DFMEA设计潜在失效模式及后果分析Nanjing
合集下载
DFMEA设计潜在失效模式及后果分析(Nanjing) 2013-09

G9
G8
G7
G6
G5
G4
G3
G2
G1
DFMEA策划 创建团队
输入
• 项目信息; • 项目时间进度; • 开发团队信息。
2013-9
输出
• DFMEA的零件清单; • 实施计划; • 核心团队的支持成员。
21
二. DFMEA策划及准备 STEP 2 – 创建团队 (G9-TG0)
牵头及负责人:DRE
设计潜在失效模式 设计潜在失效模式 及后果分析 DFMEA 及后果分析 DFMEA
2013-9
第一部分:FMEA发展和介绍 第二部分:DFMEA策划及准备 第三部分:DFMEA分析和实施 第四部分:注意事项和常见问题 第五部分:范例学习讨论
2013-9
2
一. FMEA发展和介绍 FMEA概念 Potential Failure Mode & Effect Analysis 潜在 “失效模式及后果分析”的首字母缩写 FMEA是一种普遍且重要的可靠性分策划及准备 DFMEA逻辑流程图:准备和实施
调研 以往的 失效模式 定义分析 范围: 方块图
准备 实施
潜在失效 后果 针对各 功能识 别潜在 失效模 式
严重度(S) 解决 问题 降低 风险
创建 DFMEA 团队
识别功能 需求
潜在失效 起因/机理
频度(O)
建议 措施
策划:确 定范围和 时间进度
G8 项目启动
G7 方案批准
G6 项目批准
G5 工程发布
G4
G3
G2
G1
战略立项
产品和 预试生产 试生产 正式投产 工艺验证
产品开发阶段:TG0 ~ TG2数据发布 工程发布 TG0发布 前期策划 DFMEA分析 确定 清单计划 DFMEA TG1版完成 DFMEA TG2版完成 DFMEA ESO版完成 TG1发布 失效分析和预防 TG2发布 根据验证结果更新 动态更新
DFMEA - 产品设计失效模式及后果分析
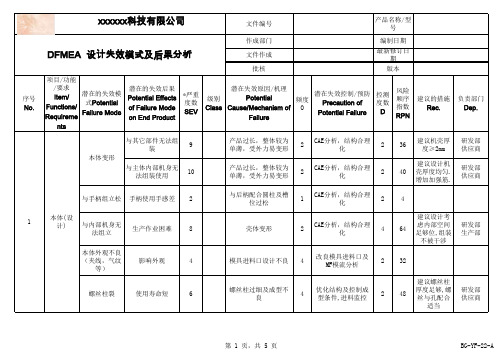
文件编号作成部门文件作成批核序号No.项目/功能/要求Item/Functions/Requirements潜在的失效模式PotentialFailure Mode潜在的失效后果Potential Effectsof Failure Modeon End Product*严重度数SEV级别Class潜在失效原因/机理PotentialCause/Mechanism ofFailure频度O潜在失效控制/预防Precaution ofPotential Failure控测度数D风险顺序指数RPN建议的措施Rec.负责部门Dep.与其它部件无法组装9产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化236建议机壳厚度≥2mm研发部供应商与主体内部机身无法组装使用10产品过长,整体较为单薄,受外力易变形2CAE分析,结构合理化240建议设计机壳厚度均匀.增加加强筋.研发部供应商与手柄组立松手柄使用手感差2与后柄配合圆柱及槽位过松1CAE分析,结构合理化24与内部机身无法组立生产作业困难8壳体变形2CAE分析,结构合理化464建议设计考虑内部空间足够位,组装不被干涉研发部生产部本体外观不良(夹线,气纹等)影响外观4模具进料口设计不良4改良模具进料口及MF模流分析232螺丝柱裂使用寿命短6螺丝柱过细及成型不良4优化结构及控制成型条件,进料监控248建议螺丝柱厚度足够,螺丝与孔配合适当研发部供应商本体变形xxxxxx科技有限公司产品名称/型号编制日期最新修订日期版本本体(设计)DFMEA 设计失效模式及后果分析1*严重度数SEV高于或等于5的需要填写后面的建议措施。
