口服液体药用高密度聚乙烯瓶存放时限验证的方案定
YBB00092002-2015 口服液体药用高密度聚乙烯瓶
YBB00092002-2015口服液体药用高密度聚乙烯瓶Koufuyeti Yaoyong Gaomidujuyixi PingHDPE Bottles for Oral Liquid Preparation本标准适用于以高密度聚乙烯(HDPE)为主要原料,采用注吹成型工艺生产的口服液体制剂用塑料瓶。
【外观】取本品适量,在自然光线明亮处,正视目测。
应具有均匀一致的色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕。
不得有砂眼、油污、气泡。
瓶口应平整、光滑。
【鉴别】(1)红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,应与对照图谱基本一致。
(2)密度取本品2g,加水100mL,回流2小时,放冷,80℃干燥2小时后,照密度测定法(YBB00132003-2015)测定,本品的密度应为0.935~0.965g/cm3。
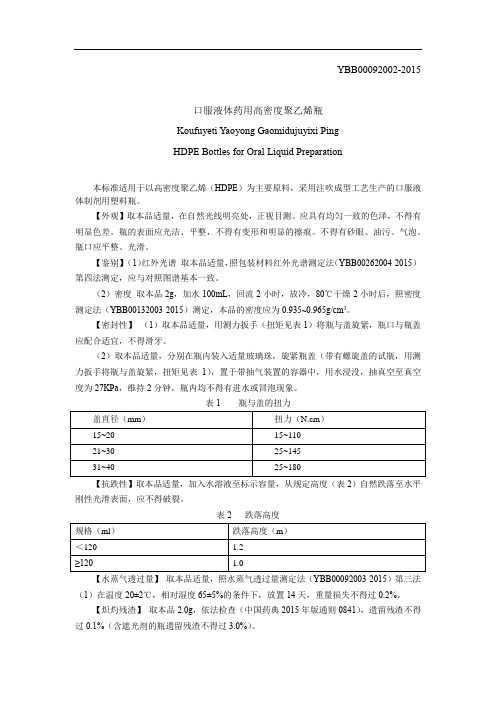
【密封性】(1)取本品适量,用测力扳手(扭矩见表1)将瓶与盖旋紧,瓶口与瓶盖应配合适宜,不得滑牙。
(2)取本品适量,分别在瓶内装入适量玻璃珠,旋紧瓶盖(带有螺旋盖的试瓶,用测力扳手将瓶与盖旋紧,扭矩见表1),置于带抽气装置的容器中,用水浸没,抽真空至真空度为27KPa,维持2分钟,瓶内均不得有进水或冒泡现象。
表1 瓶与盖的扭力【抗跌性】取本品适量,加入水溶液至标示容量,从规定高度(表2)自然跌落至水平刚性光滑表面,应不得破裂。
表2 跌落高度【水蒸气透过量】取本品适量,照水蒸气透过量测定法(YBB00092003-2015)第三法(1)在温度20±2℃,相对湿度65±5%的条件下,放置14天,重量损失不得过0.2%。
【炽灼残渣】取本品2.0g,依法检查(中国药典2015年版通则0841),遗留残渣不得过0.1%(含遮光剂的瓶遗留残渣不得过3.0%)。
【溶出物试验】供试液的制备:分别取本品平整部分内表面积600cm2(分割成长5cm,宽0.3cm的小片)三份,分置具塞锥形瓶中,加水适量,振摇洗涤小片,弃去水,重复操作一次。
YBB00092002口服液体药用高密度聚乙烯瓶质检方案
YBB00092002口服液体药用高密度聚乙烯瓶质检方案
YBB00092002-2015口服液体药用高密度聚乙烯瓶是新版药包材标准的重要组成部分,是直接接触药品,并长期存储药品,保证药品安全的药品包装材料。
济南三泉中石实验仪器有限公司该标准规定给药厂、包材厂制定了一套全面的YBB00092002口服液体药用高密度聚乙烯瓶质检方案:
YBB00092002口服液体药用高密度聚乙烯标准适用于以高密度聚乙烯为主要原料,采用注吹成型工艺生产的口服液体制剂塑料瓶。
关键词:口服液体药用高密度聚乙烯瓶检测仪器、口服液体药用高密度聚乙烯瓶实验项目、口服液瓶实验设备
密封性测试仪
1.口服液体药用高密度聚乙烯瓶密封性测试
检测设备:密封性测试仪MFY-05A、瓶盖扭矩仪NLY-20A
标准要求:
测试方法:将口服液体药用高密度聚乙烯瓶用瓶盖扭矩仪NLY-20A封口,然后用密封性测试仪MFY-05A抽真空至真空度为27kPa维持2分钟,瓶内均不得有进或冒泡现象。
瓶盖扭矩仪
