焊接工艺过程的开发
焊接工艺过程的开发培训教程

焊接工艺过程的开发培训教程一、引言焊接是一种常用的金属连接方法,广泛应用于各个领域。
为了确保焊接品质和工艺的稳定性,需要进行焊接工艺过程的开发。
本培训教程将介绍焊接工艺过程的开发流程和相关原则。
二、焊接工艺过程的开发流程1.确定焊接材料和基材首先,根据焊接的具体要求和目标,确定要焊接的材料和基材。
对于同种材料的焊接,可以选择同种材料作为基材进行实验。
对于不同材料的焊接,需要选择具有良好相容性的材料。
2.确定焊接方法和设备根据焊接材料和基材的特性,选择合适的焊接方法和设备。
常见的焊接方法包括电弧焊、气体焊、激光焊等。
不同的焊接方法适用于不同的工艺要求,需根据具体需求进行选择。
3.制定焊接规程制定焊接规程,明确焊接的具体步骤和参数。
包括焊接温度、焊接速度、焊接时间等。
需要根据实际情况进行多次试验和调整,确保焊接质量和工艺稳定性。
4.进行焊接试验根据制定的焊接规程,进行焊接试验。
在试验过程中,需要关注焊接缺陷、焊缝质量和焊接强度等指标。
根据试验结果进行调整和优化,直到达到焊接要求。
5.验证和评估对最终得到的焊接工艺进行验证和评估。
包括焊接接头的力学性能测试、断口分析、金相组织分析等。
评估结果用于判断焊接工艺是否合格,是否需要对工艺进行进一步调整。
三、焊接工艺开发的原则1.科学性原则焊接工艺开发需基于科学的理论和实验研究。
需要掌握焊接过程中的热传导、热变形、金相组织等基础知识,做到理论和实践相结合。
只有在科学的基础上进行工艺开发,才能保证焊接质量和安全性。
2.经济性原则焊接工艺的开发需要综合考虑成本和效益。
需要在保证质量的前提下,尽可能地节约材料和能源。
通过合理的工艺调整,可以降低生产成本,提高效益。
3.灵活性原则焊接工艺需要具备一定的灵活性。
对于不同的焊接任务和材料,需要根据实际情况进行调整和优化。
灵活的工艺开发能够适应不同的需求,提高生产效率和适应性。
四、结语焊接工艺过程的开发是确保焊接质量的重要环节。
船用DH36厚钢板的三丝埋弧焊工艺开发与研究
烟台大学学报(自然科学与工程版)Journal of Yantai University ( Natural Science and Engineering Edition)第34卷第1期2021年1月Vol. 34 No. 1oln .0201文章编号:1024-8820 (2201 )21-0255-26 doi :10.13451/j. eCO 37T213/n. 191010船用DH36厚钢板的三丝埋弧焊工艺开发与研究魏杰,应华,邓文杰,张振玉,刘振峰(烟台大学机电汽车工程学院,山东烟台264025)摘要:以厚度为25 mm 的DH34型钢板为研究对象,对现有三丝埋弧焊焊接技术进行理 论分析,通过试验的方法与传统单丝埋弧焊工艺作详细对比,开发出一种三丝埋弧焊厚板 焊接新工艺,并对新工艺进行工艺评定。
试验结果表明,使用该工艺焊接厚板能大幅度提 高厚板焊接效率,且有效保证焊件焊缝质量,其熔敷金属各项力学性能均符合行业标准。
该试验可为三丝埋弧焊在厚板焊接中的工艺开发提供一定的参考。
关键词:三丝埋弧焊;厚板焊接;焊接新工艺;焊接试验中图分类号:TG034. 9. 28文献标志码:A在船舶海工、核电设备、冶金机械、道桥施工等众多行业中,耐压容器、箱体、梁柱等重要钢结构的 制作过程中采用的主要焊接技术是埋弧焊[1]0埋 弧焊焊接的技术特点是通过电弧在焊剂层下燃烧,熔渣保护电弧,焊剂和被焊接金属融化后比例稳定,具有焊接质量好、生产效率高、少烟尘及无弧光等优 点[2]0随着材料科学的进步,越来越多的新型材料出现,焊接技术也得到不断改进,出现了许多新的埋弧 焊技术,其中最主要的技术之一就是多丝埋弧焊⑶0多丝埋弧焊技术以其高效率、大熔深、高焊缝质量等多方面特点已被越来越广泛的应用,而影响多 丝埋弧焊技术生产效率和质量的最关键因素在于焊 接工艺⑷。
