塑料模具模架结构标准及参考图例 (2)
(完整版)塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
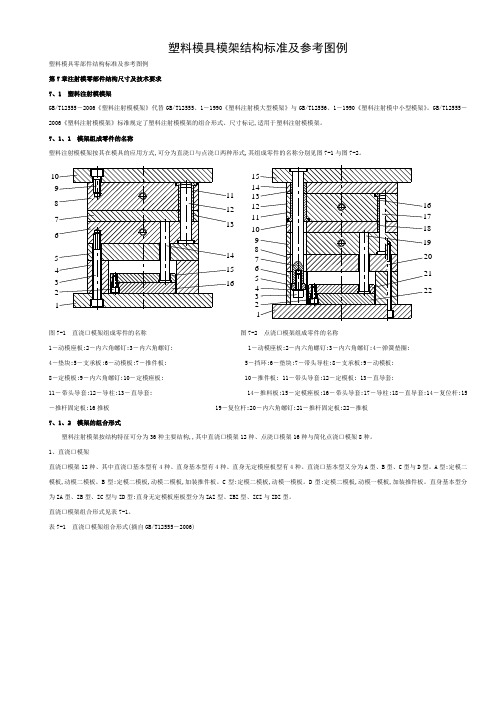
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
注塑模的结构

斜导柱侧向分型与抽芯塑模工作示意图6
合模,复位杆首先撞上定模 板复位,同时斜导柱进入斜 导孔,侧滑块复位
完全合模, 准备充模
8、模架
注塑模具的分类
1、按模具总体结构特征分类
1)单分型面注塑模 开模时,动、定模分开,从单一的分型面取出塑件和浇注 系统冷凝料,又称双(两)板式注射模具。
2)双分型面注塑模 有两个不同的分型面,用于分别取出塑件和冷凝料。它是 在动模板和定模板之间增加一块可往复移动的型腔板(又 称中间板或流道板),双分型面又称三板式注射模具。
2.按模具型腔的容量分类
一般把模具型腔容积达3000cm3以上的注射模称为大型注 射模。大型注射模设计与制造的难度高、造价昂贵,必须 慎重考虑塑料熔体的流动性、模具的力学特性和温度调节 系统。习惯上把模具型腔容积在100cm3及以内的注射模称 为小型注射模。介于两者之间为中型注射模。
二、注射模具的典型结构
提箱手把需人工后处理(生产效率低)
1.工作原理
A-A为第一分型面,
分型后浇注系统凝料由
此脱出;B-B为第二分
型面,分型后塑件由此
脱出。
1-支架;2-支承板;3-型芯 固定板;4-推件板;5-导柱; 6-限位销;7-弹簧;8-定距 拉板;9-型芯;10-浇口套; 11-定模座板;12-中间板(定 模板);13-导柱;14-推杆; 15-推杆固定板;16-推板
根据模具上各个部分 功能和所起作用
动模 定模
成型零部件 结构零部件
浇注系统 温度调节系统
排气系统
一、注塑模具的分类
注塑模具的组成
两大部分: 动模(安装在注射机的动模板上 ) 定模(安装在注射机的定模板上 ) 注射前动、定模在注射机驱动下闭合,形成型腔和浇注 系统,注射机将已塑化的塑料熔体通过浇注系统注入型 腔,经冷却凝固后,动定模打开,脱模机构推出塑件。
模具结构图示

侧向移动的整个机构称为侧向抽芯机构或横向抽芯机构。 侧向抽芯机构种类很多,最常见的有斜导柱侧向拙芯机构, 其结构与工作原理如图所示。
• 斜导柱抽芯注塑模具可以分为:斜导柱在动模、滑块
在定模;滑块在动模、斜导柱在定模;斜导柱和滑块同在
定模;斜导柱和滑块同在动模四种结构形式。
2.4.1 斜导柱在定模、滑块在动模的结构
度60mm的模架。
• 若选用进料方式为点浇口形式,且需要自动脱落浇口,
则可选用小水口模架的DA,DB,DC,DD形式,设计的 模具大致结构如图所示(DB形式模架)。模架型号为: S1520一DB—I一40一40—60。
3.4 注塑模具其他标准件
• 4.4.1 浇口套 • 浇口套的结构如图所示。
2.1.2 注塑模具的结构组成
• 在介绍各种注塑模具结构之前,先对注塑模具结构做
概括性的说明。
• 注塑模具分为动模和定模两大部分,定模部分安装在
注塑机的固定座板上,动模部分安装在注塑机的移动座板 上。注塑时,动.定模两大部分闭合.塑料经喷嘴进入模 具型腔。开模时,动、定模两大部分分离,然后顶出机构 动作,从而推出塑件。
• 2.实际注塑量(质量或容量) • 根据实际情况,注塑机的实际注塑只是理论注塑量的80
%左右
5.3.2 塑化量与型腔数的关系
• 塑化量是注塑机每小时能塑化塑料的质量(g/h)。根
据注塑机的塑化量,确定多型腔模具的型脾数n,其计算 公式如下:
5.3.3 合模力及注塑面积和型腔数的关系
• 注塑时,螺杆作用于塑料熔体的压力,在熔料流经机筒、
具图上标示出的吊装位置及方向,并按一定的吊装方式吊 起模具(尽量将模具整体吊起)。
• (1)模具吊装方向
塑料模具模架结构标准及参考图例