2.口服液体药用高密度聚乙烯瓶阻隔性能测试
检测设备:水蒸气透过量测试仪、透湿杯
标准要求:照水蒸气透过量测定法(YBB00092003-2015)第三法(1)在稳定20℃±2℃,相对湿度65%±5%的条件下,放置14天,重量不得损失过0.2%。
3.口服液体药用高密度聚乙烯瓶抗跌落性能测试。
口服液体药用聚酯瓶安全操作及保养规程

口服液体药用聚酯瓶安全操作及保养规程口服液体药用聚酯瓶是一种常见的药品包装容器,通常用于存放口服液体药品。
在使用这类瓶子时,我们需要注意一些安全操作和保养规程,以确保药品的质量和使用安全性。
本文将对口服液体药用聚酯瓶的安全操作和保养规程进行详细介绍。
安全操作1. 选择适当的瓶子首先,我们需要选择适当的口服液体药用聚酯瓶。
一般情况下,我们应该选择相应规格的瓶子,比如需要存放多少药品就选择多大的瓶子。
同时,我们应该注意瓶子的密封性和耐药品性。
如果瓶子不够密封或者不够耐药品,就容易导致药品变质或者污染。
2. 消毒清洗在使用新的口服液体药用聚酯瓶之前,我们需要先进行消毒和清洗。
具体的操作步骤如下:1.将瓶子、瓶盖、注射针等放入消毒器中进行高温消毒。
2.取出消毒器中的瓶子,放在洁净的工作台上。
3.用热水清洗瓶子和瓶盖,然后用干净的棉签或纱布擦干。
4.将注射针插入瓶盖中,放在紫外线灯下照射30分钟,以消毒瓶盖和注射针。
3. 储存在使用后的口服液体药用聚酯瓶,我们需要注意储存的方法。
一般来说,药品应该放在阴凉干燥、光线不直射的地方,避免长时间暴露在日光下或者高温环境中,以避免药品变质或者失效。
4. 使用在使用口服液体药用聚酯瓶时,我们需要注意以下方面:1.手部需清洁干净,手套操作更佳。
2.打开瓶盖前应摇匀,尤其是混悬剂的药品。
3.使用时,尽量不要触碰注射针头,以避免污染。
5. 处置在使用完口服液体药用聚酯瓶之后,我们需要对瓶子进行妥善处置。
一般来说,我们应将瓶子彻底倒空,并清洗干净。
然后,我们可以将瓶子和瓶盖分别放在垃圾桶中,并进行分类处理。
保养规程除了在安全操作方面的注意点,我们还需要了解口服液体药用聚酯瓶的保养规程。
如果能够做好瓶子的保养,可以提高瓶子的使用寿命,节约成本。
以下是口服液体药用聚酯瓶的保养规程:1. 避免阳光直接照射口服液体药用聚酯瓶最怕长时间暴露在阳光下,可以放在抽屉或柜子里。
2. 避免摔打口服液体药用聚酯瓶是一种易碎的物品,避免在使用、运输和储存过程中碰撞和摔打。
口服液体药用聚酯瓶补充标准

本品的瓶盖材质为高密度聚乙烯(HDPE),故在国家药品包装容器(材料)标准(试行)YBB00102002的基础上增加如下检验:鉴别:红外光谱鉴别取本品适量,敷于微热的溴化钾片上,照红外分光光度法(中华人民共和国药典2005版二部附录Ⅳ C)测定,应与对照图谱基本一致。
密度取本品2克,加水100ml,回流2小时,放冷,80℃干燥2小时后,精密称定(Wa);再置无水乙醇中精密称定(Ws).按公式计算:[W a/(W a-W s)]×d高密度聚乙烯的密度应为0.935~0.965克/立方厘米溶出物试验试验溶液的制备:分别取本品内表面积为 600cm2,切成约长5cm,宽0.3cm的小片。
一式三份置具塞锥形瓶中,加水约200ml,振摇洗涤小片,弃去水,重复操作2次,在30~40℃干燥后,分别用水(70±2℃)、65%乙醇(70±2℃)、正己烷(58±2℃)200.0ml浸泡24h 后,取出放冷至室温,用同批水、65%乙醇、正己烷补充至原体积作为浸出液作下列试验,以同批水、65%乙醇、正己烷为空白液。
