板坯连铸二冷水控制模型_郗安民
北京科技大学科技成果——连铸二冷配水模型及自动控制技术

北京科技大学科技成果——连铸二冷配水模型及自
动控制技术
成果简介
连铸二次冷却对铸坯的表面与内部质量具有显著的影响。
欲得到优质铸坯,重要的是合理地控制浇铸过程铸坯温度,而连铸二冷配水的目的是均匀冷却铸坯,使铸坯表面温度保持在允许的范围内,对提高连铸坯的质量和连铸生产具有重要的作用。
原冶金部科技司将此项目列为“八五”攻关课题“大型连铸机自动控制系统的研究开发”中一个重要研究课题,主要是以济钢板坯连铸机二冷控制为研究对象,应用二维传热数学模型,建立了板坯连铸机二冷配水计算模型,编制了二冷配水计算软件,完成了对不同钢种和断面的连铸冷却的配水计算和控制系统,实现了对连铸二冷配水的在线控制。
本项目主要用在板坯、矩形坯、方坯连铸机二冷配水控制系统,结合现场具体条件,利用传热学基本原理建立凝固传热数学模型和计算软件,计算配水参数,实现二冷水自动控制,从而确保连铸机高的产量和良好的质量。
经济效益及市场分析
本项目自1995年开发以来已与多家钢厂合作,如济钢、武钢、鞍钢等,连铸二冷配水自动控制系统投入应用后,铸坯质量明显改善,效果非常显著。
圆坯连铸动态二冷水控制模型的研究
回路 。
二 冷水水 量 控制使 由结晶器 出来 的液 芯钢 坯在 结 晶器 中进行 初步 凝 固后 ,进入 二冷 区。 莱钢 板坯 连铸 机 二冷 区主要 包括 足辊 、一 段 、二段 、三 段 。调节 方式 分为 手动 和 自动 方式 。 其 中 自动方 式时 ,在每 流 的一段 、二段 、三段 根据拉 矫机 速度按 配水 数学模 型公 式 由P L C 计算 出水量来进行P I D 控制。足辊水量不安装调节阀,按模型给出的设定值手动微调。手动方式输 出M v 值不经 过P I D 运算 ,通过 操作人 员操 作 鼠标 ( 或键 盘) 改变 值 ,调 节 阀门开度 。在 计算机 系统 故障时 也可用控 制柜上 的后各 手操 器实行 人工手动 调节 。手/ 自动 为无扰切 换 。 水量 调节关 系式为 : ‘
I 一 学 熏燕………………………….
圆坯连铸 动Biblioteka 二冷 水控制模 型的研 究 山钢 集 团莱芜分公 司 自 动化部 毕研 然
【 摘要 】二次冷却水控制是连铸 生产 中的一项核心技术 ,二次冷却水控制的效果直接影响到最终板 坯质 量的优 劣。因此,Z - 冷水控制模型 的研 究与应用也 显得尤为重要 。 本 文主要针对莱 钢圆坯连铸机 ,对二冷水控制模型进行深入的分析与研 究。
【 关键词 】圆坯连铸机 ;二次冷却 ;控制模型
1 . 概 述
目前 , 国 内钢 厂 的 铸 坯 生 产 大 多 都 采 用 立 弯梁 式连 铸机 ,该类 型 的连铸 机 从浇 注 到 成材 需要经 过两 次 水冷 却 ,即 一次 冷却 和 二 次冷 却 。一 次冷 却 是 由结 晶器来 完 成 ,钢 水 在这 个 阶段 冻 结成 型 ,然后 钢坯 进入 二 冷 区, 二次 冷却 在整 个 连铸 生产 中尤 为 重要 , 二 次冷 却水 控 制是 连铸 生产 中的一 项核 心技 术 ,二 次冷 却 水控 制 的效 果直接 影 响 到最 终 板 坯质 量 的优 劣 。