生产工艺流程图
生产工艺流程图
生产工艺流程图使用主要材料:三聚氰胺板、封边条、胶水、五金生产工艺:钢木(板式)凳子、椅子、餐桌等使用机械:铲车、电子锯、封边机、电钻、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺使用主要材料:钢管、三聚氰胺板、封边条、胶水、五金、塑粉生产工艺:床板部分:木质部分(或组合柜部分):钢制部分:钢木(曲木)椅子等使用机械:铲车、裁板机、模具、热压机、切片机、打磨机、砂纸、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺、甲醛测试仪使用主要材料:钢管、曲木板、封边条、胶水、五金、塑粉生产工艺:木质部分:原木、开料、烘干、切片、开模、定型、热压、裁板、打磨、油漆处理钢制部分:油漆家具(茶几、会议桌、班台、文件柜等油漆家具)使用机械:电子开料锯、裁刀、电熨斗、螺旋机、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、卷尺、空气压缩机、喷枪、甲醛测试仪使用主要材料:密度板、胶水、胡桃木皮、码钉、五金件生产工艺:油漆家具(纯实木餐桌、床)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:油漆家具(带榫头的椅子、床、沙发类型)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、U V设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:床垫使用机械:弹簧机、衍缝机、粘胶机、缝纫机床、打包机床、绣花机使用主要材料:弹簧、椰棕、面料生产工艺:简略说明。
完整生产工艺流程图
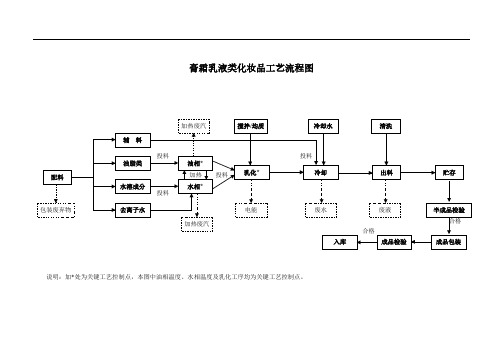
膏霜乳液类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
美容类化妆品(唇膏)工艺流程图
说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
美容类化妆品(粉饼)工艺流程图
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
人与人相处,要多一份真诚,俗语说,你真我便真。
常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
(完整)化妆品生产工艺及流程图
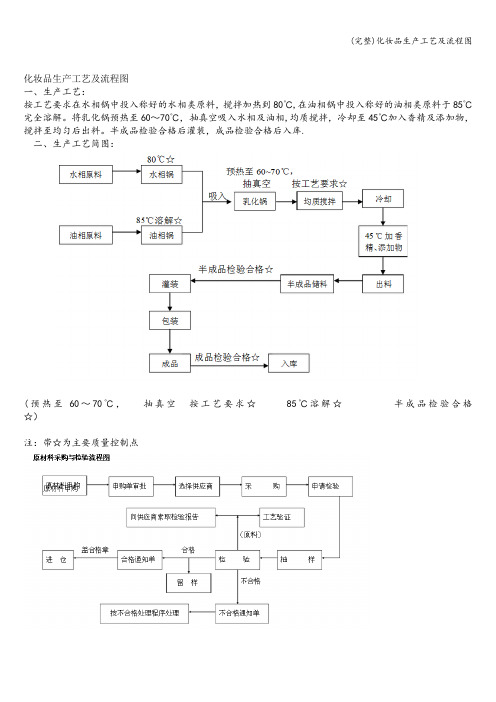
化妆品生产工艺及流程图
一、生产工艺:
按工艺要求在水相锅中投入称好的水相类原料,搅拌加热到80℃,在油相锅中投入称好的油相类原料于85℃完全溶解。
将乳化锅预热至60~70℃,抽真空吸入水相及油相,均质搅拌,冷却至45℃加入香精及添加物,搅拌至均匀后出料。
半成品检验合格后灌装,成品检验合格后入库.
二、生产工艺简图:
(预热至60~70℃,抽真空按工艺要求☆85℃溶解☆半成品检验合格☆)
注:带☆为主要质量控制点
灌装工序流程图:
灌装设备清洗置于温水中用擦子擦洗用去离子水第二次冲洗用75%酒精溶液浸泡十分钟用风筒吹干,不得留有水分。
生产工艺流程图

