通用版焊接工艺标准卡
几种常用的焊接工艺卡、指导书
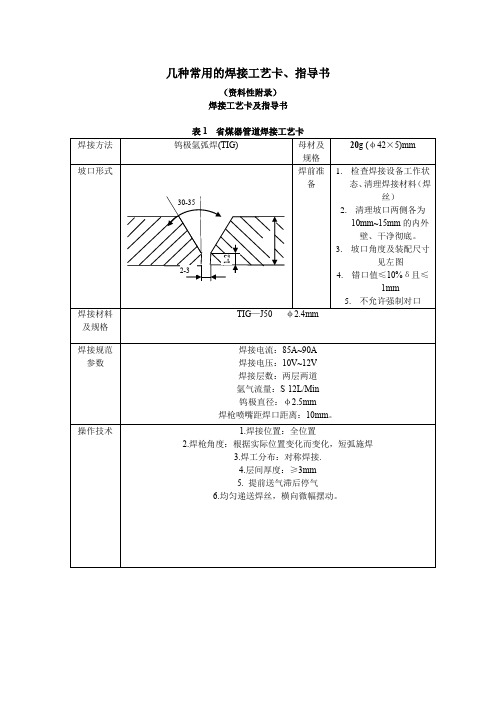
3. 坡口角度及装配尺寸 见左图
4. 错口值≤10%δ且≤ 1mm
5. 不允许强制对口
焊接电流:85A~90A 焊接电压:10V~12V 焊接层数:两层两道 氩气流量:S-12L/Min 钨极直径:φ2.5mm 焊枪喷嘴距焊口距离:10mm。
内外壁彻底清除干净至露 出金属光泽 3、 错口值≤0.5mm 4、 不允许强制对口 5、 准备好管内充氩工具
TIG 焊接工艺参数
焊接 层次 (V)
焊接电流 极性 (A)
打 底 80~100 正
焊
接
填 充 80~100 正
焊
接
盖 面 80~90 正
焊
接
焊接操作
电弧 电压 (V)
20~24
氩气流 量纯度 (L/min)
1. 烘干焊条(300℃~400℃) 2. 坡口及两侧内外
10mm~15mm)彻底打磨干净 3. 坡口角度及装配尺寸见左图
4. 错口值≤10%且δ≤1mm 5. 不允许强制对口
焊接材料 预热温度
焊接规范参 数
操作技术
TIG—R31 φ2.4mm
R317 φ3.2mm
预热温度以主蒸汽管为准: 焊后热处
焊缝收尾:回焊将弧坑填满
焊件名称
表 3 过热器管道焊接作业(T91)指导书
末级过热器
焊接位置
垂直横焊
焊接方法
TIG
对口型式 (V 型坡口)
α=30° δ=3—6mm p=2mm b=3mm
材质 焊前准备
钢号:T91 规格: φ51×6mm 1、 焊丝去油、锈 2、 坡口及两侧面 10~15mm 的
正火:960℃~980℃
通用焊接工艺卡

焊接顺序及工艺要点
焊接工艺卡编号
1、焊前清理坡口及其两侧各20mm范围的油污﹑
接头名称
对接接头
水气﹑泥土及其它杂物。
接头编号
2、定位焊点均布,定位焊缝数量至少为4,
焊接工艺评定报告编号
定位焊应遵守与正式焊接相同的工艺。
焊工持证项目
无损检测方法、比例
焊工持证项目
无损检测方法、比例
焊剂牌号
/
母材
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
焊缝金属
304
厚度
mm
K尺寸见图
焊接位置
水平
层—道
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kJ/cm)
焊接设备
施焊技术
焊接设备
牌号
直径
极性
电流(A)
施焊技术
摆动
打底
TIG
304
¢1.6
正
90~100
11~13
/
/
直流焊机
预热温度(℃)
/
填充
TIG
304
¢1.6
正
100~110
11~13
/
/
直流焊机
层间温度(℃)
≤250℃
焊后热处理
/
后热
/
钨极直径
¢1.6
喷嘴直径
6~8
脉冲频率
/
脉宽比(%)
/
气体成分
Ar
气体
流量
焊接工艺卡标准模板
焊接工艺卡标准模板随着工业化和现代化的快速发展,焊接技术已经成为重要的制造工艺,广泛应用于建筑、汽车、航空航天、轨道交通、能源和化工等领域。
焊接质量是影响最终产品质量的重要指标之一,与此相关的就是焊接工艺卡。
焊接工艺卡是一种标准化的文档,描述了焊接工艺的具体流程及其相关参数,包括焊接材料、焊接电流电压、焊接速度、预热和后热处理等内容。
它旨在确保焊接质量的稳定性和一致性,同时为工艺改进提供基础数据和参考标准。
在制造业中,焊接工艺卡已成为常用的质量管理工具,尤其是在航空航天和核工业等高端制造领域。
然而,在焊接工艺卡制定过程中,存在诸多问题和挑战。
其中之一是标准模板的设计和使用。
由于焊接工艺卡需要涉及多个参数和变量,不同行业和领域的要求也有所区别,因此,制定标准化的模板会大大提高工作效率和质量。
以下是一些可能适用于焊接工艺卡标准模板的基本要素:焊接工艺:描述了焊接的类型,如气体保护焊、电弧焊、激光焊等,以及焊接材料的选择和准备工作。
焊接参数:包括电流、电压、速度、通电时间、预热和后热处理等参数,这些参数决定了焊接的质量和效率。
焊接设备:包括焊接机、气体保护系统、电极、夹具等设备和工具,这些设备对焊接过程和质量起着至关重要的作用。
焊接检测:焊接完成后,需要对焊接质量进行检测和评估,包括外观、尺寸、强度和断裂等方面。
