003-定、转子铁芯
航天高精度惯性仪表清洗技术综述

专论与综述清洗世界Cleaning World 第37卷第1期2021年1月文章编号:1671-8909 (2021 ) 1-0115-003航天高精度惯性仪表清洗技术综述严小军,李彦博,唐照芳,李宁,陈洸(北京航天控制仪器研究所,北京100854)摘要:针对航天高精密仪表生产过程中的多余物清除难题,结合典型零部件清洗工艺,综述了航天精密仪表清洗工艺现状,并对高精度、高性能精密仪表的清洗技术的发展进行了展望。
关键词:高精度仪表;多余物;清洗技术;检测技术中图分类号:V19 文献标识码:B〇引言 1航天高精度仪表清洗技术现状与发展趋势航天高精度仪表(陀螺和加速度计)是惯性测量和 制导系统中的基本测量元器件,通常安装在箭(弹)体 内,通过对速度、角度的测量和积分获取箭(弹)体的 方位、姿态和轨道等重要信息。
因此,仪表的性能和精 度直接影响了制导系统的精度和可靠性。
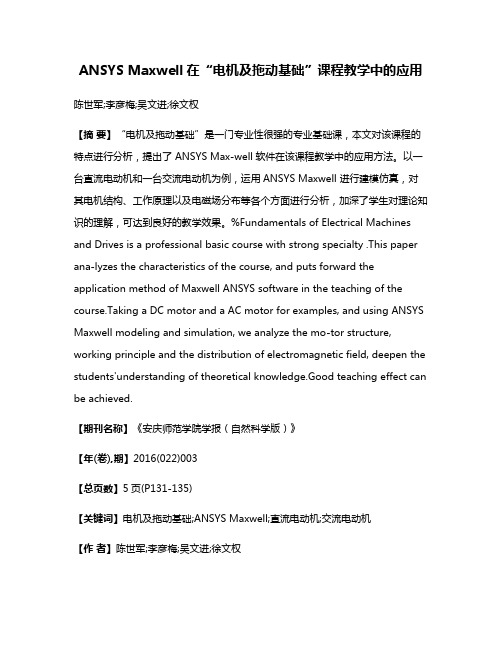
航天高精度仪表内部结构复杂、紧凑,机械加工和 装配精度要求非常高(如图1所示),部分关键组件的 尺寸精度、形状误差和配合精度达到了微米和亚微米级,表面粗糙度甚至小于Ra 0.025 um。
因此,极微量的多 余物就会对仪表可靠性带来重要影响,严重时甚至发生 饱和输出异常、马达卡死、参数漂移、精度超差甚至失 效等故障。
清洗是有效清除和避免多余物的重要方法之一。
在 高精度仪表成百上千个大大小小零组件的机加和装配过 程中,清洗工艺始终贯穿于各个环节。
本文对航天高精 度仪表清洗技术进行归类和分析,并对发展趋势进行了 展望。
1.1溶剂清洗技术溶剂型清洗主要是利用“相似相容”特性,通过溶 剂对多余物或污物的溶解作用,并辅助摩擦、擦拭、刷 洗等外力作用,将多余物或污物去除。
1.1.1有机溶剂清洗常用的有机溶剂主要有烃类(石油)、卤代烃、醇类、酮类等,这类清洗剂的特点是溶剂表面张力小、流动性 好、挥发性强,清洗过后的零件表面溶剂残留少。
目前 国内航天仪表零组件的机加、装配过程仍沿用有机溶剂 清洗工艺,尤其在仪表浮油的清除方面,仍采用0?(^- 113(1,1,2-三氯-1,2,2-三氟乙烷)、1,1,1-三氯乙烷(MCF)等溶剂,甚至在体系中添加表面活性剂、增溶剂等助剂,提高溶剂对油污的增溶、乳化和分散效果,实现更好去 除油脂和污垢。
ANSYS Maxwell在“电机及拖动基础”课程教学中的应用
ANSYS Maxwell在“电机及拖动基础”课程教学中的应用陈世军;李彦梅;吴文进;徐文权【摘要】“电机及拖动基础”是一门专业性很强的专业基础课,本文对该课程的特点进行分析,提出了 ANSYS Max-well软件在该课程教学中的应用方法。
以一台直流电动机和一台交流电动机为例,运用ANSYS Maxwell 进行建模仿真,对其电机结构、工作原理以及电磁场分布等各个方面进行分析,加深了学生对理论知识的理解,可达到良好的教学效果。
%Fundamentals of Electrical Machines and Drives is a professional basic course with strong specialty .This paper ana-lyzes the characteristics of the course, and puts forward the application method of Maxwell ANSYS software in the