近年来,越来越多的船舶与海工行业开始采用多丝埋弧焊设备,来进一步提高生产效率以 及焊缝质量⑸0在多丝埋弧焊技术中比较成熟的是双丝埋弧焊 技术⑷,对于三丝埋弧焊技术还有很大的研究空 间。
焊接的发展史
焊接技术可以追溯到几千年前的青铜器时代,在人类早期工具制造中,无论是中国还是当时的埃及等文明地区,都能看到焊接技术的雏形。
古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝(公元前1600年—公元前1046年)制造的铁刃铜钺就是铁和铜的铸焊件,其表面铜与铁的熔合线蜿蜒曲折,接合良好。
春秋战国时期(公元前770年—公元前221年)曾侯乙墓中的建鼓铜座上的盘龙是分段钎焊连接而成的,与现代软钎料成分相近。
战国时期制造的刀剑一般是加热锻焊而成的。
据明朝宋应星所着《天工开物》记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段锻焊大型船锚。
在古埃及和地中海地区,公元前1000年人们就已经能够通过搭接的方法制造金盒及铁质工具。
到中世纪(约公元476年—公元1453年),早叙利亚大马士革曾用锻焊方法打造兵器。
但古代焊接技术长期停留在较原始的水平,使用的热源都是炉火,温度低、能源不集中,无法用于大截面、长焊缝工件的焊件,只能用以制作装饰品、简单的工具和武器。
近代真正意义上的焊接技术起源于1880年左右电弧焊方法的问世[6]。
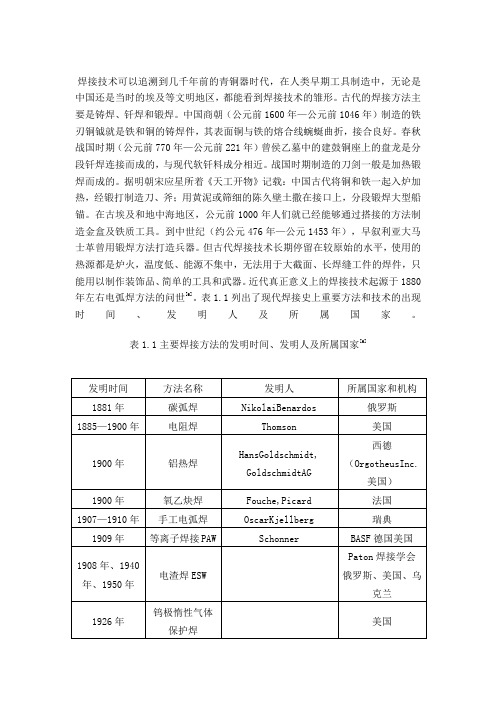
表1.1列出了现代焊接史上重要方法和技术的出现时间、发明人及所属国家。
表1.1主要焊接方法的发明时间、发明人及所属国家[6]发明时间方法名称发明人所属国家和机构1881年碳弧焊NikolaiBenardos 俄罗斯1885—1900年电阻焊Thomson 美国1900年铝热焊HansGoldschmidt,GoldschmidtAG西德(OrgotheusInc.美国)1900年氧乙炔焊Fouche,Picard 法国1907—1910年手工电弧焊OscarKjellberg 瑞典1909年等离子焊接PAW Schonner BASF德国美国1908年、1940年、1950年电渣焊ESWPaton焊接学会俄罗斯、美国、乌克兰1926年钨极惰性气体保护焊美国发明时间方法名称发明人所属国家和机构1926年药芯焊丝FCAW Stoody 美国1930年氢原子焊——1930年螺柱焊纽约海军厂美国1930年、1948年熔化极惰性气体保护焊美国1935年埋弧焊SAW Robinoff 地下铁道公司美国1941年GTAW Meredith 美国1950年喷射过渡GMAW Muller,Gibson 美国1953年活性气体保护电弧焊Lyubavskii和Novoshilov苏联1954年自保护药芯焊——1956年摩擦焊—俄罗斯1956年超声波焊——1957年CO2气体保护焊—美国、英国、俄罗斯1959年爆炸焊——1950年末真空扩散焊——1960年脉冲熔化极气体保护焊Arico 美国1961年电子束焊Stohr 法国1962年电气焊专利(Electrogas)Arcos 比利时1964年热丝和协同控制GMAWManz 美国1966年激光切割PeterHouldcroft TWI英国1970年逆变电源—世界各地1970年激光焊接LBW MartinAdams 英国1991年搅拌摩擦焊FSW WayneThomas TWI英国注:表中的发明时间以焊接方法首次具有工业实现意义为起点,而非该方法的原理初次被发现。
