大型锻件的调质热处理实践
轴类大锻件锻后余热热处理工艺研究

De gn & Dev opm en si el t
轴类大锻件锻后余热热处理工艺研究
李 一振 ’ ,黄 正。 ,夏琴 香
(. I广州造船厂有 限公司 ,广州 50 8 ;2华南理工大学机械与汽车工程学院 ,广州 :0 4 ) 132 . 5 60 1
摘 要 :为 提高锻 件热 处理 组织 力 学性 能并达 到提 高热处 理效 率、 降低 生产 成本、 节 能 的 目的, 根据 某 船 用大锻件 的力学性能要求,提 出一种大型锻件余热热处理工艺方法,该工艺方法 由余热正火和普通调质 处理丽部分组成;基于有 限元数值模拟软件D F R 3 ,对该锻件 的余热正火 调质 热处理过程进行 了 E O M- D 数值模拟,获得 了锻件 余热热处理过程 中的温度、等效应力及组织变化规律。结 果表明,相对 常规热处理 工艺而言,在确保锻件具有理想的热处理组织及 良好的综合力学性 能前提下,采用余热热处理工艺能有效 地 缩短热 处理加 热 时 间。 关键词 :轴类大锻件;余热正火;调质;数值模拟
L i e I z n,HU N e g,XI ixag Y h A Gz n h AQn i n
(1 Gu n z o hp adCo, t . a g h u 5 0 8 ; 2 S uhC i a ie s yo T c n lg a g h u5 0 4 . a g h uS iy r .L d Gu n z o 1 3 2 . o t h n v ri f e h oo yGu n z o 1 6 0) Un t
t e v ra i ulso e e aur e ui ae tsr sa d mea l g a hi tu t r u i g’e tte t n r b ane h a iton r e ft mp r t e, q v l n tes n t lo r p c sr c u e d rn h a .r ame ta e o t i d. I h ts ows t tc mpa i g wih t e c n nto a e tte t n , nd rt e c n t ha h e ie t l r p c ha o rn t h o ve i n lh a r ame t u e h o di on t tt e d sr d me al a hi i og sr cur n o r he sv c a i a r p ris a e gu a te a s a t rl , h e tng ho r a h re tu t e a d c mp e n i e me h n c lp o e t l a n e d s r f c o iy t e h ai u sc n be s o t n e r i g e tyby a op i g t eh a r a me t o e sf ra t r e t i z ton. r a l d tn h e t e t n பைடு நூலகம்c s fe h a l a i t pr o ut i K e r :Lo g.ha a y f r i g;He tte t n ra t r e tutlz to v wo ds n s f he v g n t o a r a me tf fe h a iia i n;Th r lr fn ng; me i a o e ma e i i Nu rc l
大型锻件锻后热处理基本要求

大型锻件锻后热处理基本要求大型锻件锻后热处理基本要求大型锻件锻后热处理基本要求一.锻后热处理的目的锻后热处理,又称为第一热处理或预备热处理,通常是紧接在锻造过程完成之后进行的,有正火、回火、退火、球化、固溶等几种形式。