teaching of the course.Taking a DC motor and a AC motor for examples, and using ANSYS Maxwell modeling and simulation, we analyze the mo-tor structure, working principle and the distribution of electromagnetic field, deepen the students'understanding of theoretical knowledge.Good teaching effect can be achieved.【期刊名称】《安庆师范学院学报(自然科学版)》【年(卷),期】2016(022)003【总页数】5页(P131-135)【关键词】电机及拖动基础;ANSYS Maxwell;直流电动机;交流电动机【作者】陈世军;李彦梅;吴文进;徐文权【作者单位】安庆师范大学物理与电气工程学院,安徽安庆246133;安庆师范大学物理与电气工程学院,安徽安庆246133;安庆师范大学物理与电气工程学院,安徽安庆246133;安庆师范大学物理与电气工程学院,安徽安庆246133【正文语种】中文【中图分类】TP343“电机及拖动基础”是研究电机与电力拖动系统基本理论问题的课程,是自动化、电气工程及其自动化等专业的一门重要专业基础课,需要紧密联系科学实验与生产实际[1-2]。
电力系统运行方式

38、横联差动保护可作为()的主保护。
(A)单电源线路(B)双电源线路(C)平行线路(D)单电源环形网络线路
答: C
39、输电线路横联差动方向保护,一般要求保护相继动作区()线路全长。
(A)小于60%(B)小于等于50%(C)小于30%(D)小于50%
答:B
40、变压器的瓦斯保护能反应()。
(A)变压器油箱内的故障(B)油面降低(C)变压器油箱内故障和油面降低(D)引出线短路
(A)相间短路(B)两相接地短路(C)三相短路(D)接地短路
答: C
55、发电机低电压起动的过电流保护,低电压元件的作用是反应保护区内()故障。
(A)相间短路(B)单相接地(C)接地短路(D)三相短路
答: A
56、发电机负序过电流保护是反应定子绕组电流不对称,而引起的()过热的一种保护。
(A)定子铁芯(B)转子绕组(C)转子铁芯(D)定子绕组
(A) 2.5 (B) 5 (C)7.5 (D)10
答: B
4、中性点直接接地系统,最常见的短路故障是()。
(A)金属性两相短路(B)三相短路(C)两相接地短路(D)单相接地短路
答: D
5、保护用的电流互感器二次所接的负荷阻抗越大,为满足误差的要求,则允许的()。
(A)一次电流倍数越大(B)一次电流倍数越小(C)一次电流倍数不变(D)一次电流倍数等于1
答:D
23、确定零序保护的最大零序电流时,短路类型应()。
(A)应对单相接地短路或两相接地短路进行比较(B)三相短路
(C)两相接地短路(D)应对相间短路或接地短路进行比较
答:A
24、中性点非直接接地系统发生单相金属性失地时,故障点的电容电流与()有关。
(A)电网电压(B)电网电压及该级电压电网中线路长度(C)线路组抗(D)系统运行方式
发电机绕组油污的清洗和防漏油措施
并在风室空冷器上部铺一层塑料布,防止清洗定子 线圈时造成二次污染。将喷枪接上压缩空气后, 检 查空气中是否含有水分。
