钢桥的焊缝设计焊缝尺寸
管道焊缝高度和宽度标准
管道焊缝高度和宽度标准
焊缝高度指金属板之间的缝隙,通过焊条在烧焊冷却收缩后,其金属液体在焊缝间填充的总体高度。
对于管道焊接,焊缝的宽度应适当。
标准规定,焊缝宽度一般以每边超过坡口边缘2mm为宜。
具体到焊缝的表面加强高,应大于0mm、小于2mm。
而焊缝高度并无准确的数字,只是一个范围。
标准规定,焊缝高度一般不能小于薄板的厚度。
对于板厚小于6的钢板,焊角高度等于板厚;板厚大于6mm的钢板,焊角高度习惯上按板厚的70%,但是一般不超过15mm。
例如,在桥梁金属结构工程焊接工艺规范中,金属结构的焊缝焊接高度不小于2毫米。
管道焊缝的高度和宽度标准会根据管道用途和行业标准的不同而不同,具体的数值可以查询相应的管道设计和施工规范文件。
焊缝宽度标准

焊缝宽度标准焊缝宽度标准各位读友大家好,此文档由网络收集而来,欢迎您下载,谢谢CH-ZL001(1)焊缝标准一、二、三、目的适用范围公司各种产品的焊缝。
内容为了确保焊接质量,特制订本焊缝标准。
1、大于14mm的单边焊缝必须开单边坡口,大于20mm的双边焊缝必须开双边坡口;2、平行对接和垂直对接焊缝必须开坡口;3、坡口总角度:手工焊:40°~45°,气体保护焊:25°~30°;4、平行对接和垂直对接焊缝的坡口深度:单边坡口深度为母板厚度减2mm,双边坡口焊缝深度为母板厚度的一半减1 mm;5、有外露角焊缝的坡口深度:单边坡口的不小于母板厚度1/2,双边坡口的不小于母板厚度的1/3。
6、坡口焊缝的外露角焊缝高度:单边坡口的不得小于最小母板厚度的1倍,双边坡口不得小于最小母板厚度的倍。
外露焊缝角度为45°5°;7、单边角焊缝的最小高度不得小于最小母板厚度的倍,双边角焊缝的最小高度不小于最小母板厚度的倍。
角焊缝角度为45°5°;8、箱形结构的封板与内部肋板必须配做开塞焊槽焊接,焊槽宽等于内部肋板厚度,塞焊缝总长度不小于总结合长度的2/3,每隔150mm开塞焊槽300mm。
对于平行布置的相邻塞焊缝,塞焊槽错开布置;9、除需在外表加板的焊缝可有不大于的内陷外,其他所有焊缝必须弧形外凸1~2mm;10、11、除特别说明,所有焊缝为连续焊缝;焊缝不得有夹渣、气孔、啃边,收口处不得有缺口,外观平直光滑或者是规则的鱼鳞状,同一焊缝形状必须连续一致,一般接缝处不得有超过的突变,整条焊缝高差和形状相对偏差不超过3mm;12、本标准从公布之日起执行。
图纸要求低于本标准的,以本标准为准,高于本标准的以图纸要求为准。
焊缝质量标准焊缝质量标准一、焊缝质量等级附:焊缝等级小知识1. 焊缝等级是施工验收等级,有三级。
三级最低,只要求外观检查和尺寸检查。
钢桥面板U肋焊缝抗疲劳设计及焊接新工艺

钢桥面板U 肋焊缝抗疲劳设计及焊接新工艺张华阮家顺沈俊杰黄超李立明乐凯宏(武船重型工程股份有限公司,武汉430415)摘要:针对U 肋与桥面板焊缝易产生疲劳开裂问题,结合相关研究成果,分析了焊缝尺寸对T 型接头角焊缝疲劳特性的影响,指出双面焊接条件下U 肋焊缝的尺寸要求,建议设计焊缝熔深不低于U 肋板厚的75%,焊脚尺寸不小于4mm 。
此外,提出了基于聚弧深熔气保焊的U 肋双面焊接新工艺,可大幅提高焊接工效,降低焊接成本。