焊接工艺参数的优化与自动调整方法
焊接工艺参数的优化与自动调整方法随着现代焊接技术的发展,焊接工艺参数的优化与自动调整方法变得越来越重要。
优化工艺参数可以提高焊接质量、降低成本,并节约时间。
本文旨在探讨焊接工艺参数的优化与自动调整方法,并提出一种适用于不同类型焊接工艺的通用化方法。
一、焊接工艺参数的优化方法要实现焊接工艺参数的优化,首先需要了解各个参数对焊接过程和焊接质量的影响。
不同的焊接工艺会涉及到不同的参数,如电弧电流、电弧电压、焊接速度等。
针对不同的焊接过程,可以采用以下方法进行参数优化:1. 实验优化法:通过对焊接过程进行一系列试验,通过实验数据的收集与分析,得出最佳参数组合。
这需要耗费一定时间和资源,但可以得到较为准确的结果。
2. 数学模型优化法:通过建立焊接过程的数学模型,利用数学方法进行计算与优化。
这种方法可以用于复杂的焊接过程,节约了实验成本,但需要准确的模型和计算方法。
3. 人工智能优化法:利用人工智能算法,如遗传算法、模拟退火算法等,对焊接工艺参数进行优化。
这种方法适用于多参数优化问题,可以得出最优解。
二、焊接工艺参数的自动调整方法为了实现焊接工艺参数的自动调整,可以采用以下方法:1. 传感器反馈控制:通过在焊接过程中使用传感器对焊接参数进行监测,然后将反馈信息用于调整参数。
传感器可以测量电流、电压、温度等参数,并实时反馈给控制系统,实现自动调整。
2. 自适应控制算法:利用自适应控制算法对焊接工艺参数进行自动调整。
自适应控制算法可以根据实时的焊接条件和质量需求,自动调整参数以获得最佳结果。
3. 自学习算法:通过机器学习的方法,对焊接工艺参数进行学习和优化。
通过对大量数据的学习和分析,机器可以自动调整参数以实现最佳的焊接质量。
三、通用化方法为了实现焊接工艺参数的通用化,可以采用以下方法:1. 建立焊接数据库:建立焊接工艺参数的数据库,包含各类焊接工艺参数和对应的焊接质量结果。
根据具体需要,通过查询数据库可以找到最佳的焊接参数。
文档SMT焊接工艺流程
SMT焊接工艺流程一、概述:1、SMT(表面贴装)的特点1)、组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。
2)、可靠性高、抗振能力强。
焊点缺陷率低。
3)、高频特性好:减少了电磁和射频干扰。
4)、易于实现自动化,提高生产效率。
降低成本达30%~50%。
节省材料、能源、设备、人力、时间等。
2、为什么要用表面贴装技术(SMT)?1)、电子产品追求小型化,以前使用的穿孔插件元件已无法缩小2)、电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件3)、产品批量化,生产自动化,厂方要以低成本高产量,出产优质产品以迎合顾客需求及加强市场竞争力4)、电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用5)、电子科技革命势在必行,追逐国际潮流4、为什么在表面贴装技术中应用免清洗流程?1)、生产过程中产品清洗后排出的废水,带来水质、大地以至动植物的污染。