其主要目的是:1. 消除锻造应力,降低锻件的表面硬度,提高切削加工性能和防止变形。
2. 对于不再进行调质处理的工件,应使锻件达到技术条件所要求的各种性能指标,如强度、硬度、韧性等。
这类工件大多属于碳钢或低合金钢。
3. 调整与改善大型锻件在锻造过程中所形成的过热与粗大组织,减少其内部化学成分与金相组织的不均匀性,细化晶粒。
4. 提高锻件的超声波探伤性能,消除草状波,使锻件中其它内部缺陷能够清晰地显示出来,以利于准确判别和相应地处理。
5. 对于含氢量高的钢种延长回火时间,以避免产生白点或氢脆开裂的危险。
对于绝大多数大型锻件来说,防止白点是锻后热处理的首要任务,必须完成。
正火主要目的是细化晶粒。
将锻件加热到相变温度以上,形成单一奥氏体组织,经过一段均温时间稳定后,再出炉空冷。
正火时的加热速度为:在700℃以下应缓慢,以减少锻件中的内外温差和瞬时应力,最好在650~700℃之间加一个等温台阶;在700℃以上,尤其在Ac1(相变点)以上,应提高大型锻件的加热速度,争取获得更好一些的晶粒细化效果。
正火的温度范围通常在760~950℃之间,根据成分含量不同的相变点不同而定。
通常,碳与合金含量越低,正火温度越高,反之则越低。
有些特殊钢种可达1000~1150℃范围。
但不锈钢及有色金属的组织转变却是靠固溶处理来实现的。
应力及降低硬度,使锻件易于加工并不产生变形。
回火的温度范围有三种,即高温回火(500~660℃)、中温回火(350~490℃)和低温回火(150~250℃)。
常见的大锻件生产都采用高温回火方式。
回火一般紧跟在正火之后进行,当正火锻件空冷至220~300℃左右时,重新入炉加热、均温、保温,然后随炉冷至锻件表面250~350℃以下出炉即可。
大型锻件锻后热处理的研究及注意事项

河北汇 工机械设备有 限公 司 ( 巨鹿 0 5 5 2 5 0 ) 杨钟胜
大 型 锻 件 的 白点 和氢 脆 缺 陷 的危 害性 很 大 ,所
以 大 型锻 件 锻 后 热 处 理 要 求 防 止 白点 和 氢 脆 ,同
瞬 间 形成 ,而 是 逐 渐 形成 的 。从 停 锻到 出现 白 点 , 需 要 经 历一 段时 间 ,这 段时 间称 之 为 白 点形 成 的孕 育 期 或潜 伏 期 。孕 育 期 的长 短取 决 于钢 的含 氢量 , 同时 也取 决 于锻 件 的厚 度 。
力 ,重结 晶细 化 晶粒 ,同时 去 氢 。
1 . 有关钢 中白点 的基本概念
( 1 )白点的危害性 白点是过 高 时 ,钢 显著 变
脆 ,从 本 质来 看 , 白点也 属 于脆 性 破 坏 。 白点 的存 在 使 钢 的 力学 性 能 特 别 是 横 向 塑 性 和 韧 性 急 剧 降 低 ,成 为最 危 险 的断 裂源 ,严 重影 响 零件 的 使 用性 能 和 寿 命 。 因此 ,锻 件 中一 旦 发现 白点 ,则 该 锻件 必须 报 废 。 ( 2 ) 白点 的 形 貌 在 锻 件 的 纵 向断 裂 面 上 呈
中含有足够数量的氢是形成白点的必要条件,内应
力 的存 在具 有 促进 白点形 成 的作 用 。 ( 5 )白 点 的 三大 特 点 ① 白点 从 来 不 在 锻 件 的 表面 形 成 。根 据 有 关资 料表 明 ,其形 成 总是 在 锻 件 内部 ,含有 白点 的 区域 离锻 件 表 面有 相 当一 段 距 离 ,约 5 0 mm。② 白点是 在 锻 后 ,当 锻件 冷 却 到 比
即进 行 锻后 去 氢 退火 。
大型锻件的热处理

冷却工艺
回火冷却
大型锻件
