精益生产方式-经典大全
精益生产管理的11种方法
精益生产管理的11种方法精益生产管理是一种旨在提高效率和质量的管理方法,通过消除浪费、优化流程和改善员工参与度来实现持续改进。
本文将介绍精益生产管理的11种方法,以帮助企业提升绩效并实现持续的增长。
1. 价值流映射:通过绘制价值流图,全面了解产品或服务在生产过程中的价值流动,从而发现并消除浪费的环节,使价值流更加流畅。
2. 5S方法:通过整理、整顿、清扫、清洁和素养,建立整洁和有序的工作环境,提高工作效率和员工参与度。
3. 单一分钟交换工具(SMED):通过简化设备和工具的调整和换线时间,实现从一个产品到另一个产品的快速转换,减少生产停机时间。
4. 连续流生产:通过在生产过程中实现产品的持续流动,而不是批量生产,减少库存量、降低生产成本并提高交付速度。
5. 与员工合作:鼓励员工参与和贡献改进想法,建立团队合作的氛围,共同推动精益生产管理的实施。
6. 价值流再设计:重新设计价值流,以消除无价值的步骤、降低复杂度,并最大限度地满足客户需求。
7. 拉动生产:根据实际需求拉动生产,减少库存积压和浪费,确保按需生产和及时交付。
8. 持续改进:将改进作为一种持续性的活动,通过设立改进目标、定期检查和评估,并及时采取纠正措施,不断提高工作流程和绩效。
9. 供应链管理:与供应商建立稳定的伙伴关系,建立有效的供应链管理体系,以实现产品的高质量、低成本和及时交付。
10. 错误防治:采用错误防治方法,如Poka-Yoke(防误装置)和错误预防分析,减少错误发生的可能性,确保产品质量。
11. 生产线平衡:通过平衡各个工作站的工作量,避免生产线上的瓶颈和积压,确保生产过程的平稳进行。
以上是精益生产管理的11种方法,它们帮助企业实现高效、高质量的生产,减少浪费并提升利润。
企业可以根据自身情况选择和结合适合自己的方法,并持续改进以不断提升绩效,实现持续增长。
干货 精益生产十大手法

干货:精益生产十大手法精益生产对于制造企业的重要性不必多说,无论是最基础的现场改善,或者是库存控制、生产计划管理、流程再造、成本管理、员工素养养成的诸多层面都离不开精益生产的范畴。
而在精益生产日积月累的过程中,渐渐形成各种各样的方法论,闲话少说,直接上干货·······一、一个不忘不忘动作经济原则:即在生产的过程中药时刻追求是以最少的动作投入,产生最有效率的工作效果。
精益生产中定义有三大类22项细则,指导人们如何节约动作、如何提高动作效率。
此处不作展开。
二、两大支柱JIT:准时制生产(JustInTime),只生产下游需要的产品,尽量不要产生库存,终极目标是单件生产,每位员工的做一件货品的时间相同,每个人生产完一件货品直接流到下一个工序对应的员工手里,工序与工序之间是没有库存。
自働化:自働化并非仅仅指在生产的作业中引入加工机器,而是让设备或系统拥有人的"智慧",替代人的工作。
当被加工零件或产品出现不良时,设备或系统能即时判断并自动停止。
三、三即三现在现场管理过程中,生产现场一旦发生异常,相关人员需要做到以下几点:立即赶到现场;立即看到现物;立即掌握现况。
四、四大原则消除(Eliminate):消除不必要的动作以及工作环节;合并(Combine):合并有相似作用的动作以及流程;重排(Rearrange):合理重排流程及重新分配工作;简化(Simplify):简化必须的工作。
五、五项分析作业在精益生产中,将动作流程分为5个方面,即操作、搬运、检验、等待、储存,然后针对这5个方面哪些是有价值的,哪些是浪费,然后进行改善:操作:使产品产生价值过程,是整个生产过程中最主要有价值的内容。
搬运:搬运分两类,必要的搬运及不必要的搬运。
在分析过程中需要做区分,改进必要的搬运,取消不必要的搬运。
检验:检验是必要的,但是检验的强度是根据需求来确定的。
精益生产管理的11种方法
精益生产管理的11种方法精益生产是通过系统结构、人员组织、运行方式和市场供求等方面的变革,使生产系统能很快适应用户需求不断变化,并能使生产过程中一切无用、多余的东西被精简,最终达到包括市场供销在内的生产的各方面最好结果的一种生产管理方式。
与传统的大生产方式不同,其特色是“多品种”,“小批量”。
一、精益生产管理包含的方法有以下11种:1、5S与目视控制“5S”是整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seikeetsu)和素养(Shitsuke)这5个词的缩写“5S”,起源于日本。
