松香和助焊膏的区别及作用
焊接技术-锡膏篇
印刷试验图片
Printability photo(0.5mm)
1st
10th
Printability photo(0.4mm)
1st
10th
坍塌试验-未加熱
0.65mm
SLUMP-NO HEATEDLeabharlann 0.5mm0.4mm
0.3mm
SLUMP-加熱150℃
0.65mm
0.5mm
0.4mm
0.3mm
回焊曲线---Sn63/Pb37
预热区:焊膏内的部分挥发性溶剂被蒸发,并降低对元器件之冲击; 升温速度为1~3℃/秒
回焊曲线---Sn63/Pb37
浸濡区:该区助焊开始活跃,化学清洗行动开始,并使PCB在到 达回焊区前各部温度均匀。
1.2 锡膏内组分比例
10%助焊膏和90%锡粉的重量比
助焊膏 10%
锡合金粉 90%
1.3 锡膏内成分体积比
50%助焊膏与50%锡粉的体积比
锡合金粉 50%
助焊膏 50%
2,锡膏主要参数
2.1常用锡粉合金组成表
NO
合金組成
1
Sn63 / Pb37
2
Sn62 / Pb36 / Ag2
3
Sn43 / Pb43 / Bi14
水溶性助焊剂含有高的活化剂。
免洗类似于RA、RMA,除在松香树脂含量上不 同。
其它成份是表面活化剂、增稠剂等
2.3 助焊膏组分及其性能
松 香 (脂) 酸
包含活性机能、有机物组成份 -COOH,-NH2,-NHR,-NR2
COOH
助焊剂(松香)MSDS
助焊剂(松香)MSDS物资安全资料表(MSDS)松香(助焊剂)松香安全技术说明书说明书目录第一部分化学品名称第九部分理化特性第二部分成分/组成信息第十部分稳定性和反应活性第三部分危险性概述第十一部分毒理学资料第四部分急救措施第十二部分生态学资料第五部分消防措施第十三部分废弃处置第六部分泄漏应急处理第十四部分运输信息第七部分操作处置与储存第十五部分法规信息第八部分接触控制/个体防护第十六部分其他信息第一部分:化学品名称化学品中文名称:松香(助焊剂)化学品英文名称: roisn;colophony;colophene;pine resin 英文名称:技术说明书编码: CAS No.:生产企业名称:地址:生效日期:第二部分:成分/组成信息有害物成分含量 CAS No.第三部分:危险性概述危险性类别:侵入途径:经皮肤吸收、吸入健康危害:穿通用防护服,戴作业手套环境危害:通风设备良好,防止污染环境。
第四部分:急救措施皮肤接触:以大量清水彻底清洗,眼睛接触时,即以大量清水或生理盐水清洗,如感不适,就医。
第五部分:消防措施灭火方法:二氧化碳、泡沫、干粉、雾状水第六部分:泄漏应急处理应急处理:以砂土或惰性材料吸收或以大量清水冲洗,排入废水系统。
第七部分:操作处置与储存操作注意事项:搬运时要轻装轻飘卸,防止包装及容器损坏。
储存注意事项:储存于阴凉、通风的仓间,远离火种、防止阳光直射,与禁忌物分开存放。
