预应力绕丝
油罐的种类和构造
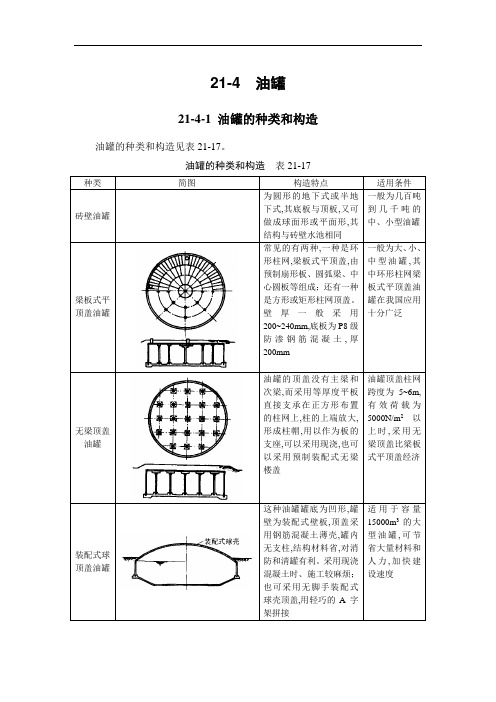
21-4 油罐21-4-1 油罐的种类和构造油罐的种类和构造见表21-17。
油罐的种类和构造表21-17种类简图构造特点适用条件砖壁油罐为圆形的地下式或半地下式,其底板与顶板,又可做成球面形或平面形,其结构与砖壁水池相同一般为几百吨到几千吨的中、小型油罐梁板式平顶盖油罐常见的有两种,一种是环形柱网,梁板式平顶盖,由预制扇形板、圆弧梁、中心圆板等组成;还有一种是方形或矩形柱网顶盖。
壁厚一般采用200~240mm,底板为P8级防渗钢筋混凝土,厚200mm一般为大、小、中型油罐,其中环形柱网梁板式平顶盖油罐在我国应用十分广泛无梁顶盖油罐油罐的顶盖没有主梁和次梁,而采用等厚度平板直接支承在正方形布置的柱网上,柱的上端放大,形成柱帽,用以作为板的支座,可以采用现浇,也可以采用预制装配式无梁楼盖油罐顶盖柱网跨度为5~6m,有效荷载为5000N/m2以上时,采用无梁顶盖比梁板式平顶盖经济装配式球顶盖油罐这种油罐罐底为凹形,罐壁为装配式壁板,顶盖采用钢筋混凝土薄壳,罐内无支柱,结构材料省,对消防和清罐有利。
采用现浇混凝土时、施工较麻烦;也可采用无脚手装配式球壳顶盖,用轻巧的A字架拼接适用于容量15000m3的大型油罐,可节省大量材料和人力,加快建设速度浮顶顶盖油罐油罐的顶盖为浮船式,能随进油而浮升,卸油而降落,罐顶没有气体空间,可减少贮油损失,这种油罐可全部为钢结构,为节省钢材,也可在罐底和罐壁用钢筋混凝土结构,顶盖采用钢结构这种油罐施工要求较高,壁板垂直度的偏差不能太大,否则会影响浮顶顶盖的升降21-4-2 预制装配式油罐施工21-4-2-1 施工工序现场施工的工序为:土方开挖→浇筑混凝土垫层→绑扎底板钢筋→浇筑底板、环槽、柱基杯口混凝土→蓄水养护→就地预制柱、圆弧梁、中心圆板→环槽、柱基杯口找平→壁板、柱、圆弧梁、顶板吊装→壁板竖向灌缝→环槽内侧石棉水泥嵌缝→罐壁预应力绕丝→环槽外侧面石棉水泥嵌缝→油罐充水→罐外壁喷涂水泥砂浆→罐外防潮层涂刷→回填土到设计标高→罐顶找平层、防水层施工→罐顶覆土→建成交付使用。
重型设备钢丝预应力缠绕工艺
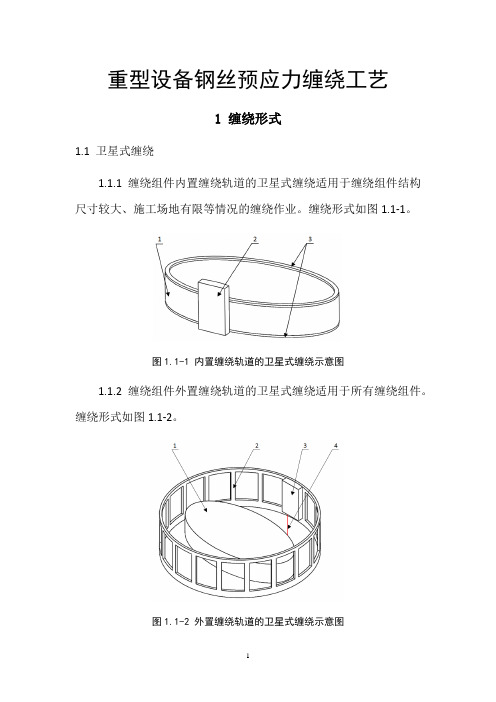
重型设备钢丝预应力缠绕工艺1 缠绕形式1.1 卫星式缠绕1.1.1 缠绕组件内置缠绕轨道的卫星式缠绕适用于缠绕组件结构尺寸较大、施工场地有限等情况的缠绕作业。
缠绕形式如图1.1-1。
图1.1-1 内置缠绕轨道的卫星式缠绕示意图1.1.2 缠绕组件外置缠绕轨道的卫星式缠绕适用于所有缠绕组件。
缠绕形式如图1.1-2。
图1.1-2 外置缠绕轨道的卫星式缠绕示意图1.2 转盘式缠绕1.2.1 转盘式缠绕适用于结构规则、长宽比小于2.5的缠绕组件。
