部品品质检查基准书
部品检查基准书 检查记录

81120010106
部品检查基准书.检查记录
△
件名
制造者
1
材质
数量
判定
日期 部 长 班长
担当
特记事项: 1.检查项目等级
a:重要检查项目 b:一般重要检查项目 c:一般要求项目
项
NO
目 等
位 置
检查项目
级
判定基准
要求
上限
下限
检查方法
1 刻印
2 刻印
检查记录
3
4
刻印
刻印
5 刻印
6 刻印
记号 年月日 检印 1
1a 2
尺寸
2852.4
3
3a 3
尺寸
941.2
2.5
检查基准书作成
4b 4
尺寸
340.9
3
日期:2011.8.26
5b 5
尺寸
114.1
2
质量技术部检查科
6b 6
尺寸
421.4
4
部 长 班长 担 当
7b 7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
PDF 文件使用 "pdfFactory Pro" 试用版本创建
尺寸
179.5
2
8b 8
尺寸
361
4
9b 9
尺寸
303.8
3
PDF 文件使用 "pdfFactory Pro" 试用版本创建
注塑部品SIP标准作业指导书样式

客户
注塑部品检查基准书(SIP)
品
名
产品颜色
品番
模具编号
模具取数
原料与型号
项目
检查内容
检查要领
使用工具 检验类别 重要度
样品核对
形状、结构、刻印等符合标准样板
E
FA/P/F/O 主要
表面状态
无污垢、异物ቤተ መጻሕፍቲ ባይዱ油类附着等
E
FA/P/F/O 主要
一般外观
符合外观品质基准
E
FA/P/F/O 主要
形状
与图面形状无不同
E
FA/P/F/O 主要
变形· 破损
无
E
FA/P/F/O 主要
裂纹·白化·短喷射
无
E
FA/P/F/O 主要
毛边量(含分型面) 外观检查
取毛边屑
0.1以下 无附着
E
FA/P/F/O 主要
E
FA/P/F/O 主要
浇口迹
凸0.5以下
E
FA/P/F/O 主要
色调
自然色
E
FA/P/F/O 主要
变更履
FQC
入库检查
外观AQL=0.65(ISO2859-1),尺寸抽检2模
历
A0
OQC
出货检查
外观:水准Ⅱ.AQL=0.65(ISO2859-1),尺寸检验的抽检数量N=2模
记号
变更 日期
变更内容
作成
审核
图面版本 日期
承认
记号
变更日 期
变更内容
作成
审核 承认 Q-038 VER:B
使用材料(型号) 使用材料(安规等
级) 顶针迹
POM UL94HB(HBF)以上认可品
零件检测基准书
零件检测基准书
1. 范围:本基准书适用于[具体零件名称]的检测。
2. 检测目的:确保零件符合设计规格和质量要求。
3. 检测项目:
- 尺寸检测:包括长度、宽度、高度、直径等关键尺寸的测量。
- 外观检测:检查零件表面有无缺陷、划痕、氧化等。
- 材质检测:确定零件所使用的材料是否符合要求。
- 功能检测:验证零件是否能正常工作,如连接是否牢固、运动是否灵活等。
4. 检测设备和工具:列出所需的检测设备和工具,如卡尺、显微镜、材料分析仪等。
5. 检测方法:
- 详细描述每个检测项目的具体检测方法和步骤。
- 提供图片或图示,以帮助理解检测过程。
6. 检测标准:明确每个检测项目的合格标准,如尺寸公差、外观缺陷限度等。
7. 检测记录:要求检测人员详细记录每个零件的检测结果,包括检测日期、检测人员、检测结果等信息。
8. 不合格品处理:定义不合格品的处理程序,如返修、报废、退货等。
9. 检测周期:根据零件的重要性和使用环境,确定合理的检测周期。
10. 人员培训:确保检测人员经过必要的培训,具备相应的检测技能和知识。
请注意,以上内容仅供参考,您可以根据实际需求进行调整和完善。
产品检验基准书精编
产品检验基准书精编 Document number:WTT-LKK-GBB-08921-EIGG-22986目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
