不锈钢卡压式管件连接用
不锈钢管卡压式连接施工工艺资料讲解
不锈钢管卡压式连接施工工艺(一)不锈钢管卡压式连接安装技术不锈钢管卡压连接管件的端部U型槽内装有O型密封圈,安装时将不锈钢管插入管件中,用专用压钳卡压管件端部,使不锈钢水管和管件端部同时收缩(外小里大,表面形成六角形),从而达到连接强度,并满足密封要求。
主要安装施工工艺:安装前准备→预制加工→干管安装、试压→立管安装、试压→支管安装、试压。
1、安装前准备工作结合施工现场,熟悉施工图纸,在楼层结构施工过程中,配合土建作穿墙壁和楼板的预留孔、槽,留孔或开槽尺寸宜符合下列规定:预留孔洞的尺寸宜比管外径大50~100mm,暗埋管道的墙槽深度为管外径加20mm,宽度为管外径加40~50mm,架空管道管顶上部净空不宜小于100mm。
2、预制加工根据设计图纸规定的坐标和标高线,并结合现场实际情况,绘制加工草图,按图进行管段的预制加工和预装配,在管段预制加工的同时可进行成批量的支架制作。
3、干管安装(1)将预制加工好的管段按编号运至安装部位进行安装。
(2)将各管段进行卡压连接,其操作步骤如下:①下料:小规格管材选用手动切管器截管,大规格管材则选用砂轮切割机截管,应使端面平齐垂直于轴线并去除毛刺;②连接管件和管材:在不锈钢管上画出需插入管件的长度。
应满足表1的要求。
然后将不锈钢管垂直插入卡压式管件中,应确认管子上所画标记线距端部的距离,公称直径15~25时为3mm。
公称直径32~40时为5mm。
确认后用专用液压钳卡住管件端部,通过液压工具加压完成管道的卡压连接。
加压值分别为:管径DN25~40的5MPa,DN15~20的为4MPa。
(3)管道固定:用管卡、型钢将管道固定在墙或梁上,不得有松动现象,公称直径≤25mm的管道安装时可采用塑料管卡。
(4)管道敷设时严禁产生轴向弯曲和扭曲,穿过墙或楼板时不得强制校正。
当与其它管道平行敷设时,应按设计要求预留保护距离,当设计无规定时其净距不宜小于100mm。
当管道平行时,管沟内不锈钢管宜设在镀锌钢管的内侧。
完整版)薄壁不锈钢管卡压式连接施工工艺

完整版)薄壁不锈钢管卡压式连接施工工艺直径32~50mm时应为50mm,工程直径65mm及以上时应为60mm。
4.管道连接1)薄壁不锈钢管卡压式连接的连接方式有三种:单卡压式、双卡压式、三卡压式。
2)连接前应确保管子插入管件的深度符合要求,卡压工具的选择应根据管子直径和卡压式连接的类型选择相应的卡压工具。
3)连接完成后,应进行水压试验,试验压力应符合设计要求,无渗漏现象。
5.管道保温1)管道保温应按设计要求进行,保温材料应符合国家现行标准。
2)保温材料的厚度应根据设计要求确定,保温层应均匀、紧密、无空鼓、无裂缝。
3)保温层表面应光滑、平整、无砂眼、无毛刺、无划痕。
4)保温层应与管道连接紧密,不得有松动现象。
6.管道试压1)管道敷设、连接完成后,应进行水压试验,试验压力应符合设计要求。
2)试验时应按设计要求逐级增加试验压力,试验时间应不少于30分钟。
3)试验中应注意观察管道和连接处是否有渗漏现象,如发现渗漏应及时处理。
7.管道冲洗消毒1)管道试压合格后,应进行冲洗消毒,确保管道卫生达标。
2)冲洗消毒应按XXX颁布的《建筑给水排水及采暖工程施工及验收规范》GB )的要求进行。
