轴的配合表面处圆角半径和倒角尺寸
倒角标准及规范(标准相关)
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
轴的定位

为了防止轴上零件受力时发生沿轴向或周向的相对运动,轴上零件除了有游动或空转的要求者外,都必须进行必要的轴向和周向定位,以保证其正确的工作位置。
零件的轴向定位轴上零件的轴向定位是以轴肩、套筒、圆螺母、轴端挡圈和轴承端盖等来保证的。
轴肩 分为定位轴肩和非定位轴肩两类,利用轴肩定位是最方便可靠的方法,但采用轴肩就必然会使轴的直径加大,而且轴肩处将因截面突变而引起应力集中。
另外,轴肩过多时也不利于加工。
因此,轴肩定位多用于轴向力较大的场合。
定位轴肩的高度h 一般取为h=(0.07~0.1)d ,d 为与零件相配处的轴径尺寸。
滚动轴承的定位轴肩高度必须低于轴承内圈端面的高度,以便拆卸轴承,轴肩的高度可查手册中轴承的安装尺寸。
为了使零件能靠紧轴肩而得到准确可靠的定位,轴肩处的过渡圆角半径r 必须小于与之相配的零件毂孔端部的圆角半径R 或倒角尺寸C 。
轴和零件上的倒角和圆角尺寸的常用范围见下表。
非定位轴肩是为了加工和装配方便而设置的,其高度没有严格的规定,一般取为1~2mm 。
套筒定位 结构简单,定位可靠,轴上不需开槽﹑钻孔和切制螺纹,因而不影响轴的疲劳强度,一般用于轴上两个零件之间的定位。
如两零件的间距较大时,不宜采用套筒定位,以免增大套筒的质量及材料用量。
因套筒与轴的配合较松,如轴的转速较高时,也不宜采用套筒定位。
圆螺母 定位可承受大的轴向力,但轴上螺纹处有较大的应力集中,会降低轴的疲劳强度,故一般用于固定轴端的零件,有双圆螺母和圆螺母与止动垫片两种型式。
当轴上两零件间距离较大不宜使用套筒定位时,也常采用圆螺母定位。
轴端挡圈 适用于固定轴端零件,可以承受较大的轴向力。
轴承端盖 用螺钉或榫槽与箱体联接而使滚动轴承的外圈得到轴向定位。
在一般情况下,整个轴的轴向定位也常利用轴承端盖来实现。
利用弹性挡圈﹑紧定螺钉及锁紧挡圈等进行轴向定位,只适用于零件上的轴向力不大之处。
紧定螺钉和锁紧挡圈常用于光轴上零件的定位。
GB 274-91
套圈端面
套圈 内孔或外圆柱表面
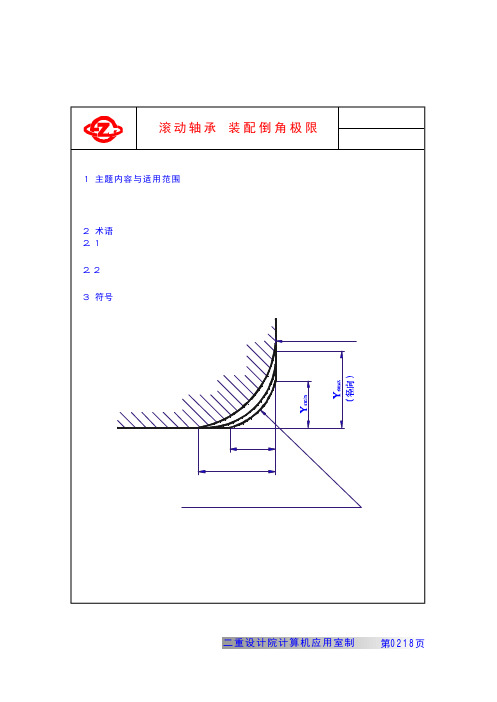
rsmin
rsmax
(轴向)
套圈材料不能超出此圆弧(半径 rsm in )
d—轴承公称内径; D—轴承公称外径; rsmin —最小允许单向倒角尺寸; rsmax —最大允许单向倒角尺寸; rasmin —轴和外壳孔最大允许单向圆角半径。
二重设计院计算机应用室制
第0218页
表1 向心轴承(圆锥滚子轴承除外)
d
>
≤
—
—
—
—
—
—
—
—
—
—
—
40
40
—
—
40
40
—
—
50
50
—
—
120
120
—
—
120
120
—
—
80
80
220
220
—
—
280
280
—
—
100
100
280
280
—
—
280
280
—
径向
0.1 0.16 0.2 0.3 0.5
0.6 0.8 1 1.3
1.5 1.9
2 2.5
4 4.5 5.5 6.5
8 10 12.5 15
18 21 25
注:表3中规定的极限尺寸适用于:a.底面与底圈的外圆柱面倒角;b.底面与内径表面的倒角; c.底面与双向轴承中轴圈内径表面倒角。 1)轴和外壳孔的最大圆角半径见第5章。