潜在失效模式及后果分析(DFMEA)

FMEA编号: 共 5页 , 第 1~5 页 编制人: FMEA日期(编制)2015.3.14 FMEA日期(修订) 2016.5.15 措施结果 责任及目标 建议措施 采取的措施 S O D 完成日期
RPN
胶带宽度不足 胶带宽度符合产品 要求,不可露铜线 。 绕线胶带
1、露铜线 2、造成耐压不良, 产品功能丧失 3、绕组之间安规距 离不足。
FMEA编号: 共 5页 , 第 1~5 页 编制人: FMEA日期(编制)2015.3.14 FMEA日期(修订) 2016.5.15 措施结果 责任及目标 建议措施 采取的措施 S O D 完成日期
RPN
含浸/烘烤
产品外观凡立水不 产品外观凡立水不能烘 烘干,不能粘手 干,粘手
1、磁芯、线圈松动 2、产品整机使用会 产生异音 3、绝缘度不足易产 生耐压不良或短路
1
20
含浸/烘烤
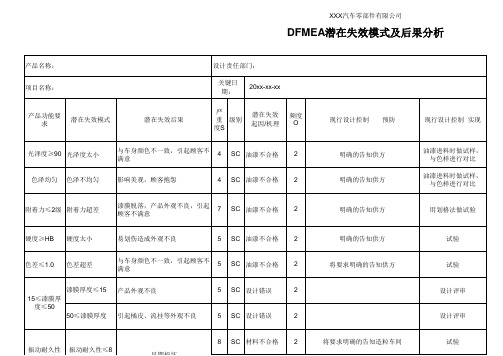
潜在失效模式及后果分析
(DFMEA)
项目名称:变压器类 核心小组: 过程 要求 功能 组长: 潜在 失效模式 潜在 失效后果 严 重 度 S 级 别 潜在失效 起因/机理 发 生 度 O 现行过程 控制预防 现行过程 控制探测 探 测 RPN 度 D 过程责任部门 :APQP小组 关键日期 : 2015.3.14
2
40
1、造成铜线上挡墙 2、安规距离不足 3、对功能无影响 5
1:选择挡墙厚度不合理 2:定义挡墙圈数不合理
2
50
理线
1、产品外观不符, 理线缠线不能超出 理线缠线超出线架凸点高 量产难度大,客户 线架凸点高度 度 装板浮高。
5
1:引出线股数太多; 2:引出线线径太大; 3:骨架凸点太低.
1:重新选择引出线股数; 5 2:重新选择引出线线径; 3:重新选择高凸点骨架.
DFMEA--设计潜在失效模式及后果分析(2)

效模式 之效應 功能
失效機制
嚴 重 性
等 級
發 預防性 生 頻 率
探測性
風 難險 檢優 度先
數
完成日期 已採取行動 風
嚴發難險 重生檢優 性度度先
數
9
10
11
12 13
14
15
16
17 18 19
20
21
22
9
FMEA表格
1. DFMEA 編號
➢ 文件編號,作為追蹤之用
2. 系統、次系統、零件的名稱和編號
6
開展DFMEA
列出設計目的 客戶的要求
➢ 產品要求 ➢ 製造要求 ➢ 裝配要求 …
7
開展DFMEA (續)
使用流程圖和方塊圖建立:
➢ 輸入訊息 ➢ 過程(功能) ➢ 可交付產品或輸出
表示主要的關係和邏輯順序
8
FMEA表格 – DFMEA
___ 系統 __________________
12. 嚴重程度(S)
➢ 評估潛在的失效效應的嚴重性 ➢ 發生的話,對客戶做成影響的程度 ➢ 對下個零件組、次系統或系統的影響
23
FMEA表格
12. 嚴重程度(S) (續)
➢ 應訂立公司的一套指標 ➢ 設計小組對 評定準則和分級規則應意見