根据 钢坯 的型 号、大 小 的 不 同对 二 次冷 却水 的要 求 也是 不一 样 的 ,下 面 将主 要根 据 山钢 集 团特钢 事 业部 连铸 模 型 进 行详细 的说 明。 2 . 工艺简 介 二 冷水 自动控 制连 铸机 在开 浇 、浇 铸不 同钢 种 以及 拉速 变 化时 需要 及 时对 二冷 水量 进 行适 当调 整 。早 期连 铸采 用手 动 调节 阀 门 来 改变 二冷 水量 ,人为 因 素影 响很 大 ,在 改 变 拉速 时往 往来 不 及调 整 ,造成 铸 坯冷 却不 均 匀 。二冷 水 的 自动控 制方 法 主要 可分 为静 态控 制法和 动态控 制法两类 。 静 态控 制 法一 般是 利用 数 学模 型 ,根据 所浇 铸 的断 面 、钢 种 、拉速 、过 热 度等 连铸 工 艺条 件计 算冷 却 水量 ,将 计算 的 二冷 水数 据表 存 入计 算机 中,在 生产 工 艺条 件变 化时 计 算机 按存 入 的数 据找 出合 适 的二 冷水 控制 量 ,调 整二 冷强 度 。静 态控 制法 是 目前 广泛 采 用 的二冷 水控 制 方法 ,在 稳 定生 产时 基本 能够满 足要求 。 根据 二 冷 区铸坯 的实 际情况 及 时改变 二 冷水 的控 制 方法 为动 态控 制 。 目前 能够 测得 的铸 坯温 度 仅为 表 面温度 ,如果 能够 准 确测 得铸 坯 的表 面温 度 ,则 可根 据表 面温 度对 二 冷水 及 时调 整 。但 是 ,铸坯 表面 覆 盖的 一层 氧化 铁 皮 、水膜 以及 二 冷 区存在 的 大量 水蒸 气严 重影 响 测量 结 果 的准确 性 。因 此 ,在实 际生产 中根据 实测 的铸坯 表 面温度 进 行动 态 控 制的方 法很少被 采用 。 比 较 可 行 的 方 法 是 进 行 温 度 推 算 控 制 法 。温 度 推算 控 制法 的 思路是 将铸 坯 整个 长 度 分 成许 多 小段 ,根 据铸 坯凝 固传 热 数学 模 型 每 隔一 定时 间 ( 例如 2 O 秒) 计 算 出每 V - ' J ' 段 的温度 ,然后 与预 先 设定 的铸 坯所 要 求 的最 佳 温度 相 比较 ,根 据 比较 结 果 给 出最 合 适 的冷却 水量 。在二 十世 纪8 0 年 代 中后期 ,欧 洲 、 日本 以及 美 国 的一些 先进 的连 铸机 己逐 步 采 用 二 冷 动 态 控 制 系 统 。我 国现 有 的 大 部 分铸 机采 用 静态 控制 法控 制 二冷 水量 ,引 进 的现 代化 板 坯连 铸机 、薄板 坯连 铸机 等 一 般 采用 温度 推 算动 态控 制 法进 行二 冷水 的调
矩型坯连铸机二冷水控制模型的研究与应用
注 到 成 材 需 要 经 过 两 次水 冷 却 , 即 一 冷 次
却 和 二 次 冷 却 。 次 冷 却 是 由 结 晶 器 来 完 一 成 , 水 在 这 个 阶 段 冻 结 成 型 , 后 钢 坏 进 钢 然
入 二 冷 区 , 次 冷 却 在 整 个 连 铸 生 产 中 尤 二
坯 连 铸 机 等 一 采 用 温 度 推 算 动 态 控 制 法 般