5S是创建和保持组织化,整洁和高效工作场地的过程和方法,可以教育、启发和养成良好“人性”惯,目视管理可以在瞬间识别正常和异常状态,又能快速、正确的传递讯息。
2、准时化生产(JIT)准时生产方式是起源于XXX,其基本思想是“只在需要的时候,按需要的量生产所需的产品”。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
3、看板管理(Kanban)XXX是个日语名词,表示一种挂在或贴在上或一批零件上的标签或卡片,或流水线上各类颜色的信号灯、电视图象等。
看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板。
4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环。
就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“质量、成本、交期”三大要素的满意度。
5、全面生产维护(TPM)TPM起源于日本,是以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(Value Stream Mapping)是实施精益系统、消除过程浪费的基础与关键点。
精选精益生产方式经典大全
Lean Mfg.Tools Overview
核心: 零缺陷,平稳的制造环境,及时供货
基础:LEAN概述,5S和视觉管理,快速问题解决,员工参与工具:标准化工作,制约管理,防错,看板,全员生产维护,快速换线改善
培训
目标:安全,质量,交付,成本
七种浪费
过量生产 Waste of overproduction 库存 Waste of inventory 运输 Waste of transportation 等待 Waste of waiting 动作 Waste of motion 不必要的过程 Waste of overprocessing 次品 Waste of correction
如果你预定一盒月饼,你会愿意支付…?
Yes No 面粉 配料 包装 能源
Yes No 设备清洗 电话预定 运输 送货
什么是标准化工作?
What is Standardized Work?
员工在任何时间工作顺序是一致的;装配方法书面化并在工厂予以张贴;每天使用相同的工具和机器进行生产;任何时间材料放置在同样的地方;每班员工装配的方式是一致的;...
标准化生产的基本目标
The Simple Goals of SW
实施方案 Implement solution
评估 Evaluate
Kaizen优先性
Kaizen Priorities
当我们选择Kaizen机会时,我们以成本和是否容易达到来决定优先性. When looking for Kaizen
opportunities, we prioritize
ideas by looking at cost and
4S-定义
精益生产案例
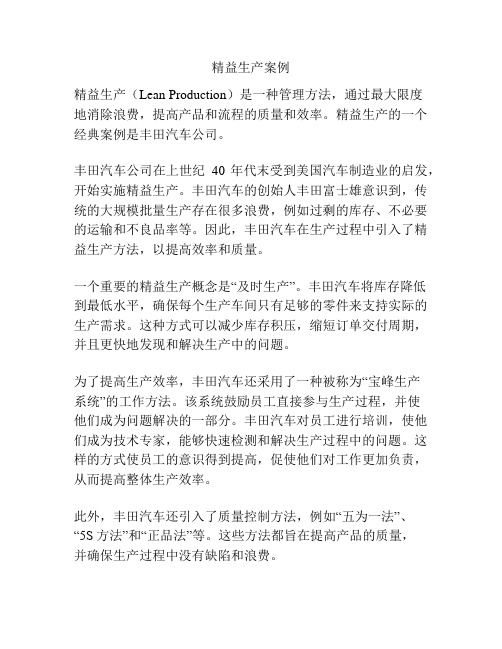
精益生产案例精益生产(Lean Production)是一种管理方法,通过最大限度地消除浪费,提高产品和流程的质量和效率。
精益生产的一个经典案例是丰田汽车公司。
丰田汽车公司在上世纪40年代末受到美国汽车制造业的启发,开始实施精益生产。
丰田汽车的创始人丰田富士雄意识到,传统的大规模批量生产存在很多浪费,例如过剩的库存、不必要的运输和不良品率等。
因此,丰田汽车在生产过程中引入了精益生产方法,以提高效率和质量。
一个重要的精益生产概念是“及时生产”。
丰田汽车将库存降低到最低水平,确保每个生产车间只有足够的零件来支持实际的生产需求。
这种方式可以减少库存积压,缩短订单交付周期,并且更快地发现和解决生产中的问题。
为了提高生产效率,丰田汽车还采用了一种被称为“宝峰生产系统”的工作方法。
该系统鼓励员工直接参与生产过程,并使他们成为问题解决的一部分。
丰田汽车对员工进行培训,使他们成为技术专家,能够快速检测和解决生产过程中的问题。
这样的方式使员工的意识得到提高,促使他们对工作更加负责,从而提高整体生产效率。
此外,丰田汽车还引入了质量控制方法,例如“五为一法”、“5S方法”和“正品法”等。
这些方法都旨在提高产品的质量,并确保生产过程中没有缺陷和浪费。
由于实施了精益生产,丰田汽车取得了巨大的成功。
