每日生产异常统计表
车间每日生产异常信息反馈表(2月20日更新)
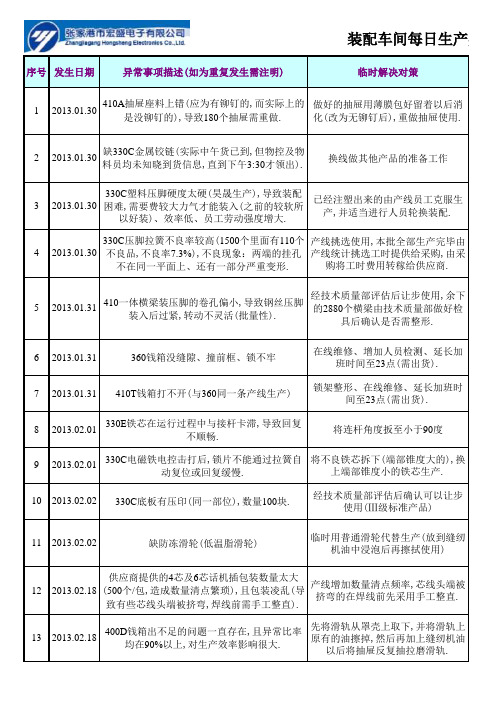
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。
CNC量产日报表
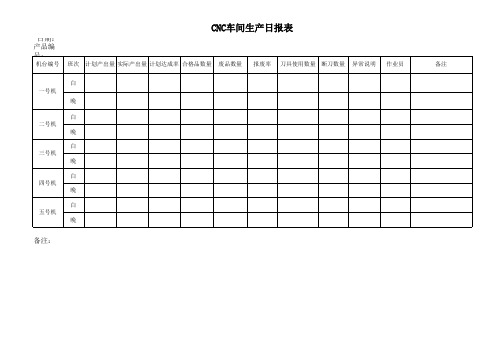
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
09注塑生产统计表
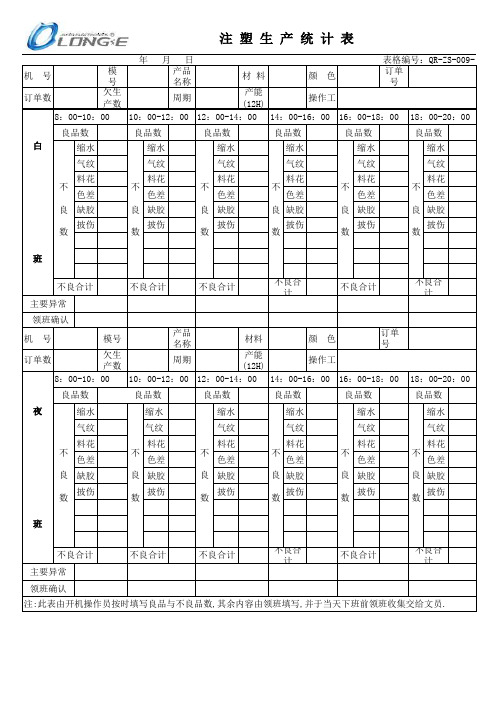
机号 订单数
模 号 欠生 产数
年月日 产品 名称
周期
材料
产能 (12H)
颜色 操作工
表格编号:QR-ZS-009订单
号
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00
良品数
白
缩水
良品数 缩水
良品数 缩水
色差
料花 不
色差
良 缺胶
良 缺胶
良 缺胶
良 缺胶
良 缺胶
数 披伤
数 披伤
数 披伤
数 披伤
数 披伤
不良合 计ຫໍສະໝຸດ 18:00-20:00 良品数缩水 气纹 料花 不 色差 良 缺胶 数 披伤
班
不良合计 主要异常
不良合计
不良合计
不良合 计
不良合计
不良合 计
领班确认
注:此表由开机操作员按时填写良品与不良品数,其余内容由领班填写,并于当天下班前领班收集交给文员.
