过滤器切粒机
切粒机操作规程
切粒机操作规程一、引言切粒机是一种用于将农作物的谷物或颗粒状物料切割成一定长度的机械设备。
为了确保切粒机的安全运行和有效操作,制定本操作规程,明确切粒机的操作流程和注意事项。
二、操作准备1. 检查设备:在操作切粒机之前,必须仔细检查设备的各项部件是否完好。
特别要注意刀片的磨损情况,如有需要,及时更换刀片。
2. 环境检查:确保操作环境干燥、通风良好,并清除杂物和易燃物。
3. 穿戴安全装备:操作人员应穿戴好防护服、安全鞋和安全帽等个人防护装备。
三、操作流程1. 启动切粒机:按照设备操作说明书上的步骤启动切粒机,并确保切粒机处于正常工作状态。
2. 调整切割长度:根据需要,调整切割长度的控制装置,确保切割出的颗粒长度符合要求。
3. 加料:将待切割的谷物或颗粒状物料均匀地投入切粒机的进料口。
注意不要一次投入过多,以免堵塞设备。
4. 观察运行情况:在操作过程中,要时刻观察切粒机的运行情况,确保设备运行平稳,没有异常声音或震动。
5. 收集切割物料:切割出的颗粒状物料会从出料口排出,操作人员应及时收集,并保持清洁。
四、安全注意事项1. 禁止伸手进入切粒机:在切粒机运行过程中,切割刀片高速旋转,切割力度强,操作人员严禁将手或其他物体伸入切粒机内部。
2. 防止堵塞:加料时要均匀投入,避免一次性投入过多,以免堵塞切粒机。
若发生堵塞,应立即停机处理。
3. 维护保养:定期对切粒机进行维护保养,清理切割刀片和设备内部的杂物,确保设备的正常运行。
4. 紧急停机:在发生异常情况时,如设备出现异常声音、烟雾或其他异常现象,应立即停机,并通知相关维修人员进行检修。
5. 禁止酒后操作:切粒机是一种危险设备,操作人员严禁在饮酒后进行操作,以免发生意外。
五、操作记录1. 操作记录表:每次操作切粒机都应填写操作记录表,记录操作时间、操作人员、切割物料等相关信息。
2. 异常情况记录:如发生设备故障、堵塞或其他异常情况,应及时记录,并通知相关部门进行处理。
CP2切粒机
CP2聚酯车间吉铨切粒机介绍一:切粒机现场(电仪)主要组成部分1、铸带板(120孔)2、伸缩板A:红外测温(共3只)B:光纤检测(1组发射与接收)C:导料头气缸(1组电磁阀、导粒头定位处接近开关、导粒头退位处接近开关)D:BOX-3控制箱(内含导板组仪表供气压力开关一只,导料头电磁阀、光纤转换器)E:异常旋转灯/峰鸣报警器一只(切粒机放流时触发)3、集束导板(导流板)A:前喷淋水、溢流水、输送水、后喷淋水B;切粒机组定位销(含定位检测开关BOX-10 LS12)C:下导板定位气缸(内含气缸到位检测接近开关1只与“5-E-e”配合使用)4、冷却水阀组A:总进水管a: 一只普通压力表量程0-10公斤b: 一只压力变送器量程0-10公斤B:转子流量计a:喷淋水流量计量程0 – 10 m3/h 带一流量低报检测开关b:溢流水流量计量程0 – 25m3/h 带一流量低报检测开关c:输送水流量计量程0 – 25m3/h 带一流量低报检测开关(注:三只转子流量计的流体方向均是自上而下)C:一只增补水阀a:切粒机伸头时此阀动作b:切粒机正常运行时与光纤检测到踏料时此阀门动作E:BOX-5 控制箱一只(内含增补水电磁阀)5、切割室A:动刀电机(37KW 2950rpm变频控制)B:动刀冷却电机(0.37KW 1450rpm 直接启动与动刀电机启/停同步)C:上、下罗拉电机(各3.7KW 1450rpm 变频控制注:2台电机由1台西门11KW 440 变频器控制)D:切割室锁紧气缸一只E:接近开关a:动刀测速接近开关1只b:前罗拉测速接近开关1只c:后罗拉测速接近开关1只d:马达组定位接近开关1只e:切割室前盖接近接近开关1只(与“5-E-f”配合使用)f:切割室前盖锁紧接近开关1只(与“5-E-e ”配合使用)e:下导板锁紧接近开关一只(与“3-c”配合使用)F:BOX-1 