8D福特培训资料
8D解决问题方法培训

8D 问题解决方法(8D Problem Solving)质量是一组固有特性满足需求的程度– 全面质量管理(Total Quality Management)质量是免费的,他不是礼品,但它是免费的– 克劳士比质量无需惊人之举– 戴明质量并非意味着最佳,而是客户使用和售价的最佳– 費根堡姆20世纪是生产率的世纪,21世纪是质量的世纪– 朱兰质量是生产出来的不是检验出来的– 威廉戴明解决问题的方法很多,没有最好,只有最适用。
日产V-FASTPDCA循环是美国质量管理专家沃特·阿曼德·休哈特(Walter A. Shewhart)首先提出的,由戴明( W.Edwards.Deming )采纳、宣传,获得普及,所以又称戴明环。
全面质量管理的思想基础和方法依据就是PDCA循环。
PDCA循环的含义是将质量管理分为四个阶段,即Plan(计划)、Do(执行)、Check(检查)和 Act(处理)。
1、计划阶段。
要通过市场调查、用户访问等,摸清用户对产品质量的要求,确定质量政策、质量目标和质量计划等。
包括现状调查、分析、确定要因、制定计划。
2、设计和执行阶段。
实施上一阶段所规定的内容。
根据质量标准进行产品设计、试制、试验及计划执行前的人员培训。
3、检查阶段。
主要是在计划执行过程之中或执行之后,检查执行情况,看是否符合计划的预期结果效果。
4、处理阶段。
主要是根据检查结果,采取相应的措施。
巩固成绩,把成功的经验尽可能纳入标准,进行标准化,遗留问题则转入下一个PDCA循环去解决。
8D遵循PDCA原则,一种问题解决的方法,通常针对未知原因的问题。
8D(8D Problem Solving)8D又称团队导向问题解决方法、8D问题求解法(8D Problem Solving Report)是福特公司处理问题的一种方法,亦适用于制程能力指数低於其应有值时有关问题的解决,它提供了一套符合逻辑的解决问题的方法,同时对于统计制程管制与实际的品质提升架起了一座桥梁。
8D报告培训资料(PPT 50张)
5.异常记录
四. 8D步骤—D4原因分析
5-Why 分析
当一个原因被发现时,不停地问为什么、为什么、为什么、 为什么、为什么,一直到无法拆解下去 。
TOYOTA
5-Why?
1W
2W
3W
4W
5W
WHY 问题
WHY 中间原因
WHY 中间原因
WHY 中间原因
WHY 根本原因
四. 8D步骤—D4原因分析
经确认后,没有不良品再流出的可能,不会再扩大损 失。
五.8D改善案例 D4. 原因分析
识别可能原因(因果图) 选择最有可能的原因(柏拉图) 确定是否是根本原因 识别可能方案
五.8D改善案例 4.1 因果分析
环
库房湿度大
法
速度设定多快 包装方式不合理
产品堆放高度过高
端 面 受 伤 PE强度不稳定
五.8D改善案例
D0.了解问题
2012年11月4日客户“星光宝光电设备有限公司”投诉, 在其半导体封装车间对“ALT-5检测器”进行包装时,使用 公司的CT3100机用膜时一拉就断裂 , 并发现使用的机用 膜端口破裂。造成ALT-5检测器包装工作进度延误,顾客 要求派人处理。
五.8D改善案例 D1.成立小组
识别可能的解决方案。
修改搬运、贮存作业方法,将原来搬运 和堆放高度3层改为 2层,减少重力。 改变包装方法,每卷产品用托盘运装。 包装箱内部增加泡沫,以减少碰撞冲力。 ……。
临时措施
消除问题及后果
只能治标 (可能再发)
长期措施
消除问题原因
可以治本 (不会再发)
四. 8D步骤—D4原因分析
福特8D培训资料教程

福特8D培训资料教程在当今复杂多变的制造业环境中,有效的问题解决方法对于企业的持续发展至关重要。