1.2.3 化学清洗 用 1 加仑喷壶或DUZ- ALL 2 号金属喷壶将 爱斯一 DUTY 清洗液均匀喷洒于定、转子绕组 25/ 和铁芯上, 用柔软的毛刷轻轻清扫, 进行机械清洗 接着, 161号喷枪 ( 接 0.6 一0.8 MPa 气源) 吸 用 管吸人爱斯一 DUTY 仔细喷洗。喷洗的溶剂可 25/ 将油垢溶解并 剥离, 使手摸不到的地方也能被清洗
同等电气工况下运行时,若定子绕组的温度降低了
2 发电 机清洗应注意的问 题 (1) 清洗发电机是一项专业性较强的工作, 且 工作量大。为了安全地完成任务, 事前要做充分、 细致的准备工作。 (2) 召集有关人员培训、布置工作、交代有关 注意事项。因为正确的清洗方法和认真负责的工作 态度对清洗效果有很大影响。 (3) 工作前应填写工作票, 做好安全措施。 (4) 清除发电机周围的杂物,特别是火源和高 温物体。若温度很高,爱斯 一 DUTY 清洗液容 25/ 易被引燃, 很危险。 (5) 在绝缘受油污腐蚀严重的情况下,用爱 斯一 DUTY 清洗时, 25/ 老化的绝缘材料可能剥离、
发电机绕组油污的清洗和防漏油措施
杜培华
( 山东恒通化工股份有限公司热电 厂,山东 郑城 276100)
山东恒通化工股份有限公司热电 厂4 号发电机 型号为QF- 60- 2, 额定功率60 MW, 定子额定电 压 6 300 V, 定子额定电流6 469 A, 密闭式空气冷 却, 静止可控硅励磁, 励磁电流 1 003 A。该发电 机自2000 年 10 月投人运行以来, 一直存在两侧轴 瓦漏油和喷油雾的情况。从停机抽转子检查情况来 看, 定、 转子铁芯和线圈乌黑, 沾满油灰, 定、转 子绕组绝缘受到严重侵蚀; 定子两端底板积了一层 油, 并注入空冷器底部, 对发电 机的安全运行造成 严重影响。因此, 有必要对该发电 机的绕组进行彻
中厚板轧机主传动同步电机转子结构缺陷改进

中厚板轧机主传动同步电机转子结构缺陷改进燕劲松【摘要】针对太钢集团临汾钢铁有限公司在生产过程中出现的中板生产线粗、精轧机主传动同步电机多次扫膛的事故,对其发生的事故原因进行综合分析.对造成事故的轧机主传动同步电机(BPT5000-125000 KW)转子结构中磁极、撑块组件、楔形键存在的缺陷分别进行改进,杜绝了轧机主传动同步电机磁极松动、撑块组件螺栓断裂形成同步电机扫膛事故,提高了中板生产线的作业率.【期刊名称】《山西师范大学学报(自然科学版)》【年(卷),期】2017(031)003【总页数】4页(P59-62)【关键词】同步电机;转子;磁极;撑块组件;楔形键【作者】燕劲松【作者单位】太钢集团临汾钢铁有限公司,山西临汾041000【正文语种】中文【中图分类】TM76随着交-交变频技术的发展,大型轧钢设备主传动大都采用大功率同步电机直接传动,相对于直流传动系统,其优势为减少电机的专业维护,提高供电系统的功率因数,降低系统转动惯量,提高系统动态特性,增强设备控制精度.大功率同步电机作为系统的执行单元必须具有一定的可靠性、稳定性和准确性.1 问题的提出BPT5000-12 5000 KW同步电机是由东方电机厂生产的大型同步电动机,使用于太钢集团临汾钢铁有限公司中板生产线轧机主传动.控制装置采用SIEMENS公司的SIMADYN D全数字矢量控制系统,是中板生产线的关键设备之一.