控制箱一只a:仪表总供气压力开关1只b:2组气缸(下导板气缸和切割室气缸)电磁阀c:总进气管减压阀一只6、切片输送冷却水管7、离心式干燥机A:干燥电机(15KW 1450rpm 星/三角启动与“7-B同时启/停”)注:1号切粒机干燥电机采用变频控制B:抽风机电机(3.7KW 1450rpm 直接启动)(与“7-A”同时启/停)C:干燥机冲洗电磁阀1只(每4小时冲洗10秒)D:干燥机皮带检测开关1只(检测切粒机运行时皮带是否断)E:BOX-4 (内含冲水电磁阀控制气路)8、振动筛A:振动筛电机2只(各0.75KW 1450rpm 直接启动2台电机同时启/停)9:水过滤器A:2只总进水过滤器各有一只差压表(检测过滤器上、下差压)二:MCC控制室每台切粒机各配一仪表控制柜和一电气控制柜(详情见柜内配合图纸查找)三:切粒机现场操作屏详解如下:。
18-F01切换SOP
1.0目的:规范切换作业,避免工艺波动,确保生产稳定。
2.0 适用范围:3.0 操作程序:以下切换以A B为例。
3.1 切换前准备及确认工作:3.1.1 备台已充分预热48小时以上,升温到要求温度。
保全已将备台螺栓热紧过。
3.1.2 备台的顶部排气阀和原用台的底部排放阀处已放好导料用的排料斗或溜槽。
3.1.3 两台过滤器排放口已清理、疏通。
3.1.4 备台过滤器入口排放阀确认关闭。
3.2 打开B台顶部排气阀。
3.3 现场将B台入口阀缓慢打开到30%开度,打开过程中随时与控制室联系。
切粒机监护人员注意切粒机运转情况。
3.4 现场打开B台入口阀时,中控室注意调节PC-18045,尽量维持压力稳定。
在切粒产量较大的情况下,可通过调节PC-18045开度来减小切粒量,以确保备台进料量在40T/D以上;若切粒产量较小(40T/D),则可暂停切粒,在铸带头处维持小量排废,同时适当上提18-P01转速(此时须在切换前8小时内,将17-R01出口液位上提3%左右),以保证备台的进料量。
3.5 当B过滤器排气阀开始出料后,继续排料至物料变白且完全均匀干净。
3.6 现场缓慢将B台顶部排气阀关闭,入口阀慢慢全开,在此过程中,中控注意观察PC-18045,勿使压力波动过大。
切片转29-H02。
3.7 慢慢全开B侧出口阀,中控室注意及时调节PC-18045维持压力稳定。
3.8 先关闭A侧出口阀,再关闭进口阀。
中控室注意及时调节PC-18028维持压力稳定。
检查切片是否正常,若无异常切片转回29-H01,同时对29-H02内切片进行包装、定等。
3.9 热降解4小时后,打开A侧出口排气阀,打开入口排放阀,排料。
3.10 当熔体排放不畅时,打开N2加压,但不能连续加压,每小时开关排气阀(5分钟)加压一次,当料与气一起出来后关排放阀2小时后再排料,这样重复2~3次,就基本排净。
3.11 确认A台过滤器内料排净后,关闭A台过滤器热媒出口阀进行降温。
聚酯水下切粒机操作及要点

t / hꎮ 当切粒机系统所有设备均运行平稳ꎬ且目测料
条外观基本正常ꎬ切粒机才具备受料条件ꎻ
(5) 现场将启动头打向切粒位置ꎮ 在启动头动
作瞬间ꎬ溢流水旁通阀将全开ꎬ维持最大流量ꎬ保证
开车初期的料条顺利进入切割室ꎬ旁通阀开启的时
间为 8 s( 可以在面板上进行设定) ꎻ
表 2 异常情况的维护
Table 2 Maintenance of abnormal conditions
与切粒机配套工作的设备还有:离心式干燥机、
振动筛、切粒水槽、切粒水泵、带式过滤机、切粒水冷
却器等ꎮ
TSW600D 型水 下 切 粒 机 按 切 片 规 格 ϕ2. 6 ×
3. 0 mm、百粒重 2. 0 g、 丝股 60 条确定ꎬ 其最大负
荷:5. 5 t / h( 对应引料速度 225 m / min) ꎬ最小负荷:
2. 4 t / h ( 对应引料速度 100 m / min) ꎬ正常负荷: 3. 5