图1.1-3 转盘式缠绕示意图2 缠绕流程2.1 缠绕施工的准备2.1.1 不同组件的缠绕施工应确定合理的工艺流程。
缠绕施工工艺流程。
2.1.2 缠绕施工前必须编制必要的技术文件(技术方案、缠绕规程、作业指导书等),并经批准,方可实施。
2.1.3 缠绕施工前应检查缠绕组件、施工设备及工机具等,各类物资应完备、良好。
2.2 钢丝的清洗2.2.1 每盘钢丝使用前必须进行清洗,去除钢丝表面的轧制油泥,同时检查钢丝表面质量情况。
钢丝的清洗可在钢丝的倒卷整理过程中同时进行。
2.2.2 钢丝清洗后应露出钢丝表面金属色。
2.3 钢丝的倒卷2.3.1 钢丝在缠绕前宜进行倒卷整理。
2.3.2 倒卷整理过程中,钢丝不得打结、受伤。
2.3.3 倒卷整理后,每盘钢丝不能有2处以上(含2处)受伤点或接头;若钢丝受伤或有接头,必须在受伤点(或接头)前后20m 内做标记。
2.3.4 倒卷整理后,每盘钢丝应有一定的紧实度,避免钢丝在缠绕过程中由外层陷入内层。
2.4 钢丝的起头和收头2.4.1 钢丝的起头和收头方式应根据对缠绕组件影响的大小选择,应做到牢固可靠、简单易行;一般可采用粘结剂粘结、机械夹紧和焊接的方式。
2.4.2 采用焊接方式起头的,必须对焊点进行打磨,使焊点不影响钢丝排布。
2.4.3 采用粘结方式起头的,钢丝起头的粘结长度必须大于1周,避免缠绕过程中钢丝头脱落。
2.4.4 采用机械夹紧方式起头的,宜在钢丝槽底圆角处钻10mm 深孔,将钢丝弯成直角后插入孔中,并用销钉固定,完成起头操作。
油罐质量要求
5
5
+10、-5
10
油罐安装总要求
罐半径的最大误差R<30m
(R为油罐半径)R>30m
圆周应是平滑曲线
+20、-10
+25、-15
+4、-2
6
壁板
宽度
长度
厚度
安装轴线偏差:环向
径向
垂直度总偏差(H为壁板高度)
安装曲面的不平度(壁板间的偏差)
±5
+10、-5+3±10来自±5H/750且不大于20
+3、-5
7
预应力绕丝
钢丝应力
钢丝间距
+5%、-3%
+10、-5
8
喷浆
厚度
不出现负偏差
9
预埋件
中心位移
与混凝土表面的偏差
圆板中心螺栓位移
螺栓露明长度
油罐质量要求
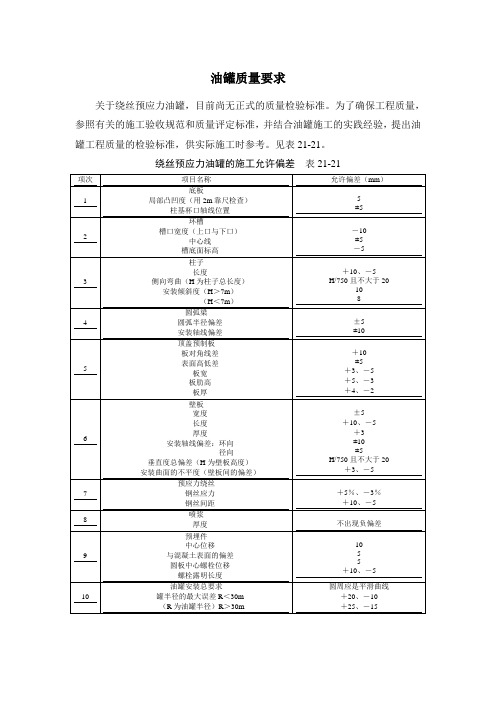
关于绕丝预应力油罐,目前尚无正式的质量检验标准。为了确保工程质量,参照有关的施工验收规范和质量评定标准,并结合油罐施工的实践经验,提出油罐工程质量的检验标准,供实际施工时参考。见表21-21。
绕丝预应力油罐的施工允许偏差表21-21
项次
项目名称
允许偏差(mm)
1
底板
局部凸凹度(用2m靠尺检查)
柱基杯口轴线位置
5
±5
2
环槽
槽口宽度(上口与下口)
中心线
槽底面标高
-10
±5
-5
3
柱子
长度
侧向弯曲(H为柱子总长度)
