液态感光阻焊油墨
G-05阻焊油墨
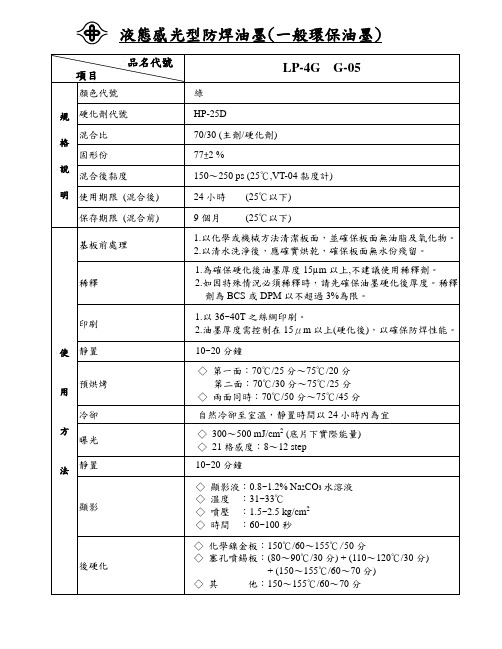
液態感光型防焊油墨(一般環保油墨)
品名代號
項目
規
格
說
明
顏色代號
綠
硬化劑代號
混合比
70/30 (主劑/硬化劑)
固形份
77±2 %
混合後黏度
150~250 ps (25℃,VT-04黏度計)
使用期限(混合後)
24小時(25℃以下)
保存期限(混合前)
9個月(25℃以下)
使
用
方
法
基板前處理
1.以化學或機械方法清潔板面,並確保板面無油脂及氧化物。
2.以清水洗淨後,應確實烘乾,確保板面無水份殘留。
稀釋
1.為確保硬化後油墨厚度15µm以上,不建議使用稀釋劑。
◇塞孔噴錫板:(80~90℃/30分) + (110~120℃/30分)
+ (150~155℃/60~70分)
◇其他:150~155℃/60~70分
項目
物
性
1.附著力
100/100 (JIS D-0202)
2.塗膜硬度
7H (JIS D-0202)
3.噴錫耐熱性
260℃/10秒×3次
4.焊錫耐熱性
260℃/10秒×3次
(1)油墨厚度不足時。(15μm以下)
(2)油墨熱硬化不足時。(来自)助焊劑種類不同,對防焊油墨破壞力不同。
(4)助焊劑濃度太高(超過助焊劑供應商建議濃度)或助焊劑塗佈量太大時。
※以上數據為建議使用條件及本公司實驗結果,僅提供參考,恕無法作為品質保證之依據。
阻焊工艺简介

三滚筒研磨机工作原理
滚筒外观
+ 3rd Roll 固定軸
滚筒压力
产品抵抗反作用力
滚筒间隙与原料大小
Hang back
0,5
0,1 1 0,05
10
Inks, Paste
三滚筒研磨机出料状况与滚筒压力判定
滚筒压力不足
滚筒压力合适
滚筒压力偏高
三滚筒研磨机出料状况与刀片问题判定
刀片左右位置不平 衡,出料不均匀
刀片上存在异物或 陶瓷破裂
刀片寿命已到期, 部分区域刮不到料
第二部分 —— 工艺简介
1、防焊工序流程图
洗绿油
前处理磨板 印绿油(塞孔、面油印刷)
丝印网版制作 调油
预烤
曝光菲林制作
对位/曝光
显影
不合格板
塞孔板
QC检板
合格板
分段烤
文字印刷 预烤
后工序 后固化
字符
非塞孔板
2、油墨的组成及反应原理介绍
2.1油墨成分介绍:常用的油墨均为双组份油墨,即主剂与硬化剂分不同罐体包装,每种 类型油墨采用固定的配比方式进行油墨混合,具体数字根据各厂家配方不等,混合的油 墨成分如下:
3、阻焊油墨制作流程简介
3.1阻焊油墨类型:广泛采用的是液态感光绿油,小部分为热固化油墨(非感光型)制作
绿油塞孔,常见的两种工艺方式,即:
A、丝印绿油 B、涂布绿油
3.2阻焊油墨制作流程
3.2.1制作流程图
开机点检 设备保养 物料批号确认 上料研磨
(三滚筒研磨机)
温度测量
检测油墨细度 OK
调整油墨粘度
4.3预烤---隧道炉烤板 低温预烘前板子先放置30-120分钟,使油墨层中的空气逸出 低温炉上的温度及时间设置匹配很重要,温度70-80℃,时间40-60MINS,当温度过高, 设置时间长,则绿油在冲板时不易从板面冲掉,从而影响焊锡性能;相反当温度过低,设 置时间短时,湿绿油尚未烘干,在曝光时会出现底片压痕,显影时油墨易受显影液的浸蚀, 引致脱落 低温预锔炉的烘板效果不够,有一个简单的检验方法: 将出低温炉的板,待板面凉下来后,用大拇指轻按一下绿油面,再碎布轻轻擦拭,如果 拇指印仍在不消失,则证明预锔不够,正常情况下应无拇指印。 4.4对位/曝光-------PIN钉对位、手动曝光机、自动曝光机 PIN钉对位(干膜、阻焊) 使用PIN钉对位的优点:1、精确度高; 2、操作简单,效率高; 3、无技能性要求。 在板四个角设计好对位用的工具孔,孔的大小视选用的PIN钉规格而定,每组孔设计 好防呆功能;在菲林上相应的孔位置设计好标靶;根据标靶冲好工具孔,孔的大小视觉选 用的PIN钉而定;在冲好孔的菲林上安装PIN钉,在曝光机上直接对位,(也可在台面上 辅助对好位再上曝光机)
