表面粗糙度的常用术语及定义
表面粗糙度主要术语及定义

表面粗糙度主要术语及定义
取样长度l ① 取样长度 (lr) ——用于判别被评定轮廓的不规则特征 用于判别被评定轮廓的不规则特征 轴方向上的长度。 的x轴方向上的长度。 轴方向上的长度
注意: 注意: 一般表面越粗糙,取样长度就越大 越大; a) 一般表面越粗糙,取样长度就越大; 取样长度不可太短或太长; 一般应包括5个或5 b) 取样长度不可太短或太长; 一般应包括5个或5个以上的峰
注意:表面粗糙度是在垂直 注意:表面粗糙度是在垂直 纹理方向上进行测量的。 纹理方向上进行测量的。
Z2 Z1
Zn
表面粗糙度主要术语及定义
轮廓算术平均中线——在一个取样长度 lr内划分实际轮廓 轮廓算术平均中线 在 内划分实际轮廓 面积相等的基准线 为上下两部分,且使上、下两部分的面积相等的基准线。 为上下两部分,且使上、下两部分的面积相等的基准线。 加工纹理方向——加工完后在零件表面上留下的痕迹方 ④ 加工纹理方向 加工完后在零件表面上留下的痕迹方 向。 ln lr
表面粗糙度主要术语及定义
表面粗糙度—加工表面所具有的较小间距和微小峰谷不平度。
S
s h
线的大体走向: 线的大体走向: 形状误差 宏观) (宏观) 波纹度:波距S和波高 和波高H均 波纹度:波距 和波高 均 较大 表面粗糙度: 表面粗糙度:具有微小的 微观) 波距 s 和波高 h (微观)
表面粗糙度主要术语及定义
(谷)点,具体取值参考表4-1。 具体取值参考表4
表面粗糙度主要术语及定义
用于判别被评定轮廓的x轴方向上的 ② 评定长度 ln(ln)——用于判别被评定轮廓的 轴方向上的 用于判别被评定轮廓的 长度,而规定的一段最小测量长度。 最小测量长度 长度,而规定的一段最小测量长度。它包括一个或几个取 样长度 。 中线——具有几何轮廓形状并划分轮廓的基准线 。 ③ 中线 具有几何轮廓形状并划分轮廓的基准线
表面粗糙度的常用术语及定义(GBT3505—2000)
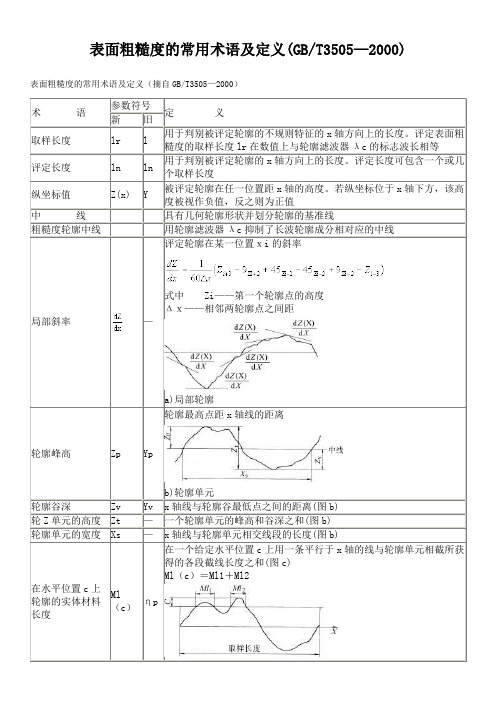
—评定轮廓在某一位置xi的斜率式中Zi——第一个轮廓点的高度Δx——相邻两轮廓点之间距a)局部轮廓轮廓最高点距x轴线的距离b)轮廓单元x轴线与轮廓谷最低点之间的距离(图b)在一个给定水平位置c上用一条平行于x轴的线与轮廓单元相截所获得的各段截线长度之和(图c)Ml(c)=Ml1+Ml2在一个取样长度内,最大的轮廓峰高Zpd)最大轮廓峰高在一个取样长度内,最大的轮廓谷深Zve)最大轮廓谷深在一个取样长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和的高度f)轮廓的最大高度在一个取样长度内,轮廓单元高度Zt的平均值g)轮廓单元的高度在评定长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和在一个取样长度内,纵坐标值Z(x)的平方根值在一个取样长度内,纵坐标值Z(x)三次方的平均值与Rq的三次方的比值在一个取样长度内,纵坐标值Z(x)四次方的平均值与Rq的四次方的比值在一个取样长度内,轮廓单元宽度Xs的平均值h)轮廓单元的宽度在给定水平位置c上轮廓的实体材料长度Ml(c)与评定长度的比率给定支承比率的两个水平截面之间的垂直距离i)轮廓水平截面的幅度差Rz①在取样长度内5个最大的轮廓峰高的平均值与5个最大轮廓谷深的平均值之和式中 Zpi——第i个最大的轮廓高Zvi——第i个最大的轮廓谷深①在GB/T3505—1983中,Rz是指“微观不平度的十点高度”,而在GB/T3505—2000中,Rz是指“轮廓的最大高度”。
在使用中的一些表面粗糙度测量仪器大多是测量以前的Rz参数。
因此,当采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的规则计算所取得的结果之间的差别并不都是微小而可忽略。