表1 轧机主传动同步电机电气数据Tab.1 Ectrical data of main drive synchronous motor指标上辊电机下辊电机指标上辊电机下辊电机型号BPT5000⁃12BPT5000⁃12形式同步电机同步电机额定功率5000KW5000KW过载2.5倍/1分钟2.5倍/1分钟转速(rpm)45/14045/140频率(Hz)4.5/114.5/11定子电压1650V1650V额定相电流1900A1900A励磁电压220V220V励磁电流465A465A极数1212绝缘等级FF磁极结构凸极凸极定子结构整体结构不分瓣整体结构不分瓣该设备于2005年8月31日单机调试,同年10月1日投入运行.自投入运行后,分别于2005年12月、2006年7月、2009年9月、2011年3月多次发生主传动同步电机转子绕组变形、磁极松动、铁芯短路环断裂、大小键松动、撑块组件螺栓断裂(图1)、电机扫膛(图2),定、转子严重损坏报废,造成生产长时间中断,其中两次返厂大修重新制作定子,企业损失巨大,对中板生产造成极大的影响,急需对其进行结构改进.图1 撑块组件螺栓断裂扫膛图Fig.1 Fracturediagramofboltforbracecomponent图2 定子扫膛图Fig.2 ThesweepingmapofStator2 事故综合分析根据转子结构图(图3)可以看出,转子磁极2是,燕尾键形式采用大楔形键8紧固在转子轴1上,磁极的装配是由转子绕组3套装在磁极铁芯上由小楔形键7顶起绕组托板9的方法紧固,磁极间由撑块组件4、5、6将磁极绕组隔离并紧固防止在电磁力作用下磁极绕组变形造成相邻磁极绕组短路.整体结构在理论上是可行的. 1转子轴:动力传递;转子磁极装配;2转子磁极:转子绕组装配;磁路建立;3转子绕组:励磁电磁场建立;4自锁垫片组合:防止撑块螺栓松动;5撑块螺栓:紧固撑块;6转子撑块:隔离各转子绕组;防止绕组受热、电磁力变形;7小楔形键:紧固绕组;8大楔形键:紧固磁极;9绕组托板:整体托紧绕组图3 改进前转子结构图Fig.3 Imperfect rotor structure drawing但从实际发生的事故现象来看,发生撑块组件螺栓断裂是造成同步电机扫膛的主要原因,而撑块组件螺栓断裂都伴随着相邻磁极的大、小楔形键松动.具体受力分析如下:1.在同步电机定子旋转磁场和励磁电流的作用下产生电动力矩带动电机旋转.由于中厚板往返可逆轧制负荷冲击很大的特殊性,磁极绕组产生径向冲击,而紧固磁极绕组的小楔形键不是与磁极铁芯等长的,故易发生松动,使得磁极绕组发生径向运动并产生位移.磁极绕组的位移冲击撑块组件,撑块螺栓紧固是刚性的,在巨大的冲击力作用下达到其疲劳强度后则发生断裂.2.由于转子磁极铁芯是由矽钢片堆叠而成,表面粗糙度大.如果在装配转子磁极工艺过程中不严格;对燕尾槽及磁极铁芯打磨精度不够;大楔形键研磨接触面积<80 %;大楔形键热装配工艺要求不严;在轧机冲击负荷作用下,就会导致大楔形键焊口开裂、松动,从而对撑块组件冲击造成撑块螺栓断裂.3.断裂的撑块螺栓在只有10 mm的电机气隙中,在同步电机转子转动的情况下对同步电机的定、转子铁芯及绕组造成很大的物理伤害,形成电机烧损事故.3 结构改进方案及实施通过事故综合分析,紧固磁极的大楔形键松动、紧固磁极绕组的小楔形键松动是造成事故的主要原因;撑块组件中撑块螺栓与撑块的刚性连接无缓冲是事故发生的次要原因.结合东方电机厂的设计原理,在不变动各项参数的情况下进行如下改进(图1转子轴:动力传递;转子磁极装配;2转子磁极:转子绕组装配;磁路建立;3转子绕组:旋转电磁场建立;4自锁垫片组合:防止撑块螺栓松动;5撑块螺栓:紧固撑块;6碟形垫片:防止撑块螺栓松动;降低对撑块螺栓冲击力;7转子撑块:隔离各转子绕组;防止绕组受热、电磁力变形;8大楔形键:紧固磁极;9绕组托板:整体托紧绕组;10磁极托板焊接:确保转子磁极与绕组为一整体图4 改进后转子结构图Fig.4 Improved rotor structure diagram3.1 燕尾键装配工艺改进在磁极装配过程中工序参数严格把控.