焊接安全:焊接是一项危险工作,需要特别的注意安全问题,包括电击、火灾、中毒等风险,必须确保工人和设备的安全。
这些要素不仅适用于制定焊接工艺卡的标准模板,也可以作为工艺改进和优化的参考。
在制定标准模板时,还需考虑到不同行业、不同材料和不同规格的需求,以及与焊接相关的法律和法规要求。
只有设计出合理和可行的标准模板,才能确保焊接质量的稳定性和可靠性,同时提高工作效率和生产效益。
总之,焊接工艺卡是现代制造业中的关键工具之一,它不仅仅是一份标准文档,更是一种质量管理的思维方式和方法。
制定焊接工艺卡标准模板是一个复杂而重要的过程,需要考虑多种因素和因素的复杂交互作用,但是成功的标准化设计可以极大地提高工作效率和产品质量,为企业的发展和竞争提供有力支持。
焊接工艺卡
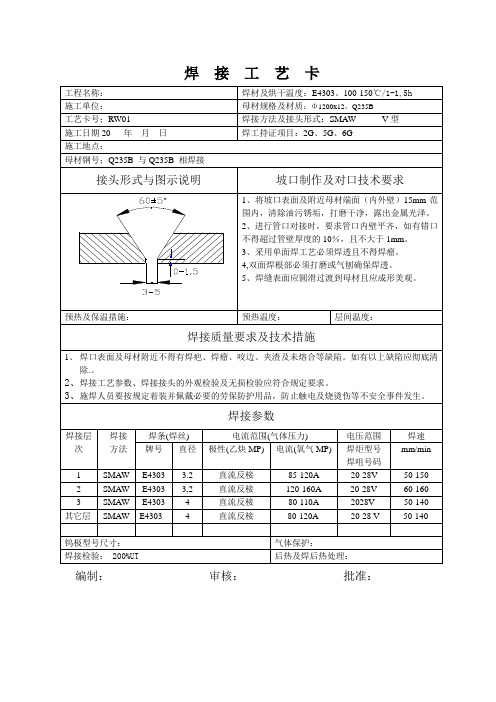
焊接工艺卡工程名称: 施工单位: 工艺卡号;RW01 施工日期 20 年 月 日 施工地点: 母材钢号;Q235B 与 Q235B 相焊接接头形式与图示说明焊材及烘干温度:E4303。
100-150℃/1-1,5h母材规格及材质:Φ1200x12,Q235B焊接方法及接头形式:SMAWV型焊工持证项目:2G、5G、6G坡口制作及对口技术要求1、将坡口表面及附近母材端面(内外壁)15mm 范 围内,清除油污锈垢,打磨干净,露出金属光泽。
2、进行管口对接时,要求管口内壁平齐,如有错口 不得超过管壁厚度的 10%,且不大于 1mm。
3、采用单面焊工艺必须焊透且不得焊瘤。
4,双面焊根部必须打磨或气刨确保焊透。
5、焊缝表面应圆滑过渡到母材且应成形美观。
预热及保温措施:预热温度:层间温度:焊接质量要求及技术措施1、 焊口表面及母材附近不得有焊疤、焊瘤、咬边、夹渣及未熔合等缺陷。
如有以上缺陷应彻底清 除.。
2、焊接工艺参数、焊接接头的外观检验及无损检验应符合规定要求。
3、施焊人员要按规定着装并佩戴必要的劳保防护用品,防止触电及烧烫伤等不安全事件发生。
焊接参数焊接层 次焊接 方法焊条(焊丝)电流范围(气体压力)牌号 直径 极性(乙炔 MP) 电流(氧气 MP)1 SMAW E4303 3.22 SMAW E4303 3,23 SMAW E4303 4其它层 SMAW E43034直流反椄 直流反椄 直流反椄 直流反椄85-120A 120-160A 80-110A 80-120A电压范围 焊炬型号 焊咀号码20-28V 20-28V 2028V 20-28 V焊速 mm/min50-150 60-160 50-140 50-140钨极型号尺寸: 焊接检验: 200%UT编制:审核:气体保护: 后热及焊后热处理:批准:。
焊接工艺卡标准模板

焊接工艺卡标准模板一、前言随着焊接工艺的不断发展,越来越多的企业开始意识到制定焊接工艺卡标准模板的必要性。
该模板可以有效提高焊接作业的效率和质量,降低因操作不当而引发的工作风险和质量问题。
因此,在本文中,我们将探讨焊接工艺卡标准模板的制定方法和内容要点。
二、焊接工艺卡标准模板的制定为了制定一份有效的焊接工艺卡标准模板,必须明确以下几点:1. 根据不同的焊接类型,制定不同的标准模板。
2. 了解焊接工艺的基本知识和规范,如焊接材料的种类、设备的选择、操作程序的制定等。
3. 根据企业的具体工作情况,进行适当的调整和改进。
4. 不断更新和完善标准模板,以适应时代发展的需要。
三、焊接工艺卡标准模板的内容要点1. 焊接工艺和方法该部分需要详细介绍焊接的基本方法和工艺,包括焊接方式、焊接材料、设备和工具的选用、工艺参数的设定等。
2. 焊接标准和规范在这部分,需要详细介绍焊接的标准和规范,包括焊接符号、焊接工艺程序规程、焊接缺陷和控制等。
3. 焊接安全和环保在这部分,需要介绍焊接环保的方法和措施,同时也需要介绍焊接安全的注意事项和必要措施。
4. 质量控制和检验要点该部分需要详细介绍质量控制和检验的要点,包括焊接质量的评估、焊接缺陷的修复和控制等。
5. 可行性研究和技术评估在这部分,需要对焊接工艺的可行性和实际应用进行评估和研究,以确保焊接工艺卡标准模板的可靠性和有效性。