塑料模具零部件结构标准及参考图例 第7章注射模零部件结构尺寸及技术要求 7、1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555、1-1990《塑料注射模大型模架》与GB/T12556、1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7、1、1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1与图7-2。
1234567891012345678910111213141516151413121122212019181716图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板 7、1、2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种与简化点浇口模架8种。
1、直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型与D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
注塑模具结构图示(PPT30页)
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
一、二板模具(一次分型模具)的特点:
A板水口板ຫໍສະໝຸດ B板流道制品 三板模
热流道模具图
重叠模具结构图
双色模具
THE END
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。2020/11/122020/11/12Thursday, November 12, 2020
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 020/11/ 122020 /11/12 2020/11 /1211/ 12/202 0 3:31:21 AM
每天只看目标,别老想障碍
•
3、
。202 0/11/12 2020/1 1/1220 20/11/1 2Nov-2 012-Nov-20
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。202 0/11/12 2020/1 1/1220 20/11/1 2Thurs day, November 12, 2020
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
《塑胶模具结构介绍》PPT课件

热胶道使用例(二)
13
.
热胶道使用例(三)
14
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
.
公模倒灌使用例
15
公模倒灌式:即胶道系统安装在公模侧.下固定板不需K.O.孔,需用油压缸顶出和回位. 注:A<250MM,C>=90MM,B不宜太长.
.
各零件功能(一)
亦称可动侧型模板﹐﹐主要功能为可动侧之主体﹐公模仁及导 梢﹑回位梢孔﹑抓料梢孔﹑顶针孔﹑斜梢﹑滑块均需在此板上加工定 位﹐此板与母模板之接合面即构成模具上之分型面即PL面。
.
各零件功能(二)
17
上顶出板(Ejector Ret Plate):
亦称顶出梢定位板﹐﹐此板之功用为使成形品顶出的方位正确﹑ 稳定﹐并使顶针﹑回位梢确定位。
灌嘴(Sprue Bushing):
亦称注口衬套﹐与成形机加热缸前端之喷嘴相接触﹐热溶塑料 经它上面的锥孔而进入流道 及形成空间。灌嘴因直接与成形机之喷 嘴接触﹐故磨擦较大容易损坏﹐因此为便于修理与更换而做成衬套。
.
各零件功能(四)
19
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
.