t / h( 对应引料速度 145 m / min) ꎻ引料速度:设定范
正常、溢流口出水均匀、喷淋水喷头喷水呈扁平扇
状ꎻ
(2) 确认铸带条安装到位ꎬ升温至 200 ℃ 以上ꎬ
已进行 2 次热紧ꎻ
(3) 确认切刀安装到位ꎬ引料间隙正常ꎬ动静切
第 33 卷第 5 期
2020 ̄09
聚 酯 工 业
Polyester Industry
Vol. 33 No. 5
Sep. 2020
doi:10. 3969 / j. issn. 1008 ̄8261. 2020. 05. 013
聚酯水下切粒机操作及要点
张 强 ꎬ李文强
( 河南开祥精细化工有限公司ꎬ河南 三门峡 472300)
单筒式熔体过滤器切粒机线速度的自动控制
p/, U/ ; , = p 由于熔体管道管径相 同, 则
p/ 3 1(P)=U/ =Q/ 3 l 1( 。 2 (O 1)
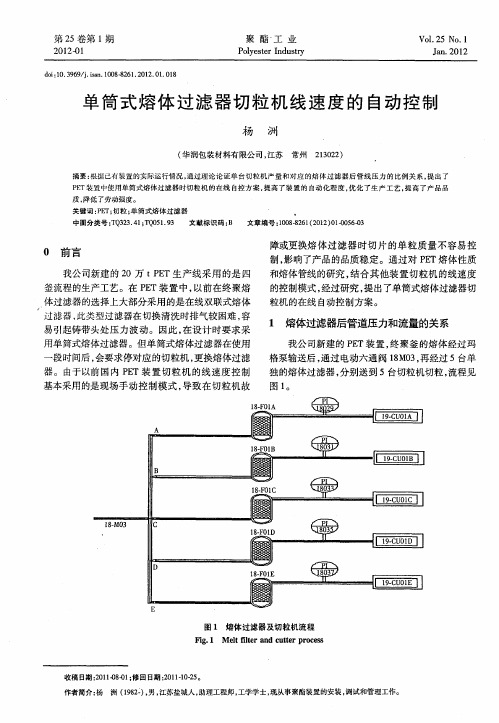
所以在一定的设计条件下 , 熔体过滤器后各管 线的压力和各熔体过滤器对应的熔体流量在一定的 设计条件下成正比关 系。
图 1 。
基本采用的是现场手动控制模式 , 导致在切粒机故
图 1 熔体 过滤器及切粒机流程
F g 1 M e tf tr a d c te o e i. l i e n u t rpr c  ̄ l
收稿 日期 : 1 -  ̄1 修回 日 : 1 — - 。 2 l8 ; 0 0 期 2 11 2 0 05
得:
g 1 ( ) 2 +P/ + 1 + z+ / l p =g ( )2 +P/ + Zh 。 / 2p n () 1
∑ n /∑h o:( 1A )XU U A / 3 l 3。 /
() 8
式 中 : z z , 为 截 面 1和截 面 2处 的标 高 离 基 准 水 平 面的高 度 ;U , 2 u 为截 面 1和 截 面 2处 的熔体 流 速 ; 为熔 体 的 密度 ; 。P J 口 P ,:为截 面 1和 截 面 2处 的 熔体 管线 的压 力 ;
单 筒式 熔 体 过滤 器切 粒 机 线 速 度 的 自动 控 制
杨 洲
( 华润包装材料有限公司 , 江苏 常州 232 ) 1 02
摘要: 根据已有装置 的实际运行情况 , 通过理论 论证单台切粒机 产量和对应 的熔体过 滤器后 管线 压力 的 比例关 系, 提出 了
P T装置中使用单筒式熔体过滤器时切粒机 的在线 自控方案 , E 提高 了装置 的 自动化程度 , 优化 了生 产工艺 , 提高 了产品品
切粒机操作规程
切粒机操作规程一、引言切粒机是一种用于将农作物的茎秆切割成小颗粒的机械设备。
本操作规程旨在确保切粒机的安全操作,提高工作效率,保护设备,保障操作人员的安全。
二、操作前准备1. 检查切粒机的外观和零部件是否完好,如有损坏或松动的部分应及时修理或更换。
2. 确保切粒机周围没有杂物和障碍物,保持清洁整齐。
3. 确保切粒机的电源插头已正确接地,并检查电源线是否完好。
4. 确保切粒机的刀具已经安装并固定好,刀具应锋利且无明显损坏。
5. 确保切粒机的油润滑系统已经添加足够的润滑油。
三、操作步骤1. 打开切粒机的电源开关,确保电源指示灯亮起。
2. 将待切割的农作物茎秆放入切粒机的进料口,注意不要一次投入过多,以免堵塞。
3. 使用操作杆或按钮控制切粒机的启停和切割速度,根据需要调整合适的速度。
4. 在操作过程中,注意观察切粒机的工作状态,如发现异常情况应立即停机检查。
5. 当切粒机工作结束后,及时关闭电源开关,断开电源插头。
四、安全注意事项1. 操作人员应穿戴好防护装备,包括安全帽、防护眼镜、防护手套等。
2. 在操作切粒机时,不得戴松散的衣物、长发应束起,以免被卷入切割部分。
3. 切粒机工作时,操作人员不得将手、脚或其他物体伸入切割部分。
