UV油墨上光几种常见问题分析
UV印刷和UV上光及其应注意的几个问题
UV印刷和UV上光及其应注意的几个问题UV(紫外光)固化技术自20世纪60年代发明以来,到20世纪末已经得到了普遍应用。
在我国,UV印刷和UV上光已经被广泛应用在铝箔纸和铝箔卡纸印刷、磁卡印刷、商业印刷、金属印刷、食品包装印刷(饮料杯、快餐盒等)、不干胶印刷等领域,尤其在丝网印刷(玻璃、木制品、塑料薄膜等非吸收性材料)领域更是大显身手。
UV印刷产品正以每年递增百分之十几的速度增长,UV印刷和UV上光的应用前景非常广阔。
UV印刷和UV上光是利用紫外光照射UV油墨或UV上光油,使UV油墨中的连结料和UV上光油中的光敏材料分解形成高活化原子或高活化原子团;而这些高活化原子或原子团会诱导UV油墨和UV上光油中的不饱和化合物产生交联聚合使之很快固化干燥,完成印刷及上光。
一、UV印刷及UV上光的特点1.固化速度快UV油墨和UV上光油只需1秒至数秒就能完全固化,特别适用于非吸收性承印材料的印刷,也特别适合多色高速印刷。
在印刷铝箔纸(或铝箔卡纸)时,如果使用普通油墨,印完之后需要几个小时甚至24小时才能完全干燥,才能进入下一工序加工;而改用UV油墨印刷,印完后马上就能固化干燥,提高了生产效率。
2.UV印刷是绿色印刷由于UV油墨和UV上光油中均不含溶剂,不存在溶剂挥发问题,因此不会对大气造成污染;同时,由于取消了喷粉,大大改善了工作环境,并减少了喷粉造成的机器磨损;另外,采用UV印刷及UV上光的纸张经造纸厂回收后完全可以再生,减少了对资源的浪费。
3.效率高,质量好UV印刷生产周期短,生产能力高,印刷网点清晰,印刷墨层耐摩擦性、耐腐蚀性好,光泽度高,一般普通油墨很难达到UV印刷的效果。
例如采用UV仿金属蚀刻油墨进行丝网印刷,其印刷品立体效果好,金属质感强,显得高雅富丽。
UV上光质量也比溶剂型上光质量好,其更具有覆膜难以比拟的效果。
4.UV印刷和UV上光耗能低且价格适中UV油墨和UV上光油中均不含溶剂,固化时不需要热能,其固化所需要的能耗只有溶剂型油墨和溶剂型上光油的20%左右。
UV上光油工艺常见问题及解决
UV上光油工艺常见问题及解决1."麻点"现象原因:a.油墨发生了晶化现象 b.表面张力值大,对墨层润湿作用不好。
解决:a.在UV油中加入5%的乳酸,破坏晶化膜或除去油质或打毛处理。
b.降低表面张力值,加入表面活性剂或表面张力值较低的溶剂。
2.条痕和起皱现象原因:a.UV油太稠,涂布量过大,主要出现在辊涂中。
解决:a.降低UV油的黏度值,加入适量的酒精溶剂稀释。
3.气泡现象原因:a.所用UV油质量不高,UV油本身含有气泡,多发生在用丝网上光中。
解决:a.换用质量高的UV油或将其静置一段时间再用。
4.桔皮现象原因:a.UV油粘度高,流平性差。
b.涂布辊太粗不光滑且涂布量过大。
c.压力大小不均匀。
解决:a.降低粘度,加入流平剂及适当的溶剂。
b.选用细的涂布辊和减少涂布量。
c.调整压力。
5.发粘现象原因:a.紫外光强度不足或机速过快。
b.UV光油存贮时间过长。
c.不参与反应的稀释剂加入过多。
解决:a.固化速度小于0.5秒机速时,紫外光功率应不小于120w/cm。
b.加入一定量的UV光油固化促进剂或更换光油。
c.注意合理使用稀释剂。
6.附着力差,涂不上或发花现象原因:a.印刷品油墨表面产生晶化油、喷粉等,水墨中合调墨油及燥油过多。
c.UV光油粘度太小或涂层太薄。