1溶液澄清度按《中华人民共和国药典2005年版二部附录ⅨB》测定,溶液澄清度应符合规定。
2易氧化物:精密量取上述水浸液20.0ml,精密加入0.002mol/L 高锰酸钾液20.0ml与稀硫酸1ml,加热煮沸3分钟,迅速冷却后,加入KI试剂0.1g,在暗处放置5分钟,用0.01mol/L硫代硫酸钠滴定液滴定,滴定至近终点时,加入淀粉指示剂0.25ml,继续滴定至无色,另取水空白液同法操作,两者消耗0.01mol/L硫代硫酸钠滴定液之差不得超过1.5ml。
3 重金属:按《中华人民共和国药典2005年版附录Ⅷ H 第一法》含重金属不得过百万分之一。
4 PH值变化:按《中华人民共和国药典2005年版附录Ⅵ H》测定,试验液与空白液之差不得过1.0。
5 紫外吸收度按《中华人民共和国药典2005年版附录Ⅳ A 》测定,220~360nm波长间的最大吸收度不得过0.10。
口服固体药用高密度聚乙烯瓶质量标准2015年版
YBB00122002-2015口服固体药用高密度聚乙烯瓶Koufuguti Yao yon g Gaomidujuyixi Pi ngHDPE Bottles for Oral Solid Preparation本标准适用于以高密度聚乙烯(HDPE )为主要原料,采用注吹成型工艺生产的口服固体制剂用塑料瓶。
【外观】取本品适量,在自然光线明亮处,正视目测。
应具有均匀一致的色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕。
不得有砂眼、油污、气泡。
瓶口应平整、光滑。
【鉴别】(1)红外光谱取本品适量,照包装材料红外光谱测(YBB00262004-2015) 第四法测定,应与对照图谱基本一致。
(2 )密度取本品址,加水100ml,回流2小时,放冷,80C干燥2小时后,照密度测定法(YBB00132003-2015)测定,应为 0.935-0.965g/cm 3。
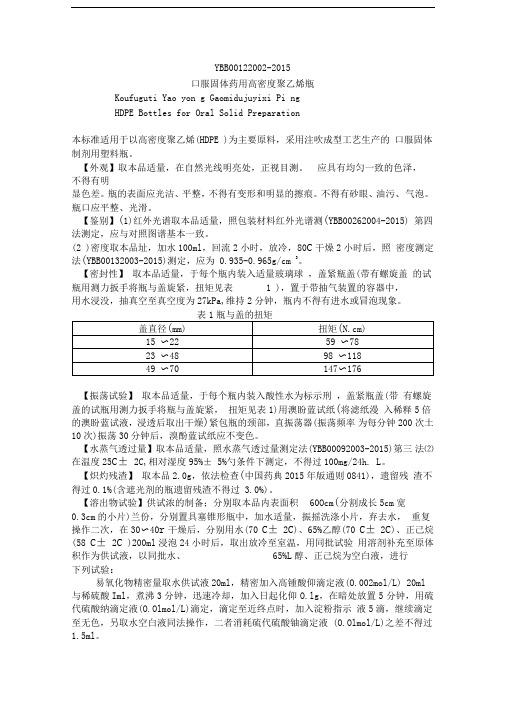
【密封性】取本品适量,于每个瓶内装入适量玻璃球,盖紧瓶盖(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭矩见表 1 ),置于带抽气装置的容器中,用水浸没,抽真空至真空度为27kPa,维持2分钟,瓶内不得有进水或冒泡现象。
表1瓶与盖的扭矩【振荡试验】取本品适量,于每个瓶内装入酸性水为标示刑,盖紧瓶盖(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭矩见表1)用澳盼蓝试纸(将滤纸漫入稀释5倍的澳盼蓝试液,浸透后取出干燥)紧包瓶的颈部,直振荡器(振荡频率为每分钟200次土10次)振荡30分钟后,溴酚蓝试纸应不变色。
【水蒸气透过量】取本品适量,照水蒸气透过量测定法(YBB00092003-2015)第三法⑵在温度25C± 2C,相对湿度95%± 5%勺条件下测定,不得过100mg/24h. L。
【炽灼残渣】取本品2.0g,依法检查(中国药典2015年版通则0841),遗留残渣不得过0.1%(含遮光剂的瓶遗留残渣不得过 3.0%)。
YBB20102012口服液体药用高密度聚乙烯瓶