4. 切粒机工作时,操作人员应保持专注,不得与他人交谈或分散注意力。
5. 切粒机工作结束后,应及时清理切割部分的残留物,防止堵塞和积累。
6. 在切粒机维护和保养时,必须先断开电源,并等待切粒机完全停止运转后才能进行。
五、常见故障处理1. 切粒机工作时出现异常噪音或震动,应立即停机检查,查找原因并及时修理。
2. 切粒机切割效果不佳,可能是刀具钝化或损坏,应及时更换刀具。
3. 切粒机工作过程中出现堵塞,应立即停机,断开电源,并清理堵塞物。
4. 切粒机电源无法正常启动,应检查电源插头和电源线是否连接良好,如有问题应进行修理或更换。
六、操作记录1. 在每次操作切粒机前,应填写操作记录表,记录操作人员、操作时间、切割农作物种类、切割数量等信息。
切粒机中文操作说明
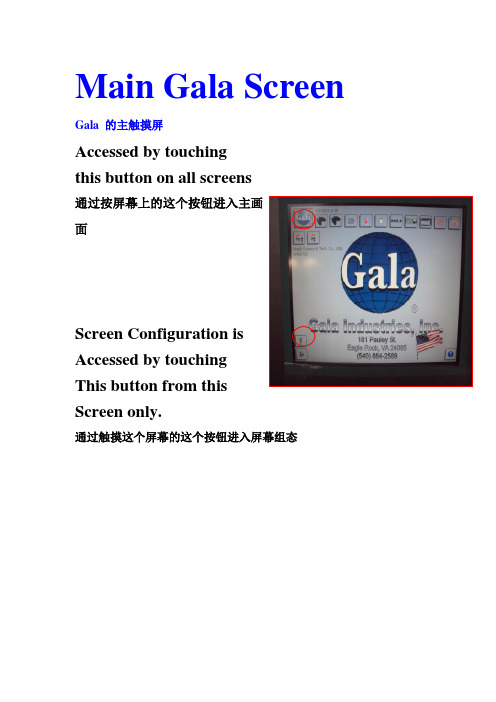
Main Gala Screen Gala 的主触摸屏Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入主画面Screen Configuration isAccessed by touchingThis button from thisScreen only.通过触摸这个屏幕的这个按钮进入屏幕组态Screen Configuration Settings 屏幕组态设置Input 1628 in this fieldFor password and touchOk to allow access toScreen ConfigurationSettings Screen在这个区域输入1628密码,并且按OK将进入屏幕组态设置After inputting password Touch Screen Configuration a secondtime to access Screen Configuration Settings在输入触摸屏的密码之后1秒钟,进入组态设置Settings on this page:Drain Valve: 2 .00 secs在这页上设置排污阀延迟时间2秒Optional Center Die HeatIs not used for yourSystem and needs to beTurned off选择模板加热中心时,系统和需求被关掉是没有用的系统总貌#1Accessed by touchingthis button on all screens通过按所在屏幕上的这个按钮进入系统总貌#1Initiates 1st and 2nd stages of Auto-Start sequences开始自动按顺序启动第1和第2阶段的电机Pressure calibration button压力校正按钮Initiates 1st and 2nd stages of Auto-Stop sequences开始自动按顺序停止第1和第2阶段的电机Pelletizer Speed Setpoint切粒机速度设定系统总貌#2Accessed by touchingthis button on all screens通过按这个按钮进入系统总貌#2Initiates 1st and 2nd stages of Auto-Start sequences开始自动按顺序启动第1和第2阶段的电机Initiates 1st and 2nd stages of Auto-Stop sequences开始自动按顺序停止第1和第2阶段的电机Motor and Valve Control 电机和阀门控制Accessed by touchingthis button on all screens通过按屏幕上的这个按钮来进入电机和阀门的控制画面Auto-Start and Auto-Stop自动启动和自动停止Dryer Motor