四、结论制定一份完善的焊接工艺卡标准模板,可以帮助企业提高焊接作业的效率和质量,降低因操作不当而引发的工作风险和质量问题。
通过本文的介绍,我们可以看到,提高焊接工艺的效率和质量,离不开科学规范的操作方法。
因此,希望更多的企业能够意识到焊接工艺卡标准模板的重要性,加强对焊接工艺的研究和应用,为企业的发展贡献力量。
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
通用焊接工艺卡
通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-02适用范围材料牌号20/16MnII焊接层次及顺序简图规格Φ57*5、Φ89*6B7~B13接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接坡口形式Y坡口角度(°)60±5钝边(mm)1~组对间隙(mm)~背面清根:/焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间~加热方式炉内加热冷却方式随炉缓冷炉外空冷备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J50ф90~9513~148~99~1110~102J427ф110~11521~2217~18///~3J427ф110~11521~2215~16///~备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-01适用范围材料牌号20/16MnII焊接层次及顺序简图规格Ф25×3mmB16、B17接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接通用焊接工艺卡焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号RXDS-09-06适用范围材料牌号20/Q345R焊接层次及顺序简图规格δs=16mmK1≥6mmD1、D2、D5~D7、D11接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~ 4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~ 7~9J507φ165~17023~2414~15///~ 10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-02适用范围材料牌号20/Q345R焊接层次及顺序简图规格δs=16mmK1≥6mmD3、D4接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±通用焊接工艺卡通用焊接工艺卡焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~7~9J507φ165~17023~2414~15///~10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-07适用范围材料牌号Q345R焊接层次及顺序简图规格16mmD12~D18、D21、D22接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/通用焊接工艺卡用范围规格 18mmD19、D20接头种类 搭接 焊接位置 垂直固定 焊接方法 焊条电弧焊 焊接电源种类 直流 极性反接 坡口形式 I坡口角度(°) / 钝边(mm ) / 组对间隙(mm )0~2K 值:K=δ。
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
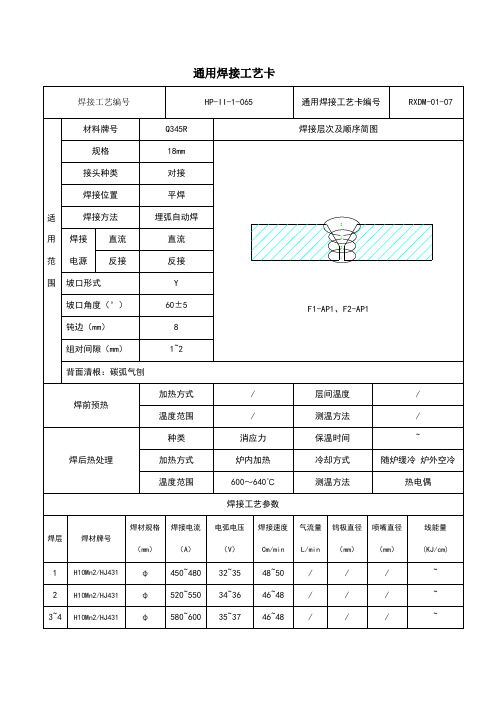