一致,即使因為個別產品分析作了修改 也應一致 ➢ 只有進行設計更改,才可以降低嚴重程 度的排序指指標
➢ 應有FMEA的 初稿日期 和 最近修訂日期
8. FMEA小組
➢ 釐訂和/或執行任務的負責人、個人和 部門
➢ 最好為工作小組成員製作一份分發清單, 列出他們的姓名、部門和聯絡方法等
12
FMEA表格
9. 項目/功能
dfmea潜在失效模式及后果分析案例

7
两侧导向筋强度不 足
CAE分析,导向筋 强度合理化 增加加强筋,提 高强度 连接处配合方式 选择合理
8
撞击导致结构破坏
8
连接处密封性差
密封性
手柄密封性 软管与软管连 不满足客户要 接管的密封性 求,影响手柄吸 差 尘效率 9 连接处密封性不足 增加密封件
裸机通过 重要部位断 需通过球 球击测试, 产品无法再使 裂(尤其是机 击测试 功能正常, 用 壳) 无断裂 电池包2000 电池包松脱或 次插拔寿命 电池使用效率 测试后挂靠 低 不牢 通过整机配 电池包撞墙 测试 机壳配合处断 裂
3
105
排除电池包倒扣位, 各暂定一个插拔力范 围。例3-5 kgf 1.参照样机考虑加弹 簧或弹片式减振结构
尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度 尺寸链分析计算保证尺 寸精度
检测插拔力 1.单边间隙 0.4mm以上 2.参照园林产 品
保证下盖与进 气口橡胶套翻 边配合无间隙 尘桶和下盖橡 胶密封圈尺寸 保证无间隙 分离管密封圈 翻边与尘桶之 间单边0.2mm过 盈 导流锥与橡胶 圈压装0.3mm过 盈 进气口与风机 橡胶套之间配 合单边过盈 过渡配合,IQC 尺寸全检 气阀密封圈喇 叭口做大,有 段直边配合 进气端两颗螺 丝柱保证高度 方向精度 密封圈与通风 盘内孔有单边 0.2mm过盈,检 测旋转力度 面接触部位开 槽加O型圈
8
A
1.塑件壳体加强筋 1.合理布设筋板 布设不合理 2.连接处强度薄 2.零件连接处强度 弱处加固 过于薄弱 1.机壳未做圆滑过 渡,磨损过大 2.电池包倒扣弹簧 疲劳 1.机壳参照园林 产品做圆滑过渡 2.选用成熟的电 池包 1.参照园林产品 机壳限位筋位强度 设计 2. 不够 配合尺寸计算累 积公差 1.参照园林产品 机壳与电池包卡扣 设计 2. 配合不当有干涉 配合尺寸计算累 积公差 机壳与电池包配合 配合尺寸计算累 间隙不当或无弹性 积公差 减震结构
DFMEA设计失效模式及后果分析
行减薄或本体局部加厚等防缩处理
设计评审
3
设计评审
中间开口、 开孔或边沿 无尖角、无
尖边缘
中间开口、开孔 或边沿有尖角、
尖边缘
外观不良,易产生飞边,并导致 后期修整困难
6
圆柱、卡扣 座、安装筋 等结构强度
足够
圆柱、卡扣座、 安装筋等结构强 加强筋少、矮,壁厚太薄 度不够,易断裂
6
安装方便
安装困难 效率低、拆卸不方便
8 SC 材料不合格 2
耐高温性 不耐高温性 性能下降、强度下降发粘异臭味 8 SC 材料不合格 2
耐热循环性 能良好
耐热循环性能差 易变形、早期失效
耐振动性性 能良好
耐振动性性能差
易变形、断裂、脱落
振动性耐久 振动性耐久性能
性能良好
差
易断裂、早期失效
耐气候老化 耐气候老化性能
性能良好
差
变色、早期失效
试验验证
3
将窄、细、薄等部位加强
设计评审
3
将要求明确的告知造粒车间
试验验证
4
增加定位点
设计评审
3
将要求明确的告知造粒车间