安装倾斜度(H>7m)
(H<7m)
+10、-5
H/750且不大于20
10
8
4
圆弧梁
圆弧半径偏差
安装轴线偏差
重型设备的钢丝预应力缠绕施工技术
俐缝张力实 际伉fh)
钢圣圣应力9333/933319200192001 (kg/cf)7773 7773 7666 7666
努躲紧霪鬻嚣强 熙蚕量掀 裂嚣川 黜孺㈣ 黜烈蚴 黜魏蝴 裂糯州 嬲嬲||| 瓣嬲啦 嬲篇甲 粼粉哪 剿器量卜 嬲册荟寸 粼辫吾寸
景计预紧力 (吨)
a缠卷目的。市场购同的钢丝卷小适合直接在
机器人上使用,需_【}j专门的1:具进行重新缠卷,缠
卷质域的好坏.对缠绕进度有直接的影响,故需加
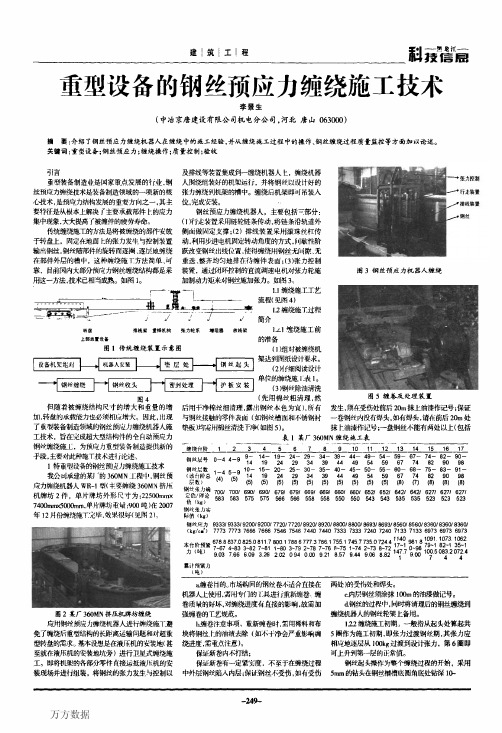
图2某厂360MN挤压机牌坊缠绕强缠卷的t艺规范。
应用钢丝顶应力缠绕机器人进行绅绕施1:避
IJ缠卷注意事项,晕新缠卷时.需用稀料和布
免了缠绕后重型结构的长距离运输问题和对超重 块将钢丝.卜的油渍去除(如不十净会严重影响缠
应达到缠绕施Ⅱ艺所规定的“确定值”(不得大
于也小得小于)。以缠绕机器人显示器所显示的设 定值为准。由于缠绕机器人所显示的实时值对设 定值略有偏离,但其平均值与设定值是一致的(误 差小于l%)。
h将机器人显示器所显示的设定张力值记录 在文件中,每层记录一次,检查i次,如发现数值 有变动则及时记录情况,否则尤需记录。
e—般来说,缠绕过程中,非当前层的钢丝不 会因焊接质量而突然断裂,因为只要带焊头的钢 丝一日I缠上结构体,它与其它钢丝—样.其张力只 会逐渐卜.降『而不会上升。
(2)钢丝焊接质量监控。 乱钢丝连接焊头位置:两捆钢丝间的钢丝焊头 应在钢丝捆嘲与仞张力轮组之IlIJ。 lx焊接接头质量要求。钢丝焊接的日的在于连 接两个钢够捆卷的钢丝,有焊头的钢丝并不提供 预紧力.机架承载时也不希望钢丝焊头承受过大 的张力。钢丝焊头的强度要求并不是丰_要的.韧性 要求足主要的,否则难以通过张力系统等系统。考 虑到保证排线整齐和八字张力轮上的钢丝不乱, 要求焊头在200公斤张力下通过初张力轮组、八 字张,J轮组、传感器轮组和排线轮组,然后张力升 高至300公斤进行缠绕,缠绕两嗍后,张力升争正 常值。I:述过程就是对焊接质培的榆验 c.如果钢丝焊头无法涵过E述检验则重焊直 至通过为止。 (3){{}线质量临控。 m密排要求。钢丝间不得有州隙.保证在设计 空间内排F所有的钢丝,包括张力钢丝、过渡层钢 丝和松层保护钢丝。 h/F萤迭要求。钢丝不得百相重迭,钢丝重迭 会增加排线的体积且对钢丝强度不利。
预应力钢丝缠绕技术在建材液压机上的应用
预应力钢丝缠绕技术在建材液压机上的应用
一、预应力缠绕技术简介预应力技术是一种先进的机械结构技术,在制造中对