复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺流程图
烟台安德利果胶股份有限公司Yantai Andre Pectin Co.,Ltd.
地址:中国.山东.烟台市牟平区新城大街889号邮编:264100.Add:No.889Xincheng Street,Muping Economic Development Zone,Yantai,China P.C:264100
电话(Tel):(86)535-4282000传真(Fax):(86)535-4288889E-mail:info@
烟台安德利果胶股份有限公司
质量保证部复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺描述
序号工艺描述
1原辅料接收
与贮存生产用食品添加剂原料及辅料从合格供应商处购货、经验收合格后入库贮存2计量投料按照各个产品的配方及其比例将原辅料投入到倒袋站中,输送至混配机中3筛分除杂筛除可能进入的异物,筛网孔径≥20目
4混配将原辅料在混配机内进行充分物理搅拌,确保均匀
5筛分除杂混配后的物料经过筛分机,筛除异物(金属和非金属);筛网孔径≥40目6包装按照客户要求选择合适的包装将产品进行包装,通常为25kg/袋,或者根据客户要
求进行包装;包装袋符合包装食品用包装材料的要求
7检验对产品进行取样,送实验室按照产品的标准进行检测,特别注意有害物质、致病性
微生物指标的检测
8贮存执行相关入库手续入库,适当贮藏条件下贮藏
9物流检测合格后的产品方可出厂
产品的装卸、运输严格按照公司相关规定执行,确保产品顺利、安全达到目的地。
完整版)生产机加工件工艺流程图

完整版)生产机加工件工艺流程图制造工艺流程图如下:1.原材料入库:将原材料送入仓库。
2.原材料检查:检查原材料是否符合要求。
3.原材料储存:将原材料分别放置在不同的仓库中。
4.原材料分类:根据加工工艺将原材料进行分类。
5.原材料粗加工:将原材料进行初步加工。
C加工:使用CNC机床进行加工。
7.精加工:对产品进行精密加工。
8.线切割加工:使用线切割机进行加工。
9.零部件尺寸检验:对零部件的尺寸进行检验。
10.氧化、着色、抛光:进行表面处理。
11.零件组装:将零部件组装成产品。
12.产品装配:将产品进行组装。
13.激光打标:使用激光进行打标。
14.成品检验:对成品进行检验。
制造工艺流程表如下:NO 工程名称作业内容管理项目记录操作人员1 原材料入库将原材料送入仓库先入先出原材料出库表仓库检验2 原材料检查检查原材料是否符合要求 N/A 外部采购合同书,输入检验报告保管员3 原材料储存将原材料分别放置在不同的仓库中分规格保管作业日志精工车间4 原材料分类根据加工工艺将原材料进行分类按加工工艺分原材料出库表技术人员5 原材料粗加工将原材料进行初步加工按顺序进行作业日志精工车间6 CNC加工使用CNC机床进行加工尺寸生产作业指导书技术人员7 精加工对产品进行精密加工尺寸生产作业指导书技术人员8 线切割加工使用线切割机进行加工尺寸生产作业指导书技术人员9 零部件尺寸检验对零部件的尺寸进行检验尺寸检验报告技术人员10 氧化、着色、抛光进行表面处理表面管理作业日志精工车间11 零件组装将零部件组装成产品产品的结合性生产作业指导书技术人员12 产品装配将产品进行组装产品的结合性生产作业指导书技术人员13 激光打标使用激光进行打标作业日志技术人员14 成品检验对成品进行检验产品检验达标检验报告技术人员以上是机加工制造工艺流程图和制造工艺流程表。
我们将原材料进行分类、加工、精加工、线切割加工、零部件尺寸检验、氧化、着色、抛光、零件组装、产品装配、激光打标和成品检验。
生产工艺及流程图

消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。
化工工艺流程图68张课件

E204
VN1E204
VI2E204 VI1E204
氮气 出装置
至D104 出装置
去C401 去C401底
C203
TI 2060
P203
A202
TI 2046
E203
FIC 2010
循环冷水
VN1E203
设计 绘图
DR1010
VI3E203 VI1E203 VI2E203
不合格油线 重石脑油 短循环
AI AIC AIA AIS AR ARC ARA ARS AC ACT
密度
DI DIC DIA DIS DR DRC DRA DRS DC DCT
粘度
VI VIC VIA VIS VR VRC VRA VRS VC VCT
流量检测仪表和检出元件的图形符号(摘自HGJ 7-87)
序号 名称
图形符号 备注 序号 名称
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
TIC 2004
FIC 2009
C202
去E401
TI 2039
VI1C203
FI 2025
TI 2040
LIC 2004
E202
FR P208
FIC 2008
工艺气体 工艺液体 工艺水 冷冻剂 原料油 原水 蒸汽冷凝水 泥浆 密封油 软水 伴热蒸汽 真空排放气 放空气
原料换热部分
平衡线接分馏塔C-102蒸发段
VI3D3101
原料油进装置 VI1D3101
D-3101 原料油缓冲罐
减渣南蒸馏来 VI1D3101 开工柴油来 VI7D3101 开工蜡油来 VI6D3101
生产工艺流程图

服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。