液压伺服和讲义电液比例控制技术
液压伺服与电液比例技术的转换(技师论文)
轮辋的闪光对焊在汽车车轮生产中是最重要的工序之一。
但是闪光对焊机的烧化过程难以控制,因为最佳烧化曲线并不是一个线性函数,它受现场诸多人为因素影响,为保证闪光稳定进行,必须使轮辋的送进速度v c 与闪光速度v f 相匹配,即v c =v f在闪光刚开始时,闪光进行非常慢,即v f 很低。
随着端面加热的进行,v f 逐渐增大。
如果热功率不变,为了维持连续闪光,应使焊件的送进速度v c 相应于v f 作不断提高,即动夹具应按一定规律作加速运动,实际生产中以动夹具送进位移曲线来实现。
目前生产中常用的闪光段的送进位移曲线,即闪光烧化曲线有S=K ×t n式中:K ,n —与闪光烧化曲线表达式和轮辋材料及截面尺寸有关的系数。
1、烧化系统中伺服及电液比例技术的区别闪光对焊机的工作原理是把工件两端部相对放置,夹紧后利用焊接电流加热,然后迅速加压完成焊接。
闪光烧化作为闪光对焊机的核心部分,对产品质量有着极其重要的作用。
常见的闪光对焊机的烧化控制方式主要有手动杠杆式、电动凸轮式、气液式和液压传动式,其中液压传动式目前仅见液压伺服控制式,但液压伺服控制式对系统及环境要求较高,对不同的材料适应性较差,因此故障率较高。
同时,由于伺服阀价格昂贵,订货周期长,出现故障后,很难恢复工作。
从液压系统来看,液压伺服控制系统也较复杂,不利于调整及维修。
而电液比例控制技术虽然不如液压伺服灵敏及精确,但其适应性较强,性能也可以满足要求我公司型钢车间轮辋线FOR-670对焊机,是上世纪80年代引进的液压伺服控制式的焊接设备,由于工作环境恶劣,材料厚度不均,再加上20多年的大班生产,故障率较高,液压伺服系统已老化,已经不能适应生产的需要。
现重新设计的系统其组成框图见图1。
图1 烧化系统组成框图(1)液压回路烧化系统液压原理图如图2,该系统的液压回路主要由叶片泵、减压阀、溢流阀、电液比例阀、换向阀等组成。
其中叶片泵采用高压小流量叶片泵,在满足烧化缸运行速度的前提下,能够提供较高压力;溢流阀用于保护系统,如果超载即卸压;减压阀调定后,无论其负载变化还是泵出口压力变化,而减压阀出口压力不变,为电液比例阀提供恒定的进口压力;换向阀则用于带有浮动活塞的油缸进排液压油。
第八章 液压伺服和电液比例控制技术
第八章 主讲:Y.S. 主讲:Y.S. YAO
8.1 液压伺服控制
• 液压伺服控制是以液压伺服阀 液压伺服阀为核心的高 液压伺服阀 高 精度控制。 精度
8.1.1 液压伺服阀
• 概念: 1,是一种通过改变输入信号,连续、成比例 地控制流量和压力进行液压控制 2,是电液伺服系统中的放大转换元件 电 液
8.1.1 液压伺服阀
• 工作原理:线圈 • 滑阀 流量、压力
8.1.2 电液伺服系统的应用
• 位置控制 • 速度控制 • 压力控制
实例
8.2 电液比例控制
特点 • 开关式控制-电液比例控制-电液伺服控制 • 带电气-机械转换装置 • 成本低、抗污染
8.2.1 电液比例控制阀
• 电液比例压力阀 • 电液比例换向阀
8.2.2 系统举例
• 组成: • 实例:
8.3 计算机控制
• 计算机电液控制技术 • 软硬件系统
ห้องสมุดไป่ตู้
液压伺服与比例控制系统第六章 电液伺服系统与比例系统
统中加滞后校正、速度与加速度校正、压力反馈和动压反馈校 正的主要目的是什么? 7.电液速度控制系统为什么一定要加校正,加滞后校正和加积分 校正有什么不同? 8.在力控制系统中负载刚度对系统特性有何影响?影响了哪些参 数? 9.力控制系统和位置控制系统对伺服阀的要求有什么不同?为什 么?