结构施加预紧载荷,使其特定部位产生预应力,这种应力与工作载荷引起的应力相反,可以抵消大部分或全部工作应力,从而大大提高结构的承载能力。
而采用预伸长钢丝预紧的则称为钢丝预应力结构。
有以下几个优点:
①疲劳强度好。
这是由于预紧件载荷波动小而获得高疲劳强度抗力,如钢丝预
应力缠绕的油缸和机架,均有15年以上寿命。
②承载能力提高。
预应力结构是一种多元结构,在整体结构的压力集中部位将
其剖分,然后再预紧为一个整体,由钢丝受力代替结构中应力集中部位受力,因而就更具有较高的可靠性,其安全系数比外预紧结构可低得很多,因此预应力缠绕结构和传统结构相比,重量大大减轻,从而降低了成本。
③无破裂危险,对于超高压容器来说,如钢丝缠绕的筒体,可以在很高压力下
长期运行,而不产生破裂,极大地提高了缸筒的使用寿命。
二、钢丝预应力油缸的应用
由于缸筒采用了预应力缠绕技术,使缸筒内压力可以大大提高,像德国9000t 液压机就可以采用三缸甚至二缸的驱动结构,当缸径为860时,三缸时主缸内压力为517kg/cm2,二缸时主缸内压力为775 kg/cm2,当然随之而来的是工作台厚度和框架设计的改变(容后再表)。
采用钢丝预紧油缸的超高压供油有以下几个
好处:
①缸数减少,有利于活动工作台平稳加压。
从实践来看,基本消除了由于活动
工作台上升不平行造成需回程重新上升的现象;。
PCCP管道生产中的缠丝工序与注意事项
PCCP管道生产中的缠丝工序与注意事项发布时间:2022-08-04T06:59:03.895Z 来源:《新型城镇化》2022年16期作者:秦艺芸阿古达木于艳菊[导读] PCCP即预应力钢筒混凝土管是指带有钢筒的混凝土管芯外部缠绕预应力钢丝并制作水泥砂浆保护层而制成的管道,主要应用于市政、工业和农业的给引水工程,按照管型分为内衬式和埋置式两种型式的PCCP管道。
混凝土管芯是管道的主要结构部分,可提供光滑的内表面以利水流;高强钢丝是以一定的拉应力螺旋式缠绕在管芯上,使管芯产生均匀的预压应力以抵抗由内压和外荷载产生的拉应力。
新疆国统管道股份有限公司内蒙古分公司内蒙古通辽 029327摘要:结合具体工程案例分析了缠丝工序的技术要求和质量验收要求,并提出缠丝应注意以下事项:管芯混凝土缠丝强度必须达到设计强度70%,缠丝过程中必须全应力缠丝。
缠丝喷涂净浆同步进行,在48 小时内形成保护层。
关键词:PCCP 管道; 缠丝; 管芯; 砂浆保护PCCP即预应力钢筒混凝土管是指带有钢筒的混凝土管芯外部缠绕预应力钢丝并制作水泥砂浆保护层而制成的管道,主要应用于市政、工业和农业的给引水工程,按照管型分为内衬式和埋置式两种型式的PCCP管道。
混凝土管芯是管道的主要结构部分,可提供光滑的内表面以利水流;高强钢丝是以一定的拉应力螺旋式缠绕在管芯上,使管芯产生均匀的预压应力以抵抗由内压和外荷载产生的拉应力。