支撑柱(SUPPORT PILLAR)
支撐柱的功能是為了補強公模板的強度, 其位置以靠近射出中心為宜,數量及大小 在保證不與其他零件干涉的情況下越多越 好.但同時需考慮頂板強度. 其標示方式如右圖: a的取值為:0.2mm.
EJE RET PLATE
EJE PLATE
d d+4
S.P.
S.P.=dx(L+0.2)XPCS L
国家模具模架标准
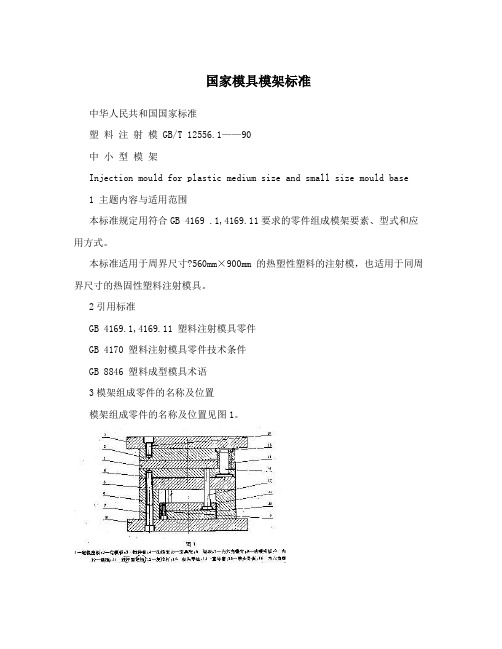
国家模具模架标准中华人民共和国国家标准塑料注射模 GB/T 12556.1——90中小型模架Injection mould for plastic medium size and small size mould base1 主题内容与适用范围本标准规定用符合GB 4169 .1,4169.11要求的零件组成模架要素、型式和应用方式。
本标准适用于周界尺寸?560mm×900mm 的热塑性塑料的注射模,也适用于同周界尺寸的热固性塑料注射模具。
2引用标准GB 4169.1,4169.11 塑料注射模具零件GB 4170 塑料注射模具零件技术条件GB 8846 塑料成型模具术语3模架组成零件的名称及位置模架组成零件的名称及位置见图1。
4组合形式4.1模架以模具所采用的浇注形式、制件脱模方法和定模动模组成数分为基本型和派生型(附录A)两类4.2 基本组合是以直接浇口(包括潜伏浇口)为主,其代号取A,分为A1型、A2型、A3型、A4型四种(图2)。
A1 型 :推杆推制件、定模二模板、动模一模板组成。
A2型 :推杆推制件,定模动模均由二模板组成。
A3 型: 推件板推件,定模动模模板组成同A1型,中间增加推件板。
A4型 :推件板推件,定模动模板组成同A2型,中间增加推件板。
4.3 根据模具使用要求,模架的定模、动模座板可以做成带肩型(图2),也可做成无肩型。
4.4 模架的导向零件,导柱可以采用带头导柱、带肩导柱,或带肩定位导柱,导套可以采用直导套或带头导套。
5 导柱、导套的安装形式5(1 导柱、导套根据使用要求分为正装(代号代号取Z)、反装(代号取F)两种,序号1、2、3分别采用带头导柱、带肩导柱、带肩定位导柱(图3)。
5(2 导柱通过模板的数量和安装形式,允许承制单位按5.1条规定选用。
5 基本型模架组合尺寸5(1 组合尺寸为模板、推杆固定板、推板、垫块四个零件的平面配置尺寸;导柱、导套的孔径、孔位尺寸;复位杆和紧固螺钉的孔径、孔位尺寸、(推荐性)以及模板、推板、垫块选用厚度尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉;1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈;4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板;8-定模板;9-内六角螺钉;10-定模痤板;10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套;14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A型、B型、C型和D型。
A型:定模二模板,动模二模板。
B型:定模二模板,动模二模板,加装推件板。
C型:定模二模板,动模一模板。
D型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA型、ZB型、ZC型和ZD型;直身无定模板座板型分为ZAZ型、ZBZ型、ZCZ和ZDZ型。
直浇口模架组合形式见表7-1。
