汽车用塑料油箱的阻隔技术[1]
塑料燃油箱技术要求
燃油箱模拟装车形式固定在试验装置上,保持53℃±2℃的环境温度,往燃油箱中加入53-4℃- ±2 ℃额定容量的水,盖好燃油箱盖,密封好所有进、出口,向燃油箱内施加30 kPa的压力,保持压力5h。 6.3.4耐热性试验
包括安全阀、进气阀、排气阀和燃油箱蒸发排放控制用的排气口。 3.8单层塑料燃油箱
由高密度聚乙烯(HDPE)单一材料制作而成的燃油箱。 3.9多层塑料燃油箱
xxx 1-2008
由高密度聚乙烯(HDPE)、聚乙烯-
乙醇(EVOH)与粘接剂制作而成具有高阻隔性能的燃油箱。
4 产品分类
按照6.3.8章节规定的试验温度和额定容量的低温防护剂及存放温度和时间的燃油箱(仅吹 塑箱体),从六米跌落试验机上对燃油箱进行2次对应坠落试验。 6.3.11剥离强度试验
a) 检验设备: 万能试验机、专用夹具和试样处理装置。 b)试样的备制:
ቤተ መጻሕፍቲ ባይዱ
从塑料燃油箱规定的范围内裁取宽(30±5)mm、长(150±10)mm的试样3件。根据规 定的检验的层的强度,将试样的一端部预先剥开长约50mm。 c)检验过程: 将试样夹持进剥落试验装置中,以20 mm/min的拉伸速度互相拉开。
燃油箱按6.3.8进行试验,箱体不得破裂或泄漏。 5.3.9燃油箱耐尖锤冲击性能
燃油箱按6.3.9进行试验,箱体不得破裂或泄漏。 5.3.10燃油箱耐坠落冲击
燃油箱按6.3.10进行试验,箱体不得破裂或泄漏。 5.3.11燃油箱剥离强度
剥离强度≥3N/mm。 5.3.12燃油箱耐渗透性
AQ3002-2005阻隔防爆撬装式汽车加油(气)装置技术要求.
阻隔防爆撬装式汽车加油(气)装置技术要求AQ 3002-20052005年10月1日实施本标准第5章为强制性条款,其余为推荐性条款。
本标准对采用阻隔防爆技术的撬装式汽车加油(气)装置做出了技术要求规定,这种装置在采用撬装式加油(气)装置的汽车加油站和液化石油气汽车加气站使用,可有效预防因明火、静电、焊接、枪击和碰撞等意外事故引发爆炸,对于提高加油(气)站地面储罐安全性,保证人身及财产的安全具有重要意义。
本标准附录A为规范性附录。
本标准由国家安全生产监督管理总局提出并归口。
本标准负责起草单位:北京华安天泰防爆科技有限公司、汕头市华安防爆科技有限公司、上海华篷防爆科技有限公司、中化化工标准化研究所(危险化学品标准化研究所)。
本标准主要起草人:黄晓东、王晓兵、梅建、梁俊力、杨忠孝。
1 范围本标准规定了采用阻隔防爆技术的撬装式汽车加油(气)装置的技术要求。
本标准适用于采用阻隔防爆技术的撬装式汽车加油(气)装置的设计、制造和安装。
2 规范性引用支件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 150 钢制压力容器GB 8163 输送流体用无缝钢管GB 50058 爆炸和火灾危险环境电力装备设计规范GB 50156 汽车加油加气站设计及施工规范GB 50168 电气装置安装工程电缆线路施工及验收规范GB 50171 电气装置安装工程盘、柜及二次回路结线施工及验收规范GB 50257 电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范GB 50303 建筑电气装置安装工程施工质量验收规范AQ 3001—2005汽车加油(气)站、轻质燃油和液化石油气汽车罐车用阻隔防爆储罐技术要求JB 4730压力容器无损检测JB 4731钢制卧式容器JB/T 4735钢制焊接常压容器SH/T 3134采用撬装式加油装置的汽车加油站技术规范SH 3064石油化工钢制通用阀门选用、检验及验收SH 3501石油化工剧毒、可燃介质管道工程施工及验收规范SH 3521石油化工仪表工程施工技术规程3 定义和术语本标准采用下列定义和术语。
