连杆机械加工工序卡
连杆盖工序卡
大连大学
机械加工工序卡
工序名称锻造
工
步号工步内容
走刀长度
(毫米)
走刀
次数
切削深度
(毫米)
切削速度
(米/秒)
主
(
1
2
拟制日期审核日期批大连大学
机械加工工序卡
工
步号
工步内容
走刀长度
(毫米)
走刀
次数
切削深度
(毫米)
切削速度
(米/秒)
主
(粗镗孔,镗削余量单边为2mm 20 1 2 1.75
半精镗下面各孔,镗削余量单边为0.5mm 20 1 0.5 3.09
拟制日期审核日期批大连大学
机械加工工序卡
工序名称铣15槽
1 钻孔并用螺纹塞规控制其大小20.5 1 0.25
2 攻丝至M12 20.5 1 0.15
拟制日期审核日期批大连大学
机械加工工序卡
工序名称磨平面
工
步号工步内容
走刀长度
(毫米)
走刀
次数
切削深度
(毫米)
切削速度
(米/秒)
主
(
1 定位夹紧
2 磨削134 1 0.1 0.20
工
步号工步内容
走刀长度
(毫米)
走刀
次数
切削深度
(毫米)
切削速度
(米/秒)
主
(
1
2
拟制日期审核日期批。
连杆机械加工工序卡片模板
X6130
1
夹具编号
夹具名称
切削液
XJ-003
连杆大头定位点铣夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
铣大头定位点至尺寸
可转位面铣刀125X6 YT14
420
165
0.25
2.6
1
描图
连杆大头定位点检具
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
钳
1
夹具编号
夹具名称
切削液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
去大头定位点毛刺
细齿锉刀
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
准终
单件
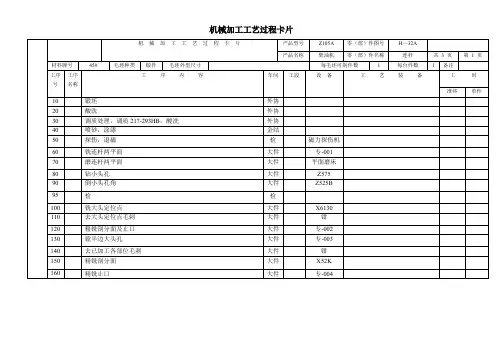
170
钻螺纹底孔,冷挤内螺纹
大件
专-005
180
去毛刺,止口倒角
大件
钳
190
吹螺纹孔内铁屑
大件
钳
200
合装,打杆盖配对号
大件
钳
210
粗镗大头孔
连杆盖加工工艺卡片.pdf
主轴转 速 r/min
119
切削速度 m/min 74.6
共 1页
基本工时 min 0.198
第 11 页
立式钻床
Z525
专用夹具
安装
工步
1 设计者
安装及工步说明 钻 Φ 20 孔
刀具 量具 走刀长度 mm
游标
麻花钻 卡尺
40
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
9.5
0.25
王曙辉 朱浩
主轴转速 r/min
337.2
切削速度 m/min 24.72
共 1页
基本工时 min 0.896 第 6页
进给量 mm/r
主轴转速 r/min
王曙辉 朱浩
切削速度 m/min
基本工时 min
共 1页
第 1页
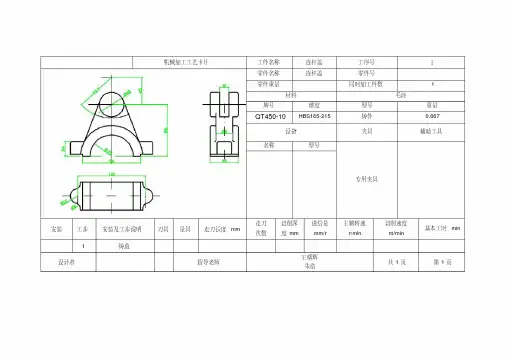
机械加工工艺卡片
工件名称
连杆盖
零件名称
连杆盖
零件重量 材料
牌号
硬度
QT450-10 HBS165-215
设备
名称
型号
工序号 零件号 同时加工件数
型号 铸件 夹具
Ⅱ
毛坯
1
重量 0.667 辅助工具
专用夹具
1 设计者
安装及工步说明 铣右端面
刀具 量具 走刀长度 mm
游标
端铣刀 卡尺
105
指导老师
走刀 次数
1
切削深 度 mm
进给量 mm/r
1.5
600
王曙辉 朱浩
主轴转速 r/min
750
切削速度 m/min 141.3
共 1页
基本工时 min 0.78
发动机连杆-工艺过程卡、工序卡(新版)
1.基面向外装夹,精铣体结合面至尺寸 、
平面度0.025,粗糙度1.6
2.基面向外装夹,精铣盖结合面,保证结合面距大于43,平面度0.025,垂直度0.08
3.体盖分别钻中心孔
4.体盖分别扩中心孔,保证中心距90
5.体盖分别铰销钉孔,保证尺寸,中心距90
6.钳工去毛刺,清洗
7.装销钉
2.标记面向外装夹,扩螺栓孔至尺寸 ,保证中心距
。
3.铰螺栓孔至尺寸 ,对称度0.25,位置度0.18
4.体盖螺栓孔倒角
5.钳工去毛刺
加工中心
中心钻,麻花钻,铰刀
16
精磨上下两平面
1.同时磨两平面,保证尺寸 表面粗糙度0.8,大头孔平行度0.025,垂直度0.015,小头孔平面对称度0.25
M7350
砂轮
17
精半精镗小头孔至
3.精镗大头孔至尺寸
4.精镗小头孔至尺寸,
5.小头孔倒角 ,保证倒角面粗糙度12.5
6.钳工去毛刺
加工中心
硬质合金刀
18
钻小头油孔
1.标记面向外装夹,钻油孔,加工至尺寸
2.标记面向外装夹,钻阶梯孔,加工至
3.孔口倒角