Ke W o d: c a gu a b le c n i o c s i g m a hi e s c n a y o lng o r l mo e y r Re t n l r il t o t nu us a t n c n e o d r c o i c nt o dl
1概述
目前 , 内 钢 厂 的 铸 坯 生 产 大 多 都 采 国
用 立 弯 梁 式 连 铸 机 , 类 型 的 连 铸 机 从 浇 该
出 最 合 适 的 冷 却 水 量 。 二 十 世 纪 8 年 代 在 0 中 后 期 , 洲 、日本 以 及 美 国 的 一 些 先 进 的 欧 连铸 机 已 逐 步 采 用 二 冷 动 态 控 制 系 统 。 我 国 现 有 的 大 部 分 铸 机 采 用 静 态 控 制 法 控 制
当 V< 04 ri 时 , =O Q=B. .m/ n A , . a
当 V> 0 4 ri 时 , ; , .m/ n B=0 Q=Ai () a × 3 式 中Qi 一 二 冷 区 各 段 水 量 , mi ~ L/ nl
V一 一 拉 速 , m/mi n; AiBi 一 各 段 的 配 水 参 数 。 、 一 拉 速 小 于 0. m/mi 4 n时 , 冷 水 量 Qi 二 等
Q=A V+B x
板坯连铸动态二冷与轻压下建模及控制的研究的开题报告

板坯连铸动态二冷与轻压下建模及控制的研究的开题报告
标题:板坯连铸动态二冷与轻压下建模及控制的研究
研究背景和目的:
板坯连铸是铸造板材的重要工艺之一,具有高效、高品质、低成本等优点,在钢铁制造中应用广泛。
然而,连铸过程中不同的熔体温度、凝固速度和冷却率等因素会
影响板材的形态、质量和性能,因此需要开展相关研究,探索优化连铸过程的方法。
在板坯连铸过程中,二冷和轻压是常用的控制手段,可以改善板材的宽度差、结晶器压力和质量等问题。
研究板坯连铸动态二冷和轻压下的建模和控制,有助于优化
板材形态和质量,并提高生产效率和经济效益。
研究内容:
本研究旨在开展板坯连铸动态二冷与轻压下建模及控制的研究,具体研究内容包括:
1. 分析板材连铸过程中的温度、凝固和形变等因素,建立板材连铸的动态二冷和轻压模型,研究模型参数对板材形态和质量的影响。
2. 采用数值解法,对板材连铸的动态二冷和轻压过程进行仿真,分析不同控制参数对板材形态和质量的影响。
3. 基于仿真结果,设计合理的板材连铸动态二冷和轻压控制策略,建立控制系统框架,实现连铸过程的自动化控制。
研究意义:
本研究可以深入探索板坯连铸的动态二冷和轻压控制方法,优化板材形态与质量,提高生产效率和经济效益,具有重要的实际应用价值和学术意义。
板坯连铸动态二冷水模型研究与应用
8-224
第八届(2011)中国钢铁年会论文集
过程中,有效拉速模型计算结果要优于实际拉速模型。
图 3 拉速变化时不同控制模型计算结果
图 1 连铸坯凝固示意图
2.1.1 凝固传热微分方程 传热一维平衡方程为:
ρCeff
∂T ∂t
=
∂ ∂x
(λ
∂T ∂x
)
式中, ρ 为密度; λ 为导热系数;固液两相区密度及比热取固相与液相平均值; ceff 为等效比热,
Ceff
= cp
−
L
∂fs ∂T
⋅ ⋅ ⋅ (TS
-T
- TL ) , cp
为比热;t
