水轮发电机组8点盘车计算法
悬式机组盘车问题分析与处理
悬式机组盘车问题分析与处理徐俊红【摘要】水轮发电机组轴线检查和调整俗称“盘车”.盘车是机组安装后期一项重要工作,盘车目的是检验并校正机组大轴等部件组合后在加工、安装中的误差,使其摆度调整到设计要求的范围之内.文中以楚卡斯2#号机组盘车为代表,介绍悬式机组轴线检查与调整方法,供以后类似机组盘车参考.【期刊名称】《机械工程师》【年(卷),期】2016(000)005【总页数】4页(P224-227)【关键词】盘车;水平;轴线;摆度;刮垫;折线【作者】徐俊红【作者单位】哈尔滨电机厂有限责任公司,哈尔滨 150040【正文语种】中文【中图分类】TV734.21水轮发电机组盘车目的是检查机组轴线的实际情况。
理论上发电机轴和水轮机轴连接后应是一条垂线。
但实际情况是受加工、安装等因素影响,可能使机组轴线倾斜,或是折线。
在机组盘车过程中需调整机组的轴线,如果机组盘车数据超标,根据数据分析,一般通过刮绝缘垫、打磨法兰或添加垫片等方法调整,直至机组轴线符合要求为止。
同时为机组后期导瓦间隙调整准备数据依据。
楚卡斯电站位于中美洲哥斯达黎加境内,装机两台,单机容量25 MW,悬式混流式机组。
机组转动部分的质量有140 t,推力轴承为刚性支承,推力瓦为巴氏合金瓦,高压油顶起装置。
机组采用分段盘车的方式,即先检查调整发电机轴线,在发电机轴线合格后才与水轮机轴相连,再检查和调整发电机和水轮机的整体轴线,直至达到国标要求。
下文详细叙述楚卡斯2#机组盘车准备工作步骤和盘车程序,针对盘车过程中大轴出现折线,确定处理打磨水机法兰这种少见的处理方法,为以后法兰处理提供极有价值的参考依据。
1)镜板和推力头之间的绝缘垫用专用测量工具进行厚度校核、并对超标的部分要用砂纸打磨处理,使厚度基本一致,误差小于0.05 mm。
2)推力轴承安装完毕并调整合格。
推力瓦表面的水平度误差不大于0.02 mm/m,各推力瓦受力均匀一致。
3)在上导、下导轴颈、发电机水发连轴法兰、水导轴颈按统一轴线方位+Y为基准,圆周方向均分8个盘车测量点,按逆时针顺序编号。
机组轴线测量与调整
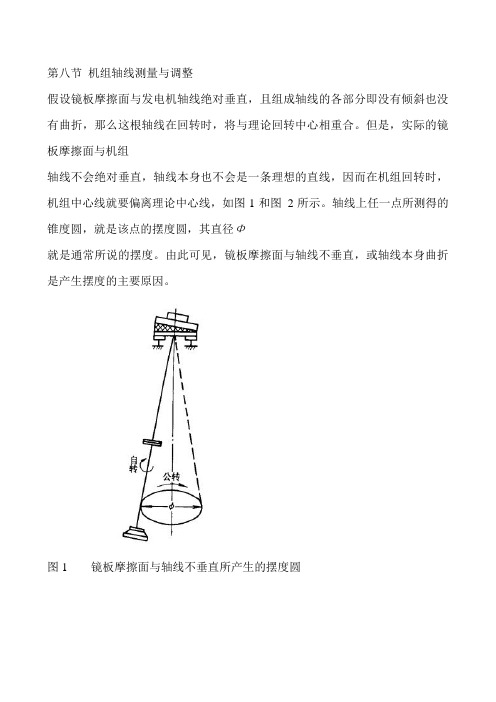
第八节机组轴线测量与调整假设镜板摩擦面与发电机轴线绝对垂直,且组成轴线的各部分即没有倾斜也没有曲折,那么这根轴线在回转时,将与理论回转中心相重合。
但是,实际的镜板摩擦面与机组轴线不会绝对垂直,轴线本身也不会是一条理想的直线,因而在机组回转时,机组中心线就要偏离理论中心线,如图1和图2所示。
轴线上任一点所测得的锥度圆,就是该点的摆度圆,其直径Φ就是通常所说的摆度。
由此可见,镜板摩擦面与轴线不垂直,或轴线本身曲折是产生摆度的主要原因。
图1 镜板摩擦面与轴线不垂直所产生的摆度圆图2 法兰结合面与轴线不垂直所产生的摆度圆轴线的测量和调整,是通过盘车用百分表或位移传感器等,测出有关部位的摆度值,借以分析轴线产生摆度的原因、大小和方位。
并通过刮削有关组合画的方法,使镜板摩擦面与轴线、法兰组合面与轴线的不垂直得以纠正,使其摆度减少到表1所允许的范围内。
如果制造厂加工精度高,不要求盘车,也可以不进行这项工作。