加工中心
加工中心
镗刀
8
铣体盖螺栓凸台面
1.基面向外装夹,粗铣体、盖凸台面,保证尺寸
2..基准面向外装夹,精铣体、盖凸台面,保证尺寸
加工中心
铣刀
9
锯断
1.基面向外装夹,锯断连杆,保证尺寸190
锯床
锯条
10
粗铣体盖结合面
1.基面向外装夹,铣体结合面,保证尺寸
2.基面向外装夹,铣盖结合面,保证尺寸
加工中心
连杆加工工艺过程卡
游标卡尺100×0.1
2
粗铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
3
粗铣工件大小端面底面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
4
精铣工件大小端面顶面
金工
X51
专用夹具
三面刃圆盘铣刀
游标卡尺100×0.02
5
精铣工件大小端面底面
金工
X51
专用夹具
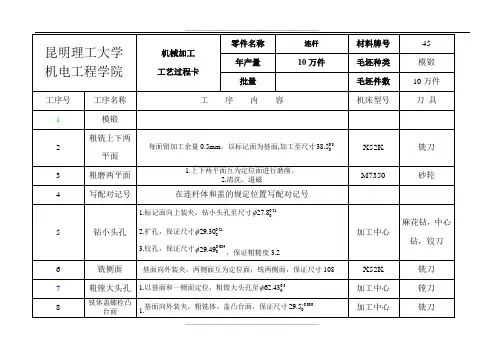
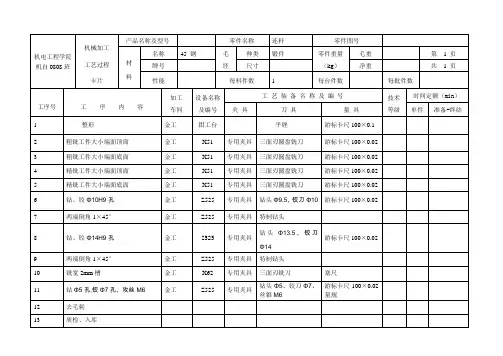
机电工程学院机自0808班
机械加工
工艺过程
卡片
产品名称及型号
零件名称
连杆
零件图号
材
料
名称
45钢
毛
坯
种类
锻件
零件重量
(kg)
毛重
第1页
牌号
尺寸
净重
共1页
性能
每料件数
1
每台件数
每批件数
工序号
工序内容
加工
车间
设备名称
及编号
工艺装备名称及编号
技术
等级
时间定额(min)
夹具
刀具
量具
单件
准备-终结
1
整形
金工
钳工台
三面刃ห้องสมุดไป่ตู้盘铣刀
游标卡尺100×0.02
6
钻、铰Φ10H9孔
金工
Z525
专用夹具
钻头Φ9.5、铰刀Φ10
游标卡尺100×0.02
7
两端倒角1×45°
金工
Z525
专用夹具
特制钻头
8
钻、铰Φ14H9孔
金工
连杆机械加工工艺过程综合卡
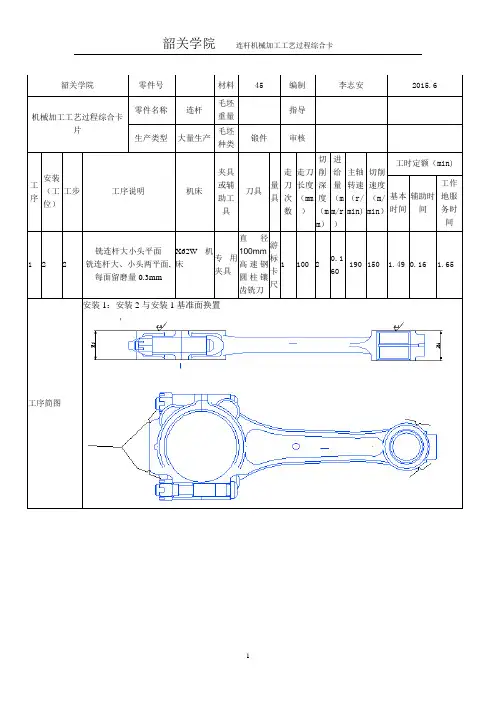
韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序说明机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间1 2 2铣连杆大小头平面铣连杆大、小头两平面,每面留磨量0.3mmX62W机床专用夹具直径100mm高速钢圆柱镶齿铣刀游标卡尺1 100 20.160190 150 1.49 0.16 1.65工序简图安装1:安装2与安装1基准面换置韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间2 2 2 粗磨连杆大小头平面以一大平面定位,磨另一大平面,保证中心线对称,无标记面称基面。
(下同)M7130磨床磁力吸盘砂轮直径 D =270mm厚度百分尺1 100 0.2 8 55144 0.070.21 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/r)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间3 1 3加工小头孔钻扩铰小头孔钻床Z525滑具钻模麻花钻 1 10 38 0.48 27217 0.380.5 0.2扩孔钻 1 10 0.3 0.9 12514.840.3 0.033 0.2高速钢铰刀塞规1 10 0.1 0.62 12512.670.6450.070.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间4 2 2 以基面及大、小头孔定位,装夹工件拉大头孔两侧尺寸01.098 mm两侧面和螺栓孔凸台两侧面和后座的三侧面,保证对称拉床EQ0159-00专用夹具外形拉刀宽 B= 40mm游标卡尺1 54 40 0.1 75046.8 0.230.18 0.2以基面及大、小头孔定位,装夹工件拉小头孔凸台两侧面和后座三侧面,保证对称1 50 40 0.1 64027 0.260.18 0.1工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/s)工时定额(min)基本时间辅助时间工作地服务时间5 1 1扩大头孔以基面定位,以小头孔定位,扩大头孔为Φ60()30.00+mm钻床Z3080滑柱钻磨套扩孔钻直径D =60 mm塞规1 46 5 1.832 6.030.6590.072 0.2工序简图韶关学院零件号材料45 编制李志安2015.6机械加工工艺过程综合卡片零件名称连杆毛坯重量指导生产类型大量生产毛坯种类锻件审核工序安装(工位)工步工序内容机床夹具或辅助工具刀具量具走刀次数走刀长度(mm)切削深度(mm)进给量(mm/z)主轴转速(r/min)切削速度(m/min)工时定额(min)基本时间辅助时间工作地服务时间6 1 1铣开连杆体和盖以基面及大、小头孔定位,装夹工件,切开工件,编号杆身及上盖分别打标记。