YBB20102012口服液体药用高密度聚乙烯瓶Koufuyeti Yaoyong Gaomidujuyixi PingHDPE Bottles for Oral Liquid Preparation本标准适用于以高密度聚乙烯(HDPE)为主要原料,采用注吹成型工艺生产的口服液体制剂用塑料瓶。
本标准不适用于含铝塑封口垫片的塑料瓶。
【外观】取本品适量,在自然光线明亮处60 cm距离,正视目测。
应具有均匀一致的色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕。
不得有砂眼、油污、气泡。
瓶口应平整、光滑。
【鉴别】(1)红外光谱* 取本品适量,照包装材料红外光谱测定法(YBB60012012)第四法测定,应与对照图谱基本一致。
(2)密度取本品2g,加水100ml,回流2小时,放冷,80℃干燥2小时后,照密度测定法(YBB60342012)测定,应为0.935~0.965g/cm3。
【密封性】(1)取本品适量,用测力扳手(扭力见表1)将瓶与盖旋紧,瓶口与瓶盖应配合适宜,不得滑牙。
(2)取本品适量,分别在瓶内装入适量玻璃珠,盖紧瓶盖(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭力见表1),置于带抽气装置的容器中用水浸没,抽真空至真空度为27kPa,维持2分钟,瓶内均不得有进水或冒泡现象。
表1 瓶与盖的扭力盖直径(mm)扭力(N·cm)15~20 25~11021~30 25~14531~40 25~180 【抗跌落】取本品适量,加入水溶液至公称容量,从规定高度(表2)自然跌落至水平刚性光滑表面,应不得破裂。
表2 跌落高度规格(ml)跌落高度(m)<120 1.2≥120 1.0【水蒸气透过量】取本品适量,照水蒸气透过量测定法(YBB60302012)第三法(1)实验条件B测定,不得过0.2%。
【炽灼残渣】取本品2.0g,依法(中国药典2010版二部附录ⅧN)测定,遗留残渣不得过0.1%(含遮光剂的瓶炽灼残渣不得过3.0%)。
口服液体药用聚酯瓶-质量标准
国家药品监督管理局国家药品包装容器(材料)标准(试行)YBB00102002口服液体药用聚酯瓶Koufuyeti Yaoyong Juzhi PingPET Bottles for Oral Liquid Preparation本标准适用于以聚对苯二甲酸乙二醇酯(PET)为主要原料,采用注吹成型工艺生产的口服液体制剂用塑料瓶。
[外观] 取本品适量,在自然光线明亮处,正视目测。
应具有均匀一致的色泽,不得有明显色差。
瓶的表面应光洁、平整,不得有变形和明显的擦痕。
不得有砂眼、油污、气泡。
瓶口应平整、光滑。
[鉴别] (1)红外光谱取本品适量,敷于微热的溴化钾晶片上,照分光光度法(中华人民共和国药典2000年版二部附录ⅣC)测定,应与对照图谱基本一致。
(2)密度取本品2g,加水100m1,回流2小时,放冷,80℃干燥2小时后,精密称定(Wa)。
再置适宜的溶剂(密度为d)中,精密称定(Ws)。
按下式计算:Wa———× dWa—WsPET的密度应为1.31~1.38(g/cm3)。
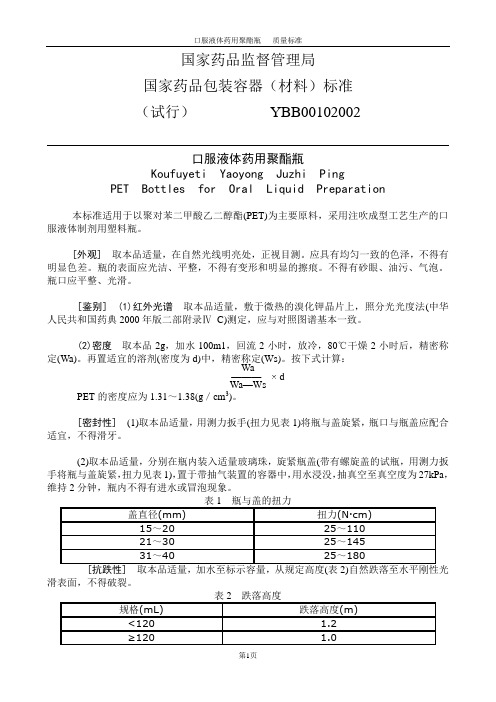
[密封性] (1)取本品适量,用测力扳手(扭力见表1)将瓶与盖旋紧,瓶口与瓶盖应配合适宜,不得滑牙。