d.涂胶网纹辊太细e.光固化条件不合适f.UV光油本身附着力差及印刷品材料的附着性差。
解决:a.消除晶化层,打毛处理或油脂或加入5%的乳酸。
b.选择与UV油工艺参数相匹的油墨辅材、或用布擦拭。
c.使用粘度高的UV光油,加大涂布量。
d.换用与该UV光油相匹配的网纹辊。
e.检查是否紫外光汞灯管老化,或机速不符,选择合适的干燥条件。
f.上底胶或更换特殊的UV光油或选择表面性能好的材料。
7.光泽不好亮度不够原因:a.UV光油粘度太小,涂层太薄,涂布不均。
b.印刷材料粗糙,吸收性太强。
c.网纹辊过细,供油量太小。
d.非参加干燥反应溶剂稀释过度。
UV上光技术及质量故障分析

① 需 进 行 U V 上 光 的 产 品 , 应 在 印 刷 前 做 同 一 考 虑 避 免 使 用
( 未完待 续)
网
印
工
业
Sceen Prni g I usr r itn nd t y t
lJ 7 3
维普资讯
②油墨 中加入燥 油 、调 墨油或
5 上 光 矗 电 化铝 烫 昏 上
(1)故 障原 因
撤粘剂 过多 或 加入硅 油等 防粘助 剂 以及 油墨表 面 晶化 等 都会 形成 与 UV光油 排 斥 造成 光 油涂 不 上 或不 匀 出现 发花 、麻点 、针孑 等 L
⑥调 整 后加 工 工艺 使 其 与厚
④纸张 含水 量 太 少 过 于干 燥 。
⑤光源 过 强 紫外 光 固化 曝 光过 度 。 ⑥压 痕 模 切 等后 加 工 工艺 不 匹配 。 ( 2)排 除 方法 ①选 用韧 性较 好 、不 易折 裂 的纸 张 。
纸 印刷 品 加 工相 适 应 。
发 出电火 花 从
模版 开 口孔 壁的锥 形面极有 利于焊 膏释放 ,一般0 1 ~0 1 mm .3 .8
厚 的模版 ,锥形面 为01 ~00 5 03 ~05 .3 .2 mm .8 .mm厚 的模版 ,锥形 面为00 8 .6 mm。 .3 ~00 4
而 完全 去除 毛 刺 消 平锯 齿 并将 开
面 喷 粉 后 黏 附
粉 尘太 多 。
④ UV光 油
② 选 用可 烫 印塑料 的 电化铝 。
③相应 调 整烫 印工艺 的 薄。
⑤ UV光油
圈■ 圈■
④对 已上 好 光 的产 品 可 以用少 量 乙醇
擦 拭去 已 迁移 至 光油 涂层 表面 的有机 硅或 蜡
油墨常见异常问题分析及改善方案
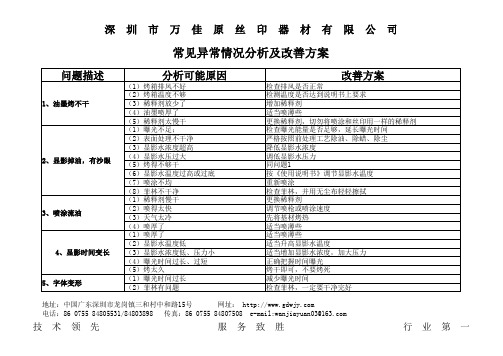
检查显影液,不行就换显影液 减少曝光时间 减少烘烤时间 严格按照前处理的要求除油,除蜡,除尘 调节后烤的时间和温度 更换氢氧化钠 升高脱膜水温度至85度以上,90度为佳 适当减少油膜厚度 适当延长时间或更换好一点的曝光灯 提高后烤温度,延长后烤时间 适当延长时间或更换好一点的曝光灯 适当增加油膜厚度 正确把握油墨与添加剂的比例 降低显影水浓度 严格按照前处理的要求除油,除蜡,除尘 等油墨干了再曝光 冷却之后再曝光,减少压力
改善方案
检查排风是否正常 检测温度是否达到说明书上要求 增加稀释剂 适当喷薄些 更换稀释剂,切勿将喷涂和丝印用一样的稀释剂 检查曝光能量是否足够,延长曝光时间 严格按照前处理工艺除油、除蜡、除尘 降低显影水浓度 调低显影水压力 同问题1 按《使用说明书》调节显影水温度 重新喷涂 检查菲林,并用无尘布轻轻擦拭 更换稀释剂 调节喷枪或喷涂速度 先将基材烤热 适当喷薄些 适当喷薄些 适当升高显影水温度 适当增加显影水浓度,加大压力 正确把握时间曝光 烤干即可,不要烤死 减少曝光时间 检查菲林,一定要干净完好