5 轴和外壳孔的圆角半径 轴和外壳孔的最大单向圆角半径(r ) asmax 不应大于相应的套圈或座圈的最小允许单向
滚动轴承 装配倒角极限
轴习题
一、填空题(17小题)[1]一个阶梯轴由___________,______________及轴身三部分组成。
[2]对于一般的______________,可使用弯扭合成的方法进行强度计算。
[3]按承载情况的不同, 直轴可分为______________、_______________、和_________________三种。
[4]在轴上切制螺纹的末尾处必须有螺纹加工的______________。
[5]轴上零件的轴向固定的常用方法有________________、________________、_______________等。
[6]轴上零件的周向固定的常用方法有____________,_____________,____________等。
[7]轴上安装零件有确定的位置,所以要对轴上的零件进行___________固定和__________固定。
[8]轴上的齿轮主要靠___________进行周向定位和固定,而常用_____________________进行轴向定位和固定。
[9]为保证零件固定可靠,与轮毂相配合的轴段长度应比轮毂宽度_____________,为便于加工,同一个轴上的键槽应_____________________________________。
[10]工作时既承受弯矩又传递转矩的轴叫___________轴。
[11]在需要磨削加工的轴径上,应留有使砂轮能越过工作面的______________。
[12]在轴的结构设计中,增大轴的过渡圆角半径,是为了_________________________。
[13]在轴的结构设计中,为了减小应力集中,应尽可能_______________阶梯的变化次数和变化幅度,且在阶梯过渡处,应采用尽可能大的_______________________。
[14]在轴的按弯扭合成强度计算公式中,α值的意义是______________________________________。
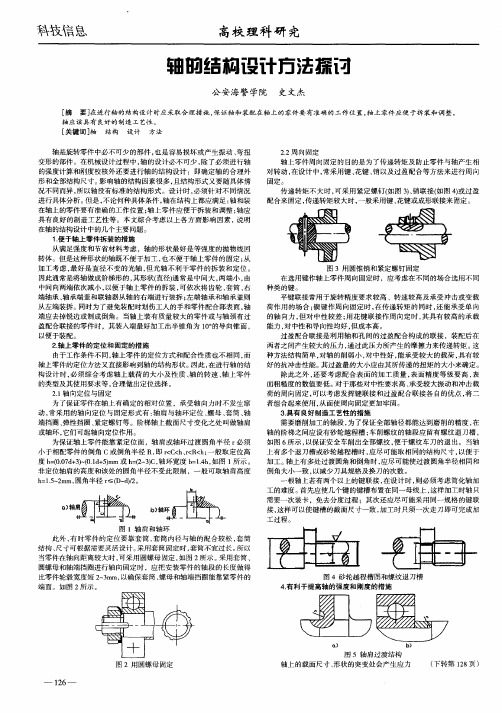
轴的结构设计方法探讨
O )
图 3用 圆锥销和紧定螺钉固定 在选用键作轴上零件周向固定时 ,应考虑在不同的场合选用不 同 种 类 的键 。 平键联接常用于旋转 精度要求较高 、转速较高及承受冲击或变载 荷作用 的场合 ; 锲键作周 向固定时 , 在传递转 矩的 同时 , 能承受单 向 还 的轴 向力 , 但对 中性较 差 ; 用花键联接作周 向定时 , 其具 有较 高的承载 能力 , 中性和导向性均好 , 对 但成本高 。 过盈配合联接是利用 轴和孔间的过盈配合构成的联接 ,装配后在 两者之间产生较大的压力 , 通过此压力所产生的摩擦力来传递转矩 。 这 种方法结构简单 , 对轴的削弱 小 , 对中性 好 , 能承受较大的载荷 , 具有较 好 的抗冲击性能。 其过盈量 的大小应 由其所传递的扭矩 的大小来确定。 除此之外 , 还要考虑配合表 面的加工质量 , 面精度等级要 高 , 表 表 面粗糙度的数值要低。对于那些对 中性要求高 、 承受较大振动 和冲击载 荷 的周 向固定 , 可以考虑发挥键联接和过盈配合联接各 自的优点 , 将二 者组合起来使用 , 从面使周 向固定更加牢固。 3具有 良好制造工艺性的措施 . 