SMT各工序品质控制要点
smt过程质量控制

smt过程质量控制SMT过程质量控制引言SMT过程SMT过程包括元件贴装、焊接和检测三个主要环节。
在元件贴装阶段,通过自动贴片机将电子元件精确地贴到PCB上;焊接阶段将元件与PCB焊接在一起;,在检测阶段对焊接后的产品进行全面检测和验证。
质量控制方法为了确保SMT过程中产品质量的稳定性和可靠性,以下是常用的质量控制方法:1. 元件选择和采购选择和采购优质的电子元件是确保SMT过程质量的基础。
在采购过程中,应注意元件的品牌、性能指标和可追溯性等关键因素。
2. 设备维护和校准定期维护和校准SMT设备是确保其正常运行和质量稳定性的重要步骤。
操作人员应按照设备制造商提供的维护手册进行维护和校准程序。
3. 工艺参数与标准制定和执行合适的工艺参数和标准对于控制SMT过程质量至关重要。
工艺参数包括贴片速度、温度曲线、焊接压力等,而标准则用于判定产品是否符合质量要求。
4. 材料管理对于SMT过程中使用的各种材料,包括焊接材料、PCB板材、清洁剂等,都需要进行严格的管理和控制。
确保材料的质量和可追溯性可以有效地提高生产过程的稳定性和控制能力。
5. 过程监控和数据分析通过使用在线监测设备和记录关键数据,可以实时监控SMT过程中的关键参数,并进行相应的数据分析。
这有助于及时发现异常并进行调整,确保产品质量的稳定性。
6. 培训和技能提升培训和提高操作人员的技能水平也是提高SMT过程质量的重要环节。
合理的培训计划可以增强操作人员的专业素养,提高操作技能和质量意识,从而降低人为因素引起的质量问题。
7. 反馈和改进通过收集和分析产品和过程中的缺陷和问题,可以发现潜在的质量风险,并及时采取纠正措施。
持续改进是确保SMT过程质量不断提升的关键。
结论SMT过程质量控制是保证SMT生产中产品质量的重要环节。
通过合理的质量控制方法和技术手段,可以提高SMT过程中的质量稳定性和可靠性,确保产品符合质量要求。
在SMT生产中,注重质量控制是至关重要的。
SMT工艺控制与质量管理
SMT工艺控制与质量管理引言SMT(表面贴装技术)在现代电子制造业中处于重要地位,它不仅能够提高生产效率和产品质量,还能够减少生产成本。
SMT工艺控制与质量管理是保证SMT制造过程质量的关键因素之一。
本文将详细介绍SMT工艺控制与质量管理的相关知识点。
1. SMT工艺控制SMT工艺控制是指通过一系列控制措施,确保SMT生产过程中各项工艺参数和指标在可接受范围内的过程。
SMT工艺控制主要涉及以下几个方面:1.1 设备控制设备控制是通过对生产设备进行管理和调节,确保设备正常运行,并满足SMT生产要求。
在设备控制方面,需要关注以下几点:•设备维护:定期对设备进行维护保养,确保其良好的工作状态。
•设备校准:校准设备,保证其工作的准确性和稳定性。
•设备操作:培训操作人员,确保能够正确、安全地操作设备。
1.2 材料控制材料控制是指对SMT生产过程中所使用的材料进行管理和控制,以确保其质量和性能符合要求。
在材料控制方面,需要注意以下几点:•材料采购:选择合适的材料供应商,并与其建立稳定的合作关系。