技
术
领
先
服
务
致
胜
行
业
第
一
深
圳
市
万
佳
原
丝
印
器
材
有
限
公
司
6、影出来蒙蒙的
7、脱膜不好脱
8、腐蚀烂边
9、油墨粘在菲林上
(1)显影液体质量有问题 (2)曝光过度 (3)烘烤过度 (4)前处理不好 (1)后烤过度 (2)氢氧化钠质量不好 (3)脱膜水温度不够 (4)油墨太厚 (5)曝光不足 (1)后烤温度不够,时间短 (2)曝光不足 (3)喷油太薄 (4)添加剂太多 (5)显影水太浓 (6)产品前处理不好 (1)油墨没有干 (2)曝光温度高,受压力过重
UV上光过程中常见的问题和解决方法

Related47网印工业Screen Printing Industry2021.07UV上光又称紫外线上光或固化上光,UV上光油主要成份由感光树脂,活性稀释剂,光引发剂及助剂组成,原理是在一定波长的紫外光照射下,体系内光引发剂游离基引发树脂中的不饱和双键迅速发生键锁聚合反应,使其交联结膜固化。
UV上光在近几年发展较快,在包装印刷品行业中所占的比例正逐步增加,包装品经过UV上光处理后,能提高其外观效果,明显提高耐折性和耐化学性,改善其使用性能,减少产品在运输、储存过程中的损失。
本文分享UV上光过程中常见的问题和解决方法,供大家参考。
上光方式按上光机与印刷机的关系分类可分为脱机上光和联机上光两种方式1.脱机上光。
脱机上光是采用专用的上光机对印刷品进行上光,即印刷、上光分别在各自的专用设备上进行。
这种上光方式比较灵活方便,上光设备投资小,较适合专业印后加工生产厂家使用。
但这种上光方式增加了印刷与上光工序之间的运输转移工作,生产效率低。
2.联机上光。
联机上光则直接将上光机组连接于印刷机组之后,即印刷、上光在同一机器上进行,速度快,生产效率高,加工成本低,减少了印刷品的搬运,克服了由喷粉所引起的各类质量故障,是今后的发展方向。
但联机上光对上光技术、上光油、干燥装置以及上光设备的要求很高。
按上光方法分类可分为辊涂上光和印刷上光两种1.辊涂上光。
辊涂上光是最普通的上光方式,由涂布辊将上光油在印刷品表面进行全幅面均匀涂布。
2.印刷上光。
印刷上光通过上光版将上光油涂布在印刷品上,因此可进行局部上光。
目前常采用的有凹版上光、柔性版上光、胶印方式上光及丝网上光。
按上光产品类型分类可分为全幅面上光、局部上光、消光上光以及艺术上光等1.全幅面上光。
全幅面上光的主要作用是对印刷品进行保护,并提高印刷品的表面光泽。
全幅面上光一般采用辊涂上光的方法进行。
2.局部上光。
局部上光一般是在印刷品上对需强调的图文部分进行上光,利用上光部分的高光泽画面与没有上光部分的低光泽画面相对比,产生奇妙的艺术效果。
UV油墨印刷七大问题及解决方法

UV油墨印刷七大问题及解决方法1.镜面反差效果不明显。
主要原因:①承印基材自身的光泽度不高;②磨砂油墨中填料加入量过大,完全遮盖住了基材;③填料的哑光程度不高,造成镜面基材与油墨膜面反差不强烈。
解决方法:在选取合适填料的同时,尽可能选择高光泽的镜面基材。
2.印刷品表面有花白、不着墨现象。
主要原因:①丝网目数选择不当;②基材表面有油污;③磨砂油墨中含有低挥发性的油性杂质。
解决方法:大体而言,对于颗粒直径较大的填料,若选择高目数的丝网,由于网孔较小,印刷时油墨不易通过或者通过很少,使着墨不匀,出现花白现象,而油污的存在使着墨困难或者出现斑点、花白现象,这种情况可通过选择适当的网版和相应的清洁措施来解决。