需要磨削加工的轴段 , 为了保证 全部轴径都能达到磨削的精度 , 在 轴 的阶梯之间应设有砂轮越程槽 ; 车削螺纹的轴段应留有螺纹退刀槽 , 如图6 所示 , 以保证安全 车削出全部 螺纹 , 便于螺纹车刀的退 出。 当轴 上有多个退刀槽或砂轮越程槽 时 , 应尽可能取相同的结构尺寸 , 以便于 加工 。 轴上有多处过渡圆角 和倒角时 , 应尽可能使过渡圆角半径相 同和 倒角大小一致 , 以减少刀具规格及换刀 的次数 。 根轴上若有两个以上 的键联 接 , 在设 计时 , 则必须考虑简化轴加 工 的难度 。 首先应使 几个键 的键槽布置在同一母 线上 , 这样加工时轴 只 需要一次装卡 ,免去分度过程 ;其次还应尽可能采用 同一规格的键联 接, 这样可以使键槽的截 面尺寸一致 , 加工时只须~次走刀即可完成加
论零部件圆角倒角对装配性能的影响
论零部件圆角倒角对装配性能的影响作者:王晓丹来源:《魅力中国》2018年第36期摘要:在装备制造业中,产品往往由众多的零部件组成。
这些零部件圆角倒角的设计和加工经常被人们所忽视。
千里之堤毁于蚁穴,这些被人们所忽视的圆角和倒角,往往给产品的性能带来各种各样的麻烦。
本文重点介绍了圆角倒角在零部件配合关系中的作用,问题点和解决办法。
关键词:圆角;倒角;干涉;装配;配合关系装备制造业零部件成千上万,配合关系众多,产品装配工艺复杂,所以如何保证装备制造业产品零部件的配合关系质量就是一个重要的课题。
零部件在组装的过程中,由于圆角倒角造成的配合不良问题,往往会被人们所忽视,但是笔者认为这是一个非常重要问题,不能被大家所忽视。
本文重要介绍了圆角倒角在零部件配合关系中的作用,常见问题和解决办法等。
一、圆角倒角在装备制造业装配中的作用(一)圆角和倒角的概念及其作用圆角是指将工件棱角两边加工成的相切圓弧,常用圆弧的半径来表示它的大小。
倒角是指将工件棱角切削成一定角度的斜面,这个角度通常为45°,也可根据情况采用其它角度。
圆角倒角的设置,可以有效地去除加工毛刺,避免棱边锐角对人员和零件造成划伤;在装配的过程中可以起到导向作用,方便零件的配合装配;设置圆角倒角还可以避免阶梯段处无处理或者处理过小时,形成应力集中,在热处理和承受载荷时断裂。
(二)圆角和倒角的配合关系根据装配的配合关系,圆角和倒角可以定义为内倒角,内圆角,外倒角和外圆角。
当内角是倒圆角处理时,外角的倒圆角半径或者外角的倒角边长必须要大于内角倒圆角的半径;当内角倒角(45°为例)时,外角的倒圆角不能和内角的斜边相切,外角的倒角边长必须要大于内角倒角的边长。
具体详图见图1。
其中,R指内圆角,C指内倒角,R1指外圆角,C1指外倒角。
当内角倒圆角,外角倒角时,C1﹥R,见图1a。
当内角倒圆角,外角倒圆角时,R1﹥R,见图1b。
当内角倒角,外角倒圆角时,C当内角倒角,外角倒角时,C1﹥C,见图1d。
轴6个教案
课时计划授课时间: 4 月 16 日授课过程(一)组织教学:端正姿势,清查人数(二)引入新课现在机床很多都运用了液压装置,我们技术工作者应该对机床的原理有一定的了解,从今天开始我们学习液压传动。
(三)讲授新课绪论一、工作原理展示挂图,以手动液压千斤顶为例以油液为工作介质,依靠密封容积的变化来传递运动,依靠油液内部的压力来传递动力。
实质上是一种能量转换装置,它先将机械能转换为便于输送的液压能,然后又将液压能转换为机械能,以驱动工作机构完成所要求的各种动作。