一般在400℃以上的冷却速度应控制在50℃/h~ 高温回火 (≥450℃)后必须采用水冷或油冷等冷却较5℃/h,对于40Cr、3Cr13 等钢具有明显可逆回火脆性的材料,该种方法将使该材料的冲击韧性 显著降低。回火冷却时应考虑以下两点:①对无高温回火脆性材料, 如45、35CrMo、42CrMo、45CrMo钢等,采用随炉冷却或空冷的缓 慢冷却方式。②对具有高温回火脆性的材料,如40Cr、3Cr13、Crl2 钢等,在低温回火快的方式进行冷却,以避免出现回火脆性,为了进 一步消除由于回火冷却带来的应力,然后补充进行一次400C左右的 去除内应力退火。
BJTU
大型锻件热处理工艺
10224006 郭睿
北京交通大学
北京交通大学
目录大Βιβλιοθήκη 锻件研究原因大型锻件热处理缺陷
热处理工艺
研究原因
大型锻件
大型锻件是指用1000t或更大吨位水压机或其他 千吨以上压力机生产的锻件。随着大型锻件的尺寸 和重量的增加,热处理时有效厚度也随之发生变化。 由于截面的增大,不可避免地存在成分偏析、非金 属夹杂、显微空隙等冶金缺陷,再加上相变潜热的 影响,在加热和冷却过程中产生的应力较大,极易 引工件的畸变和开裂。
图示_02
大型锻件
大型锻件热处理 常见缺陷
大晶粒
晶粒不均匀
冷硬现象
裂纹 飞边裂纹 局部充填不足
龟裂 碳化物偏析级别不符要求
飞边裂纹 带状组织
热处理工艺
大型锻件
正火和淬火的加热
正火和淬火的加热
回火加热
正火和淬火冷却 回火冷却
加热工艺
正火和淬火的加热
大型锻件
大型锻件特别是合金钢锻件,在加热方式上应采用阶梯升温方式加热。有关 资料表明l2 J大型锻件在350℃~500℃以及600℃~800℃时工件表面与心部存在 最大温差,差值在300℃~400℃左右。因此采用在450℃与650℃保温一段时间, 然后再升温的加热方法是比较合适的。大型锻件正火和淬火加热温度的选择,理 论上与小型锻件是一致的,应取理论加热温度的上限,以保证偏析区也能达到相 应的正火或淬火温度,使工件充分奥氏体化。装炉温度≤400℃,并在450℃保持一 定时间,以进一步减小锻件在蓝脆温度范围 (250℃ ~ 350℃)内的温差。在 450℃ 保温之前由于锻件温度低,仍处于线弹性状态,如果表面与心部温差引起的热应 力过大,可致锻件在加热过程中早期开裂。因此,保温前加热速度一般控制在 30℃ / h-70℃ / h ; 450℃ 保温后可适当加快升温速度但不能超过 100℃ / h ~ 15012/ h。锻件经过 650℃ 保温后,心部与表面还可能存在温差,但由于锻件处 于塑性状态,尤其是当锻件加热到临界点温度以上时,相变超塑性伴随产生,因 而导致开裂的可能性极小,此时可按设备功率升温。均温时间凭经验目测决定, 锻件表面温度均匀一致并和炉墙颜色相同时为止,工艺不做要求,均温结束即开 始保温。
大型筒体和封头的热处理

大型筒体和封头的热处理厚壁容器材料的各种性能主要靠钢中加入C 和合金元素来保证,一旦成分确定之后,热处理则起决定性作用,特别是对厚截面制件的韧性而言,没有一个合理的热处理制度就难以达到要求的指标。
实践说明,锻件的预备热处理和其后的性能热处理都是达到预期目标的必要手段。
一、预备热处理预备热处理通常是在锻后热处理中完成。
由于冶炼技术的进步,钢中氢含量和杂质元素已得到了有效控制,所以锻后热处理的主要目的是调整和细化晶粒,为性能热处理做组织准备以及接受粗加工后的超声波探伤。
通过对A533B 钢研究后指出,铁素体、贝氏体及马氏体型显微组织的微观解理断裂应力)两者主要由碳化物尺寸和分布来控制,特别是在组织中出现最粗的碳化物时,显得最有害于韧性。
因此,预备热处理还有改善碳化物尺寸和分布的任务。
防止大型锻件中的晶粒粗大和不均匀,除了要在冶炼、铸锭和锻造中采取必要措施外,在热处理中应得到尽量的补偿。