多层吹塑汽车FRP燃油箱生产方案
吹塑成型汽车燃油箱的生产方案摘要:简述了汽车燃油箱的发展现状和行业情况,着重分析了加入纤维复合增强材料(FRP)这一新型汽车燃油箱多层挤出吹塑的生产方案。
关键词:汽车燃油箱、FRP、多层挤出吹塑。
The produce project of blowing-molding automobile fule tank Abstract : Describes the current situation of the development of the automobile fuel tank and it’s industry situation, Focus on the analysis of the new-type automobile fule tank produced by multilayer extrusion blow molding , which using the fiber reinforce plastics(FRP).Keywords: automobile fuel tank, FRP, multilayer extrusion blow molding.1、背景介绍汽车燃油箱是汽车油箱的全称。
汽车燃油箱按种类划分,大致可以分为:金属汽车燃油箱(包括铁制油箱,铝制油箱,铝镁合金燃油箱等)、其他汽车燃油箱(包括塑料汽车燃油箱和其他合成金属燃油箱等)。
随着时代发展,人们日益追求快速、轻便、节能,因而汽车轻量化成了一个重要的发展方向。
塑料作为一种新材料,有诸多优点,汽车的塑料化,降低制了造成本、节省了燃油费用。
燃油箱塑料化是现代汽车塑料化的一个重要方向。
我国是在20世纪80年代末才开始单层塑料油箱的生产, 90年代末已大批量生产[1]。
塑料作为汽车燃油箱的材料有以下几个优点:a、质量轻,同规格的汽车燃油箱,塑料燃油箱比金属燃油箱要轻40%-50%;b、塑料燃油箱形状自由度大,可以最大限度地利用汽车内的有效空间,从而大大提高了汽车燃油箱的储油量;c、塑料燃油箱的研制周期比金属燃油箱的研制周期短,费用低,方便了汽车的设计制造与改型;d、塑料燃油箱的安全可靠性高,耐冲击,耐腐蚀,不爆炸;e、相对来说,塑料燃油箱更易于加工[2]。
汽车塑料燃油箱阻隔性能的检测
汽车塑料燃油箱阻隔性能的检测
王元明
【期刊名称】《汽车工艺与材料》
【年(卷),期】2005(000)008
【摘要】目前,塑料燃油箱正越来越多地被应用在汽车上,相对于钢板燃油箱塑料燃油箱而言,塑料燃油箱在安全性、耐腐蚀、使用寿命及加工工艺等方面具有强大的优势,但其阻隔性能却明显劣于钢板燃油箱。
要想获得高阻隔性能的塑料燃油箱,必须对不同材料、不同加工工艺生产出的产品分别进行燃油渗透试验,比较其性能指标,为不断推出更好的材料和更理想的加工方法提供依据。
本文介绍了塑料燃油箱阻隔性能的几种检测方法。
【总页数】2页(P42-43)
【作者】王元明
【作者单位】济南兰光机电技术有限公司,山东,济南,250031
【正文语种】中文
【中图分类】U463.82+1.06
【相关文献】
1.用渗透法检测塑料燃油箱阻隔性能 [J], 王元明;段洪珍
2.用渗透法检测塑料燃油箱阻隔性能 [J], 王元明;段洪珍
3.汽车塑料燃油箱阻隔性能的检测 [J], 王元明
4.汽车塑料燃油箱热板焊接方法 [J], 陈洪
5.汽车塑料燃油箱耐火性能检测装置结构设计与分析 [J], 孟令威;张自强;张邦成;王秋红;彭其飞
因版权原因,仅展示原文概要,查看原文内容请购买。
用渗透法检测塑料燃油箱阻隔性能
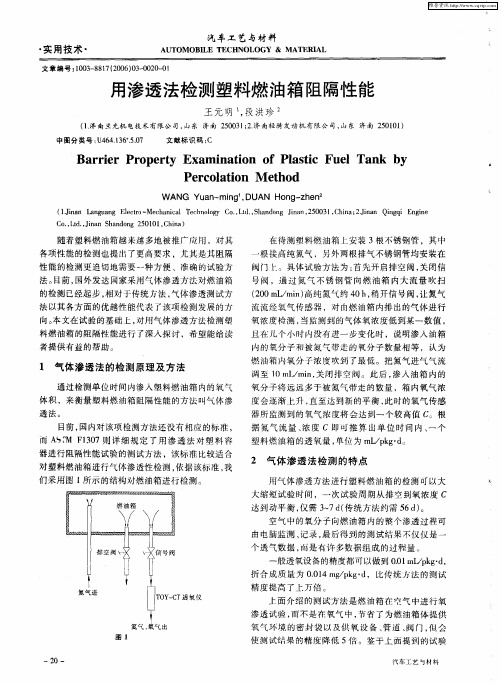