关键词:U 肋焊缝;双面焊接;抗疲劳设计;聚弧深熔气保焊;焊接工艺DOI :10.13206/j.gjg201901016ANTI-FATIGUE DESIGN AND WELDING PROCESS OF U-RIB WELD OF STEEL BRIDGE DECKZHANG HuaRUAN JiashunSHEN JunjieHUANG ChaoLI LimingLE Kaihong(Wuchuan Heavy Engineering Co.Ltd ,Wuhan 430415,China )ABSTRACT :In view of the fatigue cracking problem of the weld of U-rib and steel bridge ,combined with the related research results ,the effect of weld size on the fatigue characteristics of T-joint fillet was analyzed.Therefore ,the size requirements of U-ribbed weld under the condition of double-sided welding were put forward.It was suggested that the design required that the weld penetration was no less than 75%of U-ribbed plate thickness and the size of welding foot was no less than 4mm.In addition ,a new U-rib double-sided welding process based on poly-arc deep-melt gas-shielded welding was proposed ,which could avoid welding groove ,greatly improve welding efficiency and reduce welding cost.KEY WORDS :U-rib weld ;double-sided welding ;anti-fatigue design ;poly-arc deep-melt gas-shielded welding ;welding process第一作者:张华,男,1981年出生,硕士,高级工程师。
焊缝尺寸标准
焊缝尺寸标准焊接是一种常见的金属连接工艺,而焊缝尺寸的标准对于焊接质量和工件的使用性能具有重要影响。
在实际的焊接生产中,焊缝尺寸标准的合理控制对于保证焊接质量、提高生产效率、降低生产成本具有重要意义。
因此,了解焊缝尺寸标准的相关知识对于焊接工作者来说是十分必要的。
焊缝尺寸标准是指焊接过程中焊接接头的几何尺寸和形状的要求。
焊缝尺寸的标准通常包括焊缝高度、焊缝宽度、焊缝角度等参数。
在进行焊接时,必须严格按照相关标准来控制焊缝尺寸,以确保焊接质量符合要求。
首先,焊缝高度是指焊接接头上下两侧的垂直距离,通常用H表示。
焊缝高度的大小直接影响着焊接接头的强度和密封性能。
在一般情况下,焊缝高度应符合设计要求,过大或过小都会对焊接质量造成不利影响。
因此,在进行焊接时,必须严格按照相关标准来控制焊缝高度。
其次,焊缝宽度是指焊接接头两侧的水平距离,通常用W表示。
焊缝宽度的大小直接影响着焊接接头的强度和外观质量。
在进行焊接时,必须严格按照相关标准来控制焊缝宽度,以确保焊接质量符合要求。
此外,焊缝角度也是焊缝尺寸标准中的重要参数之一。