第八部分:接触控制/个体防护呼吸系统防护:佩戴防毒口罩眼睛防护:佩戴防护眼镜身体防护:穿通用防护服第九部分:理化特性外观与性状:透明的玻璃状脆性物质,浅黄色至黑色,有特殊气味。
pH:熔点(℃): 120~135 相对密度(水=1): 1.045~1.086(20/4℃)沸点(℃):相对蒸气密度(空气=1):分子式:分子量:主要成分:饱和蒸气压(kPa):燃烧热(kJ/mol):临界温度(℃):临界压力(MPa):辛醇/水分配系数的对数值:闪点(℃): 187.8 爆炸上限%(V/V):引燃温度(℃):爆炸下限%(V/V):溶解性:不溶于水,溶于乙醇、乙醚、丙酮、苯、二硫化碳、松节油、油类和碱溶液。
焊接中松香的作用
焊接中松香的作用
焊接是一种加工方法,如果需要进行焊接成型的物品比较小,那么一般采用手工焊接的方式,这时候,在焊接过程中使用松香可以使焊点稳定,同时也能提高焊接的效率和质量。
松香是一种天然的树脂,具有很好的粘性和耐高温的特点,它可以自然地融化在热的金属表面上,并且形成一层均匀的涂层,这能够使焊接区域在短时间内保持稳定的状态,防止出现喷溅、飞溅等现象。
1.松香能够减少氧化,防止氧化物的产生,从而可以在保持焊接区域纯净的情况下进行焊接。
2.松香可以起到稳定的作用,防止熔池流动,避免焊接时金属的变形和变薄,从而提高焊接的质量。
3.松香在焊接后能够减少焊缝中存在的各种缺陷,如裂纹、夹杂、气孔等,同时也能够提高焊接的强度和密度,从而使焊接的成品更加坚固。
4.松香还可以缓解应力,使焊接的成品更加均匀,同时也可以松香能够平衡热量,避免不同位置的变形和扭曲。
除了以上这些作用外,松香还能够提高焊接的效率,因为它可以缩短焊接的时间,减少次数,提高工作效率,降低生产成本。
当然,在实际的焊接作业中,焊接工人需要根据实际情况来选择不同的松香品种,选择合适的加热方式,掌握适当的焊接温度,并且进行合理的使用,才能真正发挥出松香的优点,从而获得更好的焊接效果。
总之,松香在焊接中的作用十分重要,它能够提高焊接的质量,提高焊接的效率,降低成本,所以在实际的工作中,我们应该充分发挥松香的作用,提高焊接的质量和效率。
焊接时松香的正确使用方法
1.焊接过程
松香是一种助焊剂,当烙铁头点一下松香时,松香发出“哧”的响声,而且会冒出一股白烟,说明温度合适,可以进行焊接。
在使用松香时,可以将焊点、焊件涂上松香(或者烫热后点一下),然后将烙铁头、焊锡、焊点三者接触,保持2-3秒钟,待焊锡融化均匀后,再移开烙铁头,完成焊接。
2.松香的作用
在电烙铁焊接操作时用松香,比较容易“吃锡”,焊出来的点比较亮,不容易形成虚焊。
松香可以防止氧化焊件先清除氧化层,在松香上挂锡。
焊点处放在放点松香,在松香上挂锡,再焊接。
3、经验技巧
把铜线用细砂纸抹掉氧化层,埋(放)在松香里,烙铁带个大锡球(约火柴头大小),往铜线上放约一两秒钟时间抬起烙铁拿出线即可。
电路板处放点松香,烙铁带个小锡球放电路板处约一两秒,等自然冷却30秒以上,再把线放上,再放松香,烙铁带个小锡球焊接约一两秒,烙铁拿开,线不松手,等自然冷却3秒以上再松手。