表7-1 直浇口模架组合形式(摘自GB/T12555-2006)续表2.点浇口模架点浇口模架有16种,其中点浇口基本型为4种、直身点浇口基本型为4种、点浇口无推料板型为4种、直身点浇口无推料板型为4种。
点浇口基本型分为DA型、DB型、DC型和DD型;直身点浇口基本型分为ZDA型、ZDB型ZDC型和ZDD型;点浇口无推料板型分为DAT型、DBT型、DCT型和DDT 型;直身点浇口无推料板型分为ZDAT型、ZDBT型、ZDCT型和ZDDT型。
点浇口模架组合形式见表7-2表7-2 点浇口模架组合形式(摘自GB/T12555-2006)续表 3.简化点浇口模架简化点浇口模架分为8种,其中简化点浇口基本型有2种、直身简化点浇口型有2种、简化点浇口无推料板型有2种、直身简化点浇口无推料板型有2种。
续表简化点浇口基本型分为JA 型和JC 型;直身简化点浇口型分为ZJA 型和ZJC 型;简化点浇口 无推料板型分为JAT 型和JCT 型;直身简化点浇口无推料板型分为ZJAT 型和ZJCT 型。
简化点浇口模架组合形式见表7-3表7-3 简化点浇口模架组合形式(摘自GB/T12555-2006)续表 4.模架导向件与螺钉安装方式组合形式图组合形式组合形式图组合形式点浇口基本型直身点浇口基本型DD 型ZDC 型ZDA 型DB 型DC 型DA 型根据使用要求,模架中的导向件与螺钉可以有不同的安装方式,GB/12555-2006《塑料注射模模架》国家标准中的具体规定有以下5个方面。
(1)根据使用要求,模架中的导柱导套可以正装或者反装两种形式,如图7-3所示。
(a) (b)图7-3 导柱导套正装与反装(a)导柱导套正装;(b)导柱导套反装(2)根据使用要求,模架中的拉杆导柱可以装在外侧或装在内侧两种形式,以如图7-4所示。
(a) (b)图7-4拉杆导柱的安装形式(a)拉杆导柱在外侧;(b)拉杆导柱在内侧(3)根据使用要求,模架中的垫块可以增加螺钉单独固定在动模座板上,如图7-5所示。
(a) (b)图7-5垫块与动模板的安装形式(a)垫块与动模座板无固定螺钉;(b)垫块与动模座板有固定螺钉(4)根据使用要求,模架的推板可以装推板导柱及限位钉,如图7-6所示。
(a) (b)图7-6加装推板导柱及限位钉的形式(a)加装推板导柱;(b)加装限位钉(5)根据模具使用要求,模架中的定模板厚度较大时,导套可以装配成图7-7所示。
图7-7 定模板厚度较大时的导套结构5. 基本型模架组合尺寸GB/T12555-2006《塑料注射模模架》标准规定组成模架的零件应符合GB/T4169.1~4169.23-2006《塑料注射模零件》标准的规定。
标准中所称的组合尺寸为零件的外形尺寸和孔径与孔位尺寸。
基本型模架尺寸组合见表7-4。
表7-4 基本型模架尺寸组合(摘自GB/T12555-2006)单位:mm续表续表续表注:① “-”表示150×150;180×180模架板面太小而不能作点浇口模架,所以L 5、L 6、L 7相应的少一个尺寸 ②每一行数据从左至右一一对应 6. 模架型号、系列、规格及标记 标记实例:直浇口A 型模架,模板W =400,L =600,A =100,B =60,C =120的标准模架标记为: 模架A4060-100 x 60x120GB/T12555-2006其相应的各个尺寸为:W 1=450,W 2=68,W 3=260,W 4=198,W 5=234,W 6=324,W 7=330;L 1=574, L 2=540, L 3=404, L 4=524; H 1=35,H 2=50,H 3=35,H 4=50,H 5=25,H 6=30; D 1=35,D 2=25,M 1=6×M16,M 2=4×M12。