StartDryer Motor Stop干燥机停止Blower Motor Stop风机停止Water Pump Motor Start 水泵启动Water Pump Motor Stop水泵停止Melt Pump Motor StartMelt Pump Motor Stop熔体泵停止PoDV Process Position 聚合物换向阀生产位置PoDV Divert Position 聚合物换向阀正向位置PoDV Block Position聚合物换向阀阻塞位置WBBP Process Position 水旁路系统工艺生产位置WBBP Bypass Position水旁路系统旁路位置PelletizerMotor Start切粒机启动PelletizerMotor Stop切粒机停止A5 Pelletizer Parameters A5切粒机参数A5PelletizerMaintenance A5切粒机维修New blades / New die plate 新刮刀/新模头Enable Blade Adjust允许刮刀调整A5 PelletizerMaintenance A5 切粒机维修BlockingValveOpen/Close阻塞阀开/关Maintenance Mode On/Off维修模式开/关Set Back Position Minimum 设置刮刀最小位置Set Back Position Maximum 设置刮刀最大位置Definition of Icons图标解说A5 Pelletizer Parameters A5 切粒机参数Definition of Icons图标解说Motor and Valve Control 电机和阀门控制Agglomerate CatcherSwing Gate Closed成块捕捉器阀门关Agglomerate CatcherSwing Gate Open成块捕捉器阀门开PeDV Process 换向阀工艺生产位置PeDV Divert换向阀正向位置Temperature Settings 温度设定Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入温度设定PoDV Heat On/Offs聚合物换向阀开/关PoDV Temperature Setpoint 聚合物换向阀温度设定PoDV Temperature PID聚合物换向阀温度PID 调整加热模板开关Die Plate Temperature Setpoint模板温度设定Die Plate Temperature PID模板温度PID调整Temperature PID Page温度PID面页PoDV Heat Soak Bypass PoDV Heat Soak 聚合物换向阀热渗透旁路PoDV Heat SoakRemaining聚合物换向阀热渗透剩余时间PoDV Temperature PIDValues聚合物换向阀温度PID值Auto Start / Auto Stop Timers 自动启动/自动停止时间Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入自动启动/自动停止时间设定Auto Start Timers 自动启动时间Auto Stop Timers自动停止时间Equipment in 1st Stage 第1阶段设备Equipment in 2nd Stage第2阶段设备Process Setpoints 工艺设定Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入工艺设定Pelletizer High Amp Shutdown Setpoint切粒机高电流停机设定点Pelletizer Speed Setpoint 切粒机速度设定点High