表面粗糙度的基本术语
表面粗糙度的基本术语表面粗糙度是指物体表面的不平整程度,通常用于描述工程制品的加工质量。
表面粗糙度是一个重要的质量指标,对于一些机械零件的连接、密封和摩擦等方面都有很大的影响。
因此,表面粗糙度也成为了机械加工行业中的一个重要概念。
在描述表面粗糙度时,我们需要了解一些基本术语。
1. 粗糙度粗糙度是指表面上的微小起伏,包括高峰和低谷。
这些起伏的尺寸通常由表面的平均高度和深度确定。
粗糙度是表面不规则程度的一个量化指标,通常用Ra值表示。
2. Ra值Ra值是表面粗糙度的一个重要参数。
它表示整个表面的平均高度偏差,通常以微米为单位。
Ra值越小,表面越光滑。
3. Rz值Rz值是表面粗糙度的另一个重要参数。
它表示表面上最大峰和最大谷之间的距离。
Rz值越小,表面越光滑。
4. Rt值Rt值是表面粗糙度中的一个参数。
它表示表面上最高和最低点之间的距离。
Rt值越小,表面越光滑。
5. Rq值Rq值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rq值越小,表面越光滑。
6. Rmax值Rmax值是表面粗糙度的一个参数。
它表示表面上最大峰和最大谷之间的距离。
Rmax值越小,表面越光滑。
7. Rmr值Rmr值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rmr值越小,表面越光滑。
8. Rk值Rk值是表面粗糙度的一个参数。
它表示表面上最大谷的深度。
Rk 值越小,表面越光滑。
9. Rpk值和Rvk值Rpk值和Rvk值分别表示表面上最高峰和最低谷的高度。
Rpk值和Rvk值越小,表面越光滑。
表面粗糙度是一个非常重要的概念,对于机械制造和加工行业有着重要的意义。
掌握表面粗糙度的基本术语,可以更好地评估加工品质,并提高加工品质的控制能力。
表面粗糙度主要术语及定义

表面粗糙度仪(光洁度)的国家标准主要术语及定义表面粗糙度仪(光洁度)的国家标准主要术语及定义友情提示:时代公司作为“国家表面粗糙度标准”的起草和制定的重要成员之一,热诚欢迎尊敬的阁下共同学习探讨表面粗糙度的相关问题!本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构轮廓法表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》。
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:(6)轮廓支承长度率t p轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。
金属材料表面粗糙度标准
金属材料表面粗糙度标准一、表面粗糙度基本术语表面粗糙度是指物体表面微观不平度的程度,也称为表面微观不平度或表面粗糙度。
在机械制造领域,表面粗糙度是衡量零件质量的重要指标之一。
二、表面粗糙度符号及意义表面粗糙度的符号为Ra,其意义为轮廓算术平均偏差。
Ra是微观不平度十点高度和两点间距的算术平均值。
在实际应用中,Ra的数值通常会被列出,用以描述表面粗糙度的程度。
三、表面粗糙度评定参数表面粗糙度的评定参数包括:1.轮廓算术平均偏差Ra:在取样长度内,轮廓上各点至基准线距离绝对值的算术平均值。
2.轮廓最大高度Rz:在取样长度内,轮廓上各点至基准线距离的最大值。
3.微观不平度十点高度Rz:在取样长度内,五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
4.轮廓均方根粗糙度Rq:在取样长度内,轮廓上各点至基准线距离的均方根值。