焊缝角度的大小直接影响着焊接接头的强度和外观质量。
在进行焊接时,必须严格按照相关标准来控制焊缝角度,以确保焊接质量符合要求。
总之,焊缝尺寸标准对于焊接质量具有重要影响,必须严格按照相关标准来控制焊缝尺寸。
只有确保焊缝尺寸符合标准要求,才能保证焊接质量,提高生产效率,降低生产成本。
因此,焊接工作者必须充分了解焊缝尺寸标准的相关知识,并严格按照标准要求进行操作,以确保焊接质量符合要求。
焊缝高度和宽度标准
焊缝高度和宽度标准
焊缝是两个金属板之间的一条连接线,用于两个金属板之间连接。
焊缝高度和宽度是焊接质量的重要参数,检测其高度和宽度是焊接的基本要求。
焊缝的高度是指焊缝的最大高度,是指焊缝的最高部分距离焊接面的最远距离。
根据国家规定,焊缝的高度应大于等于焊接材料的厚度的1.5倍,焊缝的宽度应大于等于焊接材料的厚度的2倍。
焊缝的宽度是指焊缝的最大宽度,是指焊缝的最宽部分距离焊接面的最远距离。
焊缝的宽度取决于焊接材料的厚度、焊接工艺、焊接工具以及焊接技术水平。
一般情况下,焊缝的宽度应大于等于焊接材料的厚度的2倍,但如果焊接材料的厚度超过2毫米,则应大于等于焊接材料的厚度的3倍。
此外,为了确保焊接质量,焊缝的宽度和高度均不得小于焊接材料的厚度的1.5倍,不得小于1毫米。
焊缝的宽度和高度应均匀,且不得存在裂缝、凹陷、对开等缺陷。
因此,检测焊缝高度和宽度是保证焊接质量的基本要求,根据国家规定,焊缝的高度和宽度应大于等于焊接材料的厚度的 1.5倍至3倍,不得小于1毫米,且应均匀、无裂缝、凹陷、对开等缺陷。
焊缝尺寸计算公式

焊缝尺寸计算公式
首先,需要了解焊缝尺寸的定义。
焊缝尺寸是指焊缝的有效宽度和高度的大小。
有效宽度是指焊缝两侧金属材料与焊接金属之间的距离,有效高度是指焊缝两侧金属材料与底部焊接金属之间的距离。
根据焊缝尺寸的定义,可以得出以下计算公式:
1.对于单面焊缝:
a.有效宽度的计算公式为:
W=a+2c+b
其中,a为焊缝的准备工作范围,即焊缝两侧金属材料需要预留的空间;c为焊缝凹槽的宽度;b为需填充的焊缝金属的厚度。
b.有效高度的计算公式为:
H=d-e
其中,d为焊缝两侧金属材料的高度;e为底部焊接金属的高度。
2.对于双面焊缝:
a.有效宽度的计算公式为:
W1=a+c+(b1+b2)
其中,a为焊缝的准备工作范围;c为焊缝凹槽的宽度;b1和b2分别为需填充的焊缝金属1和焊缝金属2的厚度。
b.有效高度的计算公式为:
H1=(d1-e1)+(d2-e2)
其中,d1和d2分别为焊缝金属1和焊缝金属2的高度;e1和e2分别为底部焊接金属1和焊接金属2的高度。
需要注意的是,以上公式中的数值单位必须一致,通常使用毫米作为单位。
除了上述公式之外,焊缝尺寸的计算还需要考虑焊缝的类型和要求。
常见的焊缝类型有V型焊缝、X型焊缝、U型焊缝等,不同的焊缝类型有不同的准备工作范围和凹槽宽度要求。
此外,还需要根据具体的焊接工艺要求,如焊接材料、焊接电流等,来确定焊缝尺寸。
总之,焊缝尺寸计算是焊接工程中的一项重要任务,它需要根据具体情况进行综合考虑和计算。
掌握合适的计算公式,以及对焊缝类型和要求的了解,能够帮助焊接工程师设计出合理、安全、可靠的焊接接头。
焊缝外形尺寸标准
3、焊缝焊缝不直度
Ⅰ级质量要求
每1000mm焊缝长 或以下H≤1mm, 且焊缝全长H不得 大于2mm 。
Ⅱ级质量要求
每500mm焊缝长或 以下H≤1mm,且焊 缝全长H不得大于 2mm 。
4、焊缝宽度差