Pressure Warning Setpoint高压报警设定点High Pressure Shutdown Setpoint高压停机设定点Temperature Setpoints温度设定点High Temperature Alarms Setpoints高温报警设定点Low Temperature Alarms Setpoints低温报警设定点Saved Parameters Page 保存参数页Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入保存参数页数据记录名Upload上载Download下载New Data Record新数据记录Save Data Record保存数据记录Delete Data Record删除数据记录PLC Input / Output Monitor PLC输入/输出监视Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入PLC输入/输出监视Access second page进入第2页Permissives许可条件Accessed by touchingthis button on all screens通过按屏幕上的这个按钮进入许可条件Green equals“Ready Condition”绿色的表示已准备好Red Flashing equals “Equipment Not Ready”红色的表示设备没有准备好Definition of Icons图标解说Alarm Page报警页Accessed by touching this button on all screens Number shows amount of Current alarms通过按屏幕上的这个按钮进入显示报警数量Red Flashing equals “Alarm Condition”Press to Acknowledge红色灯闪烁表示报警条件,按下确认Steady Red equals “Alarm ConditionStill Present”红色灯亮表示报警条件仍然存在Definition of Icons图标解说历史报警。
水下切粒机 介绍

水下切粒机一、概述水下切粒机是一种新型的高分子聚合物半成品加工机械,由于它的切削过程是在水中进行的,由此而得名.目前在我国一般都是用它来加工涤纶聚合物的切片粒子,自八十年代初随着成套涤纶聚酯生产装置而引进该种机械以来,已陆续有十数家生产企业直接或间接成为该机械的制造者—比如西德AUTOMATIK、台湾吉荣、河南洛阳南峰都成为此种设备的拥有者,我公司使用的水下切粒机主要是以西德AUTOMATIK生产的USG600/1型切粒机为主,其次是九单元USG600/H型(H表示卧式)和11单元台湾吉荣设备股份公司产USG900V型切粒机,就目前而言由于产能的不断扩大,后续配套设备也需扩容,USG900V每小时切粒MAX为9000Kg,满足了能力的需求,从而成为当今聚酯装置中首选机型,其特点表现为设计性能更趋优越(主要是控制系统)、产量大、占地面积小、噪音小(三电机驱动)操作稳定。
其工作原理其本与USG600/1型大体相同,签于目前装置中使用的切粒机大都为USG600/1,大家对此有一个感观的认识,着重进行一下介绍。
二、工作原理、过程(切粒机具体构造见附图)水下切粒机的整个工作过程是这样的,当带有一定压力的高温聚酯熔体从铸带头处挤出带条时,铸带条首先借重力作用浸没在切粒机启动板上的溢流水中进行冷却,而后流经带槽的导向板和切断板,在此过程中经喷淋水进一步冷却固化;最后,经前后两引料辊引入到动定刀之间的间隙处,经动刀螺旋刃的旋转作用将铸带条切断。
由于切断后的粒子中心还没有完全冷却,而处于半熔融状态下,所以为防止粒子之间相互粘连还设有输送水。