表1 机组轴线的允许摆度值(双振幅)轴的名称测量部位摆度的允许值轴每分钟转速(r/min)100 250 375 600 1000发电机发电机相对摆度(mm/m)注:1.相对摆度=)测量部位至镜板距离()绝对摆度(m mm2.绝对摆度是指在测量部位测出的实际摆度值。
3.在任何情况下,各导轴承处的摆度均不得大于轴承的设计间隙值。
水轮机导轴承的绝对摆度不得超过以下值: 转速在250 r/min 以下的机组为0.35mm 。
转速在250~600 r/min 以下的机组为0.25mm 转速在600 r/min 及以上的机组为0.20 mm 。
盘车就是用人为的方法,使机组转动部分缓慢转动。
通常盘车动力有三种: ①用厂内桥式起重机作动力,通过一套钢丝绳和滑轮组来拖动的方式,如图3所示,称为机械盘车;②在定子和转子绕组中通入直流电产生电磁力来拖动的方式叫电动盘车;③对小机组也可用人工推的方式叫人工盘车。
每个电站可根据具体情况进行选择。
关于水轮发电机组盘车数据处理方法的研究

关于水轮发电机组盘车数据处理方法的研究作者:唐波来源:《科学与财富》2016年第12期摘要:在水轮发电机组安装检修的过程中有一项极其重要的工作,那就是对于盘车树立的处理,要想水轮发电机组保证健康的运行就必须要保证良好的盘车质量。
在之前较为传统的盘车数据处理方法是要求等转角盘车,这种方法不仅劳动强度十分大、工作效率还十分的低下,虽然在后来也有自动盘车的方法出现,但是,这种方法也只是改变了自动化的问题,并不能从根本上提高盘车的速度和工艺。
为此,本文提出了用最小二乘拟和法对水轮发电机组盘车数据进行处理计算。
关键词:水轮发电机组;盘车数据;处理方法0 引言在水轮发电机组中盘车的主要目的就是为了测量水轮发电机组的轴线情况,然后再对其进行处理,进而降低水轮发电机组运行时的摆度,保证水轮发电机组运行时上下之间的间隙保持均匀。
传统的等角盘车这种人工读数的方法存在着很多的弊端,例如,测数的不准,不能一步调整到位,智能反复的对其进行调整,加大了不必要的劳动力,降低了工作效率等。
因此,在近几年以来,自动化的盘车系统就开始被大量的应用于水轮发电机组的检修当中,但是这些盘车系统只能解决自动转动的问题,并不能提高盘车的速度和工艺。
为此,笔者也就最小二乘拟和法对水轮发电机组盘车数据进行处理和计算,该算法对盘车测点圆周并没有什么要求,还能够有效克服测量断面表面的质量以及测量误差对计算结果的影响,通过实际的应用和研究发现,这种方法应用起来较为方便,而且还在一定程度上加快了盘车的速度,提高了盘车的质量。
具体实验探究报告如下:1 水轮发电机组摆度的特性和计算1.1 摆度的特性旋转部件的形心(中心)和旋转中心的不重和就造成了摆度。
下图1是摆度的集合特性分析图,就图1能看出,e是旋转部件中心与旋转中心的摆度圆半径;R是千分表所测出来的摆度值;而Q0则是旋转部件在最初始位置时的最大摆度的方位角。
根据几何关系我们可以推导得出,千分表的摆度值理论上应该是一条正弦的摆度曲线,但是可能是由于测量表面质量以及读数的误差使其不能成为一条标准的摆度曲线。
立式水轮发电机组盘车数据分析与应用