3)冲洗消毒完成后,应进行水质检测,水质应符合国家有关标准。
薄壁不锈钢管卡压式连接施工工艺可以降低管道施工成本,因为这种工艺不需要复杂的套丝机和电焊机等机具,也不需要切削液和焊剂等添加物。
相比传统的焊接和丝扣连接,薄壁不锈钢管卡压式连接施工工艺更加简单易行,无需高超的操作技巧和大量的人工,因此可以大幅度减少工艺成本。
在进行薄壁不锈钢管卡压式连接施工工艺之前,需要进行施工准备。
这包括施工设计图纸和技术文件的齐全和会审,施工方案或组织设计的技术交底,以及材料、施工人员和施工机具等的准备。
此外,还需要了解建筑物的结构,以制定与土建工程和其他工程的配合措施。
管道敷设、连接和保温都是薄壁不锈钢管卡压式连接施工工艺的重要环节。
在敷设管道时,需要注意管道明敷的时机和固定支架的间距。
薄壁不锈钢管卡压式连接施工方案说明

薄壁不锈钢管卡压式连接施工方案编制依据:1、GB/T1999228.1-2003《不锈钢卡压式管件》2、GB/T19228.2-2003《不锈钢卡压式管件连接用薄壁不锈钢管》3、GB/T19228.3-2003《不锈钢卡压式管件用橡胶O型密封圈4、CECS153:2003《建筑给水薄壁不锈钢管管道工程技术规程》5、04S407-2《建筑给水金属管道安装薄壁不锈钢管》式管件中,应确认管子上所画标记线距端部的距离,公称直径15~25时为3mm。
公称直径32~40时为5mm。
确认后用专用液压钳卡住管件端部,通过液压工具加压完成管道的卡压连接。
加压值分别为:管径DN25~40的5MPa,DN15~20的为4MPa。
(3)管道固定:用管卡、型钢将管道固定在墙或梁上,不得有松动现象,公称直径≤25mm的管道安装时可采用塑料管卡。
(4)管道敷设时严禁产生轴向弯曲和扭曲,穿过墙或楼板时不得强制校正。
当与其它管道平行敷设时,应按设计要求预留保护距离,当设计无规定时其净距不宜小于100mm。
当管道平行时,管沟内薄壁不锈钢管宜设在镀锌钢管的内侧。
(5)干管安装后必须进行水压试验,试验压力为工作压力的 1.5倍且不小于0.6MPa,管道系统加压宜采用手动泵缓慢进行,升压时间在10min以上,当压力达到规定试验压力后观察10min,如压力降低小于0.02Mpa,再将压力降至工作压力,对管道作外观检验,以不渗漏为合格,方可进行后续土建施工。
5、立管安装将预制加工好的立管段运至安装现场,并将各管段进行卡压连接。
明装立管时,其外壁距装饰墙面的距离为:公称管径≤25mm时为40mm,公称直径32~40mm时为50mm。
管道井的暗装立管严格按施工图尺寸进行安装,立管穿越楼板处应加设塑料套管,穿过屋面时采用金属防水套管,套管高出地面和屋面50mm,管道安装一定要在墙壁粉饰完成后进行,以免污染管道。
立管安装完成后进行水压试验,试验压力及试验方法同干管试压。
(完整版)薄壁不锈钢管卡压式连接施工工艺
薄壁不锈钢管卡压式连接施工工艺一、 工艺原理不锈钢管传统工艺,不论是焊接还是丝扣连接,对管材壁厚有严格的要求,套丝及焊接连接过程中需要套丝机、电焊机等机具,切削液、焊剂等添加物(副材),而且必须是熟练的操作工才能顺利完成复杂的操作工序,需要消耗大量的人工,工艺成本较高。
而采用薄壁钢管卡压连接施工工艺,管子插入管件后,用专用的卡压工具卡压、瞬间即可完成连接作业。