本文通过建立二冷段凝固过程的数学模型,提出了一种结合有效拉速模型与目标表面温度模型两种动态 控制模型的方法,考虑铸坯生成时间,并以铸坯表面温降曲线为目标,动态计算出二冷各区相应的二冷水, 进而改善铸坯表面质量及减少三角区裂纹等铸坯缺陷。
2 动态二冷模型的开发
2.1 凝固传热数学模型
现以某钢厂 1650mm×230mm 板坯连铸机为目标机型,凝固传热方程简化为一维,只计算铸坯厚度方向 的温度变化。设板坯厚度方向为 x 轴,拉坯方向为 z 轴,考虑到铸坯及其冷却的对称性,取厚度一半为研究 对象。连铸坯凝固示意图如图 1 所示。
Qi = f (Vcial )
2.2.2 目标温度控制模型 目标表面温度动态控制考虑钢种、拉速及浇注状态,由二冷配水控制数学模型每隔一段时间计算一次铸 坯的表面温度,并与考虑了二冷配水原则所预先设定的目标表面温度进行比较,根据比较的差值结果给出各 段冷却水量,以使得铸坯的表面温度与目标的表面温度相吻合。 水量的调节按照如下方法实施:
P −1
]
板坯连铸二次冷却水自动控制

【 编 辑 :刘 雷】
ቤተ መጻሕፍቲ ባይዱ
2 o 1 3 年1 月 f 中国 设备工程
4 7
零 撼
菽
改造与更新
路的 Ⅱ~ Ⅶ区。各 回路设有独 自的控制系统 ,主要对冷却水流 量 ,冷却气压力进行调节控制 ,水流量检测采用 电磁流量计 , 冷却水及气压力检测采用压力变送器 ,测量信号经相应的变送 器转换后送至P L C ,由P L C 进行P I D 调节控制 ,当压力达到低限 时 ,由H MI 监控画面进行报警显示 。采用热电阻测量二次冷却 水进水 温度 ,并将温度值送 ̄ I J P L C ,在H MI 监控 画面上显示。 五、 P I D调节 调节器 的作 用是把测量 值和给定 值进行 比较 ,得 出偏 差后 ,根据 一定 的调节 规律产 生输 出信号 ,推 动执行 器 , 对生产 过程进行 自动调节 。由于普 通的 调节器 存在不 能达 到调节 过程平稳准 确 ,不能} 肖除静差等缺 点 ,所 以在 板坯
二次冷却水控制系统的情 况。 关键词 :水 冷系统 ;二次冷却水 ;动态控制 ;P I D 调节
中图 分 类 号 :T P 2 7 3
引 言
文 献标 识 码 :B
一
、
因此 ,必须控 制铸坯表 面温度 ,使其尽 可能达 到横 向温度
一
2 0 0 5 年唐 钢投产 的 1 7 0 0 板 坯 连 铸 机 是 由 我 国 首 次 自行 研 究 、设 计 、安 装 、 调 试 的 完 整 的 带 钢 热 连 铸 三 电 系 统 ,
的定时正压 喷吹清 洁 ,基本 上无需人 工拆卸切 割鼓轮 进行
清洁吸附孔及气流通道 。
3 . 在配 气 阀和切割鼓 轮 的轮芯上 增加 了两个 轴承 ( 3 和 6 ) ,增加 了切割鼓轮的支撑刚性 。
板坯连铸机二冷水自动化控制的实现
・
2 ・ 4
安 徽 冶 金 科 技 职 业 学 院 学 报
20 08年第 2 期
在其 它 因素确定 的条 件下 , 确定二 冷 区各段 冷却水
的原理 框 图如 图 4 示 。 所
量 Q 与铸 坯拉 速 V的关 系为 : i
Q = a俨 +b i l V+C
( =1… , ) i , 1 2
度分 布 一致 。
12 数 学模 型 .