良品数 缩水
良品数 缩水
良品数 缩水
气纹
气纹
气纹
气纹
气纹
气纹
料花 不
色差
料花 不
色差
料花 不
色差
料花 不
色差
料花 不
色差
料花 不
色差
良 缺胶
良 缺胶
良 缺胶
良 缺胶
良 缺胶
良 缺胶
披伤 数
披伤 数
披伤 数
披伤 数
披伤 数
披伤 数
班
不良合计 主要异常
不良合计
不良合计
不良合 计
不良合计
时段产能统计表
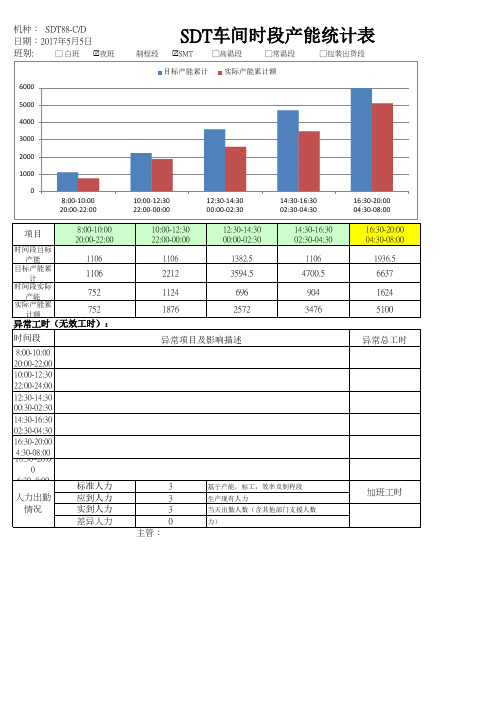
1382.5 3594.5
696 2572
14:30-16:30 02:30-04:30
14:30-16:30 02:30-04:30
1106 4700.5
904 3476
16:30-20:00 04:30-08:00
16:30-20:00 04பைடு நூலகம்30-08:00
1936.5 6637
1624 5100
异常项目及影响描述
异常总工时
3 3 3 0 主管:
基于产能,标工,效率及制程段
生产现有人力
若当有天差出异勤(人请数注(明含S其D他T自部有门需支人援力人及数可支援人 力)
加班工时
机种: SDT88-C/D
日期:2017年5月5日
班别:
□ 白班 R夜班
6000
5000
4000
3000
2000
1000
0 8:00-10:00 20:00-22:00
项目
8:00-10:00 20:00-22:00
时间段目标 产能
1106
目标产能累 计
1106
时间段实际 产能
752
实际产能累 计额
752
异常工时(无效工时):
时间段
8:00-10:00 20:00-22:00 10:00-12:30 22:00-24:00 12:30-14:30 00:30-02:30 14:30-16:30 02:30-04:30 16:30-20:00 4:30-08:00 18:30~20:0
0 6:30~8:00
人力出勤 情况
标准人力 应到人力 实到人力 差异人力
制程质量异常报告单
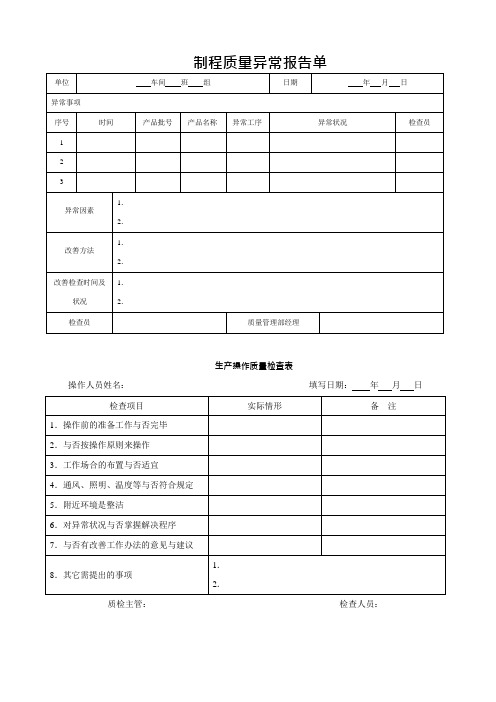
制程质量异常报告单
生产操作质量检查表
操作人员姓名:填写日期:年月日
质检主管:检查人员:
车间:班组:填写日期:年月日
产品质量抽样检测表
自我质量控制检查表
编号:填写日期:年月日
质检主管:检查人员:
质量管理工作计划表
编号:填写日期:年月日
质量管理小组活动表
部门主管:制表人:
生产物料检查流程阐明
生产物料特采作业流程财务部采购部质量管理部进料检查员
进料检查报告
编号:
制表:复核:审批:
制程异常报告
编号:填写日期:
制表:复核:审批:
质量异常统计表
编号:填写日期:
制表:复核:审批:
成品检查统计表
日期:
制表:复核:审批:
不合格品纠正、防止方法解决单
制表:复核:审批:
不合格品报告
编号:填写日期:
制表:复核:审批:。
品质部异常统计总表参考格式
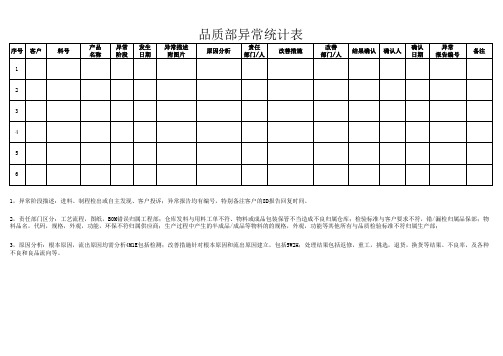
1,异常阶段描述:进料、制程检出或自主发现、客户投诉;异常报告均有编号,特别备注客户的8D报告回复时间。