试验验证
4
设计定位面、槽、柱等结构
设计评审
5
图样评审、数模验证
2
设计评审
2
设计评审
2
在三维数模进行面分析
设计评审
壁厚不能超过本体壁厚的1/3,最大不 3 能超过1/2。必须超过时,须对根部进
6
产品易于涂 装
产品难涂装 外观不良
6
尽量避免嵌 件结构 嵌件数量多
效率低、不安全、易损伤模具或 产品
6
嵌件不脱落 、不转动
设计评审
3
设计评审
中间开口、 开孔或边沿 无尖角、无
尖边缘
中间开口、开孔 或边沿有尖角、
尖边缘
外观不良,易产生飞边,并导致 后期修整困难
6
圆柱、卡扣 座、安装筋 等结构强度
足够
圆柱、卡扣座、 安装筋等结构强 加强筋少、矮,壁厚太薄 度不够,易断裂
6
安装方便
安装困难 效率低、拆卸不方便
8 SC 材料不合格 2
耐高温性 不耐高温性 性能下降、强度下降发粘异臭味 8 SC 材料不合格 2
耐热循环性 能良好
耐热循环性能差 易变形、早期失效
耐振动性性 能良好
耐振动性性能差
易变形、断裂、脱落
振动性耐久 振动性耐久性能
性能良好
差
易断裂、早期失效
耐气候老化 耐气候老化性能
性能良好
差
变色、早期失效
试验验证
3
将窄、细、薄等部位加强
设计评审
3
将要求明确的告知造粒车间
试验验证
4
增加定位点
设计评审
3
将要求明确的告知造粒车间
试验验证
4
设计定位面、槽、柱等结构
设计评审
5
图样评审、数模验证
2
设计评审
2
设计评审
2
在三维数模进行面分析
设计评审
壁厚不能超过本体壁厚的1/3,最大不 3 能超过1/2。必须超过时,须对根部进
6
产品易于涂 装
产品难涂装 外观不良
6
尽量避免嵌 件结构 嵌件数量多
效率低、不安全、易损伤模具或 产品
6
嵌件不脱落 、不转动
新版本DFMEA-设计潜在失效模式及後果分析

潛在失效影 響 功能喪失, 引擎功能失 常,無法啟 動
潛在失 效起因 膠材 施膠量 外殼間隙 施膠均勻
現行設計 預防 NA
現行設計 驗證 耐濕測試
耐濕
客戶要求, 包括使用環 境,法令法 規,組裝性 與維修性(即 DFM/DFA) 此亦包括製 程與供應商 的技術極限
即特殊特性。和 即產品特性。 針對失效起因。 包括設計驗 安全,重要功能, 將會全部顯 可填入DOE, 證,確認。 法令法規與裝配 現於工程圖 田口法(之前 必須明確清 功能的細部或 視產品與其應用面 性有關之特性。 或規格書當 實驗之編號) 楚顯示所有 具體要求的展 之不同,分數會不 和嚴重性相關。 中。影響最 或設計指南/指 相關驗證方 開。一個功能 同。家族化是會有 此符號會延伸至 大的放第一 導之章節編號。 式與時機。 可能會展開許 盲點 P-FMEA, C/P和 個。餘此類 沒有就要空白。 多要求 推。 SOP
車身工程師 A.Tate 0X-09-03
實驗結果 1481號顯示 5 厚度是適當的 0X-09-30
2
3
30
蠟層厚度 規定不足
3
7
105 對蠟層厚 度進行試 驗設計 (DOE) 車身工程師 J.Smythe 0X-10-18 DOE顯示規定 的厚度變差在 25%範圍內可 5 以接受 0X10-25
Effect 1 Effect 2
Failure Mode (cause) Effect Analysis
4
• 工作中出错的事件及 情形? • 事后纠错的代价?
1:10:100:1000
5
事后纠错的代价?