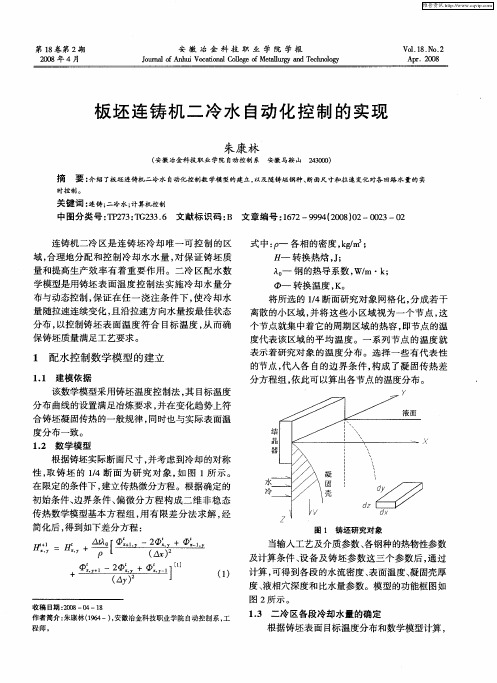
根据 铸坯 实际 断面 尺 寸 , 考虑 到冷 却 的对 称 并 性 , 铸坯 的 1 取 / 面 为 研 究 对 象 , 图 1所 示 。 4断 如
在 限定的条件下 , 建立传热微分方程 。根据确定的 初始条件、 边界条件、 偏微分方程构成二维非稳态
图 2 模 型 功 能 框 图
() 1二冷配水数学模型设置在上位机里 , 根据 钢种 、 断面尺寸等输入参数进行计算 , 经数学模型 运算得到 的各 回路配水参数 a b、i i iC传送 至 PC 、 L 控制器 , P C根据拉速和各 回路配水参 数进行 由 L
传热数学模型基本方程组 , 用有 限差分法求解 , 经 简 化后 , 到如下 差分 方 程 : 得
:
图 1 铸 坯 研 究 对 象
【
+
当输入工艺及介质参数 、 各钢种的热物性参数 及计算条件 、 备及铸坯参数这三个参数后 , 设 通过
‘
() △ y
J 】 [ 1 ]
表面温度、 凝固壳厚 ( 计算 , 1 ) 可得到各段 的水流密度 、 度、 液相穴深度和比水量参数。模型的功能框图如
时控 制 。
关 键词 : 连铸; 二冷水; 计算机控制
中图分 类号 :P 7 :G 3 . 文 献标 识 码 : 文 章编 号 :6 2 9 4 2 0 )2 0 3 2 T 23T 236 B 17 —99 (0 8 0 —0 2 —0
连铸二冷水的智能建模与控制

连铸二冷水的智能建模与控制摘要:基于传统板坯连铸二冷水控制方法,提出用神经元自适应PSD控制器实现对板坯连铸二冷水智能控制,采用遗传算法和BP神经网络相结合的算法(GA-BP)、利用现场数据建立二冷水温度预报模型,并对该控制系统进行了计算机仿真,结果表明系统较好地实现了板坯表面的温度控制,且具有良好的自适应和自学习能力。
关键词:连铸;二冷水;遗传算法;BP神经网络;神经元自适应PSD Intelligent Modeling and Control of the Secondary Cooling Water in Continuous CastingAbstract:Based on the conventional slab continuous casting secondary cooling water control method, in this thesis slab continuous casting secondary cooling water control syetem is applied by the single neuron self-adaptive PSD controller. the secondary cooling temperature prediction model is established by the algorithm which combined Genetic Algorithm with improved BP network and the spot data. The control syetem is simulated by computer, The simulation indicates that the system could improve the temperature control precision of the surface of slabs and have the properties of self-learning and self-adaptive.Key words:continuous casting;secondary cooling water;genetic algorithm;BP neural network;neural self-adaptive PSD1□引言连铸生产过程中,钢水经过结晶器时,由结晶器初步冷却,即一次冷却,在结晶器出口处形成一层一定厚度的硬壳,用以支持其内部的钢水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H
t+ i
1=
H
t i
+
$
t×K
(
T
t i+
1-
2T ti+
Q×$x 2
T
t i
-
1)
中心节点:
( 0< i< N ) ( 6)
