线束检查基准书
线束检验标准
线束通用检验规范版本: A0编制/日期:审核/日期:批准/日期:版本修改记录:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准。
3.规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1 端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2 压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度。
5. 制作与检验要求5.1 端子各部分区域的示意图:理想状态导体没有划伤,缺口,被切断或者其他损伤匀收状态导体划伤,缺口和被切断的程度不能超出表1范围拒收状态划伤,缺口或被切断的导体程度超出表1范围导体数量(根)对于导线有划伤,缺口和切断的最大范围对于铆压端子可以接受导线有划伤,缺口和切断的最大范围对于焊接端子可以接受导线有刻痕、切断的最大范围小于7 0 0 0 7-15 1 0 1 16-25 3 0 2 26-40 4 3 3 41-60 5 4 4 61-120 6 5 5 大于121 6% 5% 5%5.2.2 绝缘损伤:状态图示描述理想状态绝缘层被切的整齐且没有被收缩,变长,碎屑,变色,腐蚀或烧伤。
匀收状态绝缘层经过剥皮后有轻微的均衡的印痕。
绝缘层的厚度减少不超过20%。
绝缘层的不平整度要小于绝缘层外径的50%或者小于1mm。
绝缘层在剥皮过程中产生变色。
拒收状态绝缘层被切开或损伤绝缘层的厚度减少超过20%绝缘层的不平整度大于绝缘层外径的50%或者或1mm绝缘层烧焦绝缘层熔到导体里5.3 线材处理—沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处:能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。
锡液应沾到整个沾锡部分,并渗透到内部的芯线。
检查基准书
千分尺 千分尺
8
先端压接 端子
压接机 模具 拉力计
━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━
AVX0.5F芯线高度值 AVX0.5F绝缘皮高度值 AESSX0.3F芯线高度值
AESSX0.3F绝缘皮高度值
AESSX0.3F芯线高度值
AESSX0.3F绝缘皮高度值
6
剪热缩管
剪刀
7
先端穿胶 堵
━
━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━
━ ━ ━
剪热缩管方法
━
胶堵规格 胶堵规格 电线规格 胶堵状态
━ ━ ━ ━
穿胶堵方法
━
端子、电线规格 AVX0.5F芯线高度值 AVX0.5F绝缘皮高度值
━ ━ ━
━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━
━
按作业指导书要求 按图纸、指示传票指示 172531-1 172531-1 1.55±0.05 2.65±0.10
1
进料
━
━ ━ ━ ━
━
进料方法
━
外观
━ ━
━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━
电 线
━
━ ━ ━ ━ ━
标识规格
━ ━ ━
检验方法
数量
━
外观
端 子
━
━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━ ━
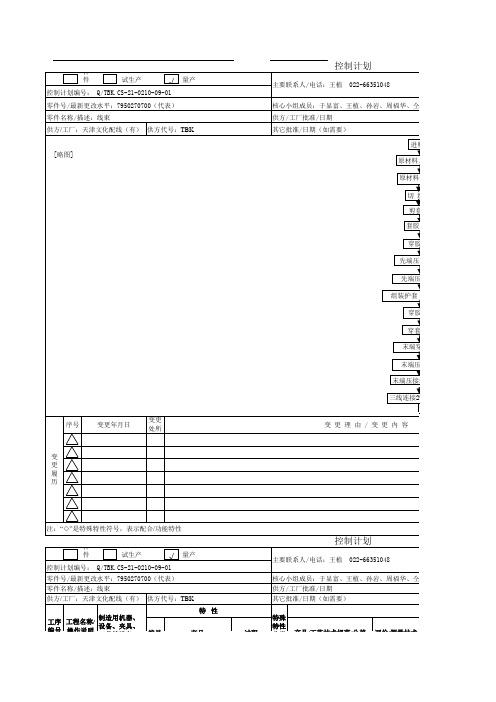
控制计划
样件 试生产
√
量产
主要联系人/电话:王植
022-66351048
控制计划编号: Q/TBK.CS-21-0210-09-01 零件号/最新更改水平:7950270700(代表) 零件名称/描述:线束 供方/工厂:天津文化配线(有) 供方代号:TBK 核心小组成员:于显富、王植、孙岩、周福华、仝春明 供方/工厂批准/日期 其它批准/日期(如需要) 进料 [略图] 原材料入厂检查 原材料储存 切 线 剪套管 套胶圈 穿胶堵 先端压接端子 先端压接检查 组装护套( 穿胶塞 穿套管 末端穿胶堵 末端压接端子 末端压接端子检查 三线连接29014 变更 处所
2019-线束检验指导书-范文模板 (6页)
5.8.2 半成品的可追溯性
半成品在工程内流动时, 必须附带物料标示卡以表明产品的状态, 设备生产日报表上作业时间.