连杆零件加工工序工艺卡
连杆零件加工工序,工艺卡连杆的结构连杆是较细长的变截面非圆形杆件,其杆身截面从大头到小头逐步变小,以适应在工作中承受的急剧变化的动载荷。
连杆是由连杆大头、杆身和连杆小头三部分组成,连杆大头是分开的,一半与杆身为一体,一半为连杆盖,连杆盖用螺栓和螺母与曲轴主轴颈装配在一起。
为了减少磨损和磨损后便于修理,在连杆小头孔中压人青铜材套,大头孔中装有薄壁金属轴瓦。
为方便加工连杆,可以在连杆的大头侧面或小头侧面设置工艺凸台或工艺侧面。
连杆的工艺特点(1)连杆体和盖厚度不一样,改善了加工工艺性。
连杆盖厚度为31mm,比连杆杆厚度单边小3.8mm,盖两端面精度产品要求不高,可一次加工而成。
由于加工面小,冷却条件好,使加工振动和磨削烧伤不易产生。
连杆杆和盖装配后不存在端面不一致的问题,故连杆两端面的精磨不需要在装配后进行,可在螺栓孔加工之前。
螺栓孔、轴瓦对端面的位置精度可由加工精度直接保证,而不会受精磨加工精度的影响。
(2)连杆小头两端面由斜面和一段窄平面组成。
这种楔形结构的设计可增大其承压面积,以提高活塞的强度和刚性。
在加工方面,与一般连杆相比,增加了斜面加工和小头孔两斜面上倒角工序;用提高零件定位及压头导向精度来避免衬套压偏现象的发生,但却增加了压衬套工序加工的难度。
(3)带止口斜结合面。
连杆结合面结构种类较多,有平切口和斜切口,还有键槽形、锯齿形和带止口的。
该连杆为带止口斜结合面.明确毛坯状况连杆材料一般采用45钢或40Cr、45Mn2等优质钢或合金钢,近年来也有采用球墨铸铁的。
钢制连杆都用模锻制造毛坯。
连杆毛坯的锻造工艺有两种方案:将连杆体和盖分开锻造;连杆体和盖整体锻造。
整体锻造或分开锻造的选择决定于锻造设备的能力,显然整体锻造需要有大的锻造设备拟定工艺路线;连杆的尺寸精度、形状精度和位置精度的要求都很高,但刚度又较差,容易产生变形。
连杆的主要加工表面为大小头孔、两端面、连杆盖与连杆体的接合面和螺栓等。
(机械制造行业)机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡
学生姓名
届
学院(系)机械学院
指导教师
职称
2013 专业机械工程及自动化 副教授
天型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(1)页
材料牌号
天津理工大学
机械加工工艺过程卡片
产品型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(2)页
材料牌号 工 工序 序 名称 号
45Mn 工
毛坯种类 序
16 钳工 钻扩铰螺栓孔
17 钳工 杆盖螺栓孔倒角 18 铣工 铣杆盖缺口面 19 铣工 铣杆油槽 20 钳工 钻油孔 21 钳工 煮螺栓 22 钳工 装配螺栓 23 车工 半精镗大头孔 24 车工 大头孔倒角
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
设备
工
每台件数 艺装备
4 备注
工
时
准终 单件
Z535
钻头φ42.5
1
镗床 J-24,D-24,气动测头,内径表 18~35
2.4
铣床
J-25,三面刀铣刀φ100×22,锉刀
4.8
磁力探伤机
钳工台
重量分选仪 ZDF-1000 型 金属电刻字机 DK100 型
25 磨工 精磨两大平面
26 车工 精镗大小头孔
27 车工 车小头厚度 28 车工 修重小头
29 钳工 珩磨大头孔
30 钳工 压铜套
锻件 内
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
连杆螺钉夹具设计工序卡片
零件图号
共12页
小组
产品名称
零件名称
连杆螺钉
第7页
工序号
70
工序名称
精磨φ34外圆
零件毛重
零件净重
一个工人看管机床台数
1
零件数
每台件数
1
每次加工数
1
材料
名称
合金结构钢
牌号
40Cr
状态
设备
名称型号
M1331
编号
磨床
夹具
名称
专用夹具
代号
冷切液
每批件数
准终时间
基本时间
单件时间
工步号
工步内容
刀具名称规格
编号
铣床
夹具
名称
专用夹具
代号
冷切液
每批件数
准终时间
基本时间
单件时间
工步号
工步内容
刀具名称规格
或代号
量具名称规格
或代号
辅具名称规格或代号
加工尺寸
背吃刀量
(mm)
切削长度
(mm)
加工余量
(mm)
切削速度
(m/min)
主轴转速
(r/min)
进给
量(mm/r)
切削时间
(min)
1
定位夹紧
2
铣尺寸到42mm
面铣刀
切削速度
(m/min)
主轴转速
(r/min)
进给
量(mm/r)