不包括始末两端
Ⅰ级质量要求
焊缝宽度差≤10% 焊缝宽度C,且不 大于3mm。
Ⅱ级质量要求
焊缝宽度差≤15%焊 缝宽度C,且不大于 3mm。
6、焊瘤
Ⅰ级质量要求 不允许
Ⅱ级质量要求
1.外露焊缝不允许。 2.不多于焊缝全长的5%
7、凹坑 未焊满
凹坑
未焊满
Ⅰ级质量要求 不允许
Ⅱ级质量要求 1.外露焊缝不允许。 2.每米或每条焊缝 上不得多于2处, 且不低于母材
3.未焊满不允许
8、裂纹 未融合 未焊透 烧穿
Ⅰ级质量要求 不允许
Ⅱ级质量要求 不允许
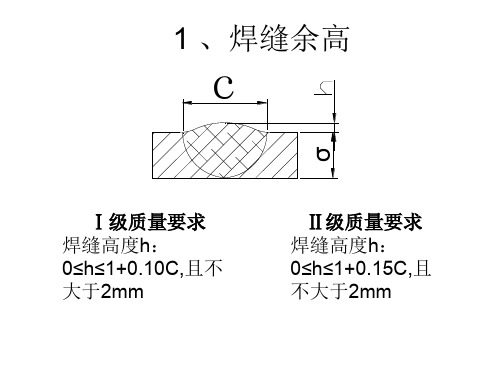
1 、焊缝余高
σ
Ⅰ级质量要求
焊缝高度h: 0≤h≤1+0.10C,且不 大于2mm
Ⅱ级质量要求
焊缝高度h: 0≤h≤1+0.15C,且 不大于2mm
2、咬边
σ
Ⅰ级质量要求
y≤0.05δ,且 y≤0.5mm,单个 长度不大于5mm, 其总长度不超过 焊缝全长的5% 。
Ⅱ级质量要求 y≤0.05δ,且y≤0.5mm, 单个长度不大于8mm,其 总长度不超过焊缝全长 的10%。 y≤0.1δ,且y≤1.0mm, 其总长度不超过焊缝全 长的5%。
5、气孔 点状夹杂
Ⅰ级质量要求 1.有密封性要求或外露焊
缝不允许。 2. 其他焊缝,在300mm
长的焊缝上, Φ≤1.0mm的气孔、点 状夹杂不得超过1个。 Φ≤0.5mm的缺陷点数 允许增多,但总面积 不得大于1mm2
钢桥制作焊接工艺汇总
xxxx大桥制作和焊接工艺技术交底一、工程概况xxxx位于湖北黄石水道上游,是沪蓉高速公路湖北省东段(武黄高速公路和黄黄高速公路)和国家高速公路联网大庆至广州高速公路湖北段的公用过江通道,也是湖北省公路主骨架的重要组成部分。
花湖互通A匝道第四联桥跨布置为:31.2m+40m+40m+31.25m。
上部结构采用等截面单箱双室的钢结构连续箱梁。
钢箱梁沿匝道中心线全长142.38米。
花湖互通D匝道第五联桥跨布置为:37.5m+50m+37.5m。
上部结构采用等截面单箱双室的钢结构连续箱梁。
钢箱梁沿匝道中心线全长124.84米。
钢箱梁为单箱双室断面,梁宽13米,高1.8米,两侧个悬臂长2.5米,根部高0.5米,端部高0.2米。
纵向每2米设一道悬臂梁,钢箱梁顶板兼做桥面承重结构。
二、钢箱梁下料工艺1、钢结构的下料工艺(以A匝道第四联跨为列进行讲解)A匝道的总体概况为:A匝道钢箱梁为单箱双室断面,梁宽10.5米,高1.6米,两侧个悬臂长2.0米,根部高0.5米,端部高0.2米。
纵向每2米设一道悬臂梁,钢箱梁顶板兼做桥面承重结构。
A匝道全桥位于i=3.467%及i=3.5%的纵坡段上,竖曲线半径为4000m。
整个曲线由XY平面内的圆弧曲线(桥梁中心线为R=30000mm),以及竖曲线R=4000000mm。
根据A匝道的起点设计高程、终点设计高程确定起点、终点的直线方程。
在竖曲线平面内的透影方程为F1(Y)=A1(Y)+A,叠加竖曲线内的圆弧方程R=4000000,再叠加预拱度曲线方程得到腹板曲线方程。
总体下料见下:钢桥的总体排版见排版图纸,具体的型式见下:(一)A匝道顶板定宽为1800+2200*4=10600mm 桥面的总宽度为10500mm。
根具焊缝的排版原则:焊缝相互错开200mm以上,与腹板错开200mm以上。
钢箱梁顶板的排版示意图钢板的平板对接按照埋弧自动焊接工艺卡进行。