H
= t+ 1
i
H
ti+
2K Q$ x 2
(
T
t i-
1-
T
t i
)
( i= N )
( 7)
表面节点:
H
= t+ 1
i
H
ti+
2K$t Q3;
·2 8 · 重 型 机 械 2000 N o. 1
板坯连铸二冷水控制模型
北京科技大学 郗安民 曹天明 刘 颖
摘要 运用连铸和传热学理论, 建立板坯传热微分 方程, 采用数值计算技术求解微分方程, 对其解 进行二次回归处理, 得到了板坯连铸二冷水拉速串级配水控制模型。
热量( dy dz 面) , 然后代入热平衡方程, 化简后得:
QC
Tt +
QV C
T z
-
x
KTx
=0
( 2)
为简化凝固潜热给 解微分方程带来的 复杂 性, 取微元体相对速度为零, 采用转换热焓法表 示, 把 dH = CdT 带入上式得:
QHt =
x
KTx
( 3)
微分方程的初始条件 t= 0 x = 0时, T 0 = T c ( 浇注温度) , 二冷区的边界条件为:
Descriptors slab continuous cast ing, secondary cooling water, cont rol, computer em ulation
1 前言
二冷水控制是连铸集散控制系统的重要组成 部分, 二冷水的控制直接影响铸坯 的内部和外部 质量。像内部裂纹、表面裂纹和铸坯鼓肚等缺陷均 与配水质量有关。二次冷却的控制方法有人工配 水方法、比例控制法、拉速串级配水控制法、目 标表面温度动态控制法和温度反馈控制法。本文 选择了实用的拉速串级配水控制法, 研制了一种 板坯连铸二冷水控制模型。
温 度 /℃ 33. 80 34. 17 34. 34 34. 50 34. 75
回 路 4
水 量 温 度 / L / m in / ℃
平均热流 密度 qp / kW/ m2
瞬时热 流密度 Bs 值
416. 3 33. 65 951
33 6
416. 3 34. 05 980
35 7
413. 7 34. 14 1026
37 1
416. 2 34. 35 1047
38 9
416. 2 34. 60 1087
40 0
表2 钢种 Q 235、断面220mm×1000mm 铸坯 仿真结果表
拉速/ m / min
0. 6
0. 7
0. 8
0. 9
Q1
Q2
Q3
二冷
Q4
水支
Q5
路水
Q6
量/ L
Q7
Q8
Q9
Q 10
总水量 Q/ L
计算程序由一个主程序和结晶器传热、二冷 区传热、热焓温度转换、钢密度、导热系数五个 子程序组成。以一个生产品种为例, 计算其不同拉 速下的配水量 ( 表2) 。
·3 0 · 重 型 机 械 2000 N o. 1
表1 不同拉速下结晶器的平均热流密 度
1. 0 28. 65 1526. 0 34. 75
回 路 2
水 量 / L / min 406. 2 406. 2 406. 2 406. 2 406. 2
温 度 /℃
33. 60 34. 10 34. 24 34. 45 34. 60
回 路 3
水 量 / L / min 1417. 5 1417. 0 1417. 5 1417. 5 1417. 5
方程组。
3 微分方程的离散处理
铸坯凝固过程是一个不稳定的传热过程, 用 解析法求解是非常困难的。本文利用计算机采用
有限差分法求解。
3. 1 微分方程的离散化 在结晶器弯月面以下1/ 2厚度的区域取一薄
片, 将它分成许多相等的网格, 如图2所示。设 e 为 1/ 2铸坯厚度, 分成 N 个节点, 则空间步长 $X = e/ ( N - 1) , $ Z= v×$t , v 为拉速, $t 为时间步 长。区域内离散化的每个节点, 都集中周围区域的 热容。小格子中心温度代替整个格子温度, 一系列 离散节点温度代表着连续区域的温度分布。节点 i 在 t 时刻的温度表示为 T ti。经推导, 各节点离散以 后的差分方程为:
2 一维板坯传热微分方程
2. 1 建立坐标系 如图1所示, 设板坯厚度方向为 X 轴, 宽度方
向为 Y 轴, 拉坯方向为 Z 轴, 建立直角坐标系。考 虑到铸坯冷却的对称性, 取1/ 2厚度断面为研究对 象。