2)、除了水清洗外,应用含有氯氟氢的有机溶剂(CFC&HCFC)作清洗,亦对空气、大气层进行污染、破坏。
3)、清洗剂残留在机板上带来腐蚀现象,严重影响产品质素。
4)、减低清洗工序操作及机器保养成本。
5)、免清洗可减少组板(PCBA)在移动与清洗过程中造成的伤害。
仍有部分元件不堪清洗。
6)、助焊剂残留量已受控制,能配合产品外观要求使用,避免目视检查清洁状态的问题。
7)、残留的助焊剂已不断改良其电气性能,以避免成品产生漏电,导致任何伤害。
8)、免洗流程已通过国际上多项安全测试,证明助焊剂中的化学物质是稳定的、无腐蚀性的5、回流焊缺陷分析:1)、锡珠(Solder Balls):原因:(1)、丝印孔与焊盘不对位,印刷不精确,使锡膏弄脏PCB。
(2)、锡膏在氧化环境中暴露过多、吸空气中水份太多。
焊接技术的发展及发展趋势
焊接技术的发展及发展趋势引言概述:焊接技术作为一种重要的连接工艺,在制造业和建筑领域中扮演着至关重要的角色。
随着科技的不断进步和工业的发展,焊接技术也在不断创新和发展。
本文将从五个方面详细阐述焊接技术的发展及其发展趋势。
一、自动化焊接技术的发展1.1 机器人焊接技术的应用随着机器人技术的进步,机器人焊接技术在制造业中得到广泛应用。
机器人焊接具有高效、精确、稳定的特点,能够替代传统手工焊接,提高生产效率和焊接质量。
1.2 激光焊接技术的发展激光焊接技术以其高能量密度、焊接速度快、热影响区小等优点,成为现代焊接技术的重要发展方向。
激光焊接技术广泛应用于汽车制造、航空航天等领域,为焊接工艺带来了革命性的变化。
1.3 无人化焊接技术的发展随着无人化技术的发展,无人化焊接技术也逐渐成熟。
无人化焊接技术通过自动化设备和系统实现焊接过程中的操作和监控,提高生产效率和安全性,减少人为因素对焊接结果的影响。
二、新材料焊接技术的发展2.1 高强度钢焊接技术的研究随着汽车工业对轻量化和安全性能的要求越来越高,高强度钢焊接技术成为焊接领域的研究热点。
高强度钢焊接技术能够实现高强度材料的焊接,提高汽车结构的强度和安全性。
2.2 铝合金焊接技术的改进铝合金具有轻质、高强度、耐腐蚀等优点,广泛应用于航空航天和汽车制造等领域。
铝合金焊接技术的改进包括优化焊接工艺、改善焊接接头性能等,以提高铝合金焊接的可靠性和效率。
2.3 多材料焊接技术的研究多材料焊接技术是近年来焊接领域的研究热点之一。
多材料焊接技术能够实现不同材料的焊接,如金属与塑料的焊接、金属与陶瓷的焊接等。
多材料焊接技术的发展将推动材料的多样化应用和产品的创新。
三、数字化焊接技术的发展3.1 虚拟焊接技术的应用虚拟焊接技术通过计算机模拟和仿真技术,实现焊接过程的虚拟化。
虚拟焊接技术可以帮助焊接工程师预测焊接过程中的变形和应力分布,优化焊接工艺参数,提高焊接质量。
3.2 数据驱动的焊接技术数据驱动的焊接技术利用大数据和人工智能技术,通过对焊接过程中的数据进行分析和挖掘,实现焊接质量的自动检测和控制。
焊接技术的新进展
焊接技术的新进展引言随着科技的不断进步和发展,焊接技术作为一项重要的工艺技术也在不断创新和进步。
焊接技术广泛应用于制造业、建筑业以及航空航天等领域,它对于产品质量和安全性有着重要的影响。
本文将介绍焊接技术的新进展,包括新材料的应用、智能化设备的使用以及焊接过程的优化等方面。
一、新材料的应用新材料的出现为焊接技术带来了革命性的改变。
传统的焊接主要集中在金属材料的焊接,如钢铁、铝合金等。
然而,随着新材料的发展,如纳米材料、复合材料等,对焊接技术提出了新的挑战。