电液速度控制系统按控制分式可分为:
1、阀控液压马达速度控制系统 2、泵控液压马达速度控制系统。
一 、阀控马达速度控制系统
二、 泵控马达速度控制系统
1. 泵控开环速度控制系统
2. 带位置环的泵控闭环速度控制系统
3. 不带位置环的泵控闭环速度控制系统
6.5 电液力控制系统
以力为被调量的液压伺服控制系统称为液压力控制系 统。
二、 数字伺服系统
6.2 电液位置伺服系统的分析
一 、系统的组成
二、 系统的稳定性分析
45o 20 lg K g 6dB
三、 系统响应特性分析
系统闭环响应特性包括对指令信号和对外负载力矩 干扰的闭环响应两个方面。
1.对指令输入的闭环频率响应
首先求得系统的闭环传递函数,然后通过用图表根 据开环参数求取具体的闭环参数,最后得到系统的闭环 频率响应曲线,从而得到系统的闭环频宽这一指标。如 图6-10所示。
欢迎使用
《液压伺服与比例控制系统》
多媒体授课系统
燕山大学 《液压伺服与比例控制系统》
国家级精品课建设小组
第6章 电液伺服系统
本章摘要
•介绍电液伺服系统类型
•讲述了三种典型电液伺服系统(位置、速度、 力)的分析
液压伺服和比例控制系统ppt

差) 经放大器放大后,加于电液伺服
阀转换为液压信号(图中A、b),以推
动液压缸活塞,驱动控制对象向消除偏
差方向运动。当偏差为零时,停止驱动,
因而使控制对象的位置总是按指令电位
图 7-9 统
电液伺服系
器给定的规律变化。
1-电位器;2-电液伺服阀;3-
液 压缸;4-负载;5-反 馈;
6-指令电位器;7-放大器
液压伺服和比例控制系统
第一节 液压伺服控制 第二节 电压比例控制
液压伺服阀
液压伺服阀是液压伺服系统中最重要、最基本的组成部分,它 起着信号转换、功率放大及反馈等控制作用。电液伺服阀是应用最广 泛的一种,它在接受电器信号模拟后,相应输出调制的流量和压力控 制信号,控制系统压力、流量、方向的变化。它既是电液转换元件, 也是功率放大元件,它能够将小功率的微弱电器输入信号转换为大功 率的液压能(流量和压力)输出。在电液伺服系统中,它将电气部分 和液压部分连接起来,实现电液信号的转换与液压放大。电液伺服阀 是电液伺服系统控制的核心。
量油增路加关,闭而,滑液阀压开缸x0口不量动逐,渐负减载少停。止当在x一0 增个加新到的
x0
位置
上
x时i ,则开口量为零,
,达到一个新的平
衡状态。
号继续如向果右继运续动给。控反制之滑,若阀给向控右制的滑输阀入输信入号一个x负i ,位液移压x缸i 就0会(向跟左随为这负个)信
液压伺服阀系统
反液之压缸,若就给会控跟制随滑这阀个输信入号一向个左负运位动移。xi 0 (向左为负)输入信号,则
液压伺服阀
3〕射流管式伺服阀
组成:如图7-3所示,采用衔铁式力矩马达8带动 射流管及其接收口2,两个接收口直接和滑陶阀 芯5两端面连接,控制滑阀阀芯运动。滑阀陶芯 5靠一个板簧定位,其位移与滑阀阅芯两端压力 差成比例。
电液比例控制及电液伺服控制技术 绪论
液压传动( 开关型控制)
液压
液
压
控制12比液伺压例服控控制制(闭开闭环环环控控控制制制)
3数字控制伺步服进电电机机控控制制((
开环控制) 闭环控制)
二、电液比例技术的概念
• 电液比例技术是将电信号按比例转换为液压功
率输出的电液转换技术。 • 电液比例技术是电液伺服的基础上降低了控制特
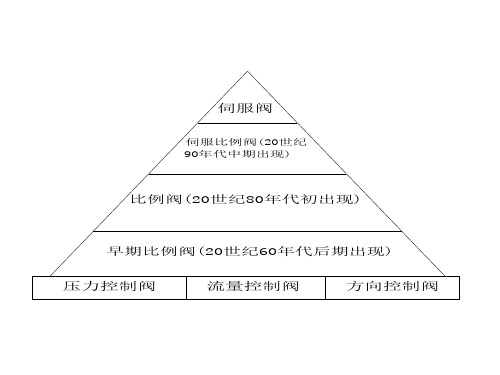
