花键插齿刀倒角刃的参
刀具课程设计(矩形花键拉刀)
题目: 矩形花键拉刀目录1. 前言1.1矩形花键拉刀设计————————————————— 32. 矩形花键拉刀设计2.10选择刀具材料及热处理硬度——————————————4 2.11拟订拉削余量切除顺序和拉削方式————————————4 2.12选择切削齿几何参数————————————————5 2.13确定校准齿直径,倒角齿不设校准齿———————————5 2.14计算倒角齿参数—————————————————5 2.15计算拉削余量—————————————————6 2.16选择齿升量——————————————————6 2.17设计容屑槽——————————————————6 2.18花键齿截形设计—————————————————7 2.19确定分屑槽参数—————————————————82.21校验拉刀强度和拉床载荷——————————————8 2.22确定拉刀齿数及每齿直径——————————————8 2.23拉刀齿部长度—————————————————9 2.24设计拉刀其他部分————————————————102.26 制定技术条件——————————————————— 114.总结—————————————————————————155.参考文献————————————————————16 6.附表—————————————————————17矩形花键拉刀及矩形花键铣刀设计1.1矩形花键拉刀设计被加工零件如图1.所示,工件材料为: 45钢;硬度HBS180 ;强度σb =610Mpa;工件长度L=30mm。
拉床为L6120型良好状态旧拉床,拉削时采用10%乳化液。
拉削前采用钻削加工预制孔。
1.2.矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS180 ;强度σb = 610Mpa ;工件长度L=30mm 。
2. 矩形花键拉刀设计【原始条件和设计要求】要求设计一把矩形内花键拉刀。
DIN5480-16-1974中文版
第16部分第 2 页 DIN 5480 第 16 部分1 代号与名称A0刀具/外花键(或内花键)中心距c F齿形裕度d分度圆直径d a0插齿刀齿顶圆直径d a1外花键齿顶圆直径d b基圆直径d b0插齿刀基圆直径d fE产形齿根圆直径d f1外花键齿根圆直径d F产形渐开线终止圆直径d Nf1外花键渐开线终止圆直径f haP0齿顶高公差h aP0刀具基本齿廓上的齿顶高h fP0刀具基本齿廓上的齿根高h FaP0刀具基本齿廓上的渐开线终止齿顶高 h FfP0刀具基本齿廓上的渐开线终止齿根高 h K0齿顶倒角的径向高度或插齿刀齿顶圆角的径向高度h KP0插齿刀在基本齿廓上齿顶倒角的径向高度或插齿刀在基本齿廓上齿顶圆角的径向高度m模数P节距q 加工公差x·m齿高变位量z齿数A df齿根圆直径偏差A e齿槽宽偏差A s齿厚偏差A Me测量尺寸M e偏差A Mi测量尺寸M i偏差A W 公法线长度偏差A a0 对刀调整量的偏差系数 = A a0/A sA Me测量尺寸M e的偏差系数 = A Me/ A sA Mi测量尺寸M i的偏差系数 =A Mi/ A sA W 公法线长度的偏差系数M e外花键跨棒距M i内花键棒间距W公法线长度 α压力角αw0刀具压力角(在产形圆上的压力角)αw在测量圆上的压力角Δa0对刀调整量ϑ插齿刀上的后角ρaP0 刀具基本齿廓上的齿顶圆角半径ρfP0 刀具基本齿廓上的齿根圆角半径ρf产形齿顶圆角半径的平均值ξ插齿刀节圆上的后角如果有可能发生混淆,请使用下面的下标代号:下标定 义a齿顶e齿槽宽(内花键用),上偏差f齿根i下偏差s 齿厚(外花键用)w 产形圆E 产形尺寸F渐开线终止圆直径K齿顶倒角M e跨棒距(外花键用)M i棒间距(内花键用)N有效圆直径P基本齿条W 公法线长度0 刀具1 外花键2 内花键* * * *第 3 页 DIN 5480 第 16 部分2 30°压力角齿侧对中外花键用的滚刀2.1 工作范围粗加工用的刀具基本齿廓推荐值尺 寸 *)精加工用的刀具基本齿廓 推荐值适用于后道为磨齿工艺适用于后道为剃齿工艺h aP00,60·m 0,60·m + 0,173m 0,60·m + 0,403m h fP0 min 0,65·m 0,65·m – 0,173m 0,65·m – 0,403m图 1 滚刀的基本齿廓第 4 页 DIN 5480 第 16 部分产形齿根过渡圆弧半径的平均值ρ f ,是由滚刀齿顶在外花键渐开线终止圆和齿根圆之间进行加工的轨迹确定的,并且外花键的齿高变位量的变动值应在下列极限之间ρf min = 0,16·m : ρ f max = 0,32·m 。