关键点为:燕尾槽清扫研磨;磁极矽钢片堆叠燕尾键清扫研磨;大楔形键研磨确保接触面>80 %;热装配温度控制(转子轴温度、磁极温度);大楔形键打紧后焊接等.3.2 磁极绕组固定方式改进原磁极绕组的紧固是利用小楔形键顶起的紧固方式,虽然便于对损坏的转子绕组进行更换,但因小楔形键易松动,无法紧固磁极绕组.权衡利弊故取消小楔形键顶起的紧固方式.采用绕组与磁极之间填充浸润无溶剂室温固化胶的绝缘无纺毡粘接,绕组托板预紧焊接(图5、图6).使得转子绕组与磁极紧密固化为一体,消除任何间隙.虽然使今后在更换电机转子绕组时有些难度,但杜绝了绕组松动而烧损电机的可能.图5 磁极绕组固化胶紧固粘接Fig.5 PicturefourFasteningandbondingofcuringglueformagneticpolewinding图6 绕组托板焊接Fig.6 Windingplatewelding3.3 撑块组件紧固增加碟形弹簧锁片双锁紧鉴于原转子撑块螺栓紧固为普通螺栓加平垫紧固,在受到冲击力时没有缓冲致使螺栓断裂.故改进为转子撑块螺栓加碟形垫片和平垫自锁,降低冲击力对螺栓的破坏3.4 撑块组件紧固螺栓强度加强原转子撑块螺栓是采用M16的普通螺栓.改进为采用M20的高强度螺栓,增加螺栓的紧固力,提高螺栓的抗拉强度,确保转子撑块螺栓在受到运行过程轧制冲击力冲击时免受断裂损坏.4 结语通过对同步电机转子结构中大、小楔形键、磁极绕组装配、撑块组件的改进,提高了同步电机的抗轧制负荷冲击能力,消除了同步电机的设备隐患,杜绝了同步电机扫膛的事故发生.太钢集团临汾钢铁有限公司中厚板生产线作业率显著提高,大大增加了企业的经济效益.【相关文献】[1] 东方电机厂.总装配图[Z].1J7095,2005.[2] 东方电机厂.转子装配图[Z].1J7007,2005.[3] 东方电机厂.技术条件[Z].J2221,2005.[4] 东方电机厂.交交变频同步电动机安装使用维护说明书[Z].AJ-14,2005.。
铸铝转子

常州里戈勃劳伊特新亚电机有限公司发布前言铸铝转子是交流异步电动机的主要部件之一,其质量对电动机的起动性能和运行性能影响很大。
为使电机用铸铝转子的材料、结构合理,工艺稳定,从而提高电机性能,降低生产制造成本,特制定本采购规范。
本采购规范是在总结多年来电机生产过程中铸铝转子的制造、使用的经验基础上制铸铝转子1范围本采购规范规定了电机用铸铝转子的材料、技术要求、检验方法、检验规则、标志、包装与贮存的要求。
本采购规范适用于本公司生产的电机使用铸铝转子。
2引用文件GB/T1804一般公差未注公差的线性和角度尺寸的公差GB/T2828逐批检查计数抽样程序及抽样表RS/JSGF002定、转子冲片采购规范b)成组气泡或夹杂的最大尺寸不大于1.5mm,且深度不超过端环厚的1/5,在外圆小于φ55的端环每端数量不多于3个;在外圆大于φ55的端环每端数量不多于5个。
组与组间的距离不小于50mm。
3.7端面防锈要求表面涂淡黄色防锈漆处理(由江阴创易特种绝缘材料有限公司提供的JDZ定转子专用防锈漆),表面镀层应能满足在5%氯化钠水溶液、温度在35±2℃条件下连续喷雾48h的盐雾试验,无严重腐蚀及镀层脱落现象,按等级4级判别;3.8有害物质供应商应保证供应给我司的产品满足欧盟RoHS指令要求,其中铅,汞,镉,六价铬,聚溴二苯醚(PBDE),聚溴联苯(PBB)等有害物质含量符合我司要求:铅≤600ppm、镉≤60ppm、汞≤600ppm、六价铬≤600ppm、PBB≤600ppm、PBDE≤600ppm,六种物质总和<600ppm。