立式水轮发电机组盘车数据分析与应用冯焕【摘要】本文运用最小二乘法推导了立式水轮发电机盘车摆度的理论计算公式,并探讨了数据偏差产生的原因.以某抽水蓄能电站4号机组大修盘车为例,分析了刚性盘车与弹性盘车的区别,提出了保证盘车数据准确性的要求,提出了应用新的相对摆度定义的盘车合格标准,应用公式计算最大摆度并进行评价,提出了一种简单可行的轴线调整措施并取得了实效.【期刊名称】《大电机技术》【年(卷),期】2019(000)005【总页数】6页(P42-47)【关键词】水轮发电机组;盘车;摆度;最小二乘法【作者】冯焕【作者单位】南方电网调峰调频发电有限公司检修试验分公司, 广州 511400;华南理工大学土木与交通学院, 广州 510641【正文语种】中文【中图分类】TM312大型水轮发电机组通常为立式结构,立式水轮发电机组的轴线是由发电机轴(或由上端轴、转子支架中心体及中间轴)和水轮机主轴等共同组成,轴线质量的优劣影响机组的安全稳定运行。
目前,在机组各段轴安装完成后,一般采用盘车方法测量机组轴线各部位的摆度及方位,分析轴线倾斜及偏折情况。
根据盘车时驱动机组旋转的动力不同,可划分为人工盘车、机械盘车和电动盘车等方法。
其中,人工盘车是应用最早、工法最简单、且普遍适用的一种方法。
对于设置弹性推力轴承的机组,则有刚性盘车和弹性盘车两种方式。
对于推力轴承为非弹性支撑结构的机组则不存在弹性盘车。
弹性盘车是指盘车过程中,推力轴承弹性油箱仍处于弹性状态,同时抱推力轴承上下两部导轴承,使大轴呈强迫垂直状态,且垂直测点设置在镜板上平面最大直径处,反映镜板轴向跳动值。
刚性盘车则指盘车过程中,通过采取相关措施使弹性油箱呈刚性,抱紧靠近推力轴承的导轴承,大轴为自然状态。
目前国内对机组盘车也有较多的应用研究。
参考文献[1]~[3]采用最小二乘法计算盘车数据,推导出摆度计算公式,并在金安桥、回龙水电站机组盘车中应用。
文献[4]介绍机组轴线调整中的计算及处理方法。
立式水轮发电机组盘车工艺的研究

立式水轮发电机组盘车工艺的研究刘昊摘要:本文通过对立式水轮发电机组的四种盘车工艺进行分析,对电气盘车工艺和自动盘车工艺进行了比较,肯定了自动盘车的使用优点,并对自动盘车装置的使用和改进提出了一些建议。
关键词:立式水轮发电机组;轴线;自动盘车装置0 前言立式水轮发电机组轴线测量和调整是机组安装和检修中的重要步骤之一,轴线调整质量的优劣将会直接影响机组的安全稳定运行。
而水轮发电机组轴线的测量都是通过对机组进行盘车来进行的。
目前立式水轮发电机组一般有四种盘车工艺,即人工盘车、机械盘车、电气盘车、自动盘车。
1 人工盘车适用于小型立式水轮发电机组,一般用圆盘式盘车工具固定在发电机推力头上,在圆盘上装设推杆,在统一号令指挥下由人工推动推杆对机组进行盘车。
该盘车方式需要的人员多、劳动强度大、工作效率低、工作现场复杂,存在一定的安全隐患,而且测量数据精度和转速受人为因素影响较大。
2 机械盘车适用于中、小型立式水轮发电机组,采用机械式盘车方式,就是利用机械牵引带动机组旋转的盘车方式,一般采用厂房内安装的行车为牵引动力,用滑轮组作钢丝绳导向带动机组旋转测量机组轴线。
机械盘车由于操作简单,不需再购置其他设备,所以在中、小型电站中使用广泛。