现场对接坡口为不带钝边30O坡口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢桥的焊缝设计及焊缝尺寸史永吉、方兴、王辉、史志强、曾志斌(铁道科学研究院北京 100088)内容摘要:焊接钢桥现已成为钢桥建设的主流,正确的焊缝设计不仅涉及钢桥的承载力和安全性,也极大的影响焊接变形,制造工期及材料消耗等经济性。
基于目前焊缝设计思想的某些偏向,本文介绍了焊缝的受力类型,应力检验及各类焊缝尺寸的简便确定方法。
关键词:焊接钢桥,焊缝设计,焊缝尺寸1.前言焊接钢桥现已成为世界各国钢桥的主流。
焊接钢桥是采用焊缝作为其连接的主要方式,正确的焊缝设计是确保钢桥安全性的关键。
通常,应根据焊接接头的受力状态及焊缝抗力进行应力检算,来确定焊缝尺寸。
然而,由于焊接接头及板厚等种类繁多,受力状态各不相同,为了减少设计工作量。
急需制定简便的偏于安全的确定焊缝尺寸方法。
而不必一一通过焊缝应力检验的方式来选定焊缝尺寸。
另一方面,目前存在着一种偏向,认为“焊缝尺寸宁大勿小”、“角焊缝宁可全熔透”才是安全的。
固然,焊缝作为钢结构的连接,连接强度应等于或大于被连接构件的强度,否则将影响结构的极限承载力和安全性。
但是,也应认识到,过大的焊缝尺寸非但无益,一定程度上是有害的,例如:对接焊缝的凸起高度,过去误称为“加强高”,现在则称为“余高”,而且,需根据焊缝宽度对余高加以限制,以免产生过大的应力集中;过大的角焊缝将产生较大的焊接变形,影响结构的几何形态,同时,需增加焊道,增多焊接材料的消耗,延长工期,降低了经济性,而且,易产生焊接缺陷。
所以,合理的确定各种接头的焊缝尺寸具有重要意义。
本文概要介绍了焊接接头的焊缝受力类型、焊缝有效断面和有效长度、焊缝应力检算,以及设定的焊缝尺寸的经验方法,供广大设计和制造工程师参考。
2.焊缝的受力类型作为钢结构连接方式,焊缝依据接头的受力状态大体可分为以下三种基本类型。
2.1 传力焊缝把焊接接头一侧构件的内力(或应力)通过焊缝传递给另一侧构件,主要有以下基本形式。
a)横向对接焊缝 b)搭接焊缝 c)受拉角焊缝 d)受剪焊缝图1:传力焊缝的基本形式2.2 受力焊缝当焊缝平行于应力方向时,焊缝与母材承受同样大小的应力,主要有以下基本形式。
图2:受力焊缝的基本形式2.3 非受力焊缝垂直于受力方向的加劲肋或横隔板角焊缝,主要基本形式如下。
图3: 非受力焊缝主要形式3.焊缝的有效厚度及有效长度焊缝的有效断面A w 是计算焊缝应力的参数,A w 按下式计算:A w =a ×l e (或S a ×l e ) (1)a)平行于受力方向的纵向对接焊缝b)平行于受力方向的角焊缝 c)承受弯曲应力和剪应力力的受弯构件角a)工字型板梁竖向加劲角焊缝b)箱型构件横隔板角焊缝a=ta)等厚板对接焊缝a=t1b)不等厚板对接焊缝a=dd--坡口深度c)隅角焊缝a—取等腰三角形的高度顶点取坡口深度d)部分熔透角焊缝a=tt—板厚e)全熔透角焊缝式中,a——焊缝的有效厚度S a——角焊缝的有效喉高l e——焊缝的有效长度3.1 焊缝的有效厚度3.1.1 坡口焊缝的有效厚度a图4 坡口焊缝有效厚度的代表例3.2 角焊缝的有效喉高Sa3.2.1 等肢角焊缝a)凸型角焊缝b)凹型角焊缝3.2.2 不等肢角焊缝a)凸型不等肢角焊缝b)凹型不等肢角焊缝图5 角焊缝喉高举例3.3 焊缝的有效长度le3.3.1 焊缝的有效长度为具有有效厚度的焊缝长度。
例如,起熄弧处因焊缝断面不完整不得记入有效长度。