伺服阀
伺服比例阀(20世纪 90年代中期出现)
比例阀(20世纪80年代初出现)
早期比例阀(20世纪60年代后期出现)
压力控制阀
流量控制阀
方向控制阀
液压控制系统的分类:
1、电液比例控制系统、电液伺服控制系统和 电液数字控制系统。
2、位置、速度、加速度、力和压力控制系统 3、闭环控制系统和开环控制系统 4、阀控制系统(主要是节流控制)和泵控制
电液伺服阀
• 因此,主阀芯的位移量就能精确地随著电 流的大小和方向而变化,从而控制通向液 压执行元件的流量和压力。
Moog公司电液伺服阀
电液伺服阀的应用
• 注意:电液伺服阀不分压力控制阀、方向 控制阀和流量控制阀。
三、两者的发展概况
• 目前,国内生产伺服阀的厂家主要有:航空 工业总公司第六O九研究所、航空工业总公 司第六一八研究所、航空工业总公司秦峰机 床厂、北京机床研究所、中国运载火箭技术 研究院第十八研究所、上海航天控制工程研 究所及中国船舶重工集团公司第七O四研究 所。
比例阀的国内发展概况
• 自2009年以来已获得较好的推广应用,完 成的 6通径、10通径、16通径、25通径高 频响伺服比例阀(含控制器)产品已有600 余套应用于高速铁路建设中,实现销售收 入4000余万元。
液压伺服控制和电液比例控制

14 西华大学
电液比例控制系统
图示为电液比例压力阀用于钢带冷轧 卷取机的液压系统。 。该系统进行轧制 工作时,先给定以个张力值储存于电开 展器内,而在轧锟与卷筒之间安装一张 力检测计,将检测地实际张力值反馈与 给定张力值进行比较,当比较得到地偏 差值达到某一限定值时,电控制器输入 比例压力阀的电流变化一个相应值,使 控制压力p改变,于是液压马达的输出转 矩T及张力F作相应的改变,使偏差消 失或减小。 在轧机的实际工作中,随着钢带卷半径R的增大,实际张力F减小,出 现的偏差为负值。这时输入电流增加一个相应值,液压马达的进出压力p 增加一个相应值,从而使液压马达输出转矩T及张力F相应增加,力图 保持张力F等于给定值。
滑阀的开口形式
8 西华大学
零开口四边滑阀
阀芯向右偏移, 阀口1和3开启, 2和4关闭。压力 油源经阀口1通 往液压缸,液压 缸的回油经阀口 3回油箱。
零开口四边滑阀
9 西华大学
电液伺服控制系统
由电液伺服阀1、液压缸2、活塞杆带队的机械手手臂3、电位器5、 步进电动机6、齿轮齿条4和放大器7等元件组成。
第八章 液压伺服控制和电液比例控制 主讲 宋春华
1
西华大学
液压伺服控制 和电液比例控制
2
西华大学
第一节
液压伺服控制
液压伺服控制是以液压伺服阀为核心的高精 度控制系统。液压伺服阀是一种通过改变输入 信号,连续,成比例的控制流量和压力进行液
压控制的。
3 西华大学
根据输入信号的方式不同,又分电液伺服阀和机液 伺服阀。 电液伺服阀将小功率的电信号转换为大功率的液压 能输出,实现执行元件的位移、速度、加速度及力 的控制。 机液伺服阀的输入信号是机动或手控的位移。 伺服阀控制精度高,响应速度快,特别是电液伺服 系统容易实现计算机控制,在航空航天、军事装备 中得到广泛应用。但加工工艺复杂,成本高,对油 液污染敏感,维护保养难,民用工业应用较少。
电液伺服与比例控制简介
7
回首页
2、射流管式电液伺服阀 图10-3是MOOG公司D661-G系列位移电反 馈射流管式伺服阀的结构示意图,本书以该阀为 例介绍射流管阀的工作原理。