个 透 气数据 , 是有 许 多数据 组成 的过程量 。
一
般透氧设 备的精度都 可 以做 到 0 1 Lp gd . /k ・, 0m
折 合 成质 量 为 004m /k ・ ,比传统 方法 的测 试 .1 gp gd 精 度 提高 了 一 万倍 。
透 氧 仪
上面 介绍 的测 试方法 是燃 油 箱在 宅气 中进 行氧 渗 透试 验 , 而不 是存 氰气 中 , 省 了 为燃油 箱体 提供 节 氧 气 环境 的密封 袋 以及供 氧 设 备 、 道 、 门 , 会 管 阀 但
王 元 明 ’段 洪珍 ,
(. 南 兰 光机 电技 术 有 限公 司 , 东 济南 2 0 3 ;. 南轻 骑 发 动 机 有 限 公 司 , 东 济 南 2 00 ) 1 济 山 5 0 12济 山 5 1 1 中 图分 类 号 : 4 416.. U 6. 0 3 57 文 献 标 识 码 : C
}的氧分 子和 被氮 气带 走的 氰分子 数量 相等 ,认 为 ^ J
燃油 箱 } 氧分 子浓 度吹 到 了最 低 。把氮 气进气 气 流 ^ j 调至 1 L m n 关 闭 排空 阀 。此后 , 0m / i , 渗入 油箱 内的
1 气体渗 透法的检测原理及方法
通 过检测 单位 时间 内渗入 塑料燃 油箱 内的氧气 体积 ,来衡 量塑料 燃油箱 阻隔性 能 的方法 叫气 体渗
文章 编 号 :0 3 8 1 (0 6 0 — 0 10 10 — 8 7 2 0 )3 0 2 — 4
汽车标牌 、 标徽生产工艺及开发流程简介
透法 。
氧分 子将 远远 多于 被氮气 带走 的 数量 ,箱 内氧气浓 度 会逐渐 上升 , 至达 到新 的平衡 , 时的氧 气传感 直 此 器所 监测 到 的氧气 浓 度将 会达 到一 个较 高 值 C。根
汽车塑料燃油箱技术条件
汽车塑料燃油箱技术条件汽车塑料燃油箱技术条件1 范围本标准规定了乘用车塑料燃油箱的术语和定义、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
本标准适用于以汽油为工作介质的乘用车塑料燃油箱(以下简称燃油箱),以其它燃料为工作介质的塑料燃油箱参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 17930 车用汽油GB 18296 汽车燃油箱安全性能要求和试验方法QC/T 572-1999 汽车清洁度工作导则测定方法3 术语和定义下列术语和定义适用于本标准。
3.1额定容量燃油箱设计参数中规定加注燃油的容积。
3.2塑料燃油箱固定于汽车上用于存贮燃油的独立箱体总成,本体采用塑料制作,由燃油箱本体、加油管、加油口、燃油箱盖、管接头及其他附属装置(例如:进气阀等)装配成的整体。
4 技术要求4.1 基本要求4.1.1 燃油箱应按经规定程序批准的图样和技术文件制造,并符合本技术条件的要求。
4.1.2 燃油箱应具有通过国家认证机构的产品认证书。
4.1.3 燃油箱外观应光滑,不得有划痕、开裂等缺陷。
4.1.4 燃油箱安全性能要求必须满足GB 18296的有关规定。
4.1.5 材料塑料燃油箱必须采用具有低渗透的EVOH为阻隔层、以HDPE为骨架、以改性LLDPE为粘结材料的多层共挤工艺制造。
4.1.6 壁厚要求燃油箱要求最小壁厚不得小于3.5mm,最大壁厚不得大于6mm。
4.1.7 清洁度要求燃油箱内部应保持清洁,按5.1进行试验,内部清洁度按质量计算每升额定容量不大于1.5mg。
4.2 燃油箱性能要求4.2.1 燃油箱总成蒸发污染物排放要求燃油箱按5.2进行试验,燃油箱蒸发污染物(即:碳氢化合物)排放量不得大于550mg。