其缺点是在使用过程中无法有效监测钢丝绳和导向地铆的荷载变化情况,如机组在盘车过程中发生主轴“憋劲”现象时,将导致钢丝绳损坏和导向地铆拉脱的事故发生,危及人身和设备的安全;另外,在操作中难以自如控制机组的旋转,停点不准确,不能真实反映机组轴线状态。
3 电气盘车3.1 电气盘车方式介绍电气盘车方式是目前大、中型立式水轮发电机组应用最广泛的一种盘车工艺,当水轮发电机采取电气盘车时,同步发电机是处在步进电动机状态。
原理是电气盘车时发电机的转子通入直流电励磁,定子三相也以一定的顺序轮流通入直流电。
则该相定子就会受到顺时针(或反时针)的磁力,根据作用力与反作用力原理,转子就会受到反时针(或顺时针)的磁力。
盘车计算方法
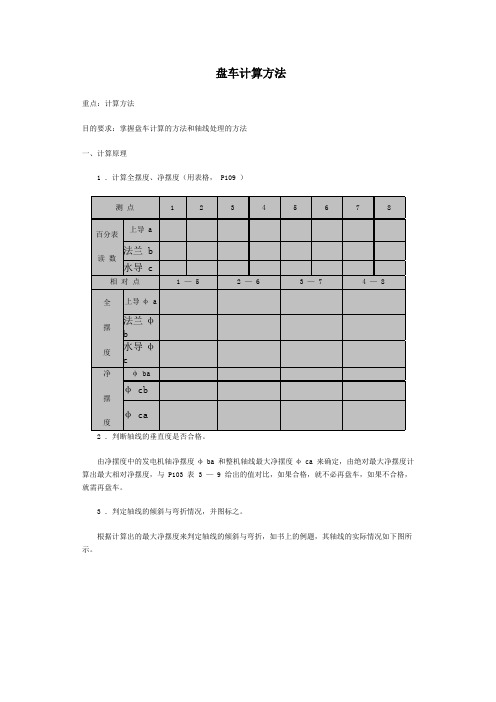
盘车计算方法重点:计算方法目的要求:掌握盘车计算的方法和轴线处理的方法一、计算原理1 .计算全摆度、净摆度(用表格, P109 )2 .判断轴线的垂直度是否合格。
由净摆度中的发电机轴净摆度φ ba 和整机轴线最大净摆度φ ca 来确定,由绝对最大净摆度计算出最大相对净摆度,与 P103 表 3 — 9 给出的值对比,如果合格,就不必再盘车,如果不合格,就需再盘车。
3 .判定轴线的倾斜与弯折情况,并图标之。
根据计算出的最大净摆度来判定轴线的倾斜与弯折,如书上的例题,其轴线的实际情况如下图所示。
4 .选择轴线处理的方法① 、对发电机轴线的处理,磨削绝缘垫。
② 、对整机轴线的处理,也是磨削绝缘垫。
③ 、对于水轮机轴线与发电机轴线弯折不合格的,可磨削水轮机的上法兰面。
5 .轴线处理时的最大磨削量的计算(大小)① 、发电机轴线纠正时,绝缘垫的最大磨削量计算δ—绝缘垫上的轴线倾斜方向上的最大磨削量D —推力头的直径φ ba —轴线倾斜方向上的最大净摆度L 1 —上导处百分表与法兰处百分表的轴长② 、整机轴线的处理,绝缘垫的最大磨削量计算δ1—绝缘垫上轴线倾方向上的最大磨削量D —推力头的直径L 1 —同上L 2 —法兰处和水导处百分表之间的轴长③ 、水轮机轴与发电机轴弯折较大的,磨削水轮机法兰面的最大磨削量计算δ—法兰面上的最大磨削量d —法兰面的直径φ cb —水导处的最大净利摆事实度L 2 —法兰处和水导处百分表之间的轴长6 .轴线处理时磨削的最大方位① 、对于绝缘垫的处理A .由计算出的净摆度确定( 1 )、当计算出的四个净摆度中,只有一个的绝对值最大,其它各值与它比较,相差大于 3 丝以上。
轴线的倾斜方位就是该净摆度对应的倾斜点,磨削时就按该点进行,并分区按比例磨削。
( 2 )、当计算出的四个净摆度中,有一个的绝对值最大,但另有一个净摆度与之相差小于 2 丝。
则轴线的倾斜方位应介于该两个倾斜点之间,则其实际最大净摆度按下述方法计算β—实际最大倾斜方向与计算中的最大倾方向的夹角T 1 —计算出的最大净摆度T 2 —计算出的次最大净摆度T —实际最大净摆度问题:① 、如何图标轴线的倾斜情况?② 、对轴线的处理有哪两种方法?。
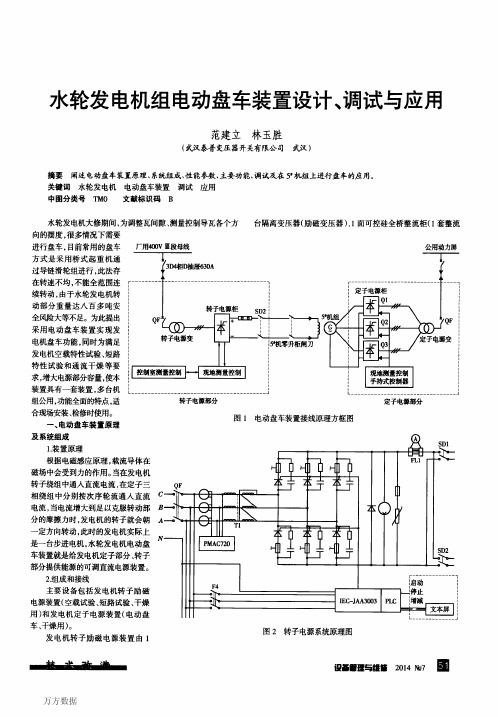
水轮发电机组电动盘车装置设计、调试与应用
-0.2l --0.01 -0.001
o.002 -0.01
0.22 -0.02
-0.004 -0.015 -0.02 -0.005 0.05 O.02 -0.025