5.8.3 成品的可追溯性
生产的产品进行包装时, 以每一外箱为一单位进行记录, 作业员在填写相关生产记录表时填写系列号和作业时间.
5.9 表格的记录
线束材料发放日报表 由发料员在发料时填写
接, 插胶芯, 测试, 尺寸检查, 外观检查, 包装等等, 具体的操作参照相应的作业指导书.
5.4.3 品质巡检人员根据巡检频率和检查内容对产品进行中间检查, 特别注意要检查端子打的
状态
和测试机的状态.
5.5入库和CLOSED检查
5.5.1 每天QC进行入库检查合格后, 线束课物料员原则上次日的上午进行入库作业(特殊情况除
<<线束材料发放日报表>>, 应详细记录到发放材料的时间.
5.3 首件检查
每天生产前由作业员进行首件作业, 由品质进行确认合格后并记录到首件确认单上, 才可以进
行正常生产.
5.4量产
5.4.1 当首件判定合格后, 开始进入量产阶段 .
5.4.2 依据产品的不同选用不同的工程, 大体上包括: 切线 , 开剥外被, 磨皮, 穿DABELL, 端子压
目前公司进货检验设立1个检查员,主要工作负责进货原材料的检验和实验室工作,对原材料进行外观、尺寸进行检验,每批抽检5件,填写送检单,进货检查员是今年入职的,经过半年的培养和工作经验积累,具备的一定的岗位技能,由于未接触过线束行业,有些原材料检验工作还不能独立完成。主要是零部件的技术资料和标准的不健全,和对零部件的认知程度不熟悉,判定的依据和准则资源配置不齐全,是导致进货检验工作的难点。只有检
线束检验标准作业指导书
序号
1 2 3 4 5 6 7 8 备注: 更 改 栏
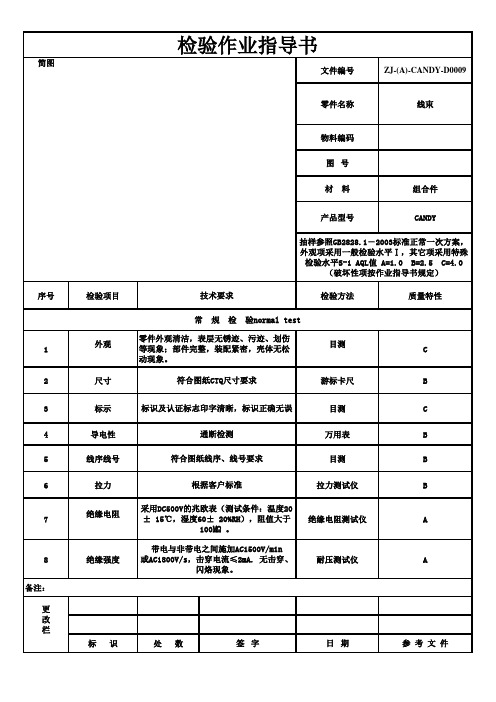
检验作业指导书
文件编号
ZJ-(A)-CANDY-D0009
零件名称
线束
物料编码 图号 材料
组合件
产品型号
CANDY
抽样参照GB2828.1-2003标准正常一次方案, 外观项采用一般检验水平Ⅰ,其它项采用特殊
检验水平S-1 AQL值 A=1.0 B=2.5 C=4.0 (破坏性项按作业指导书规定)
检验项目
技术要求
检验方法
质量特性
常 规 检 验normal test
外观
零件外观清洁,表层无锈迹、污迹、划伤 等现象;部件完整,装配紧密,壳体无松
目测
C
Hale Waihona Puke 动现象。尺寸符合图纸CTQ尺寸要求
游标卡尺
B
标示
标识及认证标志印字清晰,标识正确无误
目测
C
导电性
通断检测
万用表
B
线序线号
符合图纸线序、线号要求
目测
B
编制
会签
批准
佛山市顺德区鑫兆阳电子有限公司 第 A 版 第 1页 共 1页
拉力
根据客户标准
拉力测试仪
B
绝缘电阻
采用DC500V的兆欧表(测试条件:温度20 ± 15℃,湿度60± 20%RH),阻值大于 绝缘电阻测试仪
A
100㏁ 。
带电与非带电之间施加AC1500V/min
绝缘强度 或AC1800V/s,击穿电流≤2mA. 无击穿、
耐压测试仪
A
闪烙现象。
标识
处数
签字
日期
参考文件
线束检查基准书
万用表
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
检验项目
检验标准