•材料检验:对进货的材料进行检验,以确保其符合质量要求。
•材料存储:将材料妥善存放,避免受到湿度、温度等因素的影响。
1.3 工艺参数控制工艺参数控制是指对SMT生产过程中的各项工艺参数进行调节和控制,以确保产品质量稳定,并满足客户要求。
在工艺参数控制方面,需要注意以下几点:•贴片速度和准确性:控制贴片机的速度和准确性,以保证元件的正确粘贴位置和方向。
•焊接温度和时间:控制焊接温度和时间,以确保焊接质量。
•印刷及喷涂工艺:控制印刷和喷涂工艺参数,以确保焊接材料的均匀分布。
1.4 环境控制SMT生产过程中的环境因素对产品质量和工艺稳定性有着重要影响。
因此,需要对生产场地进行环境控制,包括:•温度控制:保持合适的温度,以确保设备和材料稳定工作。
•湿度控制:控制工作环境的湿度,以避免湿气对产品和设备的损害。
•静电控制:采取静电防护措施,避免静电对元件和设备的影响。
全面SMT管控要点
全面SMT管控要点全面SMT(Surface Mount Technology)管控是指针对表面贴装技术的全面管理和控制措施。
表面贴装技术广泛应用于电子产品制造中,通过对SMT工艺的全面管控,可以提高产品质量、提高生产效率、降低成本。
以下是全面SMT管控的要点:1.设立SMT工艺流程:建立和完善SMT工艺流程,确保每个步骤都具有明确的工艺要求和标准操作规程。
工艺流程包括物料接收、物料质量检验、贴装工艺流程、焊接工艺流程等。
2.质量管理:建立质量管理体系,包括原材料检验、过程监控、产品检测等环节。
制定检验标准、建立检验记录、追溯体系等,确保产品质量符合要求。
3.SMT设备维护管理:对SMT设备进行定期维护,包括设备清洁、设备校准、设备保养等。
设立设备保养记录,并进行设备运行数据的统计和分析,及时处理设备故障,确保设备正常运行。
4.物料管理:建立物料管理体系,包括库存管理、物料追溯、物料替代评估等。
对供应商进行评估和管理,确保供应的物料符合要求,防止不合格物料进入生产环节。
5.人员培训和管理:确保操作人员具备必要的技能和知识,制定并实施培训计划,包括工艺操作培训、设备维护培训等。
定期进行人员技术能力的评估和考核,提供必要的技术支持和指导,提升操作人员的综合素质。
6.SMT生产过程控制:制定和执行完善的SMT生产过程控制方案,包括工艺参数控制、过程监测、异常处理等。
针对异常情况及时响应和处理,如设立异常处理流程,制定异常处理措施。
7.统计分析和持续改进:建立并完善统计分析体系,对SMT生产数据进行收集、分析和评估。
通过统计分析结果,发现问题和隐患,并制定改进措施,持续提高生产过程和产品质量。
8.环境和安全管理:建立和执行环境和安全管理措施,包括工作场所清洁、作业操作规程、安全用电、消防设施等。
确保员工的安全和良好的工作环境。
全面SMT管控要点涵盖了从工艺流程、质量管理、设备维护、物料管理、人员培训和管理、生产过程控制、统计分析和持续改进、环境和安全管理等多个方面,通过全面管控可以提高SMT生产的质量、效率和安全性。