一般是采用多次正火的方法细化晶粒,第一次的奥氏体化温度要高些,有利于合金元素的扩散,,消除微区偏析,并割断原始粗晶与再奥氏体化后晶粒之间的联系,但这时得到的晶粒要粗些。
第二次奥氏体化时则选择晶粒不致发生显著长大的温度。
对25CrNi3MoVA 钢大锻件研究后提出了细化高淬透性钢大锻件奥氏体晶粒的基本原则,首先要在两个临界温度区向内实现快速加热,其次是采用多次中间热处理,包括加热到Ac3+10℃,使阿尔法—7转变完全地进行和形成奥氏体合金化程度最低,以及从Ac3+10℃缓慢冷却,使过热组织于奥氏体在珠光体区内完全分解时(在冷却过程中可采用在珠光体区奥氏体稳定性最小的温度等温保持)被破坏掉。
最后在压低温度下进行淬火,保证锻件完全淬透而得到贝氏体组织。
研究了用中间高温回火对不同形态贝氏体组织的26CrNi3MoVA 钢类粗晶转子二次加热时晶粒细化的影响后指出,将预先650℃回火的粗晶粒钢以50℃/h 的速度加热到860℃时,无论是由于加热到奥氏体化温度时的再结晶过程,还是由于随后等温转变和二次结晶时形成铁素体-渗碳体组织,都可以达到晶粒细化。
42CrMo材料大型芯轴调质热处理工艺研究
O3 - 8
O3 . 0
06 .5
09 000 .1 . 0 .2 00 5
表3 4 C Mo 2 r 材料临界温度
Ac1 70 3 Ac 3 7 0 8 ^ 3l 0
( ℃)
R
o
4C M 材料大型芯轴调质 2r o 热处理工艺研究
第 一重型机 械集 团公 司轧辊 电站事业 部 ( 龙江 黑 1 1 4 ) 阮大鹏 1 60  ̄ B 雨 0- J, t
4 Cr 材料 因其综合 力学性能好 ,生 产成本 2 Mo 相对低 ,广泛 用于 国内外工业产 品,但很少用作力 学性能要求高的大型锻件 。
J I — k l .1 l 、 、 … \ O9 \ NO9 R 5 O | 。l J
为炼钢一水压机锻造一粗加工一调质热处理一力学 性能试验 一精加 工。芯轴调质前粗加工 图样如 图1 所示 。在芯轴一端 6 5 2 mm处 套取3 件 2 mm× 0 10 m试样 ,其力学性能要求如表1 2m 所示 。
1 03
14 O
时 间 / i a rn
1
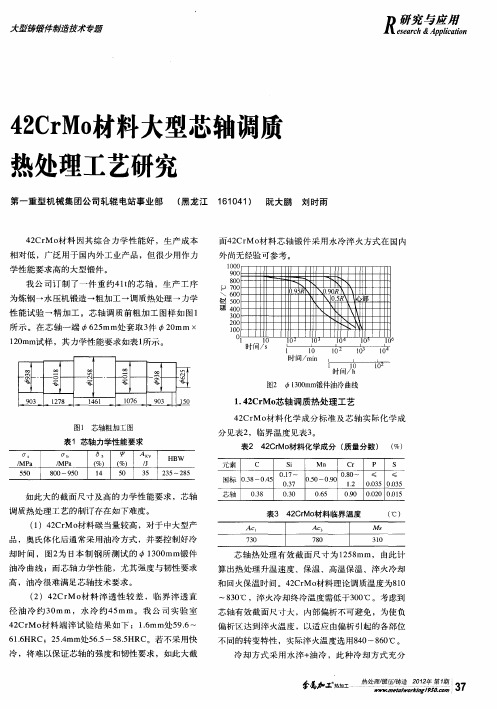
图2
10m 锻 件油冷 曲线 30 m
1 4 C Mo .2 r 芯轴 调质热处理工艺
4 Cr 材料化学成分标准及芯轴实际化学成 2 Mo
图1 芯轴粗加工图 表 1芯轴力学性能要求
b 5 K v H BW
分 见表 2 ,临界 温 度 见表 3 。
、 O5 \ . R\ 心部
lI l 1 l
赠 40 0
30 0 20 0 lO O O I
Ⅱ4
\
对42CrMo材料大型芯轴调质热处理工艺的分析
对 42CrMo材料大型芯轴调质热处理工艺的分析摘要:42CrMo材料的综合力学性能良好,材料生产成本较低,目前被广泛应用于国内外的工业产品,但较少用于大型锻件,这是因为工业生产对大型锻件的力学性能要求较高。
制定一款41t重的芯轴,经过炼钢、水压机锻造、初加工、调质热处理、性能试验、精加工等生产工序,实现对材料的调质热处理。
关键词:42CrMo材料;芯轴;调质热处理工艺引言:42CrMo材料的碳当量比较高,对于大型产品,材料奥氏体化后采用油冷方式,从而控制冷却时间。
但芯轴的力学性能对强度和韧性的要求很高,油冷难以满足芯轴的技术要求。
42CrMo材料淬透性比较差,只有使用快冷处理方式,才能保证42CrMo材料芯轴强度与韧性,目前国内也开始采用水冷淬火的方式制造42CrMo材料芯轴锻件。
1.热处理工艺试验分析在42CrMo材料芯轴调质热处理过程中,需要涉及较多的零部件,相应的工艺流程比较繁琐,为了保证热处理效果,工厂普遍会大面积使用42CrMo材料芯轴。