四、表面粗糙度评定标准表面粗糙度的评定标准通常按照ISO 4287和GB/T 1031-2009等标准进行。
根据这些标准,表面粗糙度的数值范围从Ra 0.008 μm到Ra 100 μm不等。
具体数值取决于零件的使用要求、材料、加工工艺等因素。
五、表面粗糙度检测方法表面粗糙度的检测方法主要包括触针法和非触针法两大类。
其中,触针法是利用触针划过被测表面,根据划过的曲线变化来测量表面粗糙度;而非触针法则利用空气传感器等非接触式测量方法进行表面粗糙度测量。
在实际应用中,应根据具体的检测环境和零件特点选择合适的检测方法。
六、表面粗糙度对性能的影响表面粗糙度对金属材料的性能有着重要的影响。
例如,表面粗糙度会降低零件的耐磨性和疲劳强度,同时也会影响零件的抗腐蚀性能。
因此,在金属材料的加工过程中,应合理控制表面粗糙度,以达到最佳的使用性能。
七、表面粗糙度与其他参数的关系表面粗糙度与其他参数之间存在一定的关系。
例如,随着切削速度的提高,表面粗糙度会降低;而随着进给量的增加,表面粗糙度也会降低。
CH5表面粗糙度-文档资料
螺纹工作表面没有画出牙形时,可按如图的方 式标注。
中心孔、键槽工作表面、圆角、倒角的表面 粗糙度标注示例
例、图示为一减速箱中的输出轴,轴颈φ 55j6(两处)与滚 动轴承配合,φ 56r6和φ 45m6与齿轮和带轮配合,表面粗糙度 要求高。
输出轴上形位 公差、表面粗 糙度标注示例
表面粗糙度代 号注法
当零件的大部分表面具有相同的表面粗糙度要求 时,对其中使用最多的一种符号、代号可以统一注在 图样的右上角,并加注“其余”两字。
表面粗糙度标注示例
当零件的所有表面具有相同的表面粗糙度要求时, 其标注如图所示。
当齿轮、蜗轮、渐开线花键等工作表面没有画 出齿形时,其表面粗糙度代号可注在节圆上。如图 所示。
一般在常用的参数值范围 ( Ra 为0.025~6.3μ m,Rz为0.1~25μ m)内,国家
标准推荐优先选用Ra 。
2)R z 参数虽不如R a 参数反映的几何特 性准确、全面,但R z 的概念简单,测量也很 简便。
当表面过于粗糙( Ra>6.3μm)或太光 滑( Ra <0.025μm)时,选用Rz。
二、表面粗糙度的基本术语
1.实际轮廓 平面与实际表面相交所得的轮廓线为实际
轮廓。 (分为横向轮廓和纵向轮廓)
横向实际轮廓 : 垂直于表面加工纹理的平面与表面相交 所得的轮廓线.
纵向实际轮廓 :平行于表面加工纹理的平面与 表面相交所得的轮廓线。
2、取样长度 l (lr)
取样长度是指用于判别被评定轮廓的不规则特 征的一段基准线长度。为了限制和削弱表面波度对 表面粗糙度测量结果的影响,至少包含5个以上轮 廓峰和谷。
设表面形状公差为T,尺寸公差值为IT,对应关系
表面粗糙度及波纹度

标注在圆柱和 棱柱表面上
01
本章小结
02
表面粗糙度
03
相关的概念
04
表面粗糙度的标注(重点)
05
表面轮廓的参数
表面粗糙度的选择 (重点)
lr
lr
ln
一般1个取样长度包括5个以上波峰和波谷
有关的术语定义
评定长度ln:由于加工表面粗糙度 不均匀,为避免取样长度不能充 分反映实际轮廓特征,常取: Ln=5lr 为标准评定长度
若被测表面比较均匀,可选ln<5lr;若均匀性差,可选ln>5lr
Ra1
l
y dx
l0
二、表面轮 廓参数
评定轮廓的算 术平均偏差Ra
04 一 . 完 整 图 形 符 号 表面是用不去除 材料方法获得, 如铸,锻等
工件轮廓各表面图形符号
表示零件视图中除前后两 表面以外周边封闭轮廓有 共同的表面结构参数要求
表面粗糙度的符号
二、表面粗糙 度代号
二、表面粗糙 度代号
二、表面粗 糙度代号
表面纹 理的标 注
二、表面粗 糙度代号
表面纹理的标注
的影响
对摩擦和磨损的影响 对耐腐蚀性的影响 对配合性能的影响
对疲劳强度的影响 对接触刚度的影响
二、表面粗 糙度的选择
表面粗糙度评定参数项目的选择