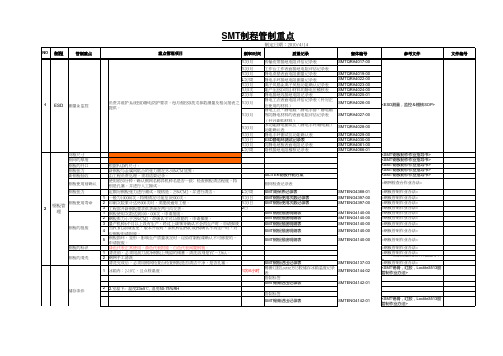
SMT各工序制程管制重点
停机时处理
8
锡膏厚度
9
PCB清 洗
换线前准备 切换线
作业 线外作业
11
线内作业
为保证钢板使用寿命,用手动擦拭,执行时操作员必须从印刷机拉出钢网
5 (留意不可碰撞到刮刀),用擦拭纸沾溶剂擦拭钢网所有开孔区域,并用气枪
从上至下吹钢板的开口处,特别是IC部分加强吹直至完全干净。 1 锡膏厚度测量时机:
1) 正常生产每机种每四小时 2)换线或换机种时 3)试产机种印刷首件 4)印刷 机或钢板异常时重新印刷时。
2
交接班时,当班须将钢板及刮刀清理干净与排放整齐,并检视溶剂桶中溶 剂量是否有达溶剂桶之三分之一,不足三分之一则需及时添加。
3 钢板拭纸更新完毕、需测试拭纸与溶剂功能是否正常。 先以机器自动擦拭;10 分钟内复工,则以机器自动擦拭后再印刷;10-30
4 分 钟内复工,则以人工擦拭后再印刷;超过 30 分钟后,则必须收锡膏,
1次/日
2 印刷次数累计达95000次时,须提前通知工程。
1次/日
3 工程部开新钢板要求供货商在两日内交货。
2日
1 钢板使用次数达到100,000次,申请报废。
2 钢板张力小于25N/CM2,经确认不可以修复的,申请报废。
3 量产机种6个月以上没有生产,经过上级领导确认不会再生产时,申请报废
4
当PCB Layout变更,版本升级时,原机种由PMC或PM确认不再生产时,对 应钢板申请报废。
负责并维护系统ESD静电防护要求,每月做ESD技朮参数测量及相关报表之 1次/月 提供。
1次/月
1次/月
1次/月 1次/日 1次/月 1次/周
传输皮带接地电阻评估记录表
工作台工作表面接地电阻评估记录表
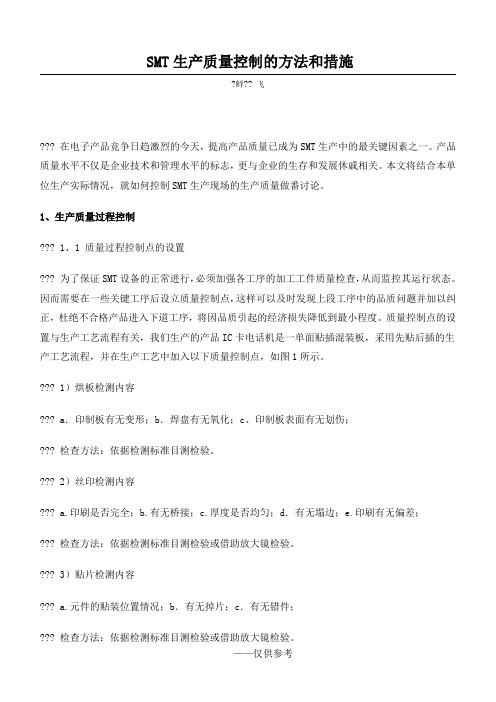
SMT产品生产流程与品质控制

2.印刷检查记录 锡膏的厚度、形状(少
表
锡、短路等)
1.设备操作作业 1.生产程序确认
指导书
2.贴片机日常设 2.物料三对照
备点检表
3.上料 操作 指导 3.贴装压力、速度、高
书
度等
4.上料换料记录 表
5.生产日报表
品管首检 炉前检查 回流焊接
万用表
1.炉前检查判断 1.元器件极性
标准
2.外观检查标准
指导书
位置等
2.检查标准指导 书
波 峰 焊 温 度 测 1.波峰焊操作指 溫度曲曲线作成确认:
试仪
导书
a.最高溫度;b 波峰
波峰焊接 溫度測试基板
工程
2.波峰焊设备日 焊接溫度及时间 c.預
常点检表
热时间
3.手工浸焊& 锡 炉作业指导书
外观修 检
静电环,静电手 1. D I P 检 查 作 业 1.少锡、极性、锡尖、
机
导书
8T
2.锡膏储存温湿 度记录表
钢网 印刷工程
3.半自 动印 刷机 2.印刷压力、速度、脱
点检记录表
膜速度等
4.印刷检查标准 3.钢网清洗次数控制。
作业指导书
5.网板清洗作业 4.钢 网 按 规 定 区域 摆
指导书
放
印刷效果 放大镜
检查
1.印刷检查作业 基板清洗溶剂:酒精.