不需要螺纹连接时复杂的套丝作业,也不需要焊接时前处理、后处理作业,管道施工综合成本大幅度减少。
二、 工艺流程与操作要点1. 工艺流程2. 施工准备1) 管道安装工程施工应具备下列条件:A 、施工设计图纸和其它技术文件齐全,并经会审或审查。
B 、施工方案或施工组织设计已进行技术交底。
C 、材料、施工人员、施工机具等能保证正常施工。
D 、施工现场的用水、用电和材料贮放场地条件能满足需要。
E 、提供的管材和管件符合国家现行有关产品标准,其实物与资料一致,并附有产品说明书和质量合格证。
2) 了解建筑物的结构根据设计图纸和施工方案制定与土建工程及其它工程的配合措施。
安装人员应经专业培训,熟悉薄壁不锈钢管和管件的性能,掌握操作要点。
3) 管材和管件的外观和接头检查管件、管材上的污物和杂质应及时清除。
3. 管道敷设1) 管道明敷时,应在土建工程粉饰完毕后进行安装。
安装前,应首先复核预留孔洞的位置是否正确。
2) 薄壁不锈钢管固定支架间距不宜大于15m ,热水管固定支架间距的确定应根据管安装准备干管安装线热胀量、膨胀节允许补偿量等确定。
固定支架宜设置在变径、分支、接口及穿越承重墙、楼板的两侧等处。
4)公称直径不大于25mm的管道安装时,可采用塑料管卡。
采用金属管卡或吊架时,金属管卡或吊架与管道之间应采用塑料带或橡胶等软物隔垫。
5)在给水栓和配水点处应采用金属管卡或吊架固定;管卡或吊架宜设置在距配件40~80mm处。
6)对明装管道,其外壁距装饰墙面的距离:工程直径10~25mm时应为40mm,工程直径32~65mm时应为50mm。
(完整版)薄壁不锈钢管卡压式连接施工方案
薄壁不锈钢管卡压式连接施工方案编制单位:辽宁洪宇建筑安装工程有限公司编制依据:1、GB/T1999228.1-2003《不锈钢卡压式管件》2、GB/T19228.2-2003《不锈钢卡压式管件连接用薄壁不锈钢管》3、GB/T19228.3-2003《不锈钢卡压式管件用橡胶O型密封圈4、CECS153:2003《建筑给水薄壁不锈钢管管道工程技术规程》5、04S407-2《建筑给水金属管道安装薄壁不锈钢管》工程概况:管道采用薄壁不锈钢管,连接方式:卡压式连接,施工质量控制及技术要点。
一、薄壁不锈钢管卡压式连接工艺要求薄壁不锈钢管卡压连接管件的端部 U型槽内装有O型密封圈,安装时将不锈钢管插入管件中,用专用压钳卡压管件端部,使不锈钢水管和管件端部同时收缩( 外小里大,表面形成六角形 ),从而达到连接强度,并满足密封要求。
(一)、主要安装施工工艺安装前准备→确定管道长度→预制加工→插入管件卡压连接→干管安装→立管安装→支管安装→管道试压→消毒冲洗。
1、主要施工材料及机具2、安装前准备工作结合施工现场,熟悉施工图纸,在楼层结构施工过程中,配合土建作穿墙壁和楼板的预留孔、槽,留孔或开槽尺寸宜符合下列规定:预留孔洞的尺寸宜比管外径大50~100mm,暗埋管道的墙槽深度为管外径加20mm,宽度为管外径加40~50mm,架空管道管顶上部净空不宜小于100mm。
3、预制加工:根据设计图纸规定的坐标和标高线,并结合现场实际情况,绘制加工草图,按图进行管段的预制加工和预装配,在管段预制加工的同时可进行成批量的支架制作。
4、干管安装:(1)将预制加工好的管段按编号运至安装部位进行安装。