二、组成及作用1、动力部分:将机械能转换为液体压力能,一般⑴曲轴是用于往复运动和旋转运动相互转换的专用零件,它可以将旋转运动改变为往复直线运动或者作相反的运动转换。
例如内燃机、曲柄压力机中的轴,它兼有转轴和曲柄的双重功能。
⑵软轴具有良好的挠性,由几层紧贴在一起的钢丝层构成,它可以把扭矩和旋转运动灵活地传到任何位置.。
如牙科医生用于修磨牙齿的钢丝软轴,摩托车上控制里程表工作的软轴。
⑶直轴1、直轴在生产中应用最为广泛,直轴按照其外形不同,可分为光轴和阶梯轴两种。
光轴形状简单,加工方便,但轴上零件不易定位和装配;阶梯轴各截面直径不等,便于零件的安装和固定,应用广泛。
一般常用的是阶梯轴。
根据轴的所受载荷不同,可将轴分为心轴、转轴和传动轴三类。
a一曲轴b一光铀c—阶梯轴3、直轴的应用特点⑴心轴心轴的应用特点是用来支承转动的零件,只受弯曲作用而不传递动力。
例如:车辆用的转动心轴;支承滑轮用的固定心轴。
⑵转轴转轴的应用特点是既支承转动零件又传递动力,转轴本身是转动的,同时承受弯曲和扭转两种作用。
例如:卷扬机的小齿轮轮轴。
⑶传动轴传动轴的应用特点是只传送动力,只受扭转作用而不受弯曲作用,或者弯曲作用很小。
例如:汽车的传动轴,桥式起重机传动轴(轴自重引起的弯曲作用很小),可以认为只受扭转作用的传动轴。
光轴按照其外形不同阶梯轴直轴心轴按照轴的根据轴的所受载荷不同转轴轴线形状不同曲轴传动轴软轴轴一般制成实心的,只有当机器结构要求在轴内装设其他零件,或减轻轴的质量有特别重要的意义时,才将轴制成空心的,如机床的主轴。
减速器 轴的设计
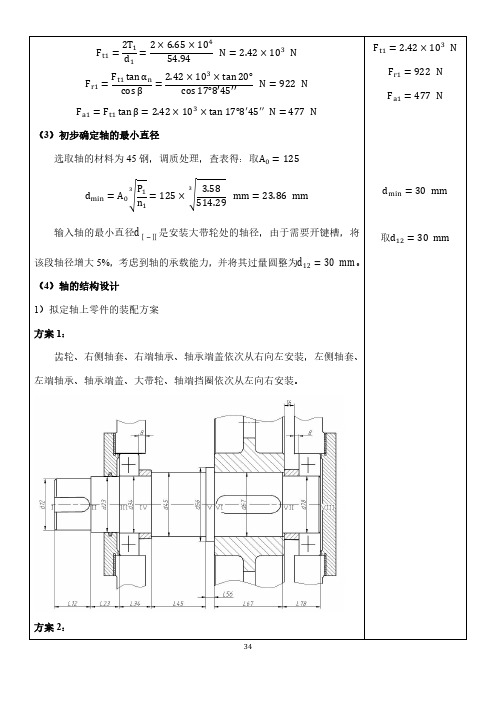
F t1=2T 1d 1=2×6.65×10454.94N =2.42×103 N F r1=F t1tan αn cos β=2.42×103×tan 20°cos 17°8′45′′N =922 NF a1=F t1tan β=2.42×103×tan 17°8′45′′ N =477 N(3)初步确定轴的最小直径选取轴的材料为45钢,调质处理,查表得:取A 0=125d min=A 0√P 1n 13=125×√ 3.58514.293 mm =23.86 mm输入轴的最小直径d Ⅰ−Ⅱ是安装大带轮处的轴径,由于需要开键槽,将该段轴径增大5%,考虑到轴的承载能力,并将其过量圆整为d 12=30 mm 。
(4)轴的结构设计 1)拟定轴上零件的装配方案 方案1:齿轮、右侧轴套、右端轴承、轴承端盖依次从右向左安装,左侧轴套、左端轴承、轴承端盖、大带轮、轴端挡圈依次从左向右安装。
方案2:轴套、右端轴承、轴承端盖依次从轴的右端向左端安装,轴套、左端轴承、轴承端盖、大带轮、轴端挡圈依次从轴的左端向右端安装,高速级小齿轮与轴做成一体。
经过比较,由于齿轮的直径较小,应该保证齿轮轮体的强度,故最终采用方案2。
2)根据轴向定位的要求确定轴的各段直径和长度·为了满足左端大带轮的轴向定位要求,I-II轴段右端需制出一定位轴肩,定位轴肩高度h一般取(2~3)C或(2~3)R。
查表得:取I-II轴段右=1.2 mm,进而取h23=3 mm,故d23=36 mm。
左端用端圆角半径RⅡ轴端挡圈定位,按轴端直径取挡圈直径D=40 mm。
为保证轴向定位可靠,与大带轮配合部分的轴端长度一般应比带轮宽度B短2~3 mm,故取L12= 45 mm。
·初步选择滚动轴承。
因轴承同时受径向力和轴向力的作用,故选用单列圆锥滚子轴承。