1 PCCP 管道的结构和特点1. 1 PCCP 管道有两种结构1) PCCP - L(内衬式预应力钢筒混凝土管) 1,PCCP-L在钢筒的内部混凝土浇筑,在其外部缠绕预应力钢丝,最后再做上砂浆保护层。
2) PCCP - E( 埋置式预应力钢筒混凝土管),PCCP - E在钢筒的内部与外部用混凝土浇筑,并在管芯外壁缠绕预应力钢丝,再喷上砂浆保护层,从而制成成品。
1. 2 PCCP 具有以下特点1) 承受压力的能力较强: PCCP 管芯外部,经过缠绕预应力钢丝,具备在施工压力通水过程中管道内部在管身产生预设压力,会事先抵消掉一部分内部的水压,进一步提升了PCCP 管道抗压能力。
现浇(预应力)钢筋混凝土水池施工技术
现浇(预应力)钢筋混凝土水池施工技术(1K414021)一、施工方案与流程1.施工方案●内容(7项):结构形式、材料与配比、施工工艺及流程、模板及支架设计、钢筋加工安装、混凝土施工、预应力施工等。
2.整体式现浇钢筋混凝土池体结构施工流程●测量定位→土方开挖及地基处理→垫层施工→防水层施工→底板浇筑→池壁及柱浇筑→顶板浇筑→功能性试验3.单元组合式现浇钢筋混凝土水池工艺流程●土方开挖及地基处理→中心柱浇筑→池底防渗层施工→浇筑池底混凝土垫层→池内防水施工→池壁分块浇筑→底板分块浇筑→底板嵌缝→池壁防水施工→功能性试验二、施工技术要点(一)模板、支架施工1.满足浇筑混凝土时的承载力、刚度和稳定性要求,且安装牢固。
2.安装位置正确、拼缝紧密不漏浆;对拉螺栓、垫块等安装稳固;模板上的预埋件、预留孔洞不得遗漏,且安装牢固;安装池壁最下一层模板时,在适当位置预留清扫窗口。
浇筑混凝土前,模板内部清扫干净,检验合格后将窗口封闭。
3.采用穿墙螺栓时,选用两端能拆卸或在拆模板时可拔出的螺栓。
对跨度≮4m的现浇钢筋混凝土梁、板,模板起拱高度宜为跨度的1/1000~3/1000。
4.池壁模板应设置确保墙体直顺和防止浇筑混凝土时模板倾覆的(支撑)装置。
5.固定在模板上的预埋管、预埋件安装牢固,位置准确。
安装前应清除铁锈和油污,安装后应作标志。
6.池壁与顶板连续施工时,池壁内模立柱不得同时作为顶板模板立柱。
顶板支架的斜杆或横向连杆不得与池壁模板的杆件相连接。
池壁模板可先安装一侧,绑完钢筋后,另一侧模板:①分层安装,或②一次安装到顶而分层预留操作窗口。
二)止水带安装1.塑料或橡胶止水带:①形状、尺寸及其材质的物理性能符合设计要求,且无裂纹,无气泡。
②接头热接,不得叠接;接缝平整牢固,不得有裂口、脱胶现象;T字、十字和Y字接头,应在工厂加工成型。
2.金属止水带:①平整、尺寸准确,清除表面铁锈、油污,不得有砂眼、钉孔。
②接头依厚度可折叠咬接或搭接;搭接长度≮20mm;必须双面焊接。
无粘结预应力结构在咸阳路污水处理厂工程中的施工
1 传统的污水处理 厂池 壁的预应 力绕 丝 工艺
11 预应 力绕 丝的施工工艺 .