输送水进入切割头后,被分配板分为两股:一股用于冷却刚切下来的粒子;另一股则用来将切片粒子输送出切粒机, 这样通过切粒机的连续运转达到不断切粒的目的,而粒子尺寸的大小根据生产需要而定,通常的切片尺寸为4*4*2.5,而这一尺寸是如何做到的,作为工艺人员应有所了解,下面给出切片的计算方法如下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8
切粒机脱盐水系统的作用是:将铸带条和切片进行冷却并将切片输送至干燥机
切粒脱盐水分为三股:溢流水、喷淋水、输送水。
溢流水将铸带浸没并起冷却作用;
喷淋水通过喷嘴喷淋在铸带上可以冷却和防止铸带条并带;
输送水可以冷却刚切出的切粒防止切粒粘连,并将粒子输送出切粒机
9
切粒机的开车程序 1.先启动振动筛、再启动干燥机 2.将切粒机随机操作面板上方式选择打至手动位置 3.打开并调节三股水溢流水、喷淋水、输送水流量至10、5、15立 米/小时左右 4.按下切粒机随机启动按钮启动切粒机 5.打开相应的熔体阀或启动熔体输送泵排料 6.调整好切粒机的转速 7.用黄铜刮刀刮干净铸带头喷孔表面的熔体 8.合上启动板,检查切粒机出料口的切片粒子尺寸、形状以及有 无毛刺等,并立即调节切粒机转速
5.二人同时一起缓慢打开过滤器进出口阀门,注意出口压力变化,直至全开
6.打开A台过滤器放空阀,低排阀,熔体根据液位差流出 7.熔体流完后,放空阀用软管接入氮气,进行吹扫,防止熔体结块
8,.A台过滤器进行自然冷却,冷却完成后拆卸清洗
5
内容导览
熔体过滤器操作规程
切粒机相关知识
6
水下切粒机 结构组成:底座、切割装置、导向装置、水分配系统、操作台、长料 分离器、控制柜等组成。 工作原理:熔体经铸带头挤压成丝束条,丝束条在导向装置中被溢流 水均 匀地冷却,表面被冷却的丝束条沿着导向装置的导流槽流入切割
室,经前后进料轴的夹持牵引送至定刀与滚刀之间,被切成颗粒。被切颗 粒由输送水经出料斗、输送管进入干燥机。
7
切粒带毛刺原因及处理方法 切割间隙太大;调整间隙 b. 定刀或动刀刀刃变钝;更换定刀或动刀 c. 水流量调节得太小;调整水量 d. 生产负荷大幅度提高;调整负荷或动刀转速 e. 喷淋水的喷嘴或溢流水的溢流不畅;喷嘴更换或调整 f. 熔体粘度偏低,工艺调整粘度
10
切粒机的停车程序 1 .在操作面板上将切粒机的启动板打向排废侧 2 将熔体出料阀关小或将熔体出料泵的转速降低 3. 约3分钟后关闭三股水总阀
4 依次停止干燥器、振动筛的运行
5.停车后须打开切粒机前盖,将内部清理干净,以备下次开 机
11
LOGO
海南逸盛石化有限公司Fra bibliotek3(2) 18F01.2需要进行切换操作的情况
a. 18F01.1进出口压力差大于规定值。
b. 18F01.1进出口压力差在半消光切片生产期间连续十五天无变化;在 超有光切片生产期间连续二十天无变化。 c. 18F01.1在运行中进出口压力差突然下降。 d. 按定期作业计划规定周期执行,或根据生产需要执行。
LOGO
海南逸盛石化有限公司
熔体过滤与切粒机
内容导览
熔体过滤器操作规程
切粒机相关知识
2
18F01的切换操作(以18F01.1→18F01.2切换为例)
(1) 先决条件
a. 18F01.2的过滤室中已装入滤芯并严密封闭。 b. 18F01.2已升温预热24小时以上,注意升温时出口三通阀上的排气阀应打开 c. 对过滤室顶盖螺栓热把紧,旋紧上下端盖上的顶紧螺杆
4
3) 切换步骤 熔体过滤器的切换(A→B) 1.确定B台已装有滤芯,已通入氮气置换,预热温度已达到(280℃) 2.微开B台进口阀进行熔体填充,打开B台放空阀
3.熔体从放空阀排除出去B台过滤器中的碳黑粒子和杂质,直至熔体颜色变为乳 白色,关闭B台进口阀
4.微开B台出口阀,熔体从放空阀流出,直至熔体颜色变为乳白色,关闭B台出 口阀和放空阀