加工中心内外倒角刀参数设定

加工中心内外倒角刀参数设定加工中心内外倒角刀是一种常用的切削工具,用于加工工件的倒角和边角修整。
它具有多个参数需要设定,以确保加工质量和效率。
需要确定刀具的材质。
常见的刀具材料有硬质合金、高速钢和陶瓷等。
不同材料具有不同的硬度和耐磨性能,需要根据加工材料的硬度和要求选择合适的刀具材料。
需要设置刀具的切削角度。
切削角度决定了刀具与工件接触的角度,直接影响到倒角的质量和效果。
通常,切削角度越大,倒角效果越好,但也会增加切削力和刀具磨损。
因此,需要根据具体情况选择合适的切削角度。
还需要设定刀具的切削速度和进给速度。
切削速度是指刀具在单位时间内切削的线速度,进给速度是指刀具在单位时间内切削的距离。
切削速度和进给速度的选择直接影响到加工效率和加工质量。
一般来说,对于硬材料,切削速度应较低,而进给速度应较高;对于软材料,切削速度应较高,而进给速度应较低。
还需要注意刀具的刀尖半径和刀具直径。
刀尖半径决定了倒角的曲率半径,刀具直径决定了倒角的尺寸。
根据加工要求和工件的尺寸,需要选择合适的刀尖半径和刀具直径,以达到理想的倒角效果。
还需要考虑切削液的选择和刀具的冷却方式。
切削液可以降低切削温度、减少切削力和刀具磨损,提高加工质量和刀具寿命。
刀具的冷却方式可以通过喷水或气体吹扫等方式来降低切削温度,保护刀具和工件。
加工中心内外倒角刀参数的设定十分重要,直接影响到加工质量和效率。
正确选择刀具材料、切削角度、切削速度和进给速度,合理设定刀尖半径和刀具直径,同时采用适当的切削液和冷却方式,可以提高加工质量,减少刀具磨损,提高生产效率。
在实际应用中,需要根据具体的加工要求和工件材料,进行合理的参数设定,以获得最佳的加工效果。
三刃倒角刀规格参数
三刃倒角刀规格参数
(原创实用版)
目录
1.引言
2.三刃倒角刀的定义和用途
3.三刃倒角刀的规格参数
4.结论
正文
【引言】
三刃倒角刀是一种常用的刀具,广泛应用于工业生产和日常生活中。
它可以帮助用户快速、准确地完成各种切割、削减和倒角等操作。
为了更好地了解这种刀具,本文将详细介绍三刃倒角刀的规格参数。
【三刃倒角刀的定义和用途】
三刃倒角刀,顾名思义,是一种具有三个刃口的倒角刀。
它的刃口呈三角形排列,可以同时完成三个方向的切割。
这种刀具主要用于金属、木材、塑料等材料的加工,尤其在大型工件的批量生产中,具有很高的效率。
【三刃倒角刀的规格参数】
三刃倒角刀的规格参数主要包括以下几个方面:
1.刀片长度:刀片长度决定了刀具的切割范围,一般根据实际需求选择合适的长度。
2.刀片宽度:刀片宽度决定了刀具的切割深度,同样需要根据实际需求选择合适的宽度。
3.刀片厚度:刀片厚度影响刀具的耐用性,一般来说,刀片越厚,耐用性越好。
4.材料:刀片的材料决定了刀具的硬度和耐磨性,常见的材料有高速钢、硬质合金等。
5.柄部:柄部需要考虑操作的舒适性和安全性,一般采用优质的塑料或金属材料制成。
【结论】
三刃倒角刀作为一种常用的刀具,其规格参数对于选购和使用至关重要。
用户需要根据实际需求和使用场景,综合考虑刀片的长度、宽度、厚度、材料以及柄部等因素,选择合适的三刃倒角刀。
三刃倒角刀规格参数

三刃倒角刀规格参数
摘要:
1.三刃倒角刀简介
2.三刃倒角刀规格参数
3.三刃倒角刀的应用领域
正文:
三刃倒角刀是一种常用的切削工具,具有三个刀刃,能够在各种材料上进行倒角加工。
其优质的材料和精湛的工艺,保证了刀具的高效和耐用。
一、三刃倒角刀简介
三刃倒角刀,如其名,具有三个刀刃,能够在各种材料上进行倒角加工。
倒角刀的设计,既保证了加工效率,又使得加工过程更为精准。
此外,三刃倒角刀的刀片采用优质的工具钢,经过特殊的工艺处理,使其更加耐用。
二、三刃倒角刀规格参数
1.刀片材质:优质工具钢
2.刀片硬度:HRC60-62
3.刀片厚度:0.2-0.3mm
4.刀片宽度:10-30mm
5.刀片长度:100-300mm
以上规格参数,可以根据实际加工需求进行选择,以达到最佳的加工效果。
三、三刃倒角刀的应用领域
由于三刃倒角刀的高效和耐用,使其在各种加工领域都有广泛的应用。
如汽车制造、航空航天、电子设备制造、建筑装饰等行业,都可以看到三刃倒角刀的身影。
倒角刀的切削参数
倒角刀的切削参数
倒角刀的切削参数主要包括切削速度、进给速度、切削深度和切削宽度。