每年必须提供由权威第三方检测机构出具的检测报告交给我司备案。
4检验方法4.1材料检验析仪检验其中铁及硅的含量,检验结果符合本采购规范的规定。
4.2尺寸检验用游标卡尺测量铸铝转子外圆尺寸、端环外径尺寸及各段轴向尺寸,用轴检测样棒检测铸铝转子铁芯孔,用百分表测量铝环端面跳动等,检验结果符合图纸及本采购规范的规定。
简要分析小型电机定转子铁芯冲压级进式模具
微特电机SMALL & SPECIALELECTRICAL MACHINES1999年第27卷第1期vol.27no.1 1999简要分析小型电机定转子铁芯冲压级进式模具顾飞跃【摘要】通过对日本小型电机定转子铁芯生产技术及设备的简要分析,希望国内同行引进此种设备时得到一点借鉴,避免盲目引进,从而提高市场的竞争能力。
【关键词】小电机定转子铁芯冲压级进式冲压模具1 概述定转子铁芯级进式冲压模是一种冲制定转子冲片并把定转子冲片直接叠压成定子和转子铁芯的模具,这样可以省去定子铁芯的铆压或焊接工序及转子铁芯的齐片扭槽工序,并且定转子铁芯的长度及转子斜槽的角度可以通过调节模具中的控制器来改变。
该模具使得定转子铁芯单件制造工时短,生产批量大,制造成本低,并且生产出来的定转子铁芯尺寸精度高、电气性能好。
日本的电机生产厂与生产电机工装及设备的制造厂基本上是独立分开的,也就是讲,引进此设备前,对电机某零件部的质量要求及对方能达到什么要求必须了解清楚,做到知已知彼才能确保引进的设备接近时代的先进水平。
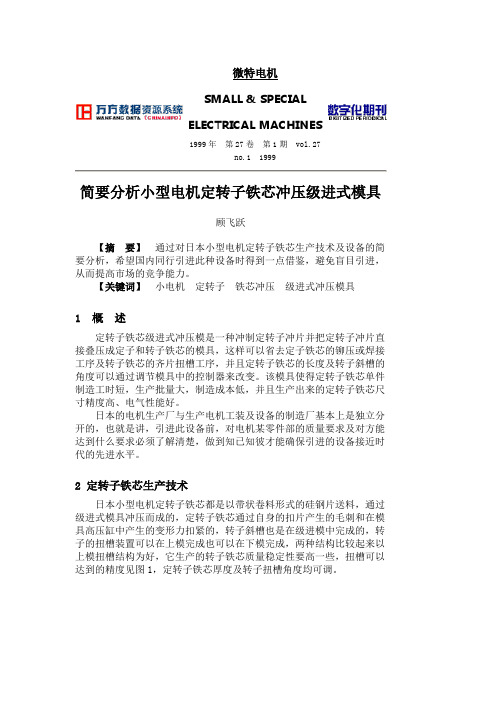
2 定转子铁芯生产技术日本小型电机定转子铁芯都是以带状卷料形式的硅钢片送料,通过级进式模具冲压而成的,定转子铁芯通过自身的扣片产生的毛刺和在模具高压缸中产生的变形力扣紧的,转子斜槽也是在级进模中完成的,转子的扭槽装置可以在上模完成也可以在下模完成,两种结构比较起来以上模扭槽结构为好,它生产的转子铁芯质量稳定性要高一些,扭槽可以达到的精度见图1,定转子铁芯厚度及转子扭槽角度均可调。
t—齿距;K—比例系数图 12.1 对硅钢片的技术要求以厚度δ0.5为例:δ=0.5±0.05,月亮弯≤0.5/m,毛刺≤0.05,材料宽度公差≤0.2。
2.2 对定转子冲片扣片形式的选择由于定转子铁芯的扣紧力是由本身扣片产生的,转子一般要求斜槽,转子铁芯铸铝,因此定转子铁芯对扣片产生扣紧力的要求是不同的,不同形状的机片形式产生的扣紧力也不同。
第1章.水轮发电机运行规程

中国水电顾问集团正安开发有限公司企业标准第一章.水轮发电机运行规程2014-04-01 发布 2014-04-01 实施中国水电顾问集团正安开发有限公司发布第1章.水轮发电机运行规程1 适用范围本《规程》规定了沙阡水电站水轮发电机的运行、维护标准。
本《规程》适用于沙阡水电站水轮发电机的运行、维护管理。
2 规范性引用文件下列文件对于本《规程》的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本《规程》。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本《规程》。