用地 。
() 2 预制 、 吊放和安装壁板 的施工周期较长 。
() 3 池壁后 浇缝 的混凝 土很 难满足储 水构 筑
物 的防渗要求 。
传统绕丝施工工 艺是在 壁板装 配完 毕 、 壁板 接缝混 凝土 施工 完成 后 外缠 预 应力 高 强碳 素 钢 丝 以克服池 内满水侧压 力 , 绕丝后 外喷 3m厚 高 c
层面 ; 二沉池 自下而上 , 7 束 , 共 8 同一层面 3 个锚 固肋即 3 束钢绞线 , 2 个 层面 。采用 Y 系列 共 6 M
杂、 难度大 。
图 1 预 应力 绕丝 的施工 工艺 流程
12 绕丝工艺的缺陷 .
() 7绕丝工 艺容易造 成 由于灾 害( 强烈地震或 爆炸等 ) 荷载引起 的连续破坏 。
() 1预制壁板时 , 预制场需要 占据 大量 的临时
2 无粘结预应力 混凝土结构 的工艺
昱:
: …… 。, 做 无 结 应 混护 结内 防 油 先 、 。 …… 好 带 预乙 保 土并 ,般 把 的 的 有 力 凝层 构灌 腐 脂 无 粘 聚烯 一是预制
胎 2 .8 n 76 1 5I
图 3 初沉 池伸长 值计算
根据公式 z ・ / E, S L= X A・ 可以计算 出伸长
图 2 无粘缬 应力混凝土结构的施工工艺流程
值。
3 咸 阳 路污 水 处理 厂 无 粘 结预 应 力 工 艺
的 施工
3 1 钢筋及 无粘结预应力筋的绑扎及定位 . () 1钢筋 的保护层为 35e 采用标准垫块保 . m, 证钢筋保护层的厚度。 () 2无粘结预应 力筋在绑扎 前需要将 计算 的
水池的预应力绕丝及保护层喷浆工艺
水池的预应力绕丝及保护层喷浆工艺
付永正
【期刊名称】《河南广播电视大学学报》
【年(卷),期】2003(016)004
【摘要】预应力技术在特种结构中有着广泛的应用.
【总页数】2页(P74-75)
【作者】付永正
【作者单位】安阳市建筑工程公司,河南,安阳,455000
【正文语种】中文
【中图分类】TU757.1
【相关文献】
1.装配式绕丝预应力水池防渗漏施工技术 [J], 孙青山
2.提高管芯缠丝工艺预应力混凝土输水管保护层质量的技术措施 [J], 孟少华;丁小意
3.绕丝预应力圆形水池的加固设计 [J], 于雷;吴禾佳;刘志刚
4.PCCP绕丝、喷浆专用生产设备 [J], 周冠洋;孙海良;向振胜
5.利用碳纤维加固预拼装连续绕丝预应力园形水池的探讨 [J], 高家增
因版权原因,仅展示原文概要,查看原文内容请购买。
无粘结预应力技术在沉淀池设计中的应用
材料特性不同 , 分别具有其 自身的特点 , 现分述如下 。 的张拉顺序严格按设 计要 求施工 ;) 用超 张拉 力为 10 倍 张 4采 .3 绕丝法 具有以下几个特点 : ) 1 适用于需要施加 较小预压应力 拉控制应力 ;) 5 张拉过 程 中严 格控 制张 拉应 力 , 以伸 长值来 校 并 的中小构筑 物。采用 定 型绕 丝机 张拉 帖 高 强低碳 钢丝 , 加预 核 , 施 同时采取可靠 工 中必须 保 护 预应 力筋 外 皮 , 如有 损 伤应 及 时修 压应力的大小 由钢 丝 的问距 来 调节 , 当需要 的 预压 应力 约 大于
最大环拉力设计值取为上述 5 种组合的内力标准值乘以 K , ,由
此可得柱壳池壁的环 拉力设计值分 布图。
在确定 了预应力筋 的有 效预应力后 , 再根 据柱 壳环拉力分布 图, 设计预应力筋沿柱壳 的配置 。
2 2 预 应力 方案的 选择 .