4.2.2 燃油箱盖的密封性燃油箱按5.3进行试验,柴油箱盖的最大泄漏量不得大于20g/min,汽油箱盖不允许泄漏。
汽车阻隔防爆油箱介绍
5
汽车阻隔防爆油箱方案介绍
一、阻隔防爆材料实物图 二、阻隔防爆材料简介 三、防爆材料填充方案
1
一、阻隔防爆材料实物
二、阻隔防爆材料简介
阻隔防爆材料是一种采用特殊材料和工艺制作而 成的蜂窝状结构。
阻隔防爆技术的机理是根据热传导理论及形成燃 烧爆炸的基本条件,网状阻隔防爆材料加入到储存易 燃易爆的容器中,利用阻隔防爆材料的蜂窝结构,阻 隔火焰的迅速传播与能量的瞬间释放,当火焰与网面 接触,热量通过网状材料散发,由于金属材料的热容 和导热率远高于气体,当网状孔径足够小时,散热的 速度超过热量产生的速度,破坏了燃烧的爆炸条件安 全,从而防止爆炸。保证了易燃易爆气态、液态危险 化学品的储存。
装有该材料的油箱如果泄露,还可以用电、气焊 进行补焊,而不会发生爆炸。
3
三、防爆材料填充方案
油箱方案一
油箱方案二
4
根据油箱方案一、二(如上图所示),此两 种油箱都可以直接填充球状阻隔防爆材料,按油 箱装配顺序填入相应的空间内,防爆材料采用特 殊材料制作,使用期间无需清理,如需要清洗油 箱,阻隔材料无需取出。
塑料燃油箱技术要求
燃油箱按6.3.9进行试验,箱体不得破裂或泄漏。 5.3.10燃油箱耐坠落冲击
燃油箱按6.3.10进行试验,箱体不得破裂或泄漏。 5.3.11燃油箱剥离强度
剥离强度≥3N/mm。 5.3.12燃油箱耐渗透性
在渗透试验过程中,单层燃油箱重量损失≤20克/24h;多层燃油箱重量损失≤800毫克/24h 。 5.3.13燃油箱耐燃料性
燃油箱按6.3.4进行试验,不允许有泄漏现象。 5.3.7燃油箱的耐火性
燃油箱按6.3.5进行试验,不允许有泄漏现象。 5.3.8燃油箱耐温性能 5.3.8.1耐室温滑块冲击性能
燃油箱按6.3.6进行试验,箱体不得破裂或泄漏。 5.3.8.2耐高温滑块冲击性能
燃油箱按6.3.7进行试验,箱体不得破裂或泄漏。 5.3.8.3耐低温滑块冲击性能
包括安全阀、进气阀、排由高密度聚乙烯(HDPE)单一材料制作而成的燃油箱。 3.9多层塑料燃油箱
xxx 1-2008
由高密度聚乙烯(HDPE)、聚乙烯-
乙醇(EVOH)与粘接剂制作而成具有高阻隔性能的燃油箱。
4 产品分类
下时间12h。
6.3.8耐低温滑块冲击试验
试验过程按6.3.6条的规定,但油箱充液用低温防护剂,试验温度为-
35±2℃,燃油箱存放在(-45±2)℃的温度下12h。
6.3.9耐尖锤冲击试验
对角锤的要求:侧面为等边三角形,底面为正方形,质量为15
kg,顶点和棱之间的过渡圆角半径为3mm的钢制冲击体。
燃油箱模拟装车形式固定在试验装置上。在燃油箱中加入额定容量的水和乙二醇的混合液或无 腐蚀性的低冰点液体(冰点温度在-50℃以下),待燃油箱内液体温度降至40℃±2℃时,用角锤顶点以30J的冲击能量撞击燃油箱易损伤部位。每次对不同部位的试验应使 用新的燃油箱样品。 6.3.10耐坠落试验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2000-05-15。
作者简介:彭少贤,男,副教授,湖北工学院化工系副主任。
从事高分子材料及工程研究,现主持几项国家自然科学基金项目。
论 坛汽车用塑料油箱的阻隔技术彭少贤 陆 昶 柯清泉 余若冰(湖北工学院化工系,武汉,430068) 摘要:介绍了汽车用塑料燃油箱的优点,着重分析了提高塑料燃油箱阻隔性能的各种技术:氟化处理、磺化处理、等离子体处理、层状掺混技术、共挤出技术。
同时还介绍了各种阻隔技术的国外发展状况以及国内燃油箱阻隔技术的发展现状。