抽样方案与判定标准
检ቤተ መጻሕፍቲ ባይዱ方法、手段
备注
外观
金属卡子表面应有防护处理,不允许有毛刺、锈蚀、斑痕等缺陷。
外观质量按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
目测
塑料套管、波纹管均应用胶粘带固定包扎在电线束上;
目测
接点表面绝缘应良好,导体不应压断;
目测
外观
电线与端子在连接处的绝缘套管应紧套在连接部位上,无脱开、移位现象;
外观质量按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
目测
电线束中电线及零部件应正确装配,不应有错位现象,端子在护套中应到位,不应脱出
目测
插接件应符合Q/FT A095的规定或者本公司允许的指定规格的产品
目测
标识齐全:包括安全件标识、分供方检验专用标记、电线束的编号及其执行标准号、认证标志。
目测
尺寸
干线和保护套管长度应不小于100 mm
按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
卷尺
支线长度应不小于50 mm
卷尺
接点之间距离、接点与分支点之间距离应不小于20 mm;
卷尺
电线与端子连接处的绝缘套管长为20 mm±5 mm
卷尺
线束检基范本
重 要度
规 格 108+15
导线规格用AV0.5f聚氯乙烯 绝缘低压电线,导线颜色及 位置见简图。 表面清洁、接插件位置正 确,铜芯无裸露;片式插头 在护套内要竖直不能歪斜、 变形。 电源线及灯泡导通良好,无不 亮、闪亮、错亮现象。
检查方法
检查类别、数量及频次 首检 巡检 完检 5个/批 GB2828 Ⅱ级 GB2828 Ⅱ级
线束拉脱力及可测量 装车尺寸用此图表法 表示
编制
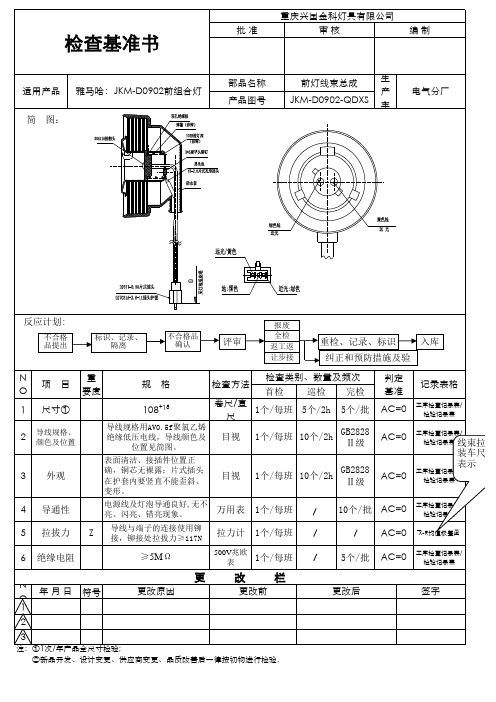
雅马哈:JKM-D0902前组合灯
部品名称 产品图号
前灯线束总成 JKM-D0902-QDXS
生 产 车
电气分厂
反应计划:
不合格 标识、记录、 不合格品
评审
报废 全检 返工返 让步接
重检、记录、标识 纠正和预防措施及验证 判定 基准 AC=0 AC=0
入库
NO 1 2
项 目 尺寸①
导线规格、 颜色及位置
检查基准书重庆兴国金科灯具有限公司适用产品部品名称前灯线束总成电气分厂产品图号jkmd0902qdxs检查方法检查类别数量及频次记录表格尺寸ac0目视ac0外观目视ac0导通性万用表ac0拉力计ac0绝缘电阻ac0符号更改原因更改前更改后签字雅马哈
检查基准书
适用产品
简 图:
批准
重庆兴国金科灯具有限公司 安装支耳 审核
记录表格
工序检查记录表/ 检验记录表 工序检查记录表/ 检验记录表
卷尺/直尺 1个/每班 5个/2h 目视 1个/每班 10个/2h
3 4 5 6
外观
目视
1个/每班 10个/2h
AC=0
线束拉脱 装车尺寸 表示 工序检查记录表/
检验记录表
导通性 拉拔力 绝缘电阻 符号 Z
线束加工检验指导书
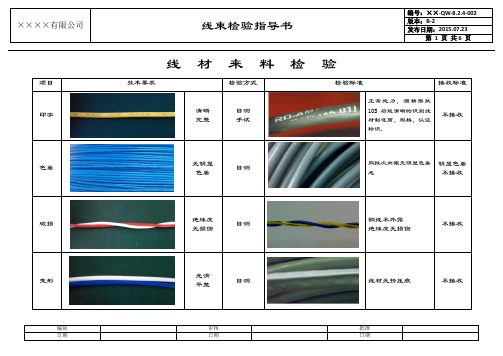