福特 8D 方法作为一种系统、全面的问题解决工具,被广泛应用于各个领域。
接下来,让我们深入了解一下福特 8D 培训资料教程。
一、什么是福特 8D福特 8D 是一种解决问题的方法,它由 8 个步骤组成,每个步骤都有其特定的目的和任务。
这 8 个步骤分别是:D1 成立小组、D2 问题描述、D3 临时措施、D4 根本原因分析、D5 长期措施、D6 措施验证、D7 预防措施、D8 小组祝贺。
二、8D 方法的特点1、系统性福特 8D 方法不是孤立地处理问题,而是将问题放在一个系统中进行全面分析。
它从问题的表象入手,逐步深入挖掘根本原因,从而制定全面、有效的解决方案。
2、团队合作解决问题需要多个部门和专业人员的共同参与。
8D 方法强调成立跨职能小组,汇集各方的知识和经验,共同攻克难题。
3、以数据为依据在问题解决过程中,8D 方法要求基于客观的数据和事实进行分析,避免主观臆断和猜测。
4、预防为主除了解决当前的问题,8D 方法更注重采取预防措施,防止类似问题的再次发生。
三、8D 方法的步骤详解1、 D1 成立小组小组成员应具备解决问题所需的专业知识和技能。
小组组长负责协调和推进问题解决的进程。
2、 D2 问题描述清晰、准确地描述问题是解决问题的关键。
问题描述应包括问题的具体表现、发生的时间、地点、影响范围等信息。
3、 D3 临时措施在找到根本原因和长期解决方案之前,需要采取临时措施来控制问题的影响,如对不合格产品进行隔离、筛选等。
4、 D4 根本原因分析运用各种工具和方法,如鱼骨图、5Why 分析法等,深入挖掘问题的根本原因。
5、 D5 长期措施根据根本原因,制定切实可行的长期解决方案。
长期措施应能够彻底解决问题,并具有可持续性。
6、 D6 措施验证对实施的长期措施进行效果验证,确保问题得到有效解决。
7、 D7 预防措施为了防止类似问题的再次发生,制定预防措施并纳入相关的管理体系中。
福特(Ford)8D培训教材

也不要写工作报告
Page 10 of 47
成员包括:
❖ 指导员(CHAMPION) 一般为主管阶层,对小组的进度有 监督, 支持及决策决定 权力.
❖ 组长(LEADER)-负责协调,活动进行的引导,汇总小组的意 见及决策并呈报,尽量不要深入某部份细节,以免迷失方向.
❖ 问5次为什么的做法:
➢对于某个问题,为何会引起?其原因①先搞明白。 ➢为何会引起原因①的发生?将原因②也搞清楚。 ➢为何会引起原因②的发生?将原因③弄明白。 ➢为何会引起原因③的发生?将原因④弄明白。 ➢为何会引起原因④的发生?将原因⑤弄明白。
Page 20 of 47
❖ 用这种方式持续地去做,根本的原因就能显現出来。 ❖ 分析出来的根本的原因必须是能导出具有効果、
且有効率的再发防止对策才行。 ❖ 要注意的是问题发生的原因不一定只有一个。
❖ 通常第一个答案不会是真正的答案 ❖ 5 Why 可以找出真正的原因 ❖ 简单的案子可能4Why,3Why或2Why即找出根本原
因,但复杂的或许要5 Why, 6 Why, 7 Why…
Page 21 of 47
做5 Why 分析时应注意事项
因会影响结果时,不能说有因果关系)。
Page 23 of 47
5 Why 范例: 为何停机
❖ 问1:为什么机器停了? 答1:因为机器超载, 保险丝烧断了
❖ 问2:为什么机器会超载? 答2: 因为轴承的润滑不足
❖ 问3:为什么轴承会润滑不足? 答3: 因为润滑系统失灵了
❖ 问4: 为什么润滑系统会失灵? 答4: 因为润滑系统的轮轴耗损了
8D培训课程教材(PPT 72张)
责属单位:
生管课、销售课、库管课、品保课 责属人员: 贾正羽、庄卫年、赵晓明、许丽
2.问题描述