关键词: 塑料燃油箱 阻隔性能 阻隔技术 塑料油箱同金属油箱相比有诸多优点,如重量轻,形状有更大的自由度,可最大限度地利用汽车座位底下的有效空间,增加油箱体积,提高了汽车利用空间,安全性、可靠性不亚于金属油箱[1],因此塑料油箱的研究自70年代以来不断取得进展。
1973年德国大众公司首先在Passat Variant 型轿车上批量装备55L HDPE 塑料油箱,到1995年北美已有60%~70%的小汽车和轻型卡车使用了塑料油箱。
1997年以后福特汽车公司生产的汽车中塑料油箱使用率达100%。
但由于汽油化学结构与HDPE 类似,其有效成分会湿润HDPE 油箱表面,逐渐扩散到容器内部并渗透到外界而气化损失掉。
因此塑料油箱的燃油泄漏率比金属油箱高,这也是塑料油箱的缺点。
同时,随着各国环保和安全要求的不断提高,对油箱阻透性能的要求越来越苛刻。
因此,如何提高油箱的阻透性能成为塑料油箱存在和发展的关键。
1 塑料油箱阻渗技术塑料油箱的阻渗性能是其重要的性能指标之一,对此各国都作了较严格的规定。
如欧洲根据ECE 规则规定,在23℃下储存燃油56天,平均每24h 烃类溶剂的渗透量小于10g ;在40℃下储存燃油的相应渗透量小于20g [2]。
美国、日本、澳大利亚对燃油阻渗性能的规定较严格,例如美国的SHED 试验(Sealed Housing for Evaporating Determination )采用气相色谱法来测量燃油的渗透量,规定整个燃油系统的烃类溶剂的渗透率低于2g/24h 。
提高塑料油箱阻渗性能的方法主要有3种,即表面处理法、层状掺混法及共挤出法。
111 表面处理法 目前提高油箱对燃油的阻渗性的表面处理法主要有氟化处理、磺化处理、等离子体处理3种。
11111 氟化处理氟化处理是最早成熟的技术,它的基本原理是利用氟气与容器内表面的聚乙烯发生化学反应,PE 主链上的部分氢原子被氟原子取代,形成深度为几微米的致密氟化合物,改变了油箱内表面特性(包括极性、内聚能密度与表面张力),从而减小了非极性溶剂的渗透。
最初的氟化处理技术是美国空气及化学品公司(Airopark 工艺)和联碳公司(表面改性工艺)的专利技术。
空气及化学品公司的Airopark 工艺是在容器的吹塑过程中进行氟化处理。
其基本工艺是用混合比为10∶90的F 2-N 2混合气体与气化N 2(通常用低温贮罐供给)混合,形成含F 21%~2%的混合气体,注入被模具夹持的型坯内,同时F 2与容器内表面的聚乙烯发生化学反应形成氟化烃阻隔层。
联碳公司的表面改性工艺用来处理成品容器,即把燃油箱置于压力容器内加热,用F 2-N 2混合气体来处理内表面层。
资料证实:将氟化处理的油箱与未氟化处理的油箱装入同量的燃油,在50℃下放置28天,氟化处理油箱的汽油损失约2%,而未处理的HDPE 油箱汽油损失达一半以上。
同时由于氟化处理深度一般为5~100μm 或稍厚,不会改现 代 塑 料 加 工 应 用第12卷第6期 Modern Plastics Processing and Applications 2000年12月变油箱的拉伸强度和冲击韧性,也不会变色[3]。
氟化处理技术对非极性溶剂阻透性好,对极性溶剂阻透性差,而如今由于燃油结构发生变化(加入了不同量的甲醇),使塑料油箱的阻透性即燃油泄漏率发生了变化。
为了适应这种变化,荷兰Solvay 汽车公司开发的HDPE 油箱阻隔新技术,简称SOF (Solvay optimized fluorination ),包括从油箱设计到氟处理油箱的工艺条件的各个方面,该技术可使HDPE 油箱泄漏率降为0.2g/24h 或更低[4]。
表1为不同燃油在采用SOF 技术的HDPE 油箱中的泄漏率。