线路板生产中,什么是阻焊油墨
线路板⽣产中,什么是阻焊油墨
液态光致阻焊剂(俗称绿油)是⼀种保护层,涂覆在印制电路板不需焊接的线路和基材上,或⽤作阻焊剂。
⽬的是长期保护所形成的线路图形。
液态光成像阻焊油墨主成分包括:具有感光性能的环氧和丙烯酸树脂,如丙⼆酚环氧树脂、酚醛环氧树脂、中酚环氧树脂和胺基甲酸⼄酯等;光引发剂,如硫杂蒽酮、⼆苯甲酮、羰基化合物、查酮、胺基有机⾦属化合物等;填充剂,如硅⽯粉;硬化剂,如芳⾹族脂,酸酐、咪嗟类;溶剂、如醚酯类;消泡剂等等。
涂覆⽅法⼀般使⽤丝⽹漏印,与湿膜类似。
其作⽤如下:
(1)防⽌导体电路的物理性断线;
(2)焊接⼯艺中,防⽌因桥连产⽣的短路;
(3)只在必须焊接的部分进⾏焊接,避免焊料浪费;
(4)减少对焊接料槽的铜污染;
(5)防⽌因灰尘、⽔份等外界环境因素造成绝缘恶化、腐蚀;
(6)具有⾼绝缘性,使电路的⾼密度化成为可能。
r-500ga系列(2液型液态感光防焊油墨)

(1) 適用於網版印刷。
(1) For screen printing.(2) 具有優良之密著性。
(2) Excellent in adhesion.(3) 適合一般印刷電路板用而其塗膜之 (3) Suitable to general printed circuit boards and耐熱性極優。
coating film has an outstanding heat resistance.特 性 ( Specification ) :23*Tack dry window : Developed by 1% Na2CO3(aq)、30℃ 、60秒、2.0Kg/cm2。
(1) 適用於網版印刷。
(1) For screen printing.(2) 高感度及解像性佳。
(2) Have high sensitivity and resolution.(3) 具有優良之密著性及耐熱性。
(3) Excellent in adhesion and heat resistance.(4) 可耐化學金。
(4) Use for immersion gold.特 性 ( Specification ) :23*Tack dry window : Developed by 1% Na2CO3(aq)、30℃ 、60秒、2.0Kg/cm2。
(1) 適用於網版印刷。
(1) For screen printing.(2) 高感度及解像性佳。
(2) Have high sensitivity and resolution.(3) 具有優良之密著性及耐熱性。
(3) Excellent in adhesion and heat resistance.(4) 可耐化學金電鍍加工。
(4) Resistance to electro gold plating.特 性 ( Specification ) :23*Tack dry window : Developed by 1% Na2CO3(aq)、30℃ 、60秒、2.0Kg/cm2。
液态感光阻焊油墨6189(绿色)中文2019.05.08

MDL. 2 2 2 8 5 5 5 5 5 5 5 5 5 5 5 5 5 5
008.
ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND ND
测试报告.
No. SHAEC1908767216
日期: 2019年05月08日. 第3页,共14页.