检查基准书

供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
线束检基范本
重 要度
规 格 108+15
导线规格用AV0.5f聚氯乙烯 绝缘低压电线,导线颜色及 位置见简图。 表面清洁、接插件位置正 确,铜芯无裸露;片式插头 在护套内要竖直不能歪斜、 变形。 电源线及灯泡导通良好,无不 亮、闪亮、错亮现象。
检查方法
检查类别、数量及频次 首检 巡检 完检 5个/批 GB2828 Ⅱ级 GB2828 Ⅱ级
线束拉脱力及可测量 装车尺寸用此图表法 表示
编制
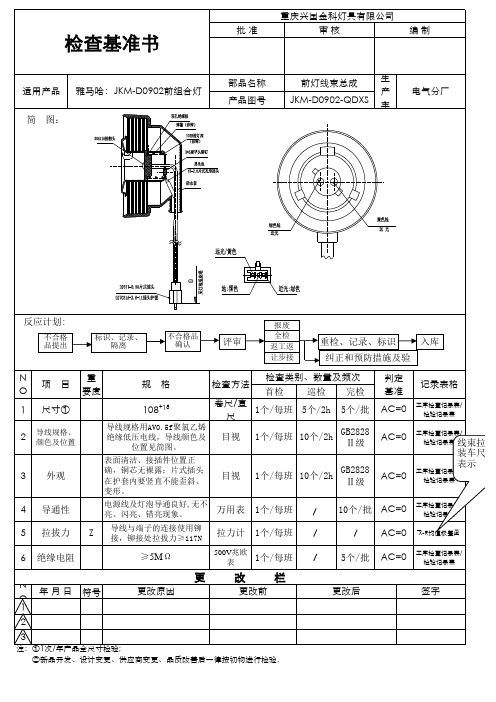
雅马哈:JKM-D0902前组合灯
部品名称 产品图号
前灯线束总成 JKM-D0902-QDXS
生 产 车
电气分厂
反应计划:
不合格 标识、记录、 不合格品
评审
报废 全检 返工返 让步接
重检、记录、标识 纠正和预防措施及验证 判定 基准 AC=0 AC=0
入库
NO 1 2
项 目 尺寸①
导线规格、 颜色及位置
检查基准书重庆兴国金科灯具有限公司适用产品部品名称前灯线束总成电气分厂产品图号jkmd0902qdxs检查方法检查类别数量及频次记录表格尺寸ac0目视ac0外观目视ac0导通性万用表ac0拉力计ac0绝缘电阻ac0符号更改原因更改前更改后签字雅马哈
检查基准书
适用产品
简 图:
批准
重庆兴国金科灯具有限公司 安装支耳 审核
记录表格
工序检查记录表/ 检验记录表 工序检查记录表/ 检验记录表
卷尺/直尺 1个/每班 5个/2h 目视 1个/每班 10个/2h
3 4 5 6
外观
目视
1个/每班 10个/2h
AC=0
线束拉脱 装车尺寸 表示 工序检查记录表/
检验记录表
导通性 拉拔力 绝缘电阻 符号 Z
产品检验基准书
产品检验基准书⽂件版本/版次:A/1页码:第1页,共12页⽂件版本/版次:A/1页码:第2页,共12页⽬的:规范产品检验⼿法与标准,保证公司检验标准的⼀致性,确保检验结果的有效性。
适⽤范围:本标准适⽤于公司内部所有产品的检验判定。
职责权限:本标准由⼯程部协助,品质部主导建⽴,总经理核准⽣效。
各部门统⼀执⾏,执⾏时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关⽂件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
⽂件细则:使⽤仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W⽇光灯照(直径2cm-4cm)或宽敞环境中的⾃然光照下⽬视距离:30-50cm(矫正后视⼒1.0以上)⽬视⾓度:45°⽬视时间:10-15秒抽样⽅案及验收⽔准:依照《抽样检验作业规范》执⾏。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执⾏检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或⼯程部门判定缺点等级。
凡未列⼊判定标准之不良项⽬,由品质部门或⼯程部门判定其缺点等级。
PCBA检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第3页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第4页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第5页,共12页成品MOUSE检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——深圳市世伟通讯科技有限公司⽂件名称:产品检验基准书制订⽇期:2010年9⽉12⽇⽂件编号:修订⽇期:2011年2⽉22⽇⽂件版本/版次:A/1页码:第6页,共12页ISO9001⽂件——未经许可请勿翻印——外形、颜⾊、规格与 