采用电炉和真空脱氧处理的方式处理材料,了解其化学成分,热处理过程中需要确定相关工艺参数,将淬火温度控制在840℃、850℃、860℃、870℃、880℃,最后进行油冷操作。
回火时温度控制在570℃、590℃、610℃、630℃、650℃,随后完成空冷操作。
分析42CrMo材料芯轴的化学成分,主要包含以下几种:C成分质量分数为0.38%、Si成分质量分数0.3%、Mn成分质量分数为0.65%、Cr成分质量分数0.9%、P成分质量分数为0.02%、S成分质量分数为0.015%。
2.42CrMo材料大型芯轴调质热处理工艺研究2.1温度分析分析42CrMo材料的临界温度,Ac1时临界温度为730℃,Ac3时临界温度为780℃,Ms 时临界温度为310℃。
42CrMo材料芯轴热处理的有效截面尺寸是1258mm,按照临界温度情况计算42CrMo材料芯轴热处理的升温温度和高温保温温度,同时按照淬火冷却工艺情况计算其冷却温度与回火保温时间。
大型耳轴锻件热处理工艺研究
大型耳轴 锻件热处理工 艺研 究
郎庆斌 ,郑三妹 , 殷 立涛 ,于慎君 , 李 光 , 刘 晓恩
7 1 0 0 3 ) ( 中信重工机械股份有限公司, 河南 洛阳 4
摘 要 : 通过对 1 8 Cr Mn Mo B钢 进 行 不 同温度 的 淬 火 、 回 火调 质 处理 , 测 定其 力 学性 能 , 并 对 其 显微 组 织进 行对 比分 析 , 找 出合 理 的热 处 理 工 艺 范 围. 结果 表 明 : 1 8 C r  ̄9 0 0℃ , 大型耳轴水淬后在 5 6 0  ̄5 8 0℃ 回火, 具有 良好的强韧性 , 性能完
全 达到技 术要 求 .
关 键词 :1 8 Cr Mn Mo B钢 ;力 学性 能 ; 淬 火温度 ; 耳 轴 中图分 类号 : TG 1 5 6 . 6 文 献标 志码 : A
YU S h e n — j u n , L I Gu a n g , L I U Xi a o — e n
( CI T I C He av y I n d u s t r i e s Co. ,Lt d. ,Lu o y a n g 2 0 0 0 9 3,Ch i n a)
进行性能检验. 由于工件截 面较大, 影 响合金淬透 性, 热处 理 工艺 是 否 合 理 对 锻 件 力 学 性 能 影 响 很 大, 需通过热处理工艺试验来研究 1 8 C r Mn Mo B钢
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
致 时为均温终了。但一般 来说 ,这 种 目测均温时 间并
大型锻件在生产 过程 中,往往需 要多次热处理 。锻
不理想 ,时间的长短伸缩性大 。因此 ,通常取保温时间的 l . ~15倍作 为均温时间。保 温时间的选取 ,则 依据 工件
造成形后 的热处理被称为锻后热处理或叫做预备热处理。
这些锻件基本上都 是由钢锭直接锻成 一件或两件 ,因此 钢锭 中的许多缺陷被保持下来 ,例如化学成分的不均匀 ,
疏松 的程度大 ,组 织的不均匀 ,存在 较多 的气孔 、夹 杂 而且分布不均 ,以及存在着较大 的热 处理应 力等。一般
问保 温过后的加热 速度可以快些 ,一般 的设 备在较高温
温度的 L限 ,有时依据锻件 的成 分偏 析及加热设 备的条
件 ,采用差温加热 的方法以满足实际需要 。
对重要的锻件 多采用新 的淬火介质和 冷却方法。本文所
着重介绍的冷却方法是水冷 、油冷 、水淬油冷却方法 。
第一 ,水冷。碳素钢锻件 及低合金钢 锻件的碳 当量 ≤O 7 %时 ,都可 以水冷,锻 件经水 冷再经高 温 回火后 .5
选取。对中 、高合金钢取上限,其余钢种取 中下限。
2 大型锻件的淬火冷却 .