(4) DEHP, BBP, DBP 和 DIBP的限制不适用于2019年7月22日前投放市场的电缆及电子电气产品中用于维 修、重复利用、功能更新及容量提升的备用配件以及2021年7月22日前投放市场的医疗器械,包括体外医 疗器械,监控仪表,包括工业监测和控制仪器。
(5) DEHP、BBP 和 DBP的限制不适用于玩具产品,因为No.1907/2006附录XVII第51条已对玩具产品中 的DEHP、BBP 和 DBP含量进行了限制。.
元素. 测试方法 :.
参照US EPA 方法3052:1996测定, 采用ICP-OES进行分析..
测试项目. 砷 (As).
单位. mg/kg.
MDL. 10
008.
ND
四溴双酚-A.
测试方法 :. 参照 IEC 62321:2008 方法测定, 采用GC-MS进行分析..
测试项目. 四溴双酚-A.
测试报告.
No. SHAEC1908767216
日期: 2019年05月08日. 第1页,共14页.
江苏广信感光新材料股份有限公司.
江阴市青阳镇工业集中区华澄路18号 .
.
以下测试之样品是由申请者所提供及确认 : 液态感光阻焊油墨.
SGS工作编号 :.
SP19-014440 - SUZ .
型号 :. 样品接收日期 :. 测试周期 :. 测试要求 :. 测试方法 :.
PCB培训教材防焊工序

粘度() 120-200 120-200 120-200 120-200
颜色 绿色 绿色 蓝色 绿色
混合比 主剂:硬化剂(质量比)
70:30 70:30 70:30 80:20
五.阻焊前处理制作工艺
1.目的: 通常是以酸处理将基板/铜板表面之氧化物及油污去除掉,及再加刷磨把板面加以粗化成凹凸 狀,增加油墨与基板的密著性。 2.磨刷方法: 一般机械性磨刷采用针辘/尼龙擦轮 ,不织布刷轮,铝粉喷砂 /火山灰磨板 等 B2F 目前使用的前处理方式为: 软硬结合板:火山灰磨刷+绿油前处理, 软板: 沉金尼龙磨刷+绿 油前处理,具体见第二代页介绍. 【注意事项】 1.前处理加工於磨刷后,若水洗不足时板面上殘留物化学药物时,油墨与铜板间之密著性便 会降低;同时,油墨之耐熱性、耐酸碱性及耐镀金性等也会因而降低。 2900 由于使用材料特性,火山灰磨板粗化效果不理想,易甩油,需采用铝粉喷砂磨板前处理.
CBT810半自动曝光机
E2002手动曝光机
曝光:
4.如曝光能量过高时: 基材表面出现背光渍(鬼影)。 油墨边緣出现长胖增生现象。 5.曝光加工时油墨化学结构反应 (1)
曝光时所用的菲林
曝光:
6.曝光加工时油墨化学结构反应 (2)
曝光:
7.靜置时間: 10 – 30 分钟 曝光完成后,光敏聚合反应仍继续进行,因此靜置时间的目的是让光敏聚合反应完 全。
阻焊前处理制作工艺
3.磨刷方式的选择
类型
板厚
硬板 及软硬结合板(软板区有4保 护)
软硬结合板(软板区无4保护)
>0.3 >0.3
软板
/
H900(一面硬板材料,一面硬板材 / 料)
磨板方式
备注
PM-500产品说明书
2.6、熱固化 為使防焊塗膜完全固化,必須高溫加熱硬化,使反應架橋成為三次元網狀結構。烘烤時請
用熱風迴圈烤箱,烘烤要件為 150℃*60 分鐘,以遠紅外線烘烤時,條件為 170℃*30 分鐘。 後烤溫度時間不足時,噴錫會產生脫漆現象。當後烤超過 2.5 小時,會降低耐鍍金及焊錫
文字油墨也可在防焊油墨加熱硬化前印刷,但易在印刷時刮傷皮膜及文字下方固化不完全。
不同類型的文字油墨在不同條件的比較請參考下表:
熱硬化型文字油墨
UV 硬化型文字油墨
防焊油墨烘烤硬化之前 1、印刷時油膜易刮傷
1、 印刷時油膜易刮傷
2、文字油墨易變黃
2、 文字油墨易變黃
3、文字下方綠油不易完全固化 3、 防焊油墨的附著性降低
兩面同時印刷、同時烘烤 熱風迴圈烤箱:溫度 75℃,時間 25-40 分鐘
20 分鐘以後板材冷卻即可,但不能超過 24 小時
21 級曝光尺,感度 9-13 格
10 分鐘以上
顯像液:1wt% Na2CO3溶液 噴壓: 2.0-2.5kg/cm2
液溫:30±2℃ 顯像時間:40-90 秒
噴錫板:150℃×60 分鐘 化金板、沉錫板:150℃×50 分鐘 塞孔板(分二段):第一段 75℃×120 分鐘、第二段 150℃×60 分鐘
10vol% 硫酸 10vol% 鹽酸
室溫 室溫
30min 30min
OK
10wt% NaOH 室溫 30min
3、耐水解穩定性及老 化實驗
IPC-SM-840C
3.6.2
OK
4、壓力鍋
电路板印刷中阻焊油墨的选用和常见故障的处理
(4)油墨杂质(胶渍混入而破坏表面张力);
(5)刮刀片材质不良;
(6)网版清洁不足;
(7)油墨混合过期使用。
针对上述原因,可采取下列措施解决:
(1)检查前处理线确认吹干烘干段的作业品质; (2)检查前处理各段足否合乎制程标准(如粘
尘测试等);
(3)更新使用油墨并确认油墨混合参数{
(4)清洗网版刮月等使用工具。
The main introduction of this article wants the advertent problem in the printing of solder resist ink the breakdown
that want the advertent problem and usually meet of solve the method.