切削时间
(min)
1
定位夹紧
2
铣右端面保证与螺纹平齐
面铣刀
0.05mm游标卡尺
2
7
1.57
300
0.12
机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
郭 X标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日 期XX 公司(学校)机械加工工序卡片产品型号 零(部)件图号 LG-00共 33 页产品名称连杆零(部)件名称连杆第 4 页工序号工 序 名 称车 间材 料 牌 号4铣机加40Mn毛 坯 种 类毛坯外型尺寸每坯件数每 台 件 数锻件毛坯图11设 备 名 称设 备 型 号设备编号同时加工件数铣床 X52K1夹 具 编 号 夹 具 名 称冷 却 液XX-L-01铣夹具工 位 器 具 编 号工 位 器 具 名 称工 步 号工 步 内 容工 艺 装 备主 轴 转 速 (转/分)切 削 速 度 (米/分)走刀量毫米/转吃 刀 深 度 (毫米)走 刀 次 数1 以一大平面定位,将有凸标记面(基准面下同)朝上, Φ63面铣刀 340 64 0.2 1.5 1 侧面夹紧,粗铣端面然后翻转,铣另一面至尺寸0.32039mm +游标卡尺0-125Ra6.42以相同定位方式定位,先铣基准面,再以基准面定位精铣 425 80 0.15 0.6 1 描 图另一面,精铣两端面至尺寸0.1700.23238mm --,Ra1.6描 校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第 5 页工序号工序名称车间材料牌号5 钻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称冷却液XX-L-02钻模工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基准大平面定位3个自由度以小头孔外圆定位2个自由度Φ27麻花钻300 25.5 0.14 1夹紧工件,钻Φ27mm孔,Ra12.52 扩Φ20mm孔至Φ29.1mm孔,Ra12.5 Φ29.1扩孔钻320 29.2 0.8 1 13 铰Φ29.1mm孔至Φ0.05229.29 mm3,Ra6.3 Φ29.29铰刀137 13.2 0.8 0.1 1 描图内径千分表描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第 6 页工序号工序名称车间材料牌号6 铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数万能卧式铣床X62W 1夹具编号夹具名称冷却液XX-L-03 铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以小头孔及大头孔定位,夹紧工件,粗铣侧面至尺寸98mm Φ27面铣刀475 29.8 0.18 1.5 1Ra12.52 半精铣侧面至980.15,Ra6.3 611 38.4 0.05 0.5 13 自检游标卡尺描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第7页工序号工序名称车间材料牌号7 扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数摇臂钻Z3080 1夹具编号夹具名称冷却液XX-L-04扩夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基面、小头孔及大头一侧面定位,夹紧工件,扩孔至Φ60扩孔钻410 75.6 0.52 1Φ601 mm,Ra12.5描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第8页工序号工序名称车间材料牌号8 铣机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1夹具编号夹具名称冷却液XX-L-05 铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基准面,小头孔及大头侧面定位,夹紧工件,铣大头配重Φ27面铣刀475 29.8 0.18 1.5 1块端面,保证尺寸245mm,Ra12.52 半精铣至尺寸0.12243 mm,Ra6.3 611 38.4 0.05 0.5 1游标卡尺描 图描 校底 图 号编 制 (日 期)审 核(日 期)批 准(日 期)郭 X标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日 期XX 公司(学校)机械加工工序卡片产品型号 零(部)件图号 LG-00共 33 