指导书
贴片
锡膏测厚仪 松下 CM101 松下 CM602 松下 AM100
1.铬铁温度无铅 350– 380 度
维修
锡线
3.恒溫铬铁溫度 LED 260—280 度
测试及记录情況
3.手工焊接作业 指导书
SMT生产质量控制的方法和措施
SMT生产质量控制的方法和措施?鲜?? 飞??? 在电子产品竞争日趋激烈的今天,提高产品质量已成为SMT生产中的最关键因素之一。
产品质量水平不仅是企业技术和管理水平的标志,更与企业的生存和发展休戚相关。
本文将结合本单位生产实际情况,就如何控制SMT生产现场的生产质量做番讨论。
1??? 1、?????? 1??? a?????? 2??? a.印刷是否完全;b.有无桥接;c.厚度是否均匀;d.有无塌边;e.印刷有无偏差;??? 检查方法:依据检测标准目测检验或借助放大镜检验。
??? 3)贴片检测内容??? a.元件的贴装位置情况;b.有无掉片;c.有无错件;??? 检查方法:依据检测标准目测检验或借助放大镜检验。
??? 4)回流焊接检测内容??? a.元件的焊接情况,有无桥接、立碑、错位、焊料球、虚焊等不良焊接现象.b.焊点的情况.??? 检查方法:依据检测标准目测检验或借助放大镜检验.??? 5)插件检测内容??? a.有无漏件;b.有无错件;e.元件的插装情况;表 1? 焊锡球缺陷的检验标准??? 1.3 质量缺陷数的统计??? 在SMT生产过程中,质量缺陷的统计十分必要,它将有助于全体职工包括企业决策者在内,能了解到企业产品质量情况。
然后作出相应对策来解决、提高、稳定产品质量。
其中某些数据可以作为员工质量考核、发放奖金的参考依据。
??? 在回流焊接和波峰焊接的质量缺陷统计中,我们引入了国外的先进统计方法—PPM质量制,即百万分率的缺陷统计方法。
计算公式如下:??? 缺陷率[PPM]=缺陷总数/焊点总数*106??? 焊点总数=检测线路板数×焊点????????????2?????? 1.??? 2.质量部要制订必要的有关质量的规章制度和本部门的工作责任制。
通过法规来约束人为可以避免的质量事故,赏罚分明,用经济手段参与质量考核,企业内部专设每月质量奖。
??? 3.企业内部建立全面质量(TQC)机构网络,作到质量反馈及时、准确。
SMT工艺流程及控制要点

撑握SMT工艺流程及控制要点的意义1.准确把握各个环节的控制要点,实时控制因设备参数的异常而造成不良品的产生.2.熟悉各工段的作业要求要点及禁止事项,实时跟进改善人为因素导致的不良.3.实时注意各类不良趋向,真正做到防患未然.二.SMT工艺流程1.上扳机(投板)----锡浆印刷----CHIP料贴片----IC贴片----回流----AOI检测----ICT/FCT检测---三.工艺流程控制要点1.投板:(1)PCB板P/N (2)PCB板来料有无品质异常 (3)不能空手触摸PCB板焊盘铜箔(4)拆开包装放置时间 (5)PCB板堆放的高度 (6)投板方向,位置2.点胶或锡浆印刷:(1)机器程序软件版本 (2)刮锡机刮刀速度,气压,脱板分离速度等(3)膠水或錫漿P/N,有效期,解凍時間,攪拌時間 (4)刮錫時清洁鋼网頻率(5)點膠狀況 (6)錫漿高度,粘度監測 (7)作業時不能手触碰到錫漿3.CHIP料贴片:(1)机器程序软件版本 (2)料盘站位 (3)组件方向性 (4)物料P/N(5)核對物料及填寫上料記錄表 (6)更換物料操作的正确方法(7)确认飞达有效性及使用状况 (8)防静电措施 (9)物料追踪4.IC贴片:(1)机器程序软件版本 (2)料盘站位 (3)组件方向性 (4)物料P/N(5)核對物料及填寫上料記錄表 (6)更換物料操作的正确方法(7)确认飞达有效性及使用状况 (8)防静电措施 (9)物料追踪5.回流或波峰焊:(1)机器程序软件版本 (2)炉温曲线 (3)链条转动速度(4)炉后点检 (5)炉后板上组件的焊接状况 (6)链条宽度6.AOI/ICT/FCT检测:(1)机器程序软件版本 (2)测试样品制作和保存 (3)链条宽度(4)防静电措施7.包装:(1)包装方法 (2)包装物品与标示相一致 (3)型号区分 (4)防静电措施8.目视检查:(1)生产型号 (2)组件贴片,焊接质量状况 (3)不良问题发现及时反映。