表1 不同燃油在采用SOF 技术的H DPE 油箱中的泄漏率燃料泄漏率/g ・(24h )-1SOF 技术共挤法共挤+SOF直链汽油0.10.20.1M -50.20.30.15M -5+E -20.20.30.15M -100.30.30.2M -150.40.40.2M -350.40.40.2M -850.10.20.1 注:M -5为含甲醇5%的混合物,E -2为含乙醇20%的混合物,M -10、M -15等含义类推。
11112 磺化处理磺化处理技术是美国Dow 化学公司率先开发成功的,它是把油箱从模具上卸下移到别处进行的。
现在由Dow 化学公司和Jonnson 控制公司共同开发的在模具上直接磺化处理工艺,即先用空气与少量N 2吹胀型坯,在型坯吹胀后,与模具接触前,通过进气杆把SO 3气体注入型坯内。
吹胀气体应避免含湿气,否则水分易与SO 3化合形成硫酸。
反应完毕后,释放气体,注入氨气中和过量SO 3,再通水清洗。
整个磺化处理周期仅需2min 。
磺化处理可在容器内壁形成约20μm 厚的阻透层。
磺化处理目前主要用于欧洲,世界上最大的HDPE 模具制造商Kublman 公司声称用此法处理过3兆个汽车油箱[5]。
目前,磺化处理的相关技术以替代N H 3为主,如Solvay 公司用多胺化合物替代N H 3进行中和,油箱对含乙醇的燃料阻透性好。
Mich.联合技术公司用无机钙溶液替代N H 3,不仅大大地提高了油箱的阻透性和抗溶胀性,而且SO 3用量低,由230g 降到3g ,降低了成本[4]。
11113 等离子体处理等离子体是一种全部或部分电离的气体,含有原子、分子、亚稳态离子和激发态离子。
等离子体有高、低温之分,低温可用于高分子合成、界面反应和接枝。
其基本原理是用电场加速电子成亚稳态离子,使其击断PE 分子链上的键(如C —H ,C —C 和C C 等),再接上单体或其他物质,使聚乙烯表面积附一层超密度(1.7g/cm 3)的阻透膜。
目前,用该技术处理塑料油箱的公司有Huel 公司、IN PRO 公司等[6,7]。
112 层状掺混法 层状掺混是指选择合适的阻隔材料作分散相,在熔融加工过程中,通过控制分散相的形态,使阻隔材料在基体树脂中形成大量二维和相互平行的多层带状结构以达到降低或减缓气体和烃类等物质渗透量的目的[8]。
要使分散相成为薄片分散于连续相基体中,要求分散相的粘度必须高于连续相的粘度,同时还要求分散相的熔融温度在基体的成型温度以内,这一点是形成层状结构的关键[9]。
同时,还应控制共混物在挤出机内的混炼程度。
当混炼不足时,阻隔材料的伸展不够充分,阻隔性能改善小;倘若混炼过于强烈,阻隔材料全被粉碎成微粒分散在基体中,也不能有效提高阻渗性能。
因此,生产中一般采用剪切速率为20~50s -1的低混炼挤出机[10]。
美国Du Pont 公司于80年代初研究成功Selar RB 层状掺混技术。
其方法为将阻隔材料(改性PA 或非晶尼龙)与HDPE 、少量相容剂干混,用混炼适度的挤出机挤出吹塑,从而得到在HDPE 基体中由PA 分散相颗粒伸展后形成的很多平行且不连续叠加的层状结构合金油箱。
该技术对石油烃类的阻渗性能有极大提高,如HDPE 中仅掺混4%的Selar RB 就能减少75%~85%的泄漏量。
而93%的HDPE 与7%的Selar RB 掺混制造的塑料油箱其汽油渗透率比纯HDPE 油箱降低97%,用Selar RB 作阻隔材料且采用层状掺混工艺制作的汽车油箱通过-40℃、6m 高的跌落实验,不开裂。
目前,Du Pont 公司还相继开发出适用于含甲醇燃料的Selar RB -Ⅲ型(聚乙烯醇)阻隔树脂。
而Solvay 公司开发出以聚亚烷基酰胺为阻隔层的层状掺混技术[11],日本昭和电工公司则把耐乙醇溶胀和・2・ 现 代 塑 料 加 工 应 用 第12卷第6期高度阻透含乙醇燃料的高腈树脂作阻隔层,运用层状掺混技术加工油箱[12]。