页产品名称连杆零(部)件名称连杆第 9 页工序号工 序 名 称车 间材 料 牌 号9铣40Mn毛 坯 种 类毛坯外型尺寸每坯件数每 台 件 数锻件毛坯图11设 备 名 称设 备 型 号设备编号同时加工件数卧式万能铣床 X62W1夹 具 编 号夹 具 名 称冷 却 液XX-L-06 铣夹具工 位 器 具 编 号工 位 器 具 名 称工 步 号工 步 内 容工 艺 装 备主 轴 转 速 (转/分)切 削 速 度 (米/分)走刀量毫米/转吃 刀 深 度 (毫米) 走 刀 次 数1 以基准平面,小头孔及大头侧面定位,夹紧工件,铣开连杆 Φ63锯片铣刀2mm 厚355 70.2 0.015 2 1 保证尺寸0.16049.5+mm 及0.185191.5+mm ,Ra12.52去毛刺锉刀3 编号钳工工具描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第10 页工序号工序名称车间材料牌号10 铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称冷却液XX-L-07铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 连杆体以基面,小头孔及一大头侧面定位,夹紧工件,Φ100端铣刀280 80 0.12 1精铣连杆体结合面至尺寸190 0.035mm,Ra2.5 游标卡尺2 自检描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第11页工序号工序名称车间材料牌号11 铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称冷却液XX-L-08 铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以连杆盖大头基面,配重块基面及大头一侧面定位,夹紧工Φ100端铣刀280 80 0.12 1件,精铣结合面,保证尺寸0.1248 mm,Ra2.52 自检游标卡尺描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第12页工序号工序名称车间材料牌号12 铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称冷却液XX-L-09铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以连杆体大头基面,小头孔及一侧面定位,夹紧工件, Φ68铣槽专用铣刀337 72 0.12 5 1 铣斜槽,保证尺寸0.100.0558mm +-⨯描 图描 校底 图 号编 制 (日 期) 审 核(日 期)批 准(日 期)郭 X标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日 期XX 公司(学校)机械加工工序卡片产品型号 零(部)件图号 LG-00共 33 页产品名称连杆零(部)件名称连杆第 13 页工序号工 序 名 称车 间材 料 牌 号13铣40Mn毛 坯 种 类毛坯外型尺寸每坯件数每 台 件 数锻件 毛坯图11设 备 名 称设 备 型 号设备编号同时加工件数卧式铣床X62 1夹 具 编 号夹 具 名 称冷 却 液XX-L-10 铣夹具工 位 器 具 编 号工 位 器 具 名 称工 步 内 容 工 艺 装 备主 轴切 削走刀量吃 刀走 刀工 步 号转 速 (转/分)速 度 (米/分)毫米/转深 度 (毫米)次 数1 以连杆体盖大头基面,大头配重块基面及一侧面定位,夹紧, Φ68铣槽专用铣刀337 72 0.12 5 1 工件铣斜槽,保证尺寸0.100.0558mm +-⨯描 图描 校底 图 号编 制 (日 期) 审 核(日 期)批 准(日 期)郭 X标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日 期XX 公司(学校)机械加工工序卡片产品型号 零(部)件图号 LG-00共 33 页产品名称连杆零(部)件名称连杆第 14 页 工序号工 序 名 称车 间材 料 牌 号14钻40Mn毛 坯 种 类毛坯外型尺寸每坯件数每 台 件 数锻件毛坯图11设 备 名 称设 备 型 号设备编号同时加工件数专用钻床1夹 具 编 号夹 具 名 称冷 却 液XX-L-11 钻模工 位 器 具 编 号工 位 器 具 名 称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 连杆体以基面,小头孔及一侧面定位,连杆盖以基面,一大Φ10麻花钻650 20.7 0.2头侧面及配重块平面定位,夹紧工件,钻4-Φ10mm孔深度min 30h