注意,烙铁外壳要接地,人也要接地,可以防止静电危害。
有些元件必须在接“地”的情况下焊接。
助焊膏种类

在电子产品的焊接中使用比例最大的是树脂型助焊剂。由于它只能溶解于有机溶剂,故又称为有机溶剂助焊剂,其主要成分是松香。松香在固态时呈非活性,只有液态时才呈活性,其熔点为127℃活性可以持续到315℃。锡焊的最佳温度为240~250℃,所以正处于松香的活性温度范围内,且它的焊接残留物不存在腐蚀问题,这些特性使松香为非腐蚀性焊剂而被广泛应用于电子设备的焊接中。
(2)有机系列助焊剂(OA)
有机系列助焊剂的助焊作用介于无机系列助焊剂和树脂系列助焊剂之间,它也属于酸性、水溶性焊剂。含有有机酸的水溶性焊剂以乳酸、柠檬酸为基础,由于它的焊接残留物可以在被焊物上保留一段时间而无严重腐蚀,因此可以用在电子设备的装联中,但一般不用在SMT的焊膏中,因为它没有松香焊剂的粘稠性(起防止贴片元器件移动的作用)。
根据表面氧化膜特性
对于偏碱性的氧化膜,应选择酸性的助焊膏;而对于偏酸性的氧化膜应选择偏碱性的助焊剂。
根据钎焊工艺
根据具体工艺选择不同形态的助焊膏,如波峰焊上要选择液体助焊膏,高频或中频感应钎焊要选择膏状助焊剂,火焰钎焊要选择粉状助焊剂或膏状助焊剂等等。
根据基体特性
不同基体材料由于表面氧化膜不同,其选择的助焊膏种ห้องสมุดไป่ตู้也存在较大的差异,尤其是一些难焊金属,如含镁铝合金、不锈钢、硬质合金等。为了保证含镁铝合金的焊接性能,通常选择活性较强的助焊剂。
4助焊膏的功能
助焊剂的功能部分包括:基质、去膜剂和界面活性剂。
基质是助焊剂的主体成分,控制着助焊剂的熔点,其熔化后覆盖在焊点表面,起隔绝空气的作用,同时,它又是其它功能组元的溶剂。
去膜剂是通过物理化学过程除去、破碎或松脱母材的表面氧化膜,使得熔融钎料能够润湿新鲜的母材表面。
助焊剂的成分和作用
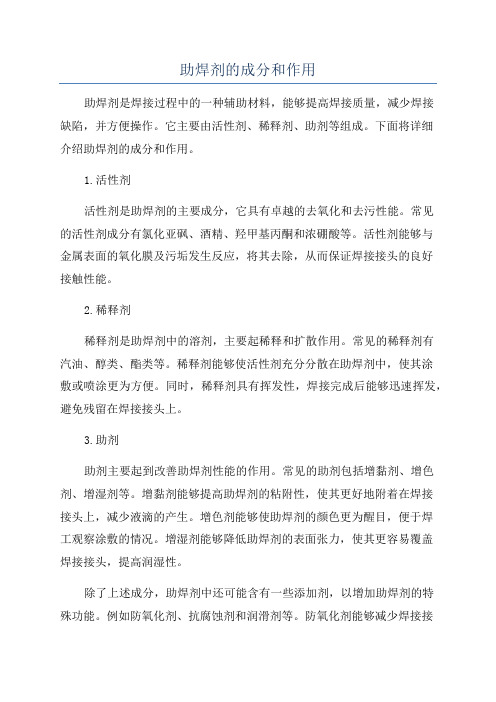
助焊剂的成分和作用助焊剂是焊接过程中的一种辅助材料,能够提高焊接质量,减少焊接缺陷,并方便操作。
它主要由活性剂、稀释剂、助剂等组成。
下面将详细介绍助焊剂的成分和作用。
1.活性剂活性剂是助焊剂的主要成分,它具有卓越的去氧化和去污性能。
常见的活性剂成分有氯化亚砜、酒精、羟甲基丙酮和浓硼酸等。
活性剂能够与金属表面的氧化膜及污垢发生反应,将其去除,从而保证焊接接头的良好接触性能。
2.稀释剂稀释剂是助焊剂中的溶剂,主要起稀释和扩散作用。
常见的稀释剂有汽油、醇类、酯类等。
稀释剂能够使活性剂充分分散在助焊剂中,使其涂敷或喷涂更为方便。
同时,稀释剂具有挥发性,焊接完成后能够迅速挥发,避免残留在焊接接头上。
3.助剂助剂主要起到改善助焊剂性能的作用。
常见的助剂包括增黏剂、增色剂、增湿剂等。
增黏剂能够提高助焊剂的粘附性,使其更好地附着在焊接接头上,减少液滴的产生。
增色剂能够使助焊剂的颜色更为醒目,便于焊工观察涂敷的情况。