何时 : 2006年11月4日; 何人 : 浙江精密机械厂客户; 何地 : 浙江精密机械厂—包装车间; 何事 : 包装ALT-5检测器时,使用20μ MHT 机用膜一拉就断; 如何 : 在IPEX预拉型缠绕机上使用,转速为 30M/MIN,预拉后倍数为3 。 为什么:机用膜卷端口破损; 多少 : 20卷中目前发现6卷有问题。
当验证永久对策有效后,即可以停止临时措施。
针对选定的纠正措施
修正衡量指标以及 对现行的质量控制 模式进行工程变更
利用三十天的数据 (如SPC或推移图) 來进行确认
建立纠正措施 执行计划 审核改版的 设计FMEA 审核改版的 过程FMEA
识别设计或生产过程 中的主要、安全、 经过推移图和初次的 关键特性 测量來停止临时措施
面对问题应群策群力, 互相帮助、相互提拔、 如此才能彻底解决问题。
所谓“八个步骤”,其每个步骤意义及其流程请 参阅附图.该图虽已列出解决问题的各个步骤, 但各个步骤的先后順序可视问题的困难度及复 杂程度而异,不必拘泥于图示順序.且问题解决 经过应有书面记录.
如:某一问题发生及团队组成时,可能制造人员 已经先行采取临时对策,惟其永久解决方案,则 可能尚需小组人员的共同参与,经多方研讨后才 能产生。
何Hale Waihona Puke 采用8D 并不是要求每一件发生的问题都必须采取8D方法。 而是针对重复发生的,一直没有解决的比较重大的 问题。 针对客户要求回复的客诉抱怨。
下列情形可采用8D
当客户在工厂现场的稽核中发现不合格项或缺陷时, 对于
8D培训课程ppt73页
主题1:印刷下机甲苯含量小于5mg/m2合格率
D1 紧急处置
序号 紧急事件定义 处置等级 规格值
紧急处置措施
负责人员
SOP
1.印刷速度降低至200m/min,并
依据《溶剂残留超标处置办法》 领机
一级
逐项排查原因 5-10mg/m2
2.所生产的产品通知当班PQC管
控,依据《溶剂残留超标处置办 当班PQC
当班PQC每订单稽核
2.2.1烘箱温度设置未执 2.2.1印刷领机未按要
行标准
求设定印刷温度
当班PQC每订单稽核
2.2烘箱温度达不到 要求
2.2.2烘箱传感器失灵
2.2.2.2烘箱传感器老 化
機
2.2.3烘箱加热系统损坏
委托在9月30日前对设备烘箱的传感器进 行全面的检查
委托在9月30日前对设备烘箱的传感器进 行全面的检查
4.1.1 设备磨损
測
4.2 GC检测不 准确
4.2.1 设备故障
加强油墨进料的检测
10月20日前请设备厂家校正一次 10月20日前请设备厂家保养一次
D3 柏拉图
不良次数(个) 不良比率(%)
项 不良 失败金额 比率 累计 次 原因 (千元) (%) (%)
1 油墨释放
6
性差2 溶剂添加源自4过量3 烘箱温度
机
请保全对每个烘箱电机进行检查, 如有隐患,立即停机维修
2.3.1印刷烘箱设计风 量不足
2.2印刷排风量不 足
2.3.2印刷排风量未按 规定设置
在保证产品质量的前提下,将目前 的排风量设置在最大值
每个订单施行当班PQC首末检查
D4局部对策-印刷下机甲苯含量>5mg/m2
項 目
8D报告培训资料

二.8D的步骤
2.8 D7-预防再发生 需要用8D解决的问题,往往是由于系统或者过程失误造成的 水平展开,以防同一问题及类似问题再发生
Quality Inspection WI Control plan SOP
Engineer Drawing Flow chart PFMEA WI Form
Others DFMEA Lessons learn BOM standards
8D报告
概述 8D的步骤
一.概述
1.1 起源 8D最先是由福特汽车汽车提出 后续在汽车行业全供应链以及各种
制造业进行推广使用
CAPA
一.概述
1.2 为什么使用8D?