GB7894—2001 水轮发电机基本技术条件GB8564—2003 水轮发电机组安装技术规程DL/T596—1996 电力设备预防性试验规程DL/T751—2001 水轮发电机运行规程DL/T817—2002 立式水轮发电机检修技术规程中华人民共和国 GB 26860-2011《电力安全工作规程(发电厂和变电站电气部分)》3 术语和定义下列术语适用于本《规程》3.1 水轮发电机水轮发电机是指以水轮机为原动机将水能转化为交流电能的三相同步发电机,以下简称发电机。
3.2 空转发电机已达到额定转速,但未起励。
3.3 空载发电机已达到额定转速,起励到额定电压,但未并列。
3.4 可调出力机组实际可能达到的发电能力。
3.5 旋转备用指运行正常的发电机组维持额定转速,随时可以并网,或已并网但仅带一部分负荷,随时可以加出力至额定容量的发电机组。
3.6 零起升压发电机由零起逐步升高电压至预定值或额定电压。
3.7 进相运行发电机定子电流相位超前其电压相位运行,发电机吸收系统无功。
3.8 滞相运行发电机既向系统输送有功功率又输送无功功率,功率因素为正,这种运行状态称为迟相运行。
3.9 甩负荷带负荷运行的发电机所带负荷突然大幅度降至某一值。
3.10 发电机灭磁发电机灭磁是将发电机励磁电源切除,再通过一定的方式来消除残余的磁场从而达到消除发电机电压的目的,以下简称灭磁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常州里戈勃劳伊特新亚电机有限公司采购规范
RS/JSGF 003
REV: A/0
定、转子铁芯
2006-07-18发布2006-07-28实施常州里戈勃劳伊特新亚电机有限公司发布
前言
为了提高产品质量,规范外协材料的采购,降低成本,保证产品质量、性能及安全,确保产品的质量监督和管理。
对本公司电机所用的定、转子铁芯技术要求、检验方法、检验规则等,特制定本采购规范。
本采购规范作为公司产品设计、采购、制造、检验的基本依据,有利于提高产品质量,促进技术交流。
本采购规范由本公司技术部提出并负责起草。
本采购规范主要起草人:管伟。
本采购规范批准人:王定诚。
定、转子铁芯
1 范围
本采购规范规定了电机用定、转子铁芯的技术要求及检验规范。
本采购规范适用于空调类电机及洗涤类电机的定、转子铁芯。
2 引用标准
GB/T1804 公差与配合 未注公差尺寸的极限偏差. RS/JSGF 002《定、转子冲片采购规范》。
3 定义
本标准中的定子铁芯是指嵌线前叠压成一体的定子冲片;转子铁芯是指转子铸铝前叠压成一体的转子冲片。
4 要求
4.1 一般要求
定、转子铁芯应符合本标准的要求,并按经规定程序批准的图样及技术文件制造。
4.2 材料要求
定、转子铁芯冲片应符合RS/JSGF 002《定、转子冲片采购规范》的要求。
4.3 技术要求 4.3.1 定子铁芯
4.3.1.1 定子铁芯叠压必须使用经检查符合RS/JSGF 002《定、转子冲片采购规范》的要求的冲片。
4.3.1.2 铁芯冲片应叠压整齐、紧密,不应有松动、张开现象。
要求槽口平直,无尖角、毛刺和污物,齿部弹开高度≤0.5㎜。
4.3.1.3 图纸无特殊要求时,定子铁芯外圆直径公差为ΦD +0.04
; 定子铁芯长度及公差为L ±0.25,测
量位置为靠近铆压处。
槽形尺寸应以按冲片槽形名义尺寸A -0.05
-0.08制成的样棒可顺利通过为标准。
定子铁芯内外圆同轴度为φ0.05,定子铁芯端面对内圆的垂直度为0.20。
其它未注尺寸公差按GB/T1804-m 的规定。
4.3.1.4 定子铁芯压装方法可以是铆钉铆压、氩弧焊或使用扣叠自锁结构。
扣紧力均应≥200N 。
4.3.1.5 定子铁芯表面应进行电泳防锈处理,电泳颜色为无色透明,电泳层厚度0.015±0.003mm.。