在以往 的构筑 物设计 中多 采用绕 丝法施 加环 向预应 力。如
无 粘 结预 应 力技 术在 沉 淀 池 设 计 中 的应 用
岳锁 生
摘
梁永涛
要: 根据沉淀池 的基本情况 , 从预应力计算 、 预应力方案选择 、 应力设 计及构 造措 施 、 预 施工措施 等方面, 介绍 了环 向
无粘结预应力结构设计方案, 以满足沉淀池的设计要求。
关键词 : 无粘结预应力 , 结构设 计, 构造措施 , 沉淀池 中图分类号  ̄ U3 8 T 7
文献标识码 : A
脱落 , 致使预应力 筋锈 蚀 , 危及 构筑 物的 安全 。3 采用 定型设 备 ) 绕丝 , 对构筑 物的土建 施工 误差要 求较 高 。4 张拉 过程 中应力 、 ) 太原 市北郊污水处 理厂 改扩建 工程一 期工 程 日处 理污水 能 应变 的控制 以经验为 主, 准确度较差 。 力为 8万 m3其 中有 沉淀池 2座。沉淀池 内径 3 高 4 5m。 , 8m, . 无粘结预应力技 术具有 以下几个 特点 : ) 1 适用于需要施加 较 设计中污水重度取 1 Y/ 3 0k m 。沉淀池底板厚 O 4m, . 柱壳池壁厚 大预压应力 的大 型构筑物 。采用 钢绞线 (帖 ) 7 可提 高单 根钢 材的 O3 . m。沉淀池柱壳采用 C 0 4 混凝土, 底板采用 C 0 3 混凝土。结 张拉力 , 也可根据环拉 力的大小 , 用几根钢绞 线绑扎成束布置 , 采 构简图见 图 1 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11-4-2-5 预应力绕丝
1.绕丝装置
绕丝机装置由中心井字架、绕丝桁架、行走小车、绕丝机和工作平台等5部分组成,如图21-89。
图21-89 绕丝机安装全貌
(a)剖面图;(b)绕丝机在运行
1-中心柱;2-绕丝机桁架;3-行走小车;
4-绕丝机工作平台;5-钢井字架;6-预制罐壁板
2.预应力绕丝
绕丝机由罐底提升到罐顶,从上往下进行绕丝,绕丝机结构如图21-90。
绕丝开始后,由于牵制器初拉力要不断调整,每圈必须进行4~8次应力检测,当应力波动变化不大时,改为每圈测一次。
图21-90 绕丝机结构简图
1-滑轮;2-吊架;3-行走小车电机;4-行走小车变速箱;5-起吊钢丝盘拔杆;6-升降操纵系统;
7-绕丝机电机;8-升降卷筒;9-钢丝盘;10-牵制器;11-应力盘;12-大链轮;
13-小链轮;14-此钢丝;15-大链条;16-钢丝卡具;17-绕丝机底盘;
18-大弹簧;19-抱刹系统;20-罐壁板预埋槽钢;21-工作架底盘角钢应力测定应从上到下在一条竖直线上,以便于进行应力分析。
在一根槽钢旁边选好位置,打卡具测应力同时进行,应力测定可采用应力仪或电子应变仪。
3.钢丝接头
钢丝接头应采用前接头法,如图21-91。
就是1根钢丝在牵制器前剩下3m 左右时停车,卸去空盘,换上重盘,将接头在牵制器前接好,将后钢丝盘反向转动,使钢丝仍然绷紧。
接好后,继续开车,使接头缓慢通过牵制器,在应力盘上绕好。
同时调整应力盘上钢丝接头,以防被压叠及挤出,直到钢丝接头走出应力盘,再继续开车。
图21-91 钢丝前接头。