预见问题
解决问题
发现问题
用户端
1000$
设计 开发 制造
潜在失效模式及后果分析(DFMEA)

設計FMEA的開發
11) 潛在失效后果 潛在失效的后果﹐就是失
效模式對系統功能的影響﹐ 就如顧客感受的一樣﹒
設計FMEA的開發
11) 潛在失效后果 要根据顧客可能發現或經歷的情況來描述失效
的后果﹐要記住顧客可能是內部的顧客﹐也可 能是外部最終的顧客﹒
要清楚地說明該功能是否會影響到安全性或与 法規不符﹒
设计FMEA(DFMEA)
設計FMEA的作用
有助于對設計要求和設計方案進行客觀評价 有助于對制造和裝配要求的最初設計 提高在設計/開發過程中考慮潛在失效模式
及其對系統和产品影響的可能性 為全面﹑有效的設計試驗和開發項目的策划
提供更多的信息
设计FMEA(DFMEA)
設計FMEA的作用
根据潛在失效模式對“顧客” 的影 響﹐
车门寿命降低,
导致:
7
* 因漆面长期
設計FMEA的開發
10)潛在失效模式 所謂潛在失效模式是指系統﹑子系統或零部
件有可能未達到或不能实现预期功能的情况﹒ 它可能是更高一級子系統﹑系統的潛在失效模 式的起因﹐也可能是更低一級的零部件潛在失 效模式的后果﹒
設計FMEA的開發
10)潛在失效模式 對一個特定項目及其功能﹐列出每一個潛在失 效模式﹒前提這种失效可能發生﹐但不是一定 發生﹒
(3)
关键日期: 9X年 03 01
(6)
得斯-制造部、J.福特-总装厂(Dalton, Fraser,Henley 总装厂)
嚴
重
頻
(8)
探 测R
設計FMEA的開發
7) FMEA日期
填入編制FMEA原始稿的日期及最新修訂的日期﹒
FMEA 編號: 1234 (1)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b) 产品特殊特性和规范 c) 。。。。。
2013-9
7
一. FMEA发展和介绍
FMEA是一种普遍的逻辑思维方法
研究对象 1
需要满足 什么功能 和要求
1
可能出现 什么问题
2
后果 是什么
3 起因 是什么
5
采用什么 控制方法
7
后果多 严重?
4 发生的 几率?
6
探测方法 多好?
8
有什么 更好的
方法
9
解决问题 降低风险
设计潜设在计失潜效在模失式效模式 及后果及分后析果D分FM析EDAFMEA
2013-9
第一部分:FMEA发展和介绍 第二部分:DFMEA策划及准备 第三部分:DFMEA分析和实施 第四部分:注意事项和常见问题 第五部分:范例学习讨论
2013-9
2
一. FMEA发展和介绍
FMEA概念 Potential Failure Mode & Effect Analysis
潜在 “失效模式及后果分析”的首字母缩写
FMEA是一种普遍且重要的可靠性分析方法。
它确保了在产品和过程开发(APQP-先期产品质量策划)中, 考虑并识别了潜在的问题。并根据经验尽早地对可能的风险或缺陷 进行评估、分析判断发生的原因,以便在现有技术的基础上制定出 消除或减小风险到可接受水平的措施。
2013-9
* 德国汽车工业协会VDA也发布过FMEA的手册,后面将会参考比较。
2013-9
5
一. FMEA发展和介绍
FMEA分类
DFMEA:设计FMEA 在产品开发初期分析由设计引起的产品功能相关的失效。
SFMEA:系统FMEA 关注的是由设计引起的,功能和接口相关的失效。 接口可以是零件和系统间的,也可以是各系统间的。
2013-9
22
二. DFMEA策划及准备
STEP 3 – 调研以往的失效模式 (TG0)
开发周期(月) 里程碑
平台架构零部件
48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
FMEA措施
对于需长途运输 的车辆进行电量 校核及参数调整
可能的问题
零件腐蚀 性能下降
储存原因
海水成分的空 气腐蚀性强
FMEA措施
合理选择零件的表面处 理工艺,通过实验室加
速试验验证效果
2013-9
14
一. FMEA发展和介绍
Which 哪些需要实施DFMEA?—案例
设计变更:
• 形状/尺寸;材料组成/属性;表面处理;管路走向;紧固方式等
情形3:将现有的设计用于新的环境、场所或应用 DFMEA的范围应着重于新的环境,场所,应用或使用形式对现有设计的 影响。
2013-9
13
一. FMEA发展和介绍
Which 哪些需要实施DFMEA?—环境变化案例
曾经,有汽车公司向南美一高原国家出口某款车型。
问题
制动性能 下降
原因分析
真空助力器 性能下降
... ...
2013-9
24
二. DFMEA策划及准备
STEP 4 – 定义分析范围(TG0)
定义DFMEA分析范围,明确分析的目标和识别相关的边界。
方法或资源
G9
G8
G7
G6
G5
G4 G3
G2
G1
战略立项
项目启动 TG0
方案批准 TG1
项目批准 TG2
工程发布
产品和 预试生产 试生产 正式投产 工艺验证
下车体零部件
TG0
TG1
TG2
平台电器系统
TG0
TG1
TG2
ห้องสมุดไป่ตู้
车身电器系统 造型相关车身内外饰
DFMEA策划
TG0
创建团队
TG1 TG2
TG0
TG1
TG2
输入
准备 实施
建议 措施
解决 问题
降低 风险
2013-9
20
二. DFMEA策划及准备
STEP 1 – DFMEA的策划 (G9-TG0)
开发周期(月) 里程碑
平台架构零部件
48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
What 什么是DFMEA?