在建立板坯传热微分方程之前, 作如下假设: 忽略拉坯方向 ( 垂直方向) 传热, 忽略板坯宽度 方向传热, 简化为一维传热; 假定液相穴是停滞 的; 考虑液相穴对流传热的影响, 取液相穴的传 热系数为固相传热系数的4~7倍; 各相的密度、传 热系数视为常数; 假定结晶器钢水温度与中间包 温度相同; 连铸机同一冷却段冷却均匀; 沿铸坯
微元体的热量= 接收热量- 支出热量 ( 1) 按照传热学理论, 推导出钢流从顶面带入微 元体的热量( dx dy 面) 、铸坯中心传给微元体的热 量 ( dydz 面) 、微元体内储存的热量、微元体向下 运动带走的热量 ( dx dy 面) 和微元体侧面传走的
2000 No . 1 重 型 机 械 · 2 9·
1-
T
t i
)
-
2$t Q$ x
õq
( i = 0) ( 8)
稳定和收敛条件:
K$ QC$
t x
2
≤
1 2
( 9)
上面四式就组成了板坯传热差分模型方程组。
图2 网格划分示意图
3. 2 确定物性参数 根据理论分析、参考文献、材料特性和现场
实测数据, 分别确定液相线、固相线温度, 过热 度, 各冷却区的导热系数, 热焓, 密度, 结晶器 的热流密度, 二冷区的综合传热系数和各生产品 种的目标表面温度值。其中结晶器的瞬时热流密 度 Bs 反映结晶器的传热速率, 按照前人经过大量 实验归纳出的计算公式和我们现场实测的有关数 据便可导出不同拉速下结晶器瞬时热流密度系数 值 ( 表1) 。 3. 3 计算配水量
0. 67 1172
22. 8 9. 6
1. 0
66. 50 99. 68 197. 12 123. 48 141. 12 176. 34 175. 00 245. 00 145. 32 203. 00 1572. 56
0. 69 1177
21. 6 10. 6
4 二冷水控制模型
通过计算机仿真程序运算, 可以得到一系列
不同钢种、不同断面、不同拉速条件下的各路二
冷水配水量, 但这些数据是不连续的, 很难直接
用于集散控制系统进行拉速串级配水, 因此必须 对数据进行处理。
根据最小二乘法原理, 编制一元高次回归方 程程序, 将同一钢种、同一断面、不同拉速下的 水量输入到回归程序中, 即可得到该钢种、该断 面下的拉速串级自动配水参数。将这些参数输入
叙词 板坯连铸 二冷水 控制模型
Abstract Using continuous cast ing t heory and heat transf er theory to establish dif ferent ial equat ion of heat transf er and using comput er emulat ion t echnology to solve the dif ferent ial equation and do the secondary regression has got the control mode of secondary cooling w ater cascade w at er distribut ion t o slab.
- KTx = q
( 4)
其中
q= h× ( T b- T W )
( 5)
上述各式中: Q为钢密度; K为钢导热系数; C
为钢比热; H 为钢的热焓; T 为温度; q 为钢坯与 冷却水之间的热流密度; h 为钢坯与冷却水之间 的综合传热系数; T b 为铸坯表面温度; T W 为二冷
水温度。
上述公式便构成了板坯一维非稳态传热微分
比水量 L / kg
铸坯出口结晶器温度/ ℃
铸坯出口结晶器厚度/ mm
液芯长度 L m/ m
36. 40 54. 60 110. 60 70. 98 57. 68 72. 10 77. 14 107. 94 48. 02 67. 34 702. 80 0. 52 1146 31. 2
6. 3
45. 36 68. 04 134. 68 86. 52 83. 30 104. 16 105. 84 148. 12 71. 82 100. 52 948. 36 0. 59 1160 27. 6
到板坯集散控制系统中, 即可完成对二冷水的拉 速串级配水控制。
本系统的二冷水控制模型如下:
Zi= A iv 2+ B iv + Ci
( 10)
式中 Zi 特定钢种、断面条件下二冷区第 i
回路配水量
A i 、Bi、Ci
特定钢种、断面条件下二
冷区第 i 回路控制模型参数 只要确定出上式中控制模型参数, 就可得到