传力和受力焊缝原则上必须设引弧板把起熄弧引到主构件之外。
图6 焊缝的有效长度3.3.2 斜向全熔透对接焊缝的有效长度取垂直于应力方向的投影长度。
图7 斜向对接焊缝的有效长度3.3.3 搭接接头角焊缝的有效长度传力搭接接头应设周边角焊缝,也可仅在侧边或在端边设角焊缝,此时,应绕角部连续焊一段围角焊缝,围焊长度应大于2倍焊脚尺寸。
图8 搭接接头角焊缝的有效长度4.焊缝的容许应力基于焊缝金属与母材的等强度设计原则,焊缝容许应力按母材的容许应力考虑。
工地焊接的焊缝,需经试验确认,可取母材的容许应力,否则,按0.9倍母材容许应力考虑。
表1 焊缝容许应力(Mpa )5.焊缝应力检算5.1 承受轴力或剪力 焊接接头的焊缝应力检验 σ=∑eal P≤[σw ] (2) τ=∑ea l S Q≤[τw ] (3) 式中,σ、τ——轴力或剪力引起的焊接应力;P 、Q ——作用在焊接接头上的轴力或剪力; a ——坡口焊缝的有效厚度; S a ——角焊缝的有效喉高; L e ——焊缝的有效长度。
5.2 承受弯矩焊接接头的焊缝应力检验5.2.1 全熔透坡口焊缝 σ=1yM I ⋅≤[σw ] (4) 5.2.2 角焊缝τ=2yM I ⋅≤[τw ] (5) 式中,σ、τ——弯矩引起的焊缝弯曲应力和剪应力;I 1——全断面惯性矩;I 2——焊缝喉高展开断面的惯性矩; y ——中性轴至焊缝的距离。
5.3 承受轴向力、弯矩和剪力焊接接头的焊缝应力检验5.3.1 全熔透坡口焊缝[][]⎪⎪⎭⎫ ⎝⎛+⎪⎪⎭⎫ ⎝⎛w s w ττσσ≤1.2 (6) 5.3.2 角焊缝[][]⎪⎪⎭⎫ ⎝⎛+⎪⎪⎭⎫ ⎝⎛w s w b ττττ≤1.0 (7) 式中,σ——轴向力P 或弯矩M 引起的正应力,或两者之和;τb ——轴力P 或弯矩M 引起的剪应力,或两者之和; τs ——剪力Q 引起的剪应力;[σw ]、[τw ]——焊缝容许拉压应力、容许剪应力。
6. 焊缝尺寸 6.1 对接焊缝对接焊缝(垂直于受力方或平行于受力方向)应满足:(1) 不得未填满。
(2) 焊缝余高不得超过以下规定表2 对接焊缝余高的限定焊缝宽度(mm )余高(mm )示意图B<15 ≤315≤B ≤25 ≤4 25≤B≤25B4 6.2 角焊缝这里所指的角焊缝是T 型、I 型和口字型构件连接翼缘和腹板的角焊缝,包括非坡口角焊缝、坡口角焊缝和坡口隅角焊缝。
6.2.1 角焊缝的设计尺寸主要构件的传力或受力角焊缝,原则上焊脚尺寸(s )应满足:非坡口角焊缝:21t 2S t ≥≥,且≥6mm (8) 坡口角焊缝:,2a 1t 2S t ≥≥且≥6mm (9) 式中:t 1——较薄板厚;t 2——较厚板厚;2SS a =——焊缝喉高; 6.2.2 关于角焊缝尺寸经验公式的分析比较(1) 承受轴力构件的受力角焊缝(与受力方向平行)仅承受轴力的T 型、I 型和口字型构件而不传递剪应力的角焊缝,这类角焊缝的主要机能是保持组成构件的各板件的几何形状,不传递应力,尽管它与板件一样承受轴向应力,但它相当于铆接构件的缀合铆钉,仅起缀合作用。
作为缀合焊缝,一般需考虑焊接线能量或焊接热变形等因素的影响,经验地确定焊缝尺寸。
表3和图9是美国AWS 和日本、德国等焊缝尺寸的比较。
表3 轴向受力构件角焊缝焊脚尺寸S 的比较(inch 或mm )AWS板厚 "163~"41 "41~"21 "21~"43 "43~"23 "23~"49 "49~"6 >"6S "81 "163 "41 "165 "83 "21 "85 日本等国板厚102030405060708090100S(4.5)6.47.89.010.011.011.912.713.414.2图9 轴向受力构件最小焊缝尺寸的比较如果采用部分熔透坡焊缝,可取2S S a =。