SMT品质控制计划

2) 锡浆有无在室温下解冻3…4小时后再投入使用;
3) 锡浆在使用前有无搅拌3…5分钟;
4) 锡浆用量是否适当,每次约150…200g;
锡浆管理 5) 锡浆的添加有无按每2小时左右一次进行控制; 6) 下班时,有无用干净的瓶子回收钢网上剩余的锡浆;在无下一班接班时有无把剩余的锡浆放回冰箱储存;
7) 贮存锡浆的冰箱温度是否控制在0…10℃之内,且冰箱温度需要定期进行点检;
3) 正常生產中的每天或每班爐溫測量必須于該生產機種投线之前進行。
换线前
1) 防潮柜必须按要求24小时通电,湿度设定在10…30RH%之间; 防潮柜 2) 每个班次有无进行点检;
每二个小时 每班次
3) 防潮柜内物料取出或放入时须要进行登记;
每二个小时
物料管制 1) 投线前物料是否有经IQC 检验; 2) 针对IQC检验标签中注明的不合格项目,是否有采取相应措施;
3) 物料烘烤有无按如下参数进行设置和控制;
物料烘烤
物品名称 FPC PCB
拆封时间 室温下≧72小时 室温下≧72小时
烘烤温度 120±5℃ 125±5℃
烘烤时间 2H±5% 4H±5%
备注 不含升温时间 不含升温时间
第 1 页,共 2 页
检查频率
每班次 每班次 每二个小时 换线前 换线前 换线前 换线前 每班次 每班次 每班次 投锡浆前 投锡浆前 投锡浆前 投锡浆前 每班次 每二个小时 每班次 每班次 每班次 换线前
8) 錫膏開罐后,24小時以內必須用完,超過則須報廢处理;
9) 没有开封的锡浆,置于常温下72小时以上,则需进行报废处理;
10) 冰箱内贮存的锡膏,制造日期超半年的需做报废处理;
1) FPC、PCB真空包装拆封后72小时或来料日期超六个月有无进行烘烤作业;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
B面印刷锡浆/红胶
元件或PCB(FPC)烘烤
B面元件贴装
印刷锡浆
B面回流焊接/固化
元件贴装
B面AOI(自动光学外观检查)
回流焊接
B面炉后目检
AOI(自动光学外观检查)
修理(锡浆/红胶)
炉后目检
包装
转B面
小结
SDP-14-17-01-
前言
根据PCB设计的不同,SMT生产工艺也会不同,如果单面锡浆板/双面锡浆板 /一面锡浆一面红胶板,如PCB/FPC的不同,其品质控制要点均会有所不同. 本章将对所有的SMT工序和一讲解,任一种工艺将会用到其中的若干种工序, 每一种工序的讲解是可独立运用的. 由于PCB与FPC的生产工艺有很大的不同,所以,讲述每一工序时,会将PCB 与FPC分别讲解,如不适用时,变会列出. 本章讲解的内容可能与前面章节有重复,但本章的讲解将会更详尽,所以均须 一一掌握.
PCB(FPC) 在有文件要求时,须烘烤(FPC一般均要求烘烤后使用)
-客戶要求 -工程部要求烘烤(一般PCB上有BGA元件或FPC有排插时) -有特別的品质要求,须对PCB烘烤后再使用,以防PCB炉后起泡
烘烤条件
-客戶有明確要求的,依客戶要求(一般均须转换SOP或会议记录) -客戶无明确要求的,依SOP或其它记录文件要求
出雪柜后:在室温下锡浆放置小于24小时
开盖时间:开盖后锡浆截止使用时间小于12小时
注:超出使用期限的,一般而言须报废处理,当考虑到成本因素须使用時,应由工艺出文件,对此锡浆的使用特別 跟进.