mm,位置由夹具保证,Ra12.5描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第15页工序号工序名称车间材料牌号15 锪40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称冷却液XX-L-12锪夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 连杆体以基面,小头孔及一侧面定位,夹紧工件,锪两螺栓,Φ24端面锪钻160 12 0.6座面保证尺寸240.35mm±,Ra6.32 连杆体以基面,小头孔及一侧面定位,夹紧工件,锪两螺母,160 12 0.6座面保证尺寸270.35mm±,Ra6.3描图 3 去毛刺飞边锉刀描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第16页工序号工序名称车间材料牌号16 扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数钻床Z3050 1夹具编号夹具名称冷却液XX-L-13扩夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 连杆体以基面,小头孔及一侧面定位,夹紧工件扩Φ10mm Φ12扩孔钻600 20.7 0.2 1孔至Φ12mm,Ra6.32 连杆盖以基面,配重块基面及一侧面定位,夹紧工件,扩Φ12扩孔钻600 20.7 0.2 1Φ10mm孔至Φ12mm,Ra6.3描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第17页工序号工序名称车间材料牌号17 扩40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数钻床Z3050 1夹具编号夹具名称冷却液XX-L-14扩夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以连杆盖结合面及两孔定位,夹紧工件扩连杆盖Φ12mm至Φ13扩孔钻53021.6 0.2 0.5 Φ13mm,保证尺寸19mm,Ra6.3描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第18页工序号工序名称车间材料牌号18 铰40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数钻床Z3050 1夹具编号夹具名称冷却液XX-L-15铰夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 连杆体以基面,小头孔及一侧面定位,夹紧工件铰Φ10mm Φ12.2铰刀550 20.7 0.8 0.1孔至Φ12.2mm,Ra1.62 连杆盖以基面,配重块基面及一侧面定位,夹紧工件,铰Φ12.2铰刀550 20.7 0.8 0.1Φ10mm孔至Φ12.2mm,Ra1.6描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第19页工序号工序名称车间材料牌号19 倒角40Mn工序号工序名称车间材料牌号21 组装40Mn 毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数气动扳手 1夹具编号夹具名称冷却液工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 将配对的连杆体及连杆盖用工艺螺栓组配到一起,标记均朝气动扳手上,保证拧紧力矩100-120N m2 每装配20对工件检验力矩扭力扳手描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第22页工序号工序名称车间材料牌号22 镗40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数镗床T68 1夹具编号夹具名称冷却液XX-L-17镗夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以大头基面,小头孔及一侧面定位,夹紧工件,粗镗大头孔可转位镗刀150 30 0.5 1至尺寸Φ64mm,Ra6.3描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第23页工序号工序名称车间材料牌号23 倒角40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数铣床W62 1夹具编号夹具名称冷却液XX-L-18倒角夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以大基面及大头孔定位,夹紧工件,大头孔倒角3X45°刀盘150 