BOM 不相符√缩⽔:超过规格或样品要求√⽂件版本/版次:A/1页码:第 7 页,共 12 页蝴蝶孔规格不符要求√准暂由主管依蝴蝶孔位置偏移﹥2mm ;倾斜﹥1mm√产品⽽7彩卡表⾯破损、划伤、磨花、不洁、⽑边、汽泡 √ 压⾼周波后⽑边、卷边等不良有明显刮⼿感 √ 杂斑点超过规定要求 √ 规格与BOM 不相符 √ 印刷错误 √ ⾊差超过限度规格 √ 表⾯褶皱/皱纹、刮伤、脏污、⽑边等 √ 套印移位,油墨不均:超过规格要求 √缺蝴蝶孔 √ 蝴蝶孔规格不符要求 √表⾯⽓泡,磨沙痕,贴膜易脱落 √与吸塑配合蝴蝶孔偏移﹥2mm √ 附件规格与 BOM 不相符(错件) √ 漏件 √ 定,⽑边卷边⾼度不可超过 0.3mm8 其它附件(说明书/保证排放(包装放置)⽅式不符规格要求 √短装 √ 内置产品型号错√混装 √卡等)包装太紧(装卸困难) √ 包装太松 √ 报验箱号、包装数量不符 √ CABLE 头 MARK ⽅向置反 √ 依据BOM 表,样品及9电池菲林⽚,判定标外观脏、破、划伤等不良 √ 准可参⽣锈、漏液等不良 √ 考附表,外观及10 漏装、短装 √ ⿏标本体外观检查批锋:超过规格或样品要求√检查⽅法参考上述标准ISO9001 ⽂件—— 未经许可请勿翻印 ——11美⼯线⽬测产品各配合间隙是否均匀⼀致,间隙13密合度掰动上下盖,组装位松动不密合,间隙⽂件版本/版次:A/1页码:第8页,共12页结构检查裂纹:超过规格或样品要求√刮伤:超过规格或样品要求√顶⽩:超过规格或样品要求√变形、凹凸点:超过规格或样品要求√⽑边:超过规格或样品要求√脱花:超过规格或样品要求√⾊差:超出规格或样品要求√污渍:超出规格或样品要求√沙砾:超过规格或样品要求√飞油:超过规格或样品要求√⾊差:超过限度标准或与样品差异明显√积油:超过规格或样品要求√⽬视不﹥0.3mm√能判定12平整度产品四周不平整,晃动,与平⾯间隙﹥0.3mm√﹥0.2mm,螺丝未锁紧合√与BOM要求不符(图案/颜⾊/尺⼨)√LOGO位置偏移﹥0.5mm√的情况下使⽤间隙规测量喷油及14丝印LOGOLOGO位置倾斜﹥0.2mm√印刷不良(飞油、沙砾、积油、⽑边、划伤等)√⾊差超过限度规格√LOGO的可靠度测试采⽤酒精擦拭法外观及结构检查15按键附着性不符合规格要求√缺LOGO√松动/浮键/偏⼼/键不平齐(颗粒⾼低不⼀)√表⾯赃污、划伤、⾊差等外观不良√⼿感不良/click声⾳不明确√卡键√按键⼒同⼀位置相差明显√双响√按键连键√ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第9页,共12页ISO9001⽂件——未经许可请勿翻印——24敲机摇27划线测试单轴√⽂件版本/版次:A/1页码:第10页,共12页查确表⾯刮伤、压凹痕、脏污√表⾯披锋超过规格要求﹥0.2mm√⾊差明显√表⾯刮伤、塑材不良超过规格要求√21电池盖22脚垫装⼊下盖不到位√组装后搬运或碰撞后易脱落√装⼊下盖很松或很紧,段差﹥0.3mm√规格与BOM不相符√漏贴脚垫√未贴⾄定位(贴于框外)√破损,划伤(不影响功能)√23接收器接收器放置未能固定良好,放置不顺畅√拿取不⽅便,或表⾯有脏污、擦痕等√敲机摇机后,产品测试⽆功能√机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品内有异声(不含本⾝元件)√产品内有异物(导电材料)√25异物产品内有异物(绝缘材料)√敲机后包装盒内有异物√再测试电⽓功能及特殊性螺丝孔内有异物√按键⽆功能,或功能不稳定√按键接触不良(时有时⽆/须⽤⼒按压)√⽤⼿指点击按测试按键短路√键前端26按键测试按键动作错误√2/3部位,每按键不能正常回弹√个按键按键串键√最少按按键动作⾏程感差(触感差),⽆明显Click声响√三次⽆法划线(⽆轨迹)、脱球√分别以20~25cm/s与ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第11页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第12页,共12页备注:1.批次构成以送检部门的⼀次性送检数量为⼀批。