增湿剂能够降低助焊剂的表面张力,使其更容易覆盖焊接接头,提高润湿性。
除了上述成分,助焊剂中还可能含有一些添加剂,以增加助焊剂的特殊功能。
例如防氧化剂、抗腐蚀剂和润滑剂等。
防氧化剂能够减少焊接接头在焊接过程中的氧化反应。
抗腐蚀剂能够延长焊接接头的使用寿命,防止出现腐蚀现象。
润滑剂能够降低焊接接头的摩擦系数,减少热变形和裂纹的产生。
助焊剂在焊接过程中的作用主要有以下几个方面:1.清洁作用:助焊剂能够去除金属表面的氧化膜、污垢和油脂等杂质,确保焊接接头的表面清洁,以保证良好的焊接接触性能。
2.降低熔点:助焊剂中的活性剂能够与金属表面发生化学反应,形成低熔点的化合物,从而降低焊接接头的熔点,便于焊接操作。
3.减少气孔和裂纹:助焊剂的清洁作用和活性剂的去氧化作用能够有效地减少气孔和裂纹的产生,提高焊接接头的质量。
4.改善润湿性:助焊剂中的助剂能够降低焊接接头表面的表面张力,增加助焊剂与焊接接头的接触面积,提高润湿性,使焊接接头更容易涂敷和熔化。
松香和助焊膏的区别及作用
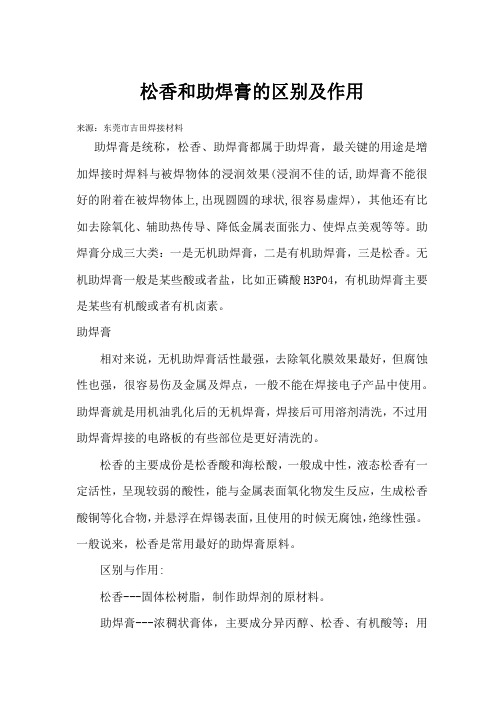
松香和助焊膏的区别及作用
来源:东莞市吉田焊接材料
助焊膏是统称,松香、助焊膏都属于助焊膏,最关键的用途是增加焊接时焊料与被焊物体的浸润效果(浸润不佳的话,助焊膏不能很好的附着在被焊物体上,出现圆圆的球状,很容易虚焊),其他还有比如去除氧化、辅助热传导、降低金属表面张力、使焊点美观等等。
助焊膏分成三大类:一是无机助焊膏,二是有机助焊膏,三是松香。
无机助焊膏一般是某些酸或者盐,比如正磷酸H3PO4,有机助焊膏主要是某些有机酸或者有机卤素。
助焊膏
相对来说,无机助焊膏活性最强,去除氧化膜效果最好,但腐蚀性也强,很容易伤及金属及焊点,一般不能在焊接电子产品中使用。
助焊膏就是用机油乳化后的无机焊膏,焊接后可用溶剂清洗,不过用助焊膏焊接的电路板的有些部位是更好清洗的。
松香的主要成份是松香酸和海松酸,一般成中性,液态松香有一定活性,呈现较弱的酸性,能与金属表面氧化物发生反应,生成松香酸铜等化合物,并悬浮在焊锡表面,且使用的时候无腐蚀,绝缘性强。
一般说来,松香是常用最好的助焊膏原料。
区别与作用:
松香---固体松树脂,制作助焊剂的原材料。
助焊膏---浓稠状膏体,主要成分异丙醇、松香、有机酸等;用
于电子线路板的零件焊接,去除焊盘上的氧化物,帮助焊锡流动、扩展。
锡膏---膏状粘稠体,主要成分金属粉末、松香、有机酸、触变剂、活性剂。
用于SMT自动贴装工艺的焊接。
是助焊剂与焊锡工艺的升级替代品,自动化程度高,焊接精度高。
电烙铁的使用小技巧

等到烙铁头足够的热了,这时可以先沾一些松香(或者高档的无酸焊锡膏)——一点就够了,蜻蜓点水即可(在使用电烙铁的过程中也是如此,每次焊接东西时,先沾助焊剂(松香或焊锡膏),再上锡或者焊接,都有助于锡的融化和提高其流动性,焊接的质量会大大提高。
板上手忙脚乱要好得很——
上锡当然不那么好上,不信你试试!