焊接工艺编号HP-I-1/II-1-094 通用焊接工艺卡编号RXDTYS-01-02适用范围材料牌号20/16MnII 焊接层次及顺序简图规格Φ57*5、Φ89*6B7~B13接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接坡口形式Y坡口角度(°)60±5钝边(mm)1~1.5组对间隙(mm) 2.5~2.8背面清根:/焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间0.25~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J50 ф2.5 90~95 13~14 8~9 9~11 2.5 10 7.8~102 J427 ф3.2 110~115 21~22 17~18 / / / 7.7~8.93 J427 ф3.2110~115 21~22 15~16 / / / 8.7~10.1 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-I-1/II-1-094 通用焊接工艺卡编号RXDTYS-01-01适用范围材料牌号20/16MnII 焊接层次及顺序简图规格Ф25×3mmB16、B17接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接坡口形式Y坡口角度(°)60±5钝边(mm)1~1.5组对间隙(mm) 2.5~2.8背面清根:/焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间0.25~1.5h加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J50 ф2.5 90~95 13~14 8~9 9~11 2.5 10 7.8~102 J427 ф3.2 110~115 21~22 17~18 / / / 7.7~8.9 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号RXDS-09-06适用范围材料牌号20/Q345R 焊接层次及顺序简图规格δs=16mmK1≥6mmD1、D2、D5~D7、D11接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±0.5背面清根:碳弧气刨焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J507 φ3.2 100~105 20~21 11~12 / / / 10~12 2~3 J507 φ4.0 165~170 23~24 15~16 / / / 14.2~16.3 4~5 J507 φ4.0 155~160 23~24 14~15 / / / 14.3~16.46 J507 φ3.2 120~125 22~23 15~16 / / / 9.9~11.5 7~9 J507 φ4.0 165~170 23~24 14~15 / / / 15.2~17.5 10~12 J507 φ4.0 155~160 23~24 15~16 / / / 13.4~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-02适用范围材料牌号20/Q345R 焊接层次及顺序简图规格δs=16mmK1≥6mmD3、D4接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±0.5背面清根:碳弧气刨焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J507 φ3.2 100~105 20~21 11~12 / / / 10~12 2~3 J507 φ4.0 170~175 23~24 15~16 / / / 14.7~16.8 4~6 J507 φ4.0 160~165 23~24 14~15 / / / 14.7~17 7~9 J507 φ4.0 160~165 23~24 14~15 / / / 14.7~17 10~12 J507 φ4.0 175~180 23~24 14~15 / / / 16~18.5 13~14 J507 φ4.0 165~170 23~24 15~16 / / / 14.2~16.3备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-II-1-055 通用焊接工艺卡编号RXDS-04-07适用范围材料牌号Q345R 焊接层次及顺序简图规格16mmD12~D18、D21、D22接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/组对间隙(mm)0~2K值:K=δ。