3.印刷时发生糊版现象。
主要原因:①磨砂油墨自身的黏度过大;②网距过小;③选择的丝网目数过低;④印刷压力大小不合适。
解决方法:尽量减少磨砂油墨中光固树脂的黏度,调整网版与承印物的距离,选择适当目数的丝网或调节印刷压力。
4.印刷品叠放时发生渗透现象。
主要原因:①磨砂油墨中材料自身的固化速度不够;②承印基材上有水分或其它溶剂;③固化时间过短。
解决方法:选择固化速度快的光固树脂,也可以适当增加光引发剂或光敏剂的用量,适当延长固化时间,保持基材的干燥和清洁。
5.印刷品有龟纹。
主要原因:①固化时间过长;②磨砂油墨中的树脂自身韧性欠佳;③绷网方式不适当。
解决方法:由于过长的固化时间会引发固化过度和后固化,造成龟裂。
因此应控制好固化时间,选择柔韧性较好的光固树脂和活性单体也可以改善龟纹现象。
采用斜绷网的方式来代替正绷网的方式,也可避免龟纹的产生。
6.印刷品的附着力不好。
主要原因:①由于光固树脂和活性单体经紫外光固化后不可避免地会发生体积收缩,势必影响磨砂油墨在低表面能、非极性基材上的附着力;②基材表面有硅油、喷粉、灰尘等杂质。
解决方法:对于低表面能、非极性的基材如PE、PP、PET等应预先进行电晕处理或者其它的化学、物理处理后,方可调试使用,同时保持印刷基材的清洁。
UV常见6种故障及解决办法

现象:固化后的涂层不呈镜面。
原因1:UV光前几天黏度过高,流平性差。
解决办法:降低UV光油黏度,加入少量流平剂。
原因2:涂布辊太粗不光滑。
解决办法:涂布辊辊面应磨细、磨光。
印刷涂布胶辊要具有以下特点:
(1)橡胶硬度在50~60之间,有良好的回弹性;
(2)与油墨有良好的转移和着墨性能;
(3)具有一定的抗磨损性。
原因3:压力太小不均匀
解决办法:调整压力。
原因4:涂布量过多。
解决办法:减少涂布量。
原因5:UV涂层未固化,被别的导辊压过并反粘。
解决办法:(1)清洁干净。
(2)查明未固化原因。
原因6:由于气温低,上光油比较容易凝固,不利于上光油的正常流动,以致造成上光后的产品表面油膜不均匀。
解决办法:通常情况下,印品上光的温度控制在20左右可取得比较理想的效果。
使用上光油时应注意:
(1)了解上光油的种类、性质、效果及与其他溶剂配制时的变化情况。
(2)要针对承印物的基材和油墨表面性能选择适合性能的光油。
(3)要注意上光油的干燥性能,其干燥温度范围和干燥时间长短是不是对承印物有影响。
(4)要考虑上光材料的后加工适应性,如烫印性能,耐用摩擦性、凹凸压痕模切时的耐压性等。
(5)应选用透明度高、气味小的上光油。
UV上光技术及质量故障分析

U V 上光常见故障及排除方法
U V 上光过程中会受到很多因素的影响,由于 承印物的载体不同,油墨的类型不同,上光的方 式和设备不同,印刷产品的特点和要求不同,影 响到U V 光油的配方组成不同等,所以出现的上光 故障和现象也不尽相同。下面笔者将以目前应用 最普遍的纸印刷品上光为例进行分析,以供读者 参考。
U V 上光工艺及干燥环境
U V 上光前须充分干燥印品,并清除粉尘,然 后用活性稀释剂或少量乙醇调整上光油粘度,其工 艺如下:
输纸→清洁→UV涂布→传递→干燥固化→冷却 以上工艺过程中,最重要的是干燥固化。对于 UV上光来说,最主要的是紫外线干燥,光源所用的 波长是200~400nm的高压汞灯或金属卤素灯,波长
2006.12 工 艺 技 术
U V 上光技术 及质量故障分析