DFMEA是一种由主要负责设计的工程师/小组早在设计开发 阶段完成的对于整个产品的正式和系统分析。保证在可能的范围 内已充分考虑和指明各种潜在的失效模式及其相关的起因,并制 定出相应的措施方案以解决或降低发生问题的风险。
2013-9
9
一. FMEA发展和介绍
Why 为什么要实施DFMEA?
• 项目信息; • 项目时间进度; • 开发团队信息。
2013-9
输出
• DFMEA的零件清单; • 实施计划; • 核心团队的支持成员。
21
二. DFMEA策划及准备 STEP 2 – 创建团队 (G9-TG0)
牵头及负责人:DRE
• 零件涉及到的其他DRE:接口信息 • SQE:确认供应商的研发和生产能力 • 制造工程师:尺寸工程及工艺可行性 • 售后质量:提供以往失效模式的记录 • 售后工程:零件的可拆卸可维修性 • 材料工程师:材料满足的性能 • CAE:虚拟装配,人机工程是否符合要求 • 供应商:提供方案和技术支持
SQE
供应商
ME
2013-9
售后 工程师
核心成员 DRE
材料 工程师
CAE 工程师
市场 ... ...
16
一. FMEA发展和介绍
Who DFMEA的顾客是谁?
最终用户: 使用产品的人或组织。
OEM组装和制造中心(工厂): 制造过程(冲压,焊接,总装等),以及汽车组装场所。
供应链制造: 材料和部件的制造、组装、装配的供应商场所。
政府法规机构: 制定要求并监督安全与环境规范符合性的政府代理机构。
ü 了解这些顾客,将有助于更加充分有效地定义功能、要求和规范,
也有利于帮助确定失效模式带来的相关影响。
2013-9
17
一. FMEA发展和介绍
DFMEA在APQP中的角色
设计相关:PDT协同
历史信息 失效记录
设计过程:DRE/供应商负责
10
项目
Fun c tion
功能
潜在失效模式
潜在失效后果
严 重 度
级 别
潜在失效 起 因/机理
频 度
1
2
2013-9
3
4
56
现行设计控制
预防
探测
风
探险
测顺
度序
数
建议措施
措施效果
责任和目标 完成日期
采取的 措施
严 重 度
频 度
探 测 度
R P N
7
8
9
10
8
一. FMEA发展和介绍
DFMEA简介 — 5W
G9
G8
G7
G6
G5
G4 G3
G2
G1
战略立项
项目启动 TG0
方案批准 TG1
项目批准 TG2
工程发布
产品和 预试生产 试生产 正式投产 工艺验证
下车体零部件
TG0
TG1
TG2
平台电器系统 车身电器系统 造型相关车身内外饰
TG0
TG1
TG2
TG0
调研以往失效 识别功能需求
TG1
TG2
TG0
TG1
TG2
3
一. FMEA发展和介绍
FMEA起源和发展
1957年:波音等飞机公司
1963年:NASA 阿波罗项目
1974年:美国国防部颁布FMEA军标
1977年:福特汽车公布企业FMEA标准
1986年:国外汽车行业推广应用
1990年:其他行业应用(医疗/电子/金融等)
目前: 国内汽车行业普遍使用 —AIAG FMEA手册
2013-9
4
一. FMEA发展和介绍
AIAG的FMEA手册
1993年,美国三大汽车公司克莱斯勒、福特、通用汽车公司共同成 立了汽车工业行动小组AIAG(Automotive Industry Action Group)。为汽车 制造商和零部件供应商提供平台,解决全球汽车供应链中的问题。
1993年发布了FMEA的参考手册,2008年更新至第四版。
工况原因
当地高原 气候
解决方案
增加电子助 力泵
FMEA措施
对类似的问题 提前进行仿真
性能分析
不只是工况,运输及储存环境也会对产品有影响。 该款车型出口会经过三个月的船运。
问题
车辆首次 无法启动
原因分析
蓄电池电 耗完
运输原因
途中时间 太长
解决方案
调节蓄电池的 电流参数,减
少耗电
还可能出现什么状况,海上环境导致储存情况变化。
动态更新
DFMEA ESO版完成
及时性:在项目开发前期启动,在最终方案确定前完成充分的分析。 持续性:DFMEA是动态文件,可根据项目进展持续更新。
2021031-93年9月
1212
一. FMEA发展和介绍
Which 哪些情况需要实施DFMEA?