(补强圈焊脚,δ≥8mm时,K≥70%δ,且不小于8mm。
)焊前预热加热方式/ 层间温度/温度范围/ 测温方法/ 焊后热处理种类消应力保温时间 1.5h加热方式电加热冷却方式炉冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J507 ф4.0 170~175 24~25 17~18 / / / 13.5~15.42 J507 ф4.0 170~175 24~25 14~15 / / / 16.3~18.7 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-II-1-055 通用焊接工艺卡编号RXDS-04-08适用范围材料牌号Q345R 焊接层次及顺序简图规格18mmD19、D20接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/组对间隙(mm)0~2K值:K=δ。
(补强圈焊脚,δ≥8mm时,K≥70%δ,且不小于8mm。
)焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J507 ф4.0 170~175 24~25 17~18 / / / 13.5~15.42 J507 ф4.0 170~175 24~25 14~15 / / / 16.3~18.73 J507 ф4.0 170~175 24~25 14~15 / / / 16.3~18.7 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-II-1-055 通用焊接工艺卡编号RXDS-04-05适用范围材料牌号Q345R 焊接层次及顺序简图规格12mmD23、D24接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/组对间隙(mm)0~2K值: K≥70%δ,且不小于8mm。
焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J507 ф4.0 170~175 24~25 17~18 / / / 13.5~15.42 J507 ф4.0 170~175 24~25 14~15 / / / 16.3~18.7 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-I-1/II-1-095 通用焊接工艺卡编号RXDTS-05-01适用范围材料牌号Q235-B/Q345R焊接层次及顺序简图规格4mm/18(16)mmD25、D26、D31、D32接头种类T焊接位置水平固定或垂直俯位焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/组对间隙(mm)/K值:焊脚取薄板厚度。
焊前预热加热方式/ 层间温度/温度范围/ 测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1 J427 φ3.2100~10521~22 19~20 / / / 6.3~7.32 J427 φ3.2100~10521~22 19~20 / / / 6.3~7.3 备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行焊接工艺编号HP-I-1-009 通用焊接工艺卡编号RXTS-05-01适用范围材料牌号Q235-B/20焊接层次及顺序简图规格4mm/Ф25×3mmD27~D30接头种类T焊接位置水平固定或垂直俯位焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/组对间隙(mm)/K值:焊件中较薄板厚度。