大陆,这对光成像阻焊油墨的普及应用更起到了推4 mm~8 mm。在开始网印前须清洁网印机之外壳
47
波助浪的促进作用。
和工作台面;印第一块板前须用胶辊清洁网面,并-一
1.2阻焊油墨选用和印刷应注意的问题
用白纸试印数次;一般每工作2 h,需再清洁台面一
;
阻焊油墨的质量与阻焊层制作质量的关系很
次;正式网印前,须进行试印板,并检查印板质量
:
快,适应自动或半自动流水线作业;最大的优点是 固化温度低,对层压板不产生热反应,不会使基板
量检查核对,如油墨是否过期,油墨主剂与固化剂
:
的搭配是否正确等。还要进行产品外观包装检查,
仪
尺寸改变和造成翘曲现象。热固化型阻焊油墨对基
看是否有包装破损,油墨外漏现象等。在新的油墨
而
板的附着力和耐热性能优于Uv光固化犁,故Uv光固 化犁阻焊油墨对印刷电路基板的印前清洁处理的要 求,相对来说要严格一些。
浙江新东方油墨股份有限公司NSR
放完每 1LOT 板之最后一块需间隔 1-2 米,以提供接板员工安排放板及 拿取工具之所需时间,对于有翘曲的板,应板平再放于磨板机内。 6、定时检查烘干前吸水海绵辘之干湿度、变形情况。并用自来水适当湿润 海绵辘,以确保其吸水效果。 7、加药及保养时,务必要戴好防护头盔及耐酸碱手套,注意水、电使用的 安全。 8、清洁时,切勿用水接触电机、电线,避免安全问题产生,烘干段内部。
板面有无水迹。
13)保养、测试记录是否真实、完整。
1、生产前,需认真查核各型号之生产指示。
2、生产或磨痕测试前检查各药水缸液位、各喷淋压力是否符合 SOP 规定之
参数范围。 3、磨痕测试板及磨痕宽度均需符合 SOP 规范之要求,做完磨痕测试后,需
在测试板上标明磨痕宽度及测试时间,并保存 24 小时备查。 4、拿板时注意双手拿板边,循环检查正、反板面是否有擦花及退锡不净,
2、开油岗位的参数为: 搅拌时间 15-20min; 静置时间≥15min; 油墨混合后使用寿命≤24 小时 3、具本的开油步骤:
(1) 先用手搅拌硬化剂。 (2) 在硬化剂里加进主剂(5-12%)混合。 (3) 将混合物加进剩余主剂中手搅。 (4) 用搅拌机将之充分搅拌混合。 (5) 静止一段时间后可以使用。 (6) 油墨领用后存放时间为 8h 以上。 4、当油墨开出后,并经确认粘度在控制参数范围内,需即时在油罐上贴上 标签,并注明油墨之粘度及开油时间以及操作者之姓名。 注意事项 1、严禁自己以及丝印工随意添加稀释剂。 2、检查油墨是否贴有 IQC 合格标签,要做到物料先进先出的原则来使用。 在每罐油墨盖子上应贴上《开油标签》,并将发油的时间记录在上,目 的是为了让油墨从仓库到工序的停留时间有追溯作用,停留时间要控制 在 8 小时以上。
LB-1900W液态感光阻焊油墨
使用说明
LB-1900W系列为双组分网印UV接触曝光,稀碱显影的阻焊油墨。经高温硬化后的涂膜具有高绝缘性和高阻焊性,是特为LED显示器及铝基板而设计,其特性更适合使用于精密电路板。
一:特性介绍:
技术特性
颜色
超白
粘度
VT-04F、25℃
主剂:280±20PS、固化剂:70±20PS、主剂/固化剂:3/1
(6)
显影
显影液:1±0.2%Na2CO3溶液
显影液温度:30±2℃
显影时间:40-60秒、
水洗压力:1.8~2.2kg/c㎡
(7)后烤
温度:150±5℃烘烤时间:60分钟
注意事项:
1、使用前,应充分搅拌均匀;
2、以上参数仅供参考,具体操作以试样为准。
(2)静置