部品品质检查基准书
根部保证
2
千分尺(H) 千分尺(H)
面
高度规(HDM) 卡尺(M) 高度规(HDM) 专用规(T)
(204)
(244)
(203)
客户投诉及重日期
担当
确认
图番升级 2011-7-26 追加管理规定 2011.6.1 2 新规作成 2011.2.23 1 注:检查时要参照部品品质履历,防止不良再次发生(参照添附页)
部品品质检查基准书
品番/品名 顾客名称 材料 机种 颜色
文件编号:
使用范围
巡检/出荷检查
管理NO:
实施日期 发行部门 文件下发之日 品质管理部 005 工程图番 再生材使用比率
承认
3
确认
作成
取数
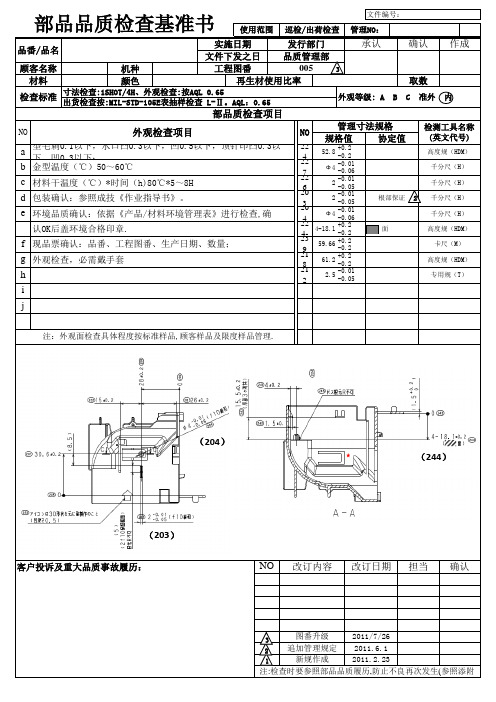
外观等级: A B C 准外 内
寸法检查:1SHOT/4H、外观检查:按AQL 0.65 检查标准 出货检查按:MIL-STD-105E表抽样检查 L-Ⅱ。AQL:0.65
部品质检查项目
NO
外观检查项目
型毛刺0.1以下,水口凸0.3以下,凹0.5以下,顶针印凸0.3以下,凹0.3以下;
NO
224
管理寸法规格 规格值 协定值
检测工具名称 (英文代号)
高度规(HDM) 千分尺(H) 千分尺(H)
a
b 金型温度(℃)50~60℃ c 材料干温度(℃)*时间(h)80℃*5~8H d 包装确认:参照成技《作业指导书》。 e 环境品质确认:依据《产品/材料环境管理表》进行检查,确
认OK后盖环境合格印章.
f 现品票确认:品番、工程图番、生产日期、数量; g 外观检查,必需戴手套 h i j
注:外观面检查具体程度按标准样品,顾客样品及限度样品管理.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品番/品名 顾客名称 材料 机种 颜色Βιβλιοθήκη 文件编号:使用范围
巡检/出荷检查
管理NO:
实施日期 发行部门 文件下发之日 品质管理部 005 工程图番 再生材使用比率
承认
3
确认
作成
取数
外观等级: A B C 准外 内
寸法检查:1SHOT/4H、外观检查:按AQL 0.65 检查标准 出货检查按:MIL-STD-105E表抽样检查 L-Ⅱ。AQL:0.65
部品质检查项目
NO
外观检查项目
型毛刺0.1以下,水口凸0.3以下,凹0.5以下,顶针印凸0.3以下,凹0.3以下;
NO
224
管理寸法规格 规格值 协定值
检测工具名称 (英文代号)
高度规(HDM) 千分尺(H) 千分尺(H)
a
b 金型温度(℃)50~60℃ c 材料干温度(℃)*时间(h)80℃*5~8H d 包装确认:参照成技《作业指导书》。 e 环境品质确认:依据《产品/材料环境管理表》进行检查,确
认OK后盖环境合格印章.
f 现品票确认:品番、工程图番、生产日期、数量; g 外观检查,必需戴手套 h i j
注:外观面检查具体程度按标准样品,顾客样品及限度样品管理.
52.8 +0.2 -0.2 227 Ф4 -0.01 -0.06 2 -0.01 226 -0.05 2 -0.01 203 -0.05 204 Ф4 -0.01 -0.06 +0.2 224-01 4-18.1 -0.2 239 59.66 +0.2 -0.2 218 61.2 +0.2 -0.2 2.5 -0.01 212 -0.05
根部保证
2
千分尺(H) 千分尺(H)
面
高度规(HDM) 卡尺(M) 高度规(HDM) 专用规(T)
(204)
(244)
(203)
客户投诉及重大品质事故履历:
NO
改订内容
改订日期
担当
确认
图番升级 2011-7-26 追加管理规定 2011.6.1 2 新规作成 2011.2.23 1 注:检查时要参照部品品质履历,防止不良再次发生(参照添附页)
3