(绝对)
0.02
0.01 O.02 0.015 0.04
备状态。投入转子电源装置跳5。机灭磁开关回路压板(转子盘
Y X
表3摆度统计计算及分析比较,mm
方向
X Y X --0.24 --0.47
经计算的摆度值
-0.10 -0.47 0.01 0.01 0.02 0.002 0.07 O.17
摆度 允许值
0.50
转子和定子电源柜内主回路及控制回路接线端子连接、主回路 绝缘、盘内通电检查、电源变压器绕组及铁芯绝缘正常后按盘车
频器安装在MCC。风机就地操作箱(就地箱)在风机现场,内有
800
受油器操作油管
Y X
上导
Y X
A,手动按顺序切换盘车启动按钮,发电机转子能够按规定
下导
转向均匀转动。 4.在5。机组上的应用
Y X
(1)盘车前的准备。①盘车前顶起转子,在推力瓦与镜板间 注入洁净的透平油;②各导轴承注人洁净的透乎油;③检查定、
转子和叶片、转轮室之间的间隙,确认转动部分与固定部分无接
1000
—9
0 --4 一3 28 13
下导
Y X
6
O —1 -2 -6
5
--4 —5 23 16
镜板
Y X
水导
Y
A以上,观察输出电压、电流稳定,温升正
位置
表2全摆度数据统计表巾.01
相对点
简述二道桥电站机组盘车数据的分析方法

二 道 桥 电 站 水 轮 发 电 机 组 为立 轴 悬 式 空 冷 凸极 式 同 步 发 空气冷却器 。冷却器 工作压力 02 a . a . MP  ̄06 MP ,试验压力 为 电机 组 , 组 型 号 为 s 一751/4 0 额 定 容 量 2 . 机 F2 . 03 0 , — 75 MW , 端 09 a 机 . MP 。发 电机 与水轮机组装完毕后 , 应按 国标规定 的方法检
一
、
机 组 盘 车 的 目 的和 方 法
机组盘 车的 目的是 : 检查转 动部件是否 同心 , 大轴是 否弯
铁芯 、 定子 线圈 、 铜环 引线、 端箍装配等 组成 , 定子在 厂 内迭 片
曲; 检查镜板 与主轴是 否垂直 ; 检查机 组各 导轴承 回转 中心与
下线 , 工 地 组 装 成 整 圆 , 下 合 缝 线 , 子 机座 组 圆 等 专 用 工 理论旋转中心的偏离值 ; 在 并 定 检查联轴法兰是否同心。机 组盘车的
质硅钢 片冲制而成 。铁芯外径为 ( 5 0 mm, P 10 内径 甲4 4 mm, 40
划 上 启 始 盘 车 点 , 以 此 点 为 起 始 点 沿 圆 周 逆 时 针等 分 测 量 部 再
采用鸽尾 筋固定结构 。定子绕组为双层迭绕组 , 6支路 Y 形连 位 并 编 号 , 为 机 组 盘 车 测 量 点 。水 机 轴法 兰 与水 导轴 承 处 测 作
接 , 高 场 强 绝 缘 系 统 , 用 热 模 压 工 艺 成 型 , 进 行 防 晕 处 点 在 联 轴 后 以发 电机 法 兰 处 起 始 盘 车 点 为 基 准 , 行 盘 车 点 的 F级 采 并 进 理, 具有 良好 的 电 气性 能 。定 子机 座 上 开 设 2个 送 风 孔 , 风 管 划 分 在 推 力 头 、 导 轴 承 、 电机 法 兰 处 对 应 盘 车 点 的位 置 各 暖 下 发