(2)取本品适量,分别在瓶内装入适量玻璃珠,旋紧瓶盖(带有螺旋盖的试瓶,用测力扳手将瓶与盖旋紧,扭力见表1),置于带抽气装置的容器中,用水浸没,抽真空至真空度为27kPa,维持2分钟,瓶内不得有进水或冒泡现象。
滑表面,不得破裂。
[水蒸气渗透]取本品适量,在瓶中加入水至标示容量,旋紧瓶盖,精密称重。
在相对湿度65%±5%和温度20℃±2℃条件下,放置14天,取出后,再精密称重。
按下式计算,重量损失不得过0.2%。
W1—W2—————×100%W1—W0W1:试验前液体瓶及水溶液的重量(g);W0:空液体瓶的重量(g);W2:实验后液体瓶及水溶液的重量(g)。
[乙醛 ] 照气相色谱法(中华人民共和国药典2000年版二部附录V E)测定,不得过千万分之二。
中国药典中口服药用塑料瓶及组件质量标准制定的建议
·医药论坛·中国药典中口服药用塑料瓶及组件质量标准制定的建议陆维怡 吕杨格格(上海市食品药品包装材料测试所 上海 201203)摘要目前我国口服药用塑料瓶及组件质量标准在一定时期内对产品质量控制起到了积极作用,随着包材管理模式的变化和行业发展,也反映出一定的局限。
为更好保证药品质量,助力企业创新发展,对口服药用塑料瓶及组件质量标准发展方向进行探讨。
建议在中国药典药包材标准体系的建设中,借鉴各国药典的长处,结合我国现状和发展需求,形成有自身特色的口服药用塑料瓶及组件标准。
关键词口服药用塑料瓶包装系统质量标准中图分类号:R951 文献标志码:C 文章编号:1006-1533(2022)13-0067-03引用本文陆维怡, 吕杨格格. 中国药典中口服药用塑料瓶及组件质量标准制定的建议[J]. 上海医药, 2022, 43(13):67-69; 73.Suggestions on drafting standards for plastic bottles and componentsfor oral dosage forms in Chinese pharmacopoeiaLU Weiyi, LYU Yanggege(Shanghai Food and Drug Packaging Material Control Center, Shanghai 201203, China) ABSTRACT At present, the quality standards for oral medicinal plastic bottles and components in China have playeda positive role in product quality control within a certain period, however it also reflects certain limitations with the changes in the packaging management and industry development. The development direction of our standard is discussed in order to better ensure the quality of medicines and help enterprises to innovate and develop. It is suggested that in the process of formulating the standard system of pharmaceutical