大型锻件在淬火冷却时 ,最关键 的是选择 合适 的冷 却速度 ,其次是锻件 的终冷温 度。终 冷温度 的选取主要 依据锻件的内在质量 。一般来说 ,大型锻件在 调质之前 都要进行检测和探伤 ,检测结果符 合技术条件 要求 的锻 件,一般都可 以选取 5 0~l0 5 ℃作为锻件的终冷温度。 大锻件常用的淬火冷却方式较多 ,对一般锻件 而言 , 多数情况 下采 用 水 冷 、油 冷 、水一 冷却 和 水一 冷 却。 油 空
第三,水淬油冷。水 淬油冷 的工艺方 法是大锻 件加 热后普遍采用 的冷却方法 。这是 双液淬火冷 却最典 型的 方法之一。其方 法 的关 键是 控制 好工 件在 水 中的冷却 。
一
之取 中上限。但 有时也 为 了提高 工件 的力学 性 能水平 , 在确保不淬裂 的情 况 下 ,在 水 中的冷 却 系 数可 提 高 到 14~ . sm . 15/ m,甚 至更高些 ,具体见 后面 的例子 。工件
锻造应力 ,降低硬度 ,以提高切削加工性 。
大型锻件经粗加工后 ,需要赋予它最终的力学性 能, 以满足或达到技术条件所要求 的性 能。这就是本 文所谈 的大型锻件 的调质热处理 。
1 大型锻件的 ( . 正火)淬火的加热
( )加热温度 大型锻件 由于 内部存 在较 多的冶金 1
缺陷 。对于整支钢锭锻成 的锻件 , 热时往往 采用规定 加
度范围内其加热速度往往较慢 ,而不加限制 。 ( )均温与保温 4 大锻件 在炉 中加热 升温过 程 中,
当控温仪表指 示达到工 艺规定 的温 度时 即为均 温开始 , 当炉中工件本身的温度均匀并与炉膛 ( 或炉墙 的尺寸和重量越大 ,合金 的成分越 高,这些
经机 械加工后的热处理被称为最终热处理。
大型锻件锻后 热处 理的 目的主 要是 防止产生 白点 , 改善锻件 的内部组织 ,细化 晶粒 ,为 后续 热处理准 备 良 好的组织 条件 ,使锻件获得 良好 的力学性能 ,同时消除
有效截面的大小确定 ,保温时间一般按 08~1O/O m . .h l m O
的力学性能 比较优越 ,综合性 能好。一般地说 ,在不 引
( )加热方式 2
大型锻件在加热时 ,依据锻件 的有
效截面,为避免过大的热应力 ,需要控制装炉温度和加热
速度。截面尺寸较大,合金元素含量较高的大锻件 ,多采
起锻件缺陷扩大的前提下 ,都可采用水冷却。
■ 2 年 期 热处 锻 铸 00 第5 7 造
质热处理作为预备热 处理 ,而最 终需要 的性 能是高硬度
和高耐磨性。 对于大型锻件而言 ,无论是 调质热处理还 是赋予高
表面硬度和高耐磨性 的淬火 +低温 回火的热处理 ,都必
须谨慎小心 ,因为 大型锻 件 内部 缺 陷往往 多于 中小 件。
阶梯式加热 ,在低温 阶段 的升温速度 ,即中间保温前 的 加热往往要限制加热速 度,一 般应控制 在 ≤7 ℃/ 。中 0 h
W WW . et w or i g 7 m a1 k n 950 co m
参磊 工热 工 加
Ht 脱 ; 处 堡 e a m垫
第二 ,油冷 。对 中、高合金钢锻件一般均采用 油冷。 锻件在油中冷却 比在 水中冷却 的速度 小 ,工件 内外 温差
小 ,可显著减少工件 的淬 裂倾 向。工件 在油 中冷却 后的 出油温度一般 在 10 0 ℃左右 。最 高的 出油温度 以 出油 后 不着火为准 。
— —
冷却 系数 ,sm / m。水淬油 冷时 ,水淬 O取 /
0 6~10/ m,油冷取 7~ sm . . sm 9/ m。
实 际生产 中,我们确定 冷却系数 时 ,依 据工件 的形 状 、危险截面 的尺寸等 因素 全 面考虑冷 却 系数 的确定 。
一
般地说 ,形状复杂 、危 险截 面尺寸 小者 ,取下 限 ,反
热处理 j
0 f
大 型 锻 件 的调 质 热 处 理 实 践
河南 中原特钢股份有 限公 司工具厂 ( 济源 4 48 ) 耿学明 56 5 黎定 旺
大型锻件的调质热处理 多数 情况下是 作为最终热处
理 ,赋予大型锻件 的最 终性能 ;也有部分 大型锻件 以调
用阶梯式加热。一般地说 ,对于形状不复杂 、有效截面尺 寸不大的锻件 ,可热装炉同时不限制加热速度。总之 ,大 型锻件在加热过程中,表面和心部的温差较大 ,因此大锻 件在加热时应特别注意,不要产生较大的热应力。 ( )升温速度 3 大型锻 件在加热过程 中,多数采用
般地说 ,工件在水中冷却时工件 的中心温度 可控制 在
在水 中冷却达到规定 的时间 ,然后迅 速将工件 转入油 中