2013-9
7
一. FMEA发展和介绍
FMEA是一种普遍的逻辑思维方法
研究对象 1
需要满足 什么功能 和要求
1
可能出现 什么问题
2
后果 是什么
3 起因 是什么
5
采用什么 控制方法
7
后果多 严重?
4 发生的 几率?
6
探测方法 多好?
8
有什么 更好的
方法
9
解决问题 降低风险
设计潜设在计失潜效在模失式效模式 及后果及分后析果D分FM析EDAFMEA
2013-9
第一部分:FMEA发展和介绍 第二部分:DFMEA策划及准备 第三部分:DFMEA分析和实施 第四部分:注意事项和常见问题 第五部分:范例学习讨论
2013-9
2
一. FMEA发展和介绍
FMEA概念 Potential Failure Mode & Effect Analysis
潜在 “失效模式及后果分析”的首字母缩写
FMEA是一种普遍且重要的可靠性分析方法。
它确保了在产品和过程开发(APQP-先期产品质量策划)中, 考虑并识别了潜在的问题。并根据经验尽早地对可能的风险或缺陷 进行评估、分析判断发生的原因,以便在现有技术的基础上制定出 消除或减小风险到可接受水平的措施。
2013-9
* 德国汽车工业协会VDA也发布过FMEA的手册,后面将会参考比较。
2013-9
5
一. FMEA发展和介绍
FMEA分类
DFMEA:设计FMEA 在产品开发初期分析由设计引起的产品功能相关的失效。
SFMEA:系统FMEA 关注的是由设计引起的,功能和接口相关的失效。 接口可以是零件和系统间的,也可以是各系统间的。
2013-9
22
二. DFMEA策划及准备
STEP 3 – 调研以往的失效模式 (TG0)
开发周期(月) 里程碑
平台架构零部件
48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
FMEA措施
对于需长途运输 的车辆进行电量 校核及参数调整
可能的问题
零件腐蚀 性能下降
储存原因
海水成分的空 气腐蚀性强
FMEA措施
合理选择零件的表面处 理工艺,通过实验室加
速试验验证效果
2013-9
14
一. FMEA发展和介绍
Which 哪些需要实施DFMEA?—案例
设计变更:
• 形状/尺寸;材料组成/属性;表面处理;管路走向;紧固方式等
情形3:将现有的设计用于新的环境、场所或应用 DFMEA的范围应着重于新的环境,场所,应用或使用形式对现有设计的 影响。
2013-9
13
一. FMEA发展和介绍
Which 哪些需要实施DFMEA?—环境变化案例
曾经,有汽车公司向南美一高原国家出口某款车型。
问题
制动性能 下降
原因分析
真空助力器 性能下降
... ...
2013-9
24
二. DFMEA策划及准备
STEP 4 – 定义分析范围(TG0)
定义DFMEA分析范围,明确分析的目标和识别相关的边界。
方法或资源
G9
G8
G7
G6
G5
G4 G3
G2
G1
战略立项
项目启动 TG0
方案批准 TG1
项目批准 TG2
工程发布
产品和 预试生产 试生产 正式投产 工艺验证
下车体零部件
TG0
TG1
TG2
平台电器系统
TG0
TG1
TG2
ห้องสมุดไป่ตู้
车身电器系统 造型相关车身内外饰
DFMEA策划
TG0
创建团队
TG1 TG2
TG0
TG1
TG2
输入
准备 实施
建议 措施
解决 问题
降低 风险
2013-9
20
二. DFMEA策划及准备
STEP 1 – DFMEA的策划 (G9-TG0)
开发周期(月) 里程碑
平台架构零部件
48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
What 什么是DFMEA?