能通过24h 盐雾试验,表面无严重腐蚀及镀层脱落现象。
4.3.1.6定子铁芯必须有足够重量的冲片。
冲片的重量按公式1计算
公式1: G=K ρSL
式中 G 铁芯冲片的重量
K 叠压系数 取0.96~0.97
ρ 硅钢片密度 S 冲片的理论面积 L 铁芯长度
4.3.2转子铁芯(高冲)
4.3.2.1 转子铁芯叠压必须使用经检查符合RS/JSGF 002《定、转子冲片采购规范》的要求的冲片。
4.3.2.2 转子铁芯必须有足够重量的冲片。
冲片的重量按公式1计算。
4.3.2.3 转子铁芯冲片应方向一致、叠压紧密、槽口平直,槽斜度公差按GB/T1804的C 级。
转子铁芯外圆直径为ΦD 。
图纸无特殊要求时,转子铁芯长度公差为L ±0.25。
转子铁芯内外圆同轴度为φ0.04,转子铁芯端面对内圆的垂直度为0.20。
4.3.2.4 转子铁芯轴孔的公差按表1:
表1:
4.3.2.6转子铁芯必须有足够重量的冲片。
冲片的重量按公式1计算。
5.检验方法
5.1 材料检验
材料性能由材料供应商做试验,并提供试验报告单或产地证明,要求铁芯生产厂家每三个月提供一次硅钢片原厂家质量证明书。
5.2 外观质量检验
5.2.1定、转子铁芯外观质量检验
检测方法为目测,要求定、转子铁芯内外圆表面光滑,无毛刺,无离片、歪片和变形现象,无振纹和拉伤的痕迹,无生锈、油多。
5.3 尺寸检验
定子铁芯和转子铁芯的外形尺寸及形位公差尺寸的进货检验方法如表2所示
5.4 定子铁芯扣紧力检验
将铁芯用502胶水粘与相应砝码上进行检测。
5.5 定子铁芯电泳层厚度检验与盐雾试验
定子铁芯电泳层厚度检验用测厚测试;盐雾试验采用盐雾试验箱测试(按RS/QGC 010操作).
5.6定子铁芯的净铁重按公式1进行计算,用天平进行检测。
转子铁芯的净铁重按公式1进行计算,用天平进行检测。
6 检验规则
定、转子铁芯检验分进货检验和型式检验.
6.1 进货检验
6.1.1 采购进厂的每批定、转子铁芯必须经过进货检验,进货检验的项目、要求、检验方法、质量特性见表3。
6.1.2 进货检验采用抽检,抽检的数量及抽样方法按GB/T2828的规定执行,其中检验水平为S-2,合格质量水平AQL值按如下选用
a) A类合格质量水平AQL=1.0.
b) B类合格质量水平AQL=2.5。
c) C类合格质量水平AQL=4.0。
6.2 型式检验
6.2.1 下列情况之一,应进行型式检验:
a ) 样品确认及生产厂家变更时;
b ) 连续供货每年至少进行一次;
c ) 间隔一年以上使用时;
d ) 产品的设计、工艺、材料有重大变动时;
e ) 进货检验结果与上次型式检验有较大差异时;
f ) 主管部门认为有必要时。
6.2.2 型式检验的检验项目、要求、检验方法、质量特性见表3。
6.2.3 型式检验的样品应从经进货检验合格的同批产品中抽取,每次抽样不少于3台,在检查中,如发现有不合格项目,允许加倍抽样复检不合格项目,复检仍不合格,则该批产品判为不合格品。
7 标志、包装及储存
7.1 标志
产品包装箱显眼处应标明产品名称、合格证、型号规格、数量、生产日期、制造厂名、批号、执行标准、厂址及三防标志。
7.2 包装
定、转子铁心需采用专用铁箱或木箱进行周转,层与层之间采用纸板隔开,每层定、转子铁芯叠放平整。
7.3 贮存
7.3.1 定、转子铁芯进厂检验合格后,质量保证期为半年。
在质量保证期内,不得出现生锈、表面氧化等表面缺陷。
7.3.2 存放时,注意做好防尘、防潮、防酸的措施,应用塑料薄膜覆盖。