*1 100 2009年11月
黑龙江北满特钢450m3*1 50 2009年12月
河北沧州黄烨纵横钢铁2350m3*1 200 2009年12月河北唐山北阳钢铁1080*2 200 2009年12月
四川达钢1260m3*1 125 2009年12月
全国2009年新上产能5755
辽宁抚顺新钢铁1750m3*2 100 2010年1月
内蒙古万腾钢铁(黄河工贸) 1166m3*2 200 2010年1月安徽池州贵航金属制品1000m3*1 80 2010年1月
河北石家庄钢铁2500m3*2 400 2010年1月
河北邢台龙海钢铁集团1000m3*1 90 2010年1月
湖北大冶特钢2500m3*2 400 2010年1月
江西南昌钢铁1050m3*1 90 2010年1月
四川德胜钢铁1250m3*1 100 2010年1月
重庆重庆钢铁2500m3*2 400 2010年1月
甘肃酒钢1800m3*1 150 2010年1月
新疆八一钢铁3200m3*2 500 2010年1月
新疆金特和钢588m3*2 130 2010年1月
贵州水城钢铁2500m3*1 200 2010年5月
安徽霍邱大昌矿业1280m3*1 100 2010年6月
河北唐山东海钢铁(东海特钢) 1*1350 100 2010年6月江苏溧阳申特1250m3*1 100 2010年8月
河北迁安燕山钢铁1780*2 260 2010年12月
全国2010年新上产能3400
2009年10月之后新上产能5050。