这些新材料具有更高的强度、更轻的重量以及更好的耐腐蚀性能,在航空航天、汽车制造等领域有广泛的应用。
为适应新材料的焊接需求,研发人员开展了一系列的工作,包括开发新的焊接工艺、改进焊接材料和设备等。
例如,针对纳米材料的焊接,研究人员发现传统的焊接方法往往难以实现,因此开发了新的纳米焊接技术,如激光纳米焊接、电子束纳米焊接等。
这些新技术能够实现对纳米材料的精确焊接,提高产品的性能和可靠性。
此外,焊接技术在新材料的应用方面也有了更广泛的探索。
例如,激光焊接技术可以实现对复合材料的焊接,而传统焊接方法往往难以处理复合材料的不匹配问题。
通过激光焊接,不仅可以实现复合材料的精确焊接,还可以保持材料的原始性能。
二、智能化设备的使用随着人工智能的快速发展,智能化设备在焊接技术中的应用也日益增多。
智能化设备能够通过传感器和控制系统实现对焊接过程的监测和控制,提高焊接的精确度和稳定性。
一方面,智能化设备可以实时监测焊接过程中的参数,如温度、电流、电压等,从而实现对焊接质量的监控。
当焊接参数超过设定的范围时,智能化设备会自动进行调整,以保证焊接质量的稳定和一致性。
另一方面,智能化设备还可以根据焊接过程中的数据反馈,优化焊接工艺。
通过分析焊接过程中的温度变化、熔池形态等信息,智能化设备可以提供更准确的焊接参数建议,从而实现焊接工艺的优化和改进。
这些优化措施可以更好地满足产品的工艺性能要求,提高产品的质量和可靠性。
钣金焊接加工的工艺流程【详细】
对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.随着钣金件结构的差异,工艺流程可能各不相同,但总的不超过以下几点.1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.3.下料.下料的方式有很多种,主要有以下几种方式:a.剪床下料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.b.冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.c.NC数控下料.NC下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来.d.激光下料.是利用激光切割方式,在一块铁板上将其平板件的结构形状切割出来.4.翻边攻丝.翻边又叫抽孔,就是在一个较小的基孔上抽成一个稍大的孔,再在抽孔上攻丝.这样做可增加其强度,避免滑牙.一般用于板厚比较薄的钣金加工.当板厚较大时,如2.0、2.5等以上的板厚,我们便可直接攻丝,无须翻边.5.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.其加工需要有相应的模具来完成操作.冲凸包的有凸包模,冲撕裂的有撕裂成形模等.6.压铆.压铆就本厂而言,经常用到的有压铆螺柱、压铆螺母、压铆螺钉等,其压铆方式一般通过冲床或液压压铆机来完成操作,将其铆接到钣金件上.7.折弯.折弯就是将2D的平板件,折成3D的零件.其加工需要有折床及相应的折弯模具来完成操作.它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折.8.焊接.焊接就是将多个零件组焊在一起,达到加工的目的或是单个零件边缝焊接,以增加其强度.其加工方一般有以下几种:CO2气体保护焊、氩弧焊、点焊、机器人焊接等.这些焊接方式的选用是根据实际要求和材质而定.一般来说CO2气体保护焊用于铁板类焊接;氩弧焊用于铝板类焊接;机器人焊接主要是在料件较大和焊缝较长时使用.