有效地解决问题 8D能够给人以信心
一.概述
1.3 几个概念 PDCA: Plan,Do,Check,Action 遏制措施:防止不合格继续发生采取的措施 纠正:为消除已发生的不合格采取的措施 纠正措施:为消除已发生的不合格或其他不期望情况的原因采
状态进行,并且不会导致新的失效模式
二.8D的步骤
2.2 D1-成立8D团队
二.8D的步骤
2.2 D1-成立8D团队
二.8D的步骤
2.3 D2-问题描述 把问题陈述清楚 帮助团队关注问题本身,避免主观的假设判断问题,或者
对问题作出毫无现实根据的判断 解决问题之前,知道可能多的关于该问题的信息
的产生 根本原因——发生问题的根源,一个经验证的原因
二.8D的步骤
2.5 D4-根本原因 回顾问题描述,推测所有可能的原因 变化点,5M1E 常用的工具:流程图、鱼骨图,检查表,3L5Why, 头脑风暴、DOE,散点图等等
二.8D的步骤
2.6 D5-定义永久措施
8D培训资料

总结
无论是产发段发现的问题,或是量产、客诉问题 ,若组织每年有近百项的工程问题依照8D的方式 来解决,对工程人员实力的培养着实可观,成为 公司重要的资产,这也是很多公司/组织将8D制 式化的原因。
四、8D提交的时间
一般要求:
1.发现问题的24H内,提交包含所 采取的临时对策的8D报告;
2.发现问题的72H内提交包含问题发生原 因初步分析的报告。
特殊要求:
根据顾客要求确定。
五、8D方法的常用工具
工具
应用时机
应用场合
头脑风暴
D4,D5
推移图
D0,D2,D8
1.成本削减,财务贡献;2.品质目标达 成情况;3.不良率达到控制
二、8D的好处
使用8D有以下好处: 1.能确定问题的根本原因和纠正问题; 2.通过建立小组训练内部合作技巧; 3.推进有效的问题解决和预防技术; 4.改进整个质量和生产效率; 5.防止相同或者类似问题的再发生; 6.提高顾客的满意度; 7.增强对供应商的产品和过程的信心。
三、8D方法的应用时机
1.顾客投诉问题时; 2.重大不合格的产品问题时; 3.严重和反复重发的问题; 4.对那些需要长期纠正措施解决的缺陷; 5.采取行动时; 6.需要团队共同作业的问题。
D1-第一步骤: 建立解决问题团队
成员包括: • 最高指导员(Champion)
一般为主管阶层,对小组的进度有监督,支持 及决策决定权力 • 指导员(Leader) 负责协调,活动进行的引导,汇整小组的意见 及决策并呈报,指导员需以其专业素养引导成 员循8D格式找寻问题及解决方案 • 一般成员(Members) 各部门相关人员,对被指定的工作有义务提出 相关的结果及提供意见, (例:PE,PTE,WS, AE,QA……等相关人员) 小组人员以4~10人为佳 常见错误:1.完成8D过程的小组成员没有专业知 识;2.只有一两个人实施该过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
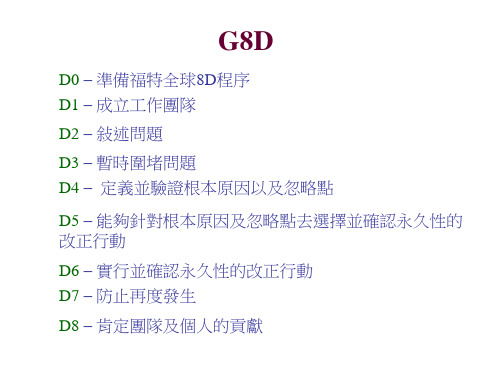
分析 8D分析绪 论论欢迎来到欢迎来到8D 8D 8D((8 8 D D isciplines )课程课程,,福特汽车公司使用福特汽车公司使用8D 8D 8D作为问题解决作为问题解决的方法的方法((见QS QS--90009000要求之要求之要求之4.14.1.14.14.1.14.14.1.1)。
)。
当福特的供方具有零件或过程的问题当福特的供方具有零件或过程的问题时,福特要求供方完成福特要求供方完成8D 8D 8D过程以确定根本原因并实施纠正措施过程以确定根本原因并实施纠正措施过程以确定根本原因并实施纠正措施。
背景背景::什么是什么是8D 8D 8D??D0D0::为8D 8D过程做准备过程做准备过程做准备 D1D1::成立小组成立小组 D2D2::问题的描述问题的描述D3D3::确定临时纠正措施确定临时纠正措施((ICA ICA))的开发的开发 D4D4::确定和验证根本原因和遗漏点确定和验证根本原因和遗漏点D5D5::确定和验证针对根本原因和遗漏点的永久性纠正措施确定和验证针对根本原因和遗漏点的永久性纠正措施((PCA PCA)) D6D6::实施实施和确认和确认和确认PCA PCA PCA D7D7::防止再发生防止再发生D8D8::承认小组及个人的贡献承认小组及个人的贡献8D 报告示例报告示例Supplier A Supplier A8D Concern Analysis Report8D