由于层状掺混技术简便、安全、成本低,阻隔效果好,已有日本的三井、法国的Plastic Omnium、德国的Kautex Solvay等公司采用这种技术,且福特、通用、大众、雷诺、雪铁龙、克莱斯勒等汽车公司均装上用该技术生产的油箱。
113 共挤出法 70年代初日本富士重工公司首先开发了共挤出吹塑多层容器。
1978年研制成功的55L型3层塑料油箱共挤出吹塑设备,80年代中期在美国得到广泛应用[13]。
共挤出吹塑油箱一般由基层、功能层和粘合层组成。
基层主要是HDPE,功能层多为阻隔层,常用的阻隔树脂有PA、EVOH等。
PA阻烃性好,而EVOH阻甲醇好。
粘合层起粘合基层和功能层的作用。
常用的粘合物主要有两类:第一类为共价键型,常用的有马来酸酐改性HDPE;第二类为离子键化合物,为直接聚合而成的三元共聚物[14]。
现在共挤出法都为连续共挤出,技术进展集中于降低价值昂贵的阻隔材料和粘接剂的用量。
现在,这两种材料层厚都降为总厚度的1%,不仅降低了原料成本,而且可以使回收料中的阻隔材料尽可能减少。
应用共挤出法生产塑料油箱生产设备投资大,废料回收相对困难,但阻渗性能好。
2 结语随着我国汽车工业的发展,对塑料油箱的需求量越来越大。
而有关塑料油箱多层挤出吹塑、氟化处理、磺化处理、等离子体处理、层状掺混等专利技术在我国还是空白,与发达国家在塑料油箱诸技术方面存在很大的差距,因此进行塑料油箱的研究具有很大的发展空间。
参 考 文 献1 徐一冰1化学工程师,1991,(2):22 Kunststoffe,1992,82(3):143 黄汉雄1合成纤维及塑料,1995,12(1):464 Plastics World,1992,50(6):185 Plastics Technology,1989,35(1):266 EP5588867 EP6773668 Polym Eng Sci,1985,(25):4839 吴培熙,张留城1聚合物共混改性原理及工艺.北京:轻工业出版社,198410 舒文艺1塑料,1993,22(6):1011 EP73236312 J P0*******13 大竹高明等.汽车技术(日),1992,(2):1614 田光吉.塑料加工应用,1994,(2):11BARRIER TECHNOLOG Y OF PLASTICS FUE L TANK SPeng Shaoxian Lu Chang Ke Qingquan Yu Ruobing(Department of Chemical Engineering,Hubei Polytechnic University)ABSTRACT The advantages of plastics fuel tanks(PF T)were briefly introduced.Various technologies to improve the barrier properties of PF T,including fluorination treatment,sulfonation treatment,plasma treatment technology, laminar blended technology and coextrusion technology,were discussed.The development of barrier technology of PF T at home and abroad was also reviewed.K eyw ords:plastics fuel tank;barrier property;barrier technology新型废塑料处理设备研制成功一种处理废旧塑料的小型设备由河南省沈丘县科协高新技术研究所开发成功。