packaging in Chinese pharmacopoeia, the advantages of pharmacopoeia of various countries should be used for reference and the current situation and development needs of our country should be also considered so as to form a standard for plastic bottles and components for oral dosage forms with its own characteristics.KEy wORDS plastic bottles and components for oral dosage forms; packaging system; standard口服药用塑料瓶及组件是国内外广泛用于口服制剂的一种包装形式,一般采用高密度聚乙烯、聚丙烯、聚酯等材料制得,由瓶身、瓶盖组成,带或不带封口垫片,可不经清洗和灭菌直接用于包装口服药品,故其质量优劣直接关系到药品的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1、概述
2、验证目的
3、验证小组成员及职责
4、验证范围和时间安排
5、验证前的准备
6、验证内容
7、验证检测结果记录
8、偏差处理
9、验证结果评价
10、附表
我公司产品右旋布洛芬口服混悬液及对乙酰氨基酚口服溶液所用口服液体药用高密度聚乙烯瓶是以高密度聚乙烯为主要原料,采用注吹成型工艺生产而成,质量符合国家药品监督管理局国家药品包装容器(材料)标准YBB00092002规定。
质量管理部定期对该物料供应商“武汉环岛塑胶包装有限公司”进行审计,并进行了现场审计,该产品从投料生产至内包装完成均在洁净厂房内完成,内包装采用洁净的聚乙烯塑料袋密封。
按质量标准的要求储存于干燥清洁的环境中。
我公司物资管理部严格按计划采购物料,所购置口服液体药用高密度聚乙烯瓶存放于干燥通风的库房内,不具备微生物生长的条件,且存放时间均未超过12个月,使用该塑料瓶的产品药物相容性试验结果符合规定,批批产品均全检合格,每年进行的持续稳定性考察各项考察项目结果亦符合规定,为将微生物污染的风险降低,确保公司产品的质量,公司决定对口服液体药用高密度聚乙烯瓶的储存期进行验证,初步定为12个月,在该考察时间点合格后仍进行后续15个月、18个月的考察,以确保12个月储存期限数据的可靠性。
2.验证目的:
通过本验证来确定我公司所用口服液体药用高密度聚乙烯瓶的储存期限。
从源头保证产品的质量,从而保障人民用药的安全有效。
3.验证小组成员及职责:
验证范围:口服液体药用高密度聚乙烯瓶储存期限的相关验证活动。
时间安排:验证小组计划于年月日至年月日按验证方案进行验证。
5.验证前的准备
5.1文件
5.2人员培训
人员培训签到及培训结果见附表1。
5.3设备、仪器、仪表确认
6.验证内容
6.1验证方法:
经统计截止目前我公司库存的所有批次口服液体药用高密度聚乙烯瓶储存时间接近6个月,先对我公司库存的所有批次的口服液体药用高密度聚乙烯瓶再次进行微生物限度检测,经检验合格后方可使用,将检验结果作为6个月的考察数据,并抽取3批不同规格的口服液体药用高密度聚乙烯瓶作为储存期限验证的考察对象,继续进行第9个月、12个月、15个月、18个月的考察,以确定12个月储存期限数据的可靠性。