(2)将各管段进行卡压连接,其操作步骤如下:①下料:小规格管材选用手动切管器截管,大规格管材则选用砂轮切割机截管,应使端面平齐垂直于轴线并去除毛刺;②连接管件和管材:在不锈钢管上画出需插入管件的长度。
应满足表1的要求。
然后将不锈钢管垂直插入卡压式管件中,应确认管子上所画标记线距端部的距离,公称直径15~25时为3mm。
薄壁不锈钢管卡压式连接施工工艺

薄壁不锈钢管卡压式连接施工工艺直径32~50mm时应为50mm,工程直径大于50mm时应为60mm。
4.管道连接1)管道连接前应先将管道内外表面清洁干净,管道插入管件时应注意方向和深度。
2)薄壁不锈钢管卡压连接时,应先将管子插入管件内,再用专用的卡压工具卡压。
瞬间即可完成连接。
连接前应检查卡压工具是否正常、管子是否插入到位。
3)管道连接后,应进行试压,试压时间不少于30分钟,试压压力应达到设计压力的1.5倍,无渗漏为合格。
5.管道保温1)管道保温应在管道敷设、连接、试压后进行,保温材料应符合国家现行有关标准。
保温层厚度应符合设计要求。
2)保温材料应密实、平整,保温层表面应涂刷防腐漆。
3)管道保温后,应进行保温层厚度、密度、压缩率等检查,合格后方可进行下一步工作。
薄壁不锈钢管卡压式连接施工工艺一、工艺原理传统的不锈钢管连接工艺,无论是焊接还是丝扣连接,对管材壁厚有严格的要求,需要使用套丝机、电焊机等机具,添加切削液、焊剂等副材料,而且需要熟练的操作工才能完成。
这些复杂的操作需要消耗大量人工,工艺成本较高。
相比之下,采用薄壁钢管卡压连接施工工艺,只需要用专用的卡压工具卡压管子插入管件,即可瞬间完成连接作业。
不需要螺纹连接时复杂的套丝作业,也不需要焊接时前处理、后处理作业,管道施工综合成本大幅度减少。
二、工艺流程与操作要点1.工艺流程2.施工准备1)管道安装工程施工前,必须具备以下条件:施工设计图纸和其它技术文件齐全并经过审查、施工方案或施工组织设计已进行技术交底、材料、施工人员、施工机具等能保证正常施工、施工现场的用水、用电和材料贮放场地条件能满足需要、提供的管材和管件符合国家现行有关产品标准,其实物与资料一致,并附有产品说明书和质量合格证。
2)在了解建筑物的结构后,根据设计图纸和施工方案制定与土建工程及其它工程的配合措施。
安装人员应经过专业培训,熟悉薄壁不锈钢管和管件的性能,掌握操作要点。
3)管件和管材的外观和接头应及时清洗,清除污物和杂质。
不锈钢管道(外)卡压式连接施工工法
不锈钢管道(外)卡压式连接施工工法(编号:SZJXGF35-2008)第一完成单位:江苏省华建建设股份有限公司主要完成人:吴碧桥、阮师权、费海丰、孙国兵第二完成单位:深圳市西部城建工程有限公司主要完成人:邹雪芹1.前言随着我国改革开放政策的实施,国民经济获得快速增长,城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了更高的要求。
特别是水质问题,人们越来越重视,要求也不断提高。
不锈钢管更具有优越性,特别是在优质饮用水系统、热水系统及将安全、卫生放在首位的给水系统,具有安全可靠、卫生环保、经济适用等特点。
其卡压式连接的方法也凭借其无污染,简捷,方便,安全的优点成为不锈钢连接的主要方法之一。
本工法详细阐述卡压式连接的施工。