搅拌均匀后静置10~15分钟后再印刷
(3)
网目选择
网版用36T或43T丝网
(4)
预烤
A:两面分开印刷、分别烘烤:
第一面热风循环烤箱:75±5℃、15-20分钟;
第一面热风循环烤箱:75±5℃、20-25分钟;
B:两面同时印刷、同时烘烤:
热风循环烤箱:75±5℃、30-35分钟
(5)曝光
7K曝光机:500-700mj/c㎡曝光尺:10 — 12级盖膜
细度
刮板细度计
≤ቤተ መጻሕፍቲ ባይዱum
硬度
铅笔硬度计
≥6H
附着力
百格测试3M胶带
100/100
耐焊性
锡炉
280℃×10s×2次,无起泡,无脱落
绝缘电阻
1.0×1012欧姆
储存温度
26±2℃
包装
主剂:750g、固化剂:250g
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主剂型号
颜色
硬化剂型号
主要特点
KSM-S6188 G1
浅绿色(偏黄相)
KSM-18
光泽高,预烤宽容度大,优良的耐热性能。
KSM-S6188 G2
中绿色(偏黄相)
KSM-S6188 G3
深绿色(偏蓝相)
KSM-S6188 G4
中绿色(偏黄相)
KSM-S6188 G5
中绿色(偏蓝相)
KSM-18 A1
液态感光阻焊油墨
时间:2008-11-7广州市番禺广信丝印材料有限公司
液态感光阻焊油墨—
KSM-S6188系列为两液型网印液态感光阻焊油墨。chinasigns class="channel_keylink" href="/xjs/swys/" target="_blank">丝网印刷性能优良,预烤及显影宽容度大,后固化后的涂膜附着力好、硬度高、具有优越的耐化学性能和耐热性能。
75±3%
混合后粘度(25℃)
200±30dPa·s
VT-04F
混合后密度(25℃)
1.20~1.40g/ml
混合后可使用时间
24小时
低于25℃避光存放
环保标准
符合RoHS指令要求
SGS检测
预烤极限
75℃,70min
曝光能量
300~600mJ/cm2
到达油墨上的UV能量
包装
主剂:750g;固化剂:250g
KSM-S6188 GA
哑光中绿色(偏黄相)
KSM-S6188 GB
哑光中绿色(偏蓝相)
KSM-S6188 GC
哑光浅绿色(偏黄相)
KSM-S6188 BKM
哑光黑色
二、油墨特性
项目
特性
备注
颜色
绿、蓝、黄、红、黑、白
约40种颜色
细度
≤8μm
0~25μm刮板细度计
混合比例
主剂/硬化剂=3:1
重量比
混合后固含量
贮存期
生产日期后6个月
低于25℃避光存放
三、涂膜性能
固化收缩小,高耐热性能,优良的耐化学性能。适合厚铜板、纯锡板制作。
KSM-S6188 G6
中绿色(偏黄相)
KSM-S6188 G9
浅绿色(偏蓝相)
KSM-S6188 BL
蓝色
KSM-S6188 BK
黑色
KSM-S6188 R
红色
KSM-S6188 RD
深红色
KSM-18 A3
侧蚀小;适合生产3mil的隔焊线(绿油桥)。
KSM-S6188 Y
黄色
KSM-S6188 W
白色
KSM-S6188 V
紫红色
KSM-S6188 EG2
无卤素中绿色(偏黄相)
KSM-S6188 EG5
无卤素中绿色(偏蓝相)
KSM-S6188 EG9
无卤素浅绿色(偏ห้องสมุดไป่ตู้相)
KSM-18 A6
光泽高,侧蚀小,适合生产3mil的隔焊线(绿油桥);优良的耐热性能和耐化学性能。