14 0.1 3 1描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第24页工序号工序名称车间材料牌号24 镗40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数双轴可调镗床 1夹具编号夹具名称冷却液XX-L-19镗夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基面,一侧面及小头孔做预定位,在小头外圆用以活动V 镗刀200 40 0.6 0.5 1块做辅助定位,当夹紧活动V块时撤去小头孔定位销,夹紧工件,半精镗大头孔至尺寸Φ0.1965+mm,Ra1.6,精镗小头镗刀500 50 0.3 0.1 1孔至尺寸Φ0.3329.49+29.49, Ra1.6描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第25页工序号工序名称车间材料牌号25 镗40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数镗床T611 1夹具编号夹具名称冷却液XX-L-20镗夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基面,小头孔及一侧面定位,夹紧工件,精镗大头孔至镗刀250 50 0.3 0.2 1尺寸Φ0.04665.4 mm,Ra0.8描图描校底图号编制(日期)审核(日期)批准(日期)郭X郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第27页工序号工序名称车间材料牌号27 铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数卧式铣床X62 1夹具编号夹具名称冷却液XX-L-21铣夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 按称重去除配重块材料Φ27面铣刀475 29.8 0.18描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第28页工序号工序名称车间材料牌号28 钻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数钻床Z3025 1夹具编号夹具名称冷却液XX-L-22钻模工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基面,大头孔及小孔定位,夹紧工件,钻Φ6.5油孔,Ra12.5Φ6.5麻花钻480 16.5 0.12 12 钻Φ10孔,保证尺寸6mm,Ra12.5 Φ10麻花钻500 16.5 0.12 1 描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第29页工序号工序名称车间材料牌号29 倒角40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数钻床Z3050 1夹具编号夹具名称冷却液XX-L-23倒角夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以大基面及小头孔定位,夹紧工件,小头孔倒角2X45°Φ36麻花钻300 14 0.1 3 1 描图描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第30页工序号工序名称车间材料牌号30 珩磨40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数珩磨机床 1夹具编号夹具名称冷却液XX-L-24磨夹具工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 以基面,小头孔及一侧面定位,夹紧工件,珩磨大头孔至1000 31 0.05 0.05尺寸Φ0.01965.5 mm,Ra0.4描校底图号编制(日期)审核(日期)批准(日期)郭X标记处数更改文件号签字日期标记处数更改文件号签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33 页产品名称连杆零(部)件名称连杆第31页工序号工序名称车间材料牌号31 终检40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称工步号工步内容工艺装备主轴转速(转/分)切削速度(米/分)走刀量毫米/转吃刀深度(毫米)走刀次数1 检验各图中尺寸专用检具。