DFMEA是一种由主要负责设计的工程师/小组早在设计开发 阶段完成的对于整个产品的正式和系统分析。保证在可能的范围 内已充分考虑和指明各种潜在的失效模式及其相关的起因,并制 定出相应的措施方案以解决或降低发生问题的风险。
2013-9
9
一. FMEA发展和介绍
Why 为什么要实施DFMEA?
• 项目信息; • 项目时间进度; • 开发团队信息。
2013-9
输出
• DFMEA的零件清单; • 实施计划; • 核心团队的支持成员。
21
二. DFMEA策划及准备 STEP 2 – 创建团队 (G9-TG0)
牵头及负责人:DRE
• 零件涉及到的其他DRE:接口信息 • SQE:确认供应商的研发和生产能力 • 制造工程师:尺寸工程及工艺可行性 • 售后质量:提供以往失效模式的记录 • 售后工程:零件的可拆卸可维修性 • 材料工程师:材料满足的性能 • CAE:虚拟装配,人机工程是否符合要求 • 供应商:提供方案和技术支持
SQE
供应商
ME
2013-9
售后 工程师
核心成员 DRE
材料 工程师
CAE 工程师
市场 ... ...
16
一. FMEA发展和介绍
Who DFMEA的顾客是谁?
最终用户: 使用产品的人或组织。
OEM组装和制造中心(工厂): 制造过程(冲压,焊接,总装等),以及汽车组装场所。
供应链制造: 材料和部件的制造、组装、装配的供应商场所。
政府法规机构: 制定要求并监督安全与环境规范符合性的政府代理机构。
ü 了解这些顾客,将有助于更加充分有效地定义功能、要求和规范,
也有利于帮助确定失效模式带来的相关影响。
2013-9
17
一. FMEA发展和介绍
DFMEA在APQP中的角色
设计相关:PDT协同
历史信息 失效记录
设计过程:DRE/供应商负责
10
项目
Fun c tion
功能
潜在失效模式
潜在失效后果
严 重 度
级 别
潜在失效 起 因/机理
频 度
1
2
2013-9
3
4
56
现行设计控制
预防
探测
风
探险
测顺
度序
数
建议措施
措施效果
责任和目标 完成日期
采取的 措施
严 重 度
频 度
探 测 度
R P N
7
8
9
10
8
一. FMEA发展和介绍
DFMEA简介 — 5W
G9
G8
G7
G6
G5
G4 G3
G2
G1
战略立项
项目启动 TG0
方案批准 TG1
项目批准 TG2
工程发布
产品和 预试生产 试生产 正式投产 工艺验证
下车体零部件
TG0
TG1
TG2
平台电器系统 车身电器系统 造型相关车身内外饰
TG0
TG1
TG2
TG0
调研以往失效 识别功能需求
TG1
TG2
TG0
TG1
TG2
3
一. FMEA发展和介绍
FMEA起源和发展
1957年:波音等飞机公司
1963年:NASA 阿波罗项目
1974年:美国国防部颁布FMEA军标
1977年:福特汽车公布企业FMEA标准
1986年:国外汽车行业推广应用
1990年:其他行业应用(医疗/电子/金融等)
目前: 国内汽车行业普遍使用 —AIAG FMEA手册
2013-9
4
一. FMEA发展和介绍
AIAG的FMEA手册
1993年,美国三大汽车公司克莱斯勒、福特、通用汽车公司共同成 立了汽车工业行动小组AIAG(Automotive Industry Action Group)。为汽车 制造商和零部件供应商提供平台,解决全球汽车供应链中的问题。
1993年发布了FMEA的参考手册,2008年更新至第四版。
工况原因
当地高原 气候
解决方案
增加电子助 力泵
FMEA措施
对类似的问题 提前进行仿真
性能分析
不只是工况,运输及储存环境也会对产品有影响。 该款车型出口会经过三个月的船运。
问题
车辆首次 无法启动
原因分析
蓄电池电 耗完
运输原因
途中时间 太长
解决方案
调节蓄电池的 电流参数,减
少耗电
还可能出现什么状况,海上环境导致储存情况变化。
动态更新
DFMEA ESO版完成
及时性:在项目开发前期启动,在最终方案确定前完成充分的分析。 持续性:DFMEA是动态文件,可根据项目进展持续更新。
2021031-93年9月
1212
一. FMEA发展和介绍
Which 哪些情况需要实施DFMEA?