线材来料检验项目技术要求检验方式检验标准接收标准印字清晰完整目测手试正常施力,酒精擦拭10S后能清晰的识别线材制造商、规格、认证标识.不接收色差无明显色差目测同批次肉眼无明显色差感明显色差不接收破损绝缘皮无损伤目测铜线不外露绝缘皮无损伤不接收变形光滑平整目测线材无挤压痕不接收裁线加工检验项目技术要求检验方式检验标准接收标准剥皮切口平整目测切口不允许有毛边修理后接收断线铜线不断裂、损伤目测铜线完整不损伤18AWG/0。
75mm2允许损伤1根,其余不接收压接加工检验项目技术要求检验方式检验标准接收标准压接不足绝缘皮可靠压接目测绝缘皮被完整包裹、有轻微变形不接收压接过量绝缘皮不损伤目测绝缘皮不可有破洞、裂口不接收绝缘皮未压到绝缘皮可靠压接目测绝缘皮被完整包裹、有轻微变形不接收检查窗口铜线可靠压接目测检查窗口可同时观察到绝缘皮以及铜线不接收检查窗口压接加工检验项目技术要求检验方式检验标准接收标准铜线散落铜线完整包裹目测铜线不可散落在包裹区外面不接收填充不良填充料不外露手试用手指在端子端面触摸,不可接触到填充物不接收端子歪斜平整目测端子插接面与电线轴心平行,夹角不可超30度。
不接收塑壳插入检验项目技术要求检验方式检验标准接收标准压线片完全扣入到塑壳目测压线缝间隙一致修理后接收导线伸出导线与排母端面平齐目测钢尺导线不得凹入于端面,且突出量不得大于0.5毫米不接收插接可靠插接手试用手均匀用力将导线往外拉,导线不得从塑壳中拉出修理后接收拉力检验标准。
线束检验规范
文件名称: 受控状态: 生效日期:1 目的为了确保线束的质量及元器件与导线连接的可靠性,特制定此规范。
2 范围本规范适用于本公司所有产品所用导线的检验。
3 定义目标条件:一种近乎完美的情况。
是一种理想状况,而非总能达到,且对于保证组件在其运行条件下可靠性并非必要条件。
可接受条件:组件不必完美但要在其使用环境下保持完整性和可靠性的条件。
制程警示条件:没有影响产品的外形、装配、功能或可靠性的情况。
缺陷条件:产品在其最终使用情况下不足以确保外形、装配或功能的情况。
4 线束检验要求4.1导线长度检验长度误差如下表4.2 导线检验4.2.1 外观检验:查看导线型号、规格、颜色等是否符合图纸和下线表的要求。
表一:股线允许损伤范围注一:对于工作在6千伏或更高电压下的导线不允许有股线损伤注二:对于有镀层的导线,不暴露金属基材的视觉异常不看做是损伤剥线后绝缘皮不合格现象说明:4.2.2 尺寸检验:下线长度按下线表要求、剥线长度要求见下表。
4.3 导线的压接4.3.1 导线、压接端子、压接工具的组合与图纸及工艺文件相一致。
4.3.2 导线需要焊接时,导线芯线必须预上锡。
4.3.3 冲压成形接头开口连接筒外观检验:端子各区域图示4.3.3.1 绝缘皮支撑压接部分外观:4.3.3.2 绝缘皮检查窗部分外观:4.3.3.3 导体压接部分外观:4.3.3.4 钟形压口部分外观:4.3.3.5 导体刷部分外观:4.3.4冲压成形接头闭口连接筒外观检验: 端子各区域图示4.3.4.1 绝缘皮支撑压接外观:4.3.4.2 导体压接和钟形压口外观:4.3.5 机制接头外观检验:端子各区域图示:4.3.5.1 绝缘间隙外观:4.3.5.2 导体定位:4.3.5.3 压接外观:4.3.6 裸压接端子的压接连接外观:当线束的线径为0.5mm2-16mm2时,芯线伸出端子紧固孔端面的长度为1.0~2.0mm;当线束的线径大于或等于16mm2时,芯线伸出端子紧固孔端面的长度:2.0~3.0mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料套管、波纹管均应用胶粘带固定包扎在电线束上;