如机柜类焊接,可采用机器人焊接,可节省很多任务时,提高工作效率和焊接质量.9.表面处理.表面处理一般有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等.磷化皮膜一般用于冷轧板和电解板类,其作用主要是在料件表上镀上一层保护膜,防止氧化;再来就是可增强其烤漆的附着力.电镀五彩锌一般用冷轧板类表面处理;铬酸盐、氧化一般用于铝板及铝型材类表面处理;其具体表面处理方式的选用,是根据客户的要求而定.10.组装.所谓组装就是将多个零件或组件按照一定的方式组立在一起,使之成为一个完整的料品。
焊接生产工艺过程的组成
焊接生产工艺过程的组成
焊接生产工艺过程主要包括以下组成体:
1.准备工作:包括对焊接材料、设备的准备、焊接表面的清洁处理等。
2.选择焊接方法:根据材料、厚度、焊接要求以及环境条件,选择最合适的焊接方法,如电弧焊、气焊、激光焊等。
3.焊接参数确定:根据材料的性质、厚度,结构要求等确定焊接参数,如电流、电压、焊丝直径、气体流量等。
4.制定焊接工艺:依据焊接参数确定焊接工艺流程,包括设备的设置、工作顺序等,确保焊接质量。
5.进行预热和后处理:对于特定材料焊接时需要进行预热、保温、冷却等处理操作,保证焊接后产生的应力和变形不超标。
6.执行焊接:按照焊接工艺流程进行焊接操作,注意安全、环保等方面。
7.检查和测试:对焊接后的产品进行外观、尺寸、力学、物理性质测试等,确保产品符合规定的质量要求。
手工电弧焊的工艺流程
手工电弧焊的工艺流程手工电弧焊是一种常见的焊接技术,广泛应用于金属制品的制造和维修。
下面将详细介绍手工电弧焊的工艺流程。
1. 准备工作进行焊接前的准备工作非常重要。
对于手工电弧焊,以下是需要准备的材料和设备:- 焊接电源:常见的是交流或直流电源,根据需要选择合适的电源。
- 焊条/电极:焊条是焊接过程中形成电弧的导体,在选择时需根据焊接材料和焊接位置进行选择。
- 焊接面罩和防护装备:手工电弧焊涉及高温和强光,所以需要佩戴焊接面罩、耳塞、手套等防护装备,确保人身安全。
- 清洁工具:在焊接之前,将焊接区域清洁干净,以去除杂质、油脂等,确保焊接接头的质量。
- 支架或工作台:用于固定金属工件,方便焊接操作。
2. 设计和准备焊接接头在开始焊接之前,需要设计和准备焊接接头。
这包括测量和切割材料,准确地决定焊接接头的形状和尺寸。
通过尺寸和角度的准确测量,确保焊接接头的质量和强度。
然后使用适当的工具,如割切机、砂轮机等,对材料进行切割和准备。
3. 焊接操作接下来,进行焊接操作。
手工电弧焊通过在焊接接头之间生成和维持电弧来进行焊接。
以下是手工电弧焊的基本操作流程:- 将焊条插入焊条夹,并将焊条通过电焊机引出,电焊机应根据焊接材料选择合适的电流和电压。
- 点火:将电极靠近金属工件并快速抬起,形成电弧并点燃焊条。
- 融化金属:通过控制焊条与金属工件之间的距离和角度,使焊条的熔化金属与工件的熔化金属混合在一起。
- 移动焊枪:用均匀的速度和角度移动焊枪,将电弧保持在焊接接头上,以便焊条熔化和填充焊接接头。
- 填充焊:在焊接接头上移动焊枪的逐渐向接头添加焊条,以填充接头并加固焊缝。
4. 焊接后的处理完成焊接后,可以对焊接接头进行后续处理。
这包括去除焊渣、打磨和抛光焊接接头,以确保接头的外观和质量。
还需要对焊接过程中使用的工具和设备进行清洁和维护,以便下次使用。
总结和回顾:手工电弧焊是一项常见而重要的焊接技术。
使用适当的设备和材料,遵循正确的操作流程,能够高效、安全地完成焊接任务。