(2) 受轴力或弯矩与剪力组合力作用的角焊缝在桁架桥节点处,如整体焊接节点或过去常用的拼装式节点部位的角焊缝,除承受轴向应力外还承受以下原因产生的剪应力:① 来自腹板的剪力通过节点板或弦杆的腹板传给翼缘(非全断面拼接时)。
② 整体焊接节点中,因节点板使弦杆断面增加,所以,作用在翼缘上轴力的一部分转移到腹板和节点板上(非全断面拼接时)。
③ 因节点刚性而产生次弯矩。
这类焊缝往往采用部分熔透坡口角焊缝,喉高S a 或a 是检算焊缝应力的主要参数。
这里以日本桥梁为例,概要介绍其焊缝尺寸的演变。
早期设计规范中,取焊缝金属与母材等强,角焊缝的喉高取:f t 2.0S a ≥(或()f t ⋅⋅≥2.02S a ) (10)70年代末建成的港大桥,考虑坡口角焊缝焊根熔透性及无损检测(超声波)等问题,喉高富余量取3mm ,则式(10)变为:32S a +t ≥ (11)80年代以后的濑户内海上的本四联络桥,对以下几种经验公式进行了研究: 角焊缝:t 2S ≥f t 2.02S ⨯≥ ()226.02S -⨯≥f t 部分熔透坡口角焊缝:t 2S a ≥ 32.0S a +f t ≥ f t 26.0S a ≥最后各制造厂都采用32.0S a +f t ≥,并且,隅角焊缝的坡口为60o L 型坡口(单侧V 型坡口)或J 型坡口(单侧U 型坡口)。
图10 表示上述各种检验公式的比较。
图10: 隅角焊缝喉高与翼缘板厚的经验公式比较图11:实桥的ft a(f t —翼缘板厚,a —喉高) 注:1-野州桥(铁) 2-铁路桥标准 3-大岛大桥 4-关门桥(公)5-利根川桥(公)6-野州川桥(铁)7-因岛大桥(公)8-因岛大桥(公) 9-大鸣门桥(公)10-大鸣门桥(公)11-第二北上川桥(铁)12-大岛大桥(公)13-港大桥(公) 14-大岛大桥(公)15-岩黑岛桥(公铁) 16-南北备赞濑户大桥(公铁)图11列出了日本多座桁架桥整体节点部位承受轴向应力和剪应力作用的角焊缝或部分熔透坡口角焊缝的喉高a (S a )与翼板厚度t f 之间的关系。
由该图可见,绝大部分桥梁的a 值都落在32t a 2t f f +≤≤之间,所以,喉高取a =32t f +是偏于保守的合理值。
如果比较32t f +与32.0+f t 两个经验公式,在常用的板厚t f ≤50mm 范围内,前式更合适。
另外,由杆件平行段喉高f 2a t =向整体节点内的喉高f 2a t =+3过渡,开坡口时需设过渡区,起点为节点板圆弧的起始处。
(3) 关于箱型断面构件设内外侧角焊缝对于大型箱型断面构件,如桁梁、拱肋、钢塔柱及其他结构的立柱等,为了防止在运输架设过程中出现非预计的垂直于板厚方向的作用力,或在进行端面切削加工时产生的这种作用力,需在内外侧设置角焊缝,检算焊缝应力时用内外侧焊缝喉高之和计算受力断面。
图12 内外侧角焊缝但是应注意,箱体内部空间应便于人员进入进行施焊作业,一般内部空间尺寸高×宽≥500×750(mm )时,才设内外侧角焊缝,否则仅设外侧隅角焊缝。
6.2.3 几种特殊的角焊缝(1)直接承受轮载的角焊缝直接承受轮载的角焊缝,如I 字型吊车梁上翼缘角焊缝,桥面板纵肋上翼缘角焊缝,易引发疲劳裂纹,应采用坡口全熔透角焊缝。