6.2取样方法及数量
6.2.1经授权的取样人员按照《包装材料取样标准操作规程》中内包装材料取样程序进行取样操作。
抽取三批不同规格的口服液体药用高密度聚乙烯瓶,进行模拟包装(内包装采用聚乙烯塑料袋密封,外套纸箱封口),存放于我公司常温留样室,储存条件符合质量标准的规定,且与口服液体药用高密度聚乙烯瓶库房储存条件一致,并填写《取样记录》。
6.2. 2质量管理部QA人员分别于第9个月、12个月、15个月、18个月将考察样品送QC室进行检验,由QC室相关人员填写《微生物限度检验记录》,并将检验结果统计于后续《验证检测结果记录》表格中。
为严格模拟储存条件,避免再次取样造成风险,每个考察时间点的检验用样品均进行单独的模拟包装,每个批号各8袋(检验用量的2倍),每袋数量为5套,每个考察时间点每批送检一袋,填写《样品交接记录》。
6.3验证考察项目及合格标准
6.3.2质量标准:细菌数每瓶不得过100个,霉菌、酵母菌数每瓶不得过100个,大肠埃希菌每瓶不得检出。
6.4检验方法:按照《口服液体药用高密度聚乙烯瓶检验标准操作规程》项下检验方法及中国药典2010版附录微生物限度项下检验方法检验。
6.4.1微生物限度检验方法:在净化操作台下,取数个试瓶,以无菌操作加入1/2标示容量的pH
7.0无菌氯化钠-蛋白胨缓冲液,将盖旋紧,振摇1分钟,提出液加入装有直径约50mm、孔子径不大于0.45um微孔滤膜的过滤器内,减压抽干后,取出滤膜,菌面朝上贴于营养琼脂培养基和玫瑰红钠琼钠脂培养基平板上培养。
其中,营养琼脂培养基用于细菌计数,玫瑰红钠琼脂培养基用于霉菌、酵母菌计数。
同法操作取出滤膜放入100ml的胆盐乳糖培养基中培养,为控制菌大肠埃希菌检测。
6.4.2阴性对照试验:取6.4.1中同等体积的pH
7.0的无菌氯化钠-蛋白胨缓冲液,照上述过滤法操作,作阴性对照。
阴性对照不得有菌生长。
6.4.3培养和计数:细菌培养温度为30-35℃,培养时间为72小时,在72小时点计菌落数;霉菌、酵母菌培养温度为23-28℃,培养时间为5天,在5天点计菌落数。
菌落如蔓延生长成片,不宜计数。
7.验证检测结果记录
8.1验证过程中未预计的问题、偏差、漏项,均应作为原始记录在记录中详细说明。
8.2 如有偏差或因故无法进行的试验,应进行分析,并有合理的解释说明。
8.3 当出现相关偏差时,由质量管理部经分析、确认偏差,执行偏差处理。
9.验证结果评价:
验证报告由验证负责人组织相关成员会审、评价。
会审、评价时必须按照验证方案的内容以核对和审查,验证报告的审核内容:
9.1验证是否按规定方法与步骤完成。
9.2验证方案在实施过程中是否修改或补充是否经过批准,理由是否充分。
9.3验证结果的记录是否及时、清晰、完整、真实。
9.4验证结果是否符合设定标准,对偏离标准的结果是否做过调查,是否有适当的解释并获得批准。
9.5验证报告由验证方案的会签人员审核评估,并由验证小组对验证报告的内容做最终的审核,报验证总负责人审批,验证总负责人批准后同时签发验证证书。
9.6经评估未达到要求(出现期待值以外的情况)时,由验证小组组织验证项目小组调查偏差原因,再重新验证。
经过重新验证确认达不到要求时,由项目验证小组申请重新调试或技改。
验证结果评价表:
验证评价人员培训签字表表1
湖北唯森制药有限公司SOP-YZ-706-00 第11页共11页。