二、表面粗 糙度的选择
表面粗糙度参数值 的选择
二、表面粗糙 度的选择
二、表面粗 糙度的选择
表面粗糙度、 形状公差与尺 寸公差的关系
二、表面粗 糙度的选择
近似为
Ra 1
n
n i1
yi
二、表面轮廓 的参数
Rz
Zp1
ZZvv21
表面 粗糙度
及状态列于引脚列表中,用于显示引脚信息。
4、Mode元件模式区域
主要功能是指定元件的模式,包括 Normal、De-Morgan和IEEE三种模式。
注意:上述元件管理器的功能也可以通过 Tools菜单命令来实现。
二、查找元件
在元件管理器中,单击Find按钮,系统将 弹出如下图所示的查找元件对话框。
表面粗糙度参数及其数值的上限值(下限值)和最大值(最小 值).取样长度等的正确注写
上一页 下一页 返回
表4-6 表面粗糙度代号标注示例(1)
下一页 返回
表4-6 表面粗糙度代号标注示例(2)
上一页 返回
4.3 表面粗糙度的符号及标注
表面粗糙度代号在图样上的标注方法,如表4-7和图4-8所 示,表面粗糙度代号在图样上一般注在可见轮廓线,尺寸界 线,引出线或它们的延长线上;符号的尖端必须从材料外指 向表面;代号中数字及符号的注写方向必须与尺寸数字方向 一致
如下图所示,IEEE工具栏的打开与关闭可 以通过执行菜单命令View→Toolbars→IEEE Toolbars来实现。
IEEE工具栏中各个按钮的功能见下表所示。
此外,元件库编辑器IEEE工具栏中的各项 命令也可以在Place菜单中的IEEE Symbols子菜 单找到。
任务二:手工创建原理图元器件
上一页 下一页 返回
4. 2表面粗糙度的评定参数及其数值
R之出y和现值,较是因深微此加观它 工不不 痕平如 迹度值 ,十经R点z常反中承映最受的高交几点变何和应特最力性低作准点用确至的.中但工线对作的某表垂些面直不,距允如离许 齿廓表面常标注及,参数,此外,当被测表面很小,不宜采 用面R加a工或的评痕定迹时越,深也常采用Ry参数.测得的Ry值越大,表示表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度的常用术语及定义
评定轮廓在某一位置xi的斜率
式中Zi——第一个轮廓点的高度
Δx——相邻两轮廓点之间距
a)局部轮廓
轮廓最高点距x轴线的距离
b)轮廓单元
在一个给定水平位置c上用一条平行于x轴的线与轮廓单元相截所获得的各
段截线长度之和(图c)
Ml(c)=Ml1+Ml2
在一个取样长度内,最大的轮廓峰高Zp
d)最大轮廓峰高
在一个取样长度内,最大的轮廓谷深Zv
e)最大轮廓谷深
在一个取样长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和的高度
f)轮廓的最大高度
在一个取样长度内,轮廓单元高度Zt的平均值
g)轮廓单元的高度
在一个取样长度内,纵坐标值Z(x)绝均值的算术平均值
在一个取样长度内,纵坐标值Z(x)的平方根值
在一个取样长度内,纵坐标值Z(x)三次方的平均值与Rq的三次方的比值在一个取样长度内,纵坐标值Z(x)四次方的平均值与Rq的四次方的比值在一个取样长度内,轮廓单元宽度Xs的平均值
h)轮廓单元的宽度
在给定水平位置c上轮廓的实体材料长度Ml(c)与评定长度的比率
i)轮廓水平截面的幅度差
在取样长度内5个最大的轮廓峰高的平均值与5个最大轮廓谷深的平均值之
和
式中 Zpi——第i个最大的轮廓高
Zvi——第i个最大的轮廓谷深
①在GB/T3505—1983中,Rz是指“微观不平度的十点高度”,而在GB/T3505—2000中,
Rz是指“轮廓的最大高度”。
在使用中的一些表面粗糙度测量仪器大多是测量以前的Rz参
数。
因此,当采用现行的技术文件和图样时必须小心慎重,因为用不同类型的仪器按不同的
规则计算所取得的结果之间的差别并不都是微小而可忽略。