Concern Analysis Report CONCERN NO:0X00000X0000CONCERN TITLE: Mislabel 483 CA/AA Mislabel 483 CA/AADATE OPENED:11/22/0011/22/00 ASSIGNED TO:QR Team QR TeamPRODUCT LINE:0X000X00 PRODUCT NAME: Snap ring Snap ring(2) Describe Concern:Parts are labeled as 0X000X00--7D4837D483--CA (Style C), parts actua are actually 0X00lly 0X00--7D4837D483--AA (Style A).(Style A). 0X0011Return authorization 0X0011--0000 Need to certify next 4shipmentsshipments (1) Team Members Mike Paulson, Joan Huber, John DeCarlo, Denise Roxbury, AmyBloom, Louis Keller, Michelle Fargo, Just Bloom, Louis Keller, Michelle Fargo, Justine Williams ine Williams ine Williams (3) Define and Verify Containment Actions:Checked inventory 11/22/00 for mislabeled totes, 4 pallets found, all marked correctly.correctly. Quality Alert issued 11/22/00.Quality Alert issued 11/22/00.Joan Huber in to Livonia to relabel parts 11/28/00 Joan Huber in to Livonia to relabel parts 11/28/00 –– no need to return parts. Th no need to return parts. There ere were 39 totes to relabel.were 39 totes to relabel. Completion Date:(4) Define Root Causes:Shipping department has put several new employees on all shifts, inexperienced packers used incorrect bels.(If additional analysis is required indicate completiondates)(5) % Contribution (each cause)100%100% (6) Implement Corrective Actions:Conducted meeting with managers and supervisors 11/29/00 to inform them of the issues discussed during the Livonia visit. Materials Manager conducted a meeting 11/30/00 with each shift of pack each shift of packers to retrain them on correct labeling and packaging. They were ers to retrain them on correct labeling and packaging. They wereinformed that any further problems with incorrect packagingwill result in disciplinary action.action.