SDP-14-17-05-
印刷锡浆(二)
其它要点
-用SOP核对,检查是否依SOP要求准备相关工具(无尘纸/擦网油/风枪等)
-使用”印刷机参数监控表”监控印刷机参数:印刷速度/刮刀压力/印刷间隙/分离距离/擦网頻 率/锡浆厚度/锡浆粘度均符合SOP要求
-须确认是机器自动擦网或是人手动擦网,二者的頻率会有所差异
锡浆
-监控锡浆名称(须是SOP指定),印刷锡浆厚度及粘度在指定規格內
钢网厚度 锡浆厚度规格 钢网厚度 锡浆厚度规格
SDP-14-17-02-
元件或PCB(FPC)烘烤(一)
元件 一般而言,下列元件均须烘烤后上线生产
-BGA(LGA/CSP):原装或散装
-回收再使用的IC
-开封后超过48小时尚未使用完的IC
-客戶要求上线前须烘烤的元件
烘烤条件
-客戶有明确要求的,依客戶要求(一般均会转换成SOP或会议记录)
-客户无明确要求的,依下述条件:”125+/-5摄氏度 12~72小時”
-双面板A面有批量性烂料不良,大都因顶针布置不良导致
-FPC须采用工裝生产,锡浆印刷时,须重点控制扣板工位,印刷不良问题点大多由于扣 板偏移导致
-FPC扣板时,工裝应经充分冷却后方可使用,否则易出现连锡不良(印刷短路)
-FPC须烘烤时,要确认FPC符合烘烤要求且在使用期限內
-采用A/B面拼板生产时,须注意区分状态,扣工装位应检查扣B面工裝时,A面是否已 贴裝
SDP-14-17-07-
回流焊接
回流炉
-回流炉程式名是否正确,炉温设定是否在标准炉温规格内
其它要点
-炉温一般要在规格中心附近內,炉温偏低或偏高时,均有可能造成不良
狀況 不良現象
偏低 不熔錫
偏高 燒板(PCB起泡)
-过炉方式:过炉方式不当会导致PCB炉后变形,一般而言,网炉比较少导致PCB变形, 链炉则易导致PCB变形
-LCR仪在校准期內
其它要点
-贴裝不良有如下项目:移位/漏料/反向/错料/多料(飞料),炉前如有发现此类不良,应 及时反馈拉组长.
-贴片机须布顶针时,双面板生产,应检查B面贴裝时,A面物料是否有损伤.
-如有贴裝底部上锡元件(BGA/LGA等)时,试产或生产初期,贴裝后应使用X光机 100%检查贴裝是否OK(无移位/短路等不良);在批量生产或生产处于稳定状态后,可 进行抽检,但须经品质主管或以上人員批准
控制要点
-須有书面的文件规定烘烤条件
-IC元件在IQC PASS物料时,会贴上”IC状态跟进单”,须检查生产线是否依据要求 真实填写,且IC是在使用期限内.
-须检查生产线烤箱温度设定是否与要求相符.
-元件在进行烘烤前,是否写状态纸并依要求烘烤.
SDP-14-17-03-
元件或PCB(FPC)烘烤(二)
-每2小时测试一次锡浆厚度,在SOP规定要求內
-每天测试一瓶锡浆的粘度,在SOP规定要求內
-双面锡浆板B面印刷时,应确认印刷机顶针的布置不会顶到A面物料,首件确认內时, 必须对A面物料检查,以确认未被顶针压坏,技术人员有对顶针进行任何变更时,须知 会IPQC, IPQC再对印刷后的A面物料检查有无压坏不良
控制要点
-须有书面的文件规定烘烤条件 -烘烤后的FPC,一般有要求在一定期限內用完,未用完的须存放于防潮箱或再烘烤 -须检查生产线烤箱温度设定是否与要求相符 -在进行烘烤前,是否写状态纸并依要求烘烤(烘烤时间长短/使用期限) -FPC烘烤应注意将FPC平整放置,避免折板
SDP-14-17-04-
印刷锡浆(一) 印刷机
-有发現不熔锡/燒板/PCB变形时,变形时应立即停止过炉,并通知相关技术人员及反 馈组长以上人员及时跟进处理
-FPC过炉要注意掉板问题:主要因炉后冷却风太大,而吹掉板,发现吹掉板时,应及时 通知技术人员检查FPC是否在炉內,应及时进行清理,否则会导致其它不良,如叠板等
-有贴高温胶纸的PCB或FPC过炉时,有时会发生乱板不良,大多因炉內链条上有残留 高溫胶纸导致
0.12mm 0.11~0.17mm
0.18mm 0.15~0.23mm
0.15mm 0.13~0.21mm
0.20mm 0.17~0.25mm
锡浆粘度規格,如无特別指定时,均为150~250Pa.S
-锡浆依规定要求(解冻时间/开盖时间/使用截止时间)使用
解冻时间:A).有铅锡浆:3小时 B).无铅锡浆:1~2小时
-FPC扣工裝位,工裝顶针变形会导致扣板移位,须注意此项不良
SDP-14-17-06-
元件贴裝
贴片机
-用站位表核对贴片机程式名称
对料
-依要求时间对板料及上料对料
-极性元件须核对贴装方向,有丝印的元件须核对丝印正确
-片式电容须用LCR仪测量其特性值是否正确
-应确认对料图及站位表为最新版本并已执行所有的ECN