江苏省华建建设股份有限公司及西部城建公司组织技术攻关,研制了“不锈钢管道外卡压式连接施工工法”,对不锈钢管道外卡压式连接施工技术要点、施工工艺、工序质量及过程控制进行了综合研究,总结不锈钢管道外卡压式连接施工技术,可指导工程建设中不锈钢管道的施工。
2.工法特点采用不锈钢卡压式管件、专用卡压工具、画线器等对不锈钢管进行连接,达到无渗漏的效果。
本工法具有施工工艺简单、安装方便、施工工期短,无污染、安全、使用寿命长、节省人工费用且质量易于保证的特点。
3.适用范围本工法适用于公称通径不大于DN100,公称压力不大于1.6MPa的饮用净水、生活饮用水、冷水、热水、燃气、医用气体等不锈钢管道。
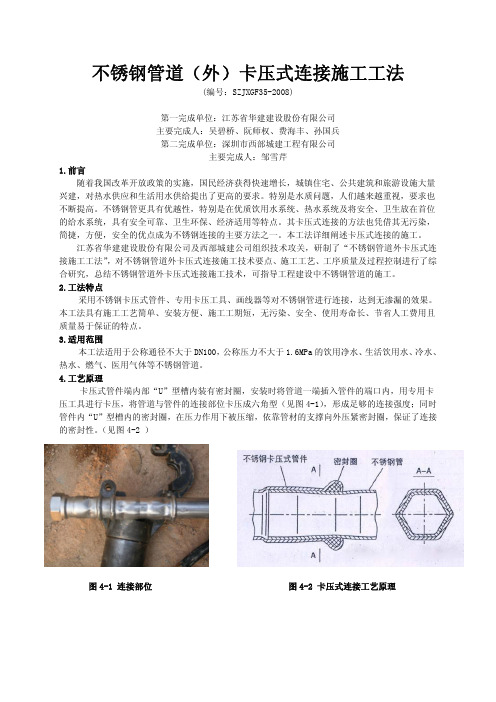
4.工艺原理卡压式管件端内部“U”型槽内装有密封圈,安装时将管道一端插入管件的端口内,用专用卡压工具进行卡压,将管道与管件的连接部位卡压成六角型(见图4-1),形成足够的连接强度;同时管件内“U”型槽内的密封圈,在压力作用下被压缩,依靠管材的支撑向外压紧密封圈,保证了连接的密封性。
(见图4-2 )图4-1 连接部位 图4-2 卡压式连接工艺原理5.施工工艺流程及操作要点5.1工艺流程管道切割(清理) 画线 卡压 支架及管道安装 阀门安装 试压 管道冲洗消毒5.2操作要点5.2.1安装准备1.对图纸和施工方案已经进行技术交底。
不锈钢水管卡压连接方法

不锈钢水管卡压连接方法摘要:一、不锈钢水管卡压连接方法简介二、卡压连接工具与材料三、操作步骤详解四、连接质量检查与维护五、优点与注意事项正文:不锈钢水管因其优良的抗腐蚀性能、卫生性能和耐用性,在我国供水系统中得到了广泛应用。
卡压连接作为一种高效、便捷的连接方式,在不锈钢水管的安装中尤为常见。
下面将详细介绍不锈钢水管卡压连接方法。
一、不锈钢水管卡压连接方法简介不锈钢水管卡压连接,又称卡套连接,是一种采用专用卡压工具,将不锈钢管与管件紧密连接在一起的方法。
这种连接方式无需使用焊接、螺纹等固定件,操作简单,连接强度高,能有效防止漏水、脱落等现象。
二、卡压连接工具与材料1.专用卡压工具:市场上有各种品牌和型号的卡压工具,选购时需根据实际需求选择。
2.不锈钢管:选用符合国家标准的无缝不锈钢管,具有良好的抗腐蚀性能和机械强度。
3.管件:包括弯头、三通、四通等,同样需选用不锈钢材质。
三、操作步骤详解1.切割不锈钢管:根据所需长度,使用切割工具切割不锈钢管。
2.清理管口:将管口内外擦拭干净,确保无油污、氧化皮等。
3.安装管件:将管件与不锈钢管对齐,使管件的卡槽与管子外径吻合。
4.套上管件:使用卡压工具,将管件与不锈钢管紧密压接在一起。
5.检查连接质量:检查连接处是否牢固,无渗漏现象。
四、连接质量检查与维护1.连接质量检查:在连接完成后,立即进行检查,发现问题及时处理。
2.定期检查:在投入使用后,定期进行检查,确保连接处牢固可靠。
3.维护:对于发现问题的连接处,及时进行维修,确保供水系统正常运行。
五、优点与注意事项1.优点:卡压连接具有连接强度高、操作简便、维护方便等优点。
2.注意事项:(1)连接前,确保管材、管件质量合格。
(2)操作卡压工具时,力度要适中,避免用力过猛导致管件损坏。
(3)连接完成后,及时检查,发现问题及时处理。
通过以上介绍,相信大家对不锈钢水管卡压连接方法有了更深入的了解。