图10-3 射流管式二级电液伺服阀 1—力矩马达;2—射流管;3—放大器;4—位置反馈 传感器;5—主阀芯
指令信号和 反馈信号的差值 通过电流负反馈 放大器3放大作 用在先导阀的力 矩马达1上,如 果差值不为零, 这样产生的转矩 驱动射流管2发 生偏转,使得主 阀芯5两端产生 压降而发生移动。 同时,位置反馈 传感器4与主阀 一起移动,
11
回首页
1、电液比例方向阀
1. 直动式的比例方向阀 图10-4是最普通的直动式比例方向阀的典型结构。
图10-4 直动式比 例方向阀 1—阀体 2—控制 阀芯 3、4—弹簧 5、6—电磁铁 7— 丝堵
工作原理:电磁铁5和6不带电时,弹簧3和4将控制阀 芯2保持在中位。比例电磁铁得电后,直接推动控制阀芯2, 例如,电磁铁b(6)得电,控制阀芯2被推向左侧,压在 弹簧3上,位移与输入电流成比例。这时,P口至A口及B 口至T口通过阀芯与阀体形成的节流通道。电磁铁6失电, 2被3重新推回中位。弹簧3,4有两个任务:①电磁铁5和 6不带电时,将控制阀芯2推回中位;②电磁铁5或6得电时, 其中一个作为力—位移传感器,与输入电磁力相平衡,从 而确定阀芯的位置。 12
3
回首页
电气伺服放大器、电液伺服阀均属于此类元件。 执行元件——将产生调节动作的液压能量加 于控制对象上的元件,如液压缸和液压马达。 控制对象——各类生产设备,如机器工作台、刀 架等。 比例控制元件的也包括上述六部分组成,所 不同的是放大、能量转换元件为比例放大器和电 液比例阀。
4
回首页
液压伺服和电液比例控制技术 ppt课件
液压伺服和电液比例控制技术
• 当阀进油口p处作用在锥阀上的液压力超过 弹簧力时,锥阀打开,油液通过阀口由出 油口T排出,这个阀的阀口开度是不影响 电磁推力的,但当通过阀口的流量变化时, 由于阀座上的小孔d处压差的改变以及稳态 液动力的变化等,被控制的油液压力依然 会有一些改变。
液压伺服和电液比例控制技术
• 优点:伺服阀控制精度高, 响应速度快,特别是电液 伺服系统易实现计算机控 制。
• 在工业自动化设备、航空、 航天、冶金和军事装备中 得到广泛应用。
• 缺点:伺服阀加工工艺复 杂,对油液污染敏感,成 本高,维护保养困难。
液压伺服和电液比例控制技术
二、电液伺服系统的应用
• 电液伺服系统通过电气传动方式,将电气 信号输入系统,来操纵有关的液压控制元 件动作,控制液压执行元件使其跟随输入 信号动作。其电液两部分之间都采用电液 伺服阀作为转换元件。
液压伺服和电液比例控制技术
• 近年来在国内外得到重视,发展较快,电 液比例控制的核心元件式电液比例阀,简 称比例阀。本节主要介绍常用的电液比例 阀及其应用。
液压伺服和电液比例控制技术
一.电液比例控制器
• 电液比例控制阀由常用的人工调节或开关控制的 液压阀加上电-机械比例转换装置构成。常用的 电-机械比例转换装置是有一定性能要求的电磁 铁,它能把电信号按比例地转换成力或位移,对 液压阀进行控制。
• 图8-6所示为直动式压力阀,它可以直接使 用,也可以用来作为先导阀以组成先导式 的比例溢流阀,比例减压阀和比例顺序阀 等元件。
液压伺服和电液比例控制技术
• ⒉电液比例换向阀 • 电液比例换向阀一般由电液比例减压阀和
液动换向阀组合而成,前者作为先导级,以 其出口压力来控制液动换向阀的正反向开 口量的大小,从而控制液流的方向和流量 的大小。