1. 切削速度(Vc):倒角刀的切削速度要根据加工材料的种类和硬度来选择,通常在 30 ~ 80m/min 的范围内。
当加工材料硬度较高时,切削速度要适当减小,以防止刀具磨损和过早磨损。
2. 进给速度(F):倒角刀的进给速度要根据材料和倒角刀的规格来选择。
通常,进给速度一般在 0.03 ~ 0.1mm/r 之间。
进给速度过大会导致刀具磨损过快,影响切削质量;而进给速度过小会导致加工效率低下。
3. 切削深度(ap):切削深度是指倒角刀每次加工的深度,一般建议不超过刀具直径的1/2。
切削深度过大会导致刀具容易折断,切削力过大,影响加工质量;而切削深度过小则会增加加工时间,降低生产效率。
4. 切削宽度(ae):切削宽度是指倒角刀在加工时每次切削的宽度,一般建议不超过刀具直径的 2/3。
切削宽度过大会导致刀具容易折断,切削力过大,影响加工质量;而切削宽度过小则会增加加工时间,降低生产效率。
需要注意的是,在具体的切削过程中,切削参数的选择还受到加工对象的形状、尺寸、材料、切削方式等因素的影响。
因此,在实际加工过程中需要根据实际情况进行调整和优化。
1/ 1。
渐开线花键齿轮刀具
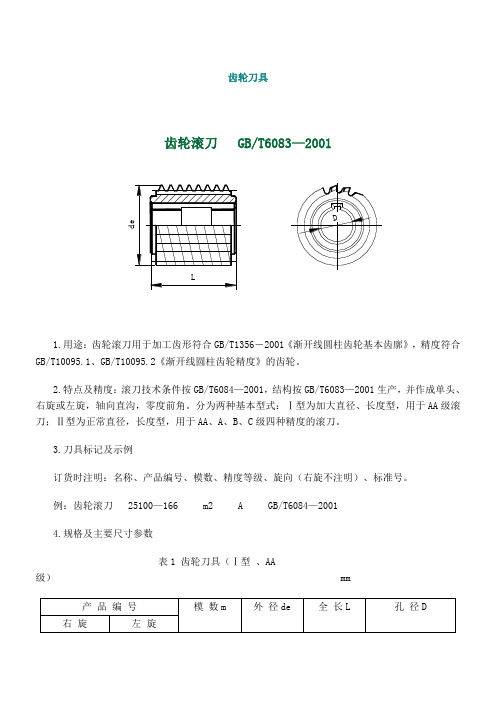
齿轮刀具GB/T10095.1、GB/T10095.2《渐开线圆柱齿轮精度》的齿轮。
2.特点及精度:滚刀技术条件按GB/T6084—2001,结构按GB/T6083—2001生产,并作成单头、右旋或左旋,轴向直沟,零度前角。
分为两种基本型式:Ⅰ型为加大直径、长度型,用于AA级滚刀;Ⅱ型为正常直径,长度型,用于AA、A、B、C级四种精度的滚刀。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25100—166 m2 A GB/T6084—20014.规格及主要尺寸参数表1 齿轮刀具(Ⅰ型、AA级) mm表2 齿轮刀具(Ⅱ型AA、A、B、C 级) mm齿轮滚刀 JB2495—781.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋或左旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C 级四种精度等级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25110—044 m2 A 左 JB2495—784.规格及主要尺寸参数表1 齿轮滚刀(A、B、C级) mm表2 齿轮刀具(AA级)mm齿轮滚刀(企业标准)1.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C四种精度等级。
与按GB/T6084制造的滚刀相比,工厂标准滚刀AA级接近GB/T6084的A级;A级基本相当于GB/T6084的B级;B、C级接近GB/T6084的C级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级。
例:齿轮滚刀 25100—190 m2 A4.规格及主要尺寸参数齿轮滚刀(径节制)企业标准1.用途:齿轮滚刀(径节制)用于加工齿形角为14°30′,齿高系数f=1,径向间隙系数cˊ=0.157的渐开线圆柱齿轮。
花键刀具参数

压力角 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30° 30°
齿数 25 20 16 14 12 10 10 22 19 15 13 11 10
齿顶系数 加工最小齿数
0.5
30
0.5
பைடு நூலகம்25
0.5
21
0.5
20
0.5
18
0.5
16
0.5
16
0.5
28
0.5
125
30°
20
0.5
27
25362-107
8
75
30°
10
0.5
14
25362-108
8
125
30°
16
0.5
23
25362-109
10
100
30°
10
0.5
14
25362-110
10
125
30°
13
0.5
20
25362-111
要求渐开线花键孔插齿刀库一览表(江汉刀具) 盘形(mm)
模数 公称分度圆 D 压力角 齿数 齿顶系数 加工最小齿数 刀号
30°
19
0.5
26
25362-117
75
30°
15
0.5
22
25362-118
30°
13
0.5
18
25362-119
30°
20
0.5
27
25362-120
30°
17
0.5
24
25362-121
100
30°
12