14 Screen Printing Industry 网 印 工 业
■文/ 张其民 侯玲玲
印刷上光就是在已经全部完成图文印刷的复 制品表面用实地印版或图文印版经印刷机再印刷 一次或两次上光油,是使印刷物表面获得光亮的 薄膜层的方法。印刷上光可以增加油墨的耐光性 能,增强油墨层防热防潮的能力,起到保护印 迹、美化产品的作用。
UV(紫外)和EB (电子束)技术可迅速固化 或干燥专门配方的油墨、光油和凝胶剂,可提高 生产速度、改善物理特性,而且与传统方法相 比,几乎不会产生空气污染。光引发剂 (photoinitiators)吸收UV能量并引发单体发生聚 合,形成固体即时U V 固化。我们都知道当油墨或 光油液体中的水分或溶剂挥发就变得干燥,溶剂 挥发后,油墨的颜料就会残留下来形成图像。U V 可固化材料经过化学反应即固化成固体,留下密 度更大的图像。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UV油墨上光几种常见问题分析
一、光泽不好、亮度不够
主要原因
1、 UV油粘度太小,涂层太薄
2、乙醇等非反应型溶剂稀释过度
3、UV油涂布不均匀
4、纸张吸收性太强
5、涂胶网纹辊网纹太细,供油量不足
解决办法:根据纸张不同情况适当提高UV光油的粘度和涂布量:对吸收性强的纸张可以先涂布一层底油。
二、干燥不好、固化不彻底,表面发粘
主要原因
1、紫外光强度不够
2、紫外灯管老化,光强减弱
3、UV光油储存时间太长
4、不参与反应的稀释剂加入过多
5、机器速度过快解决方法:在固化速度小于0.5s的情况下,一般应保证高压汞灯的功
率不小于120W/cm;灯管要及时更换,必要时加入一定量的UV光油固化促进剂,加速干燥
三、印刷品表面UV光油涂不上去,发花
主要原因
1、UV光油粘度太小,涂层太薄
2、油墨中调墨油或燥油含量过高
3、油墨表面已晶化
4、油墨表面防粘材料(硅油、喷粉)过多
5、涂胶网纹辊网线太细
解决办法:对要求UV上光的产品,印刷时就应采取相应措施,创造一定的条件:UV光油可适当涂厚些必要时上底油或采用特殊光油
四、UV上光涂层有白点和针孔
1、涂层及薄
2、涂胶网纹辊太细
3、非反应型稀释剂(如乙醇)加入过量
4、印刷品表面粉尘等较多
解决办法:保持生产环境及印刷品表面清洁;增加涂层厚度;加入少量平滑助剂:称释剂最好为参与反应的活性稀释剂。
五、UV光油涂布不匀、有条纹及桔皮现象
主要原因
1、UV光油黏度过高
2、涂胶网纹辊网线太粗(涂布量过大)、表面不光滑
3、涂布压力不均匀
4、UV光油的流平性差
解决办法:降低光油黏度、减少涂布量;将压力调整均匀;涂布辊应磨细磨光;加入光亮流平剂。
六、UV光油附着力不好
主要原因
1、印刷品油墨表面晶化
2、印刷油墨中的助剂不合适
3、UV光油本身黏附力不足
4、光固化条件不合适
解决办法:印刷工艺要提前考虑上光条件;在已印好的产品上涂布增强附着力的底油。
七、UV光油变稠、有凝胶现象
主要原因:
1、UV光油储存时间过长
2、UV光油未能完全避光储存
3、UV光油储存温度偏高
解决办法:注意UV光油的有效使用期并严格避光储存,储存温度以5~25℃为宜。
八、残留气味大
主要原因:
1、UV光油固化不彻底
2、紫外光不足或灯管老化
3、UV光油抗氧干扰能力差
4、UV光油中非反应型稀释剂加入过多。
解决办法:UV光油固化必须彻底,并要加强通风,必要时更换光油品种。