(7) Preventative Actions:Purchasing paperwork holders that will be hooked on the front of the Purchasing paperwork holders that will be hooked on the front of the pallets and tubs pallets and tubs for easier identification. Holders to be delivered weeks of 12/12/00.for easier identification. Holders to be delivered weeks of 12/12/00. REPORTED BY:Joan Huber Joan HuberDATE:12/12/0012/12/00Concurrence:Supervisor SupervisorDATE:(8) Congratulate your teamq:\Customer Corrective Action Reports\8D Blank Form.xls供方的供方的8D 8D 8D报告必须回答下列问题报告必须回答下列问题报告必须回答下列问题问题是什么? (D2) 问题如何解决? (D3至D6) 将来该问题如何预防? (D7)顾客将通过确认顾客将通过确认8D 8D 8D报告来决定这些问题是否已经回答报告来决定这些问题是否已经回答报告来决定这些问题是否已经回答::对零件的知识进行了充分论证。
完全确定了根本原因并聚焦于该原因。
遗漏点已经被识别。
确定与根本相匹配的纠正措施。
有证据显示供方将把纠正措施纳入整个系统。
8D 的好处的好处适当地完成8D过程,除了能确定根本原因和纠正问题的好处外,还包括:对于供方对于供方::通过建立小组训练内部合作的技巧(Discipline 1) 推进有效的问题解决和预防技术 改进整个质量和生产率 防止相同或类似问题的再发生 提高顾客满意度对于顾客对于顾客增强对供方的产品和过程的信心8D 8D的有效实施需仰赖其他质量工具的有效实施需仰赖其他质量工具可靠性潜在失效模式及后果分析 (FMEA ) 控制计划生产件批准程序 (PPAP )/节拍生产 统计过程控制(SPC ) 试验设计 (DOE )目的目的供方通过准确完成8D过程,防止问题的再发生并改进整个制造系统。
有效分析8D报告。
分析的焦点是确定根本原因,成功实施纠正措施计划(CAP)目标目标描述顾客的供方技术支持人员在8D 过程中的角色。
8D 过程能描述、反映供方整个制造过程的不足。
依据定义出的原则有效分析 8D 报告。
例如,报告:包括足够的细节以支持供方过程的每一步。
包括紧紧围绕过程的数字化图示。
定义纠正措施适宜地识别系统的根本原因论证供方如何及时地使问题得到永久性纠正。
需要时,辅导供方实施整个8D 过程以识别系统的根本原因:列出完成8D 过程的工具(例如, DOE, SPC, FMEA, 散点图, 检查单, 控制图等等). 验证供方使用了适当的工具。
识别当评审8D 报告时需询问的8D 报告。
验证供方是否准确执行和文件化8D 过程。
确保供方通过启动和关闭问题已经验证了根本原因。
验证供方已经完整包括所有可疑材料,包括已经在装配工厂、运输中、仓库和过程中的零件。
ConcernNo matter how a concern isIdeally, the Suppliercannot sendthe concern.iting to respond to a Waiting to respond to a在现行生产中下面的流程图显示了在现行生产中使用QR导致问题的提出。
例子例子::S 公司为顾客制造零件公司为顾客制造零件,,见下图见下图::根据顾客的工程规范,在零件A上必须镀银,否则顾客的产品无法完成规定功能。
有一天,他们收到顾客工厂发来的问题点如下: 因为没有镀银造成产品缺陷,整批拒收。
零件号 H00651A501 批号 MT001206 缺陷数 39片 缺陷种类没有电镀 要求问题关闭日期2001年1月03日问题问题::S 公司应该如何反应公司应该如何反应??问题的问题的反应反应反应不管问题怎样提出或来自谁,都要求8D 过程作为反应。
为鼓励供方和顾客之间的良好联系,顾客的工程师应该辅导供方以在24小时内对任何问题迅速反应。
理想地,供方应该派一个代表到工厂评审问题,帮助确定问题的根本原因。
在派代表前,供方应该和工厂进货质量人员一起检查,如零件挑选。
如供方不能派代表到工厂,供方应请求有问题的零件马上发运给它们以便供方能够帮助解决问题。
对问题反应的等待将对顾客产生负面影响。
如果供方等待反应越久,供方解决问题将越困难。
积极反应的态度和互助的意愿可以使过程迅速平顺地进行。