目测
接点表面绝缘应良好,导体不应压断;
目测
外观
电线与端子在连接处的绝缘套管应紧套在连接部位上,无脱开、移位现象;
外观质量按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
目测
电线束中电线及零部件应正确装配,不应有错位现象,端子在护套中应到位,不应脱出
目测
插接件应符合Q/FT A095的规定或者本公司允许的指定规格的产品
目测
标识齐全:包括安全件标识、分供方检验专用标记、电线束的编号及其执行标准号、认证标志。
目测
尺寸
干线和保护套管长度应不小于100 mm
按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
100%
万用表
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
检验项目
检验标准
抽样方案与判定标准
检验方法、手段
备注
外观
金属卡子表面应有防护处理,不允许有毛刺、锈蚀、斑痕等缺陷。
外观质量按GB/T2828.1-2012标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL=1.0,外观质量各项的不良缺陷数总和小于Re,该项可以接收
外观质量按gbt282812012标准正常检验一次抽样方案一般检验水平aql10外观质量各项的不良缺陷数总和小于re该项可以接收目测电线束中电线及零部件应正确装配不应有错位现象端子在护套中应到位不应脱出目测插接件应符合qfta095的规定或者本公司允许的指定规格的产品目测标识齐全
线束检
(
1.0目的:
目测
端子与电线连接应采用压接方法,端子应分别压紧在导体和绝缘层上,导体不应压断。
目测
电线束应采用绝缘物包扎,包扎时应紧密、均匀、不松散;采用保护套管时,应无移位和影响电线弯曲现象。
目测
无特殊要求时,胶带保护层应用薄聚氯乙烯胶带半折叠式包紧,其吞接不少于4 mm,其表面不得有粗大的接头及间隙
目测
纱线保护层表面的疏松程度应均匀一致
卷尺
支线长度应不小于50 离应不小于20 mm;
卷尺
电线与端子连接处的绝缘套管长为20 mm±5 mm
卷尺
连接力
端子与电线连接应牢固,在规定的拉力下不应损伤和脱开
每批次压接前做1件试样进行检验
拉力试验机
线束接点表面绝缘应良好,导体不应压断。
拉力试验机
导通
电线束中线路导通率为100%,无短路、错路现象
确定本公司线束产品品质的判定标准,以提供线束品质检验的依据。
2.0适用范围
适用于本公司所有外协、外购线束产品的入厂检验,若客户有其它特殊要求或另外提供检验标准,则以客户标准为准。
3.0职责
质保部负责此规范的维护及执行。
4.0术语
无
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)