2,责任部门区分:工艺流程,图纸,BOM错误归属工程部;仓库发料与用料工单不符、物料或成品包装保管不当造成不良归属仓库;检验标准与客户要求不符,错/漏检归属品保部;物料品名,代码,规格,外观,功能,环保不符归属供应商;生产过程中产生的半成品/成品等物料的的规格,外观,功能等其他所有与品质检验标准不符归属生产部;
3,原因分析:根本原因,流出原因均需分析4M1E包括检测;改善措施针对根本原因和流出原因建立,包括5W2H;处理结果包括返修,重工,挑选,退货,换货等结果。
不良率,及各种不良和良品流向等。
生产工时统计表
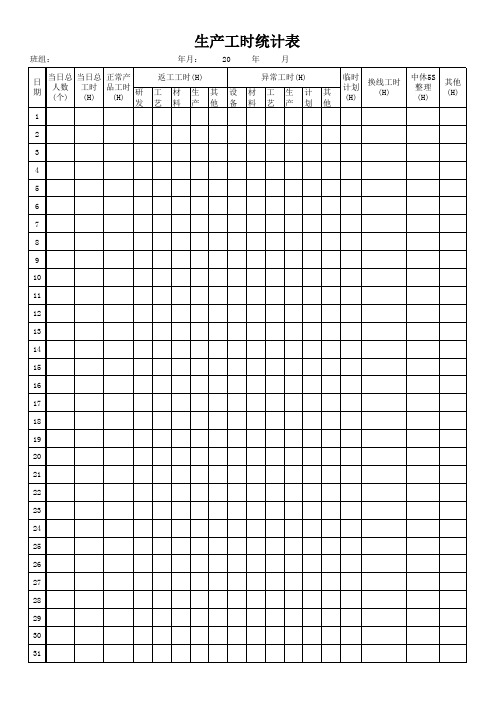
生产工时统计表
班组:
年月: 20 年 月
日 期
当日总 当日总 正常产
人数 (个)
工时 (H)
品工时 (H)
研 发
返工工时(H)
工材生其 艺料产他
设 备
异常工时(H)
材工生计 料艺产划
其 他
临时 计划 (H)
换线工时 (H)
中休5S 整理 (H)
其他 (H)
1
2
3
4
5Leabharlann 6789
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
填表说明: 一、 适用范围:适用于生产各班组的工时统计 二、填写要求
1 班组:填写所在的班组,生产线 2 月份:填写工时发生的月份 3 具体工时填写要求:各组长根据实际发生工时填写各工时,具体内容可以通过生产日报查询。 三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。 四、 归口管理部门:生产部 五、 发放范围:生产部 六、 生效日期:
生产异常统计表
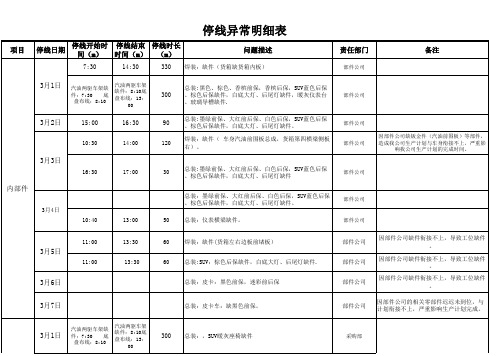
3月3日 内部件
10:30 16:30
14:00 17:00
3月4日
10:40
13:00
总装:黑色、棕色、香槟前保,香槟后保,SUV蓝色后保
300 、棕色后保缺件,白底大灯、后尾灯缺件,暖灰仪表台
、玻璃ห้องสมุดไป่ตู้槽缺件.
90
总装:墨绿前保、大红前后保、白色后保,SUV蓝色后保 、棕色后保缺件,白底大灯、后尾灯缺件。
焊装:因钣金件缺件严重,生产计划须调整,导致无法 按时完成生产计划。
涂装:由于总装缺件导致涂装没有移动工艺小车,电泳 的白皮车与货箱不相等。
焊装:因生产计划调整,晚上车身组未安排生产下线,货 箱组焊江淮货箱。
总装:11台黑色前后保未装下线,香槟货箱两台缺件下 线。
120 焊装:无转运小车。
120
涂装:焊装车间工作没安排协调好导致没有白皮车交, 电泳停线。
采购部
因采购部件未到位,未建立生产周期库 存,严重影响生产计划完成。
其他
3月5日
3月6日
3月7日
3月5日 设备情况
3月6日 质量异常 3月5日
7:30 18:00
19:00 8:30 14:00
9:30 20:00
20:10 9:30 15:00
总装:因总装缺件,涂装移动工艺小车不够周转,导致 车身供应速度慢:单台影响5分钟
涂装面漆:没有移动工艺小车无法电泳货厢,无法完成 计划,面漆货厢没有。涂装电泳:没有移动工艺小车无 法电泳货厢。 涂装面漆:没有移动工艺小车,电泳的白皮车与货厢不 相等。
30 总装:试装一汽四环发动机.
采购部 采购部
采购部
采购部 采购部
涂装
采购部件未到位,未建立生产周期库存。 采购部件未到位,未建立生产周期库存。