以上参数全用黑体或黑体字表示,见上表。
点浇口D 型模架,模板W =350,L =450,A =80,B =90,C =100的标准模架标记为: 模架DD3545-80 x 90x100GB/T12555-2006其相应的各个尺寸为:W 1=450,W 2=63,W 3=220,W 4=164,W 5=196,W 6=284,W 7=285;L 1=426, L 2=390,L 5=244, L 6=312,L 7=384; H 1=30,H 2=45,H 3=35,H 4=45,H 5=20,H 6=25; D 1=30,D 2=25,M 1=6×M16,M 2=4×M10。
以上参数全用黑体或黑体字表示,见上表。
7.2 模架的选型模具的大小主要取决于塑件的大小和结构,对于模具而言,在保证足够强度和刚度的条件下,结构以紧凑为好。
对学生来说设计还没有经验,现介绍两种标准模架选型的经验方法。
(1) 根据塑件在分型面上投影的面积或模仁周边尺寸,以塑件布置在推杆推出范围之内及复位杆与型腔或模仁边缘保持一定距离为原则来确定模架大小。
塑件投影宽度310W W '≤- (7-1)塑件投影长度22(30L L D '≤-复位杆直径)- (7-2)式中常数10——为推杆边缘与垫块之间的双边距离,参见表7-430——为复位杆与型腔或模仁边缘之间的双边距离,参见表7-4根据上两式可求得3W 和2L 这两个参数,再对照标准模架尺寸系列中相应参数就可以大致确定模架大小和型号了。
当然在设计过程中还要考虑到冷却水道、抽芯机构和顺序分型等机构的布置,有可能所选模架还要加大。
例:有一塑件型腔平面尺寸为200mm×300mm,决定用点浇口,塑件用推杆推出,试选择模架。
解:根据经验公式(7-1)、(7-2)得:模板有效使用面积320010W ≤-,22300(30L D ≤-复位杆直径)-可求得320010210W ≥+=,于是查表7-4得3220W =,因此350W =,225D =。
22300303002530355L D ≥++=++=,查表7-4选2390L =,因此得450L =,故所选模架为350450W L ⨯=⨯,DA 型模架(带支承板)。
(2) 为节约模具钢材和便于热处理,根据产品的外形尺寸(平面投影面积与高度),以及产品本身结构,可以确定镶件(模仁)的外形尺寸,确定镶件的尺寸后,也就确定模架的大小了。
普通塑件模具模架与镶件(模仁)大小的选择,可参考图7-8与表7-5中数据。
图7-8 采用镶件的模架结构尺寸表7-5 带模仁的模架结构尺寸 单位:mm以上数据,仅作为一般性结构塑件的模架参考,对于特殊的塑件,应注意以下几点: 当产品高度过高时(产品高度X ≥D ),应适当加大“D”,加大值?D=(X-D )/2; 有时为了冷却水道的需要,也要对镶件的尺寸作适当调整,以达到较好的冷却效果;结构复杂需做特殊分型或顶出机构、或有侧向分型结构需做滑块时,应根据不同情况适当调整镶件和模架的大小以及各模板的厚度,以保证模架的强度和刚度。
应用此方法计算上例塑件的模架尺寸。
解:由上表中可知,该产品的投影面积A =200×300=60000mm 2选择C 型结构,可查得:A =75,D =40, 则模具宽度 W =(75+40)×2+200=430 模具长度 L =(75+40)×2+300=530 选择标准模架:W ×L =450×560可见用此方法结果与(1)法有差别,主要是增加了镶件(模仁)的周边的壁厚尺寸而相应的把模板尺寸增大了,在工程实践中,塑件生产批量大的中小型模具几乎全部采用带模仁的模架结构,这样既节约了模具钢材,又便于维修。