但是,其实是有办法的。操作的方式可以有很多种,但是,基本的原则还是:
首先,给线头沾点松香,然后给烙铁头也上点新锡,然后,把锡丝放在烙铁头和线头之间,让锡融化,粘附在线头上,然后拖动线头或者烙铁头——当然还有锡丝。目的只有一个,让锡均匀铺在线头上——这里要注意,锡也不要铺的太长,铺到离有绝缘外套的地方一两毫米就OK了。(另外好的焊锡焊接完毕后看上去还是光亮的,当然这里指的是普通含铅焊锡丝,无铅焊锡丝发暗也是正常的)
接下来就是电烙铁的使用了。
电烙铁的使用无非分这么几种情况:
1.把元件焊接到电路板上(或者拆下来)
2.把线焊接到电路板上
3.线与线之间的焊接,在一些电器里最多,比如风扇。
在这里我们还要提一下的是,拿到元件不要急冲冲地就用电烙铁去焊。
元件的引脚,还有线头,电路板本身都要看情况,如果有氧化现象就是发黑发暗最好都要先处理处理——这就好像用502胶水一样,你如果不把粘合面整理干净,平整,那你就肯定会骂“买到假货了”——这年头假货虽多,但有时真的只是你用的不好而已。
首先要说明的是,使用电烙铁,绝对不仅仅是只关注电烙铁本身——这里说的“使用电烙铁”其实是指焊接(也包括拆焊)的全过程。
所以,有必要先了解一下完成焊接需要的必要材料和工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松香和助焊膏的区别及作用
来源:东莞市吉田焊接材料
助焊膏是统称,松香、助焊膏都属于助焊膏,最关键的用途是增加焊接时焊料与被焊物体的浸润效果(浸润不佳的话,助焊膏不能很好的附着在被焊物体上,出现圆圆的球状,很容易虚焊),其他还有比如去除氧化、辅助热传导、降低金属表面张力、使焊点美观等等。
助焊膏分成三大类:一是无机助焊膏,二是有机助焊膏,三是松香。
无机助焊膏一般是某些酸或者盐,比如正磷酸H3PO4,有机助焊膏主要是某些有机酸或者有机卤素。
助焊膏
相对来说,无机助焊膏活性最强,去除氧化膜效果最好,但腐蚀性也强,很容易伤及金属及焊点,一般不能在焊接电子产品中使用。
助焊膏就是用机油乳化后的无机焊膏,焊接后可用溶剂清洗,不过用助焊膏焊接的电路板的有些部位是更好清洗的。
松香的主要成份是松香酸和海松酸,一般成中性,液态松香有一定活性,呈现较弱的酸性,能与金属表面氧化物发生反应,生成松香酸铜等化合物,并悬浮在焊锡表面,且使用的时候无腐蚀,绝缘性强。
一般说来,松香是常用最好的助焊膏原料。
区别与作用:
松香---固体松树脂,制作助焊剂的原材料。
助焊膏---浓稠状膏体,主要成分异丙醇、松香、有机酸等;用
于电子线路板的零件焊接,去除焊盘上的氧化物,帮助焊锡流动、扩展。
锡膏---膏状粘稠体,主要成分金属粉末、松香、有机酸、触变剂、活性剂。
用于SMT自动贴装工艺的焊接。
是助焊剂与焊锡工艺的升级替代品,自动化程度高,焊接精度高。