丰田汽车以其高质量、可靠性和高效率而闻名全球。
丰田车的生产周期非常短,车辆的质量也得到了高度保证。
丰田汽车通过精益生产方法的实施,有效地提高了生产效率,减少了浪费,并提高了产品质量。
这为其他企业提供了一个成功的案例,也促进了全球制造业的转型和发展。
精益生产的十大工具

精益生产的十大工具1、准时化生产(JIT)准时生产方式是起源于日本丰田汽车公司,其基本思想是“只在需要的时候,按需要的量生产所需的产品”。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
2、单件流JIT是精益生产的终极目标,它是通过不断消除浪费、降低库存、减少不良、缩短制造周期时间等具体要求来实现的。
单件流是帮助我们达到这一目标的关键手法之一。
3、看板管理(Kanban)看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板。
4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环。
就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“质量、成本、交期”三大要素的满意度。
5、全面生产维护仃PM)以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(ValueStreamMapping)是实施精益系统、消除过程浪费的基础与关键点。
7、生产线平衡设计由于流水线布局不合理导致生产工人无谓地移动,从而降低生产效率;由于动作安排不合理、工艺路线不合理,导致工人三番五次地拿起或放下工件。
8拉系统与补充拉系统所谓拉动生产是以看板管理为手段,采用“取料制”即后道工序根据“市场”需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品。
JIT需要以拉动生产为基础,而拉系统操作是精益生产的典型特征。
精益追求的零库存,主要通过拉系统的作业方式实现的。
9、降低设置时间(SetupReduction)为了使停线等待浪费减为最少,缩短设置时间的过程就是逐步去除和减少所有的非增值作业,并将其转变为非停线时间完成的过程。
精益生产十大手段

精益生产十大手段
精益生产是一种旨在通过减少浪费和提高效率来优化生产过程的方法。
以下是精益生产的十大手段:
1. 价值流分析:通过对生产过程中的价值流进行分析,识别出浪费和非价值增加的步骤,并提出改进措施。
2. 5S整理法:通过整理、整顿、清扫、清洁和素养的五个步骤,保持工作场所的整洁有序,提高效率和生产质量。
3. 一次性流程设计:通过优化生产过程中的流程,避免重复加工和等待时间,提高生产效率。
4. 作业标准化:通过对工作流程进行标准化,确保每个工人在相同的条件下执行相同的任务,提高生产一致性和质量。
5. 连续流水生产:通过合理安排生产顺序,消除缓冲库存和间隔时间,实现连续流水生产,提高生产效率。
6. 拉动生产方式:根据市场需求进行生产,避免过度生产和库
存积压,减少资源浪费。
7. 建立灵活的人力资源系统:通过培养多技能工人和灵活调度,实现人力资源的最优化利用,并提高响应速度和生产效率。
8. 质量管理:通过建立完善的质量管理体系,提高产品质量和
顾客满意度,减少品质问题和售后成本。
9. 持续改进:鼓励员工积极参与整个生产过程,提出改进意见,并持续跟进改进措施的实施和效果。
10. 建立合作伙伴关系:与供应商、客户和其他相关方建立合
作伙伴关系,共同优化供应链和生产流程,实现更高的效率和利益。
以上是精益生产的十大手段,通过采取这些措施,企业可以优
化生产过程,提高效率,降低成本,并提供更高质量的产品和服务。
精益生产管理的11种方法
精益生产管理的11种方法精益生产是通过系统结构、人员组织、运行方式和市场供求等方面的变革,使生产系统能很快适应用户需求不断变化,并能使生产过程中一切无用、多余的东西被精简,最终达到包括市场供销在内的生产的各方面最好结果的一种生产管理方式。
与传统的大生产方式不同,其特色是“多品种”,“小批量”。
一、精益生产管理包含的方法有以下11种:1、5S与目视控制“5S”是整理(Seiri) 、整顿(Seiton) 、清扫(Seiso) 、清洁(Seikeetsu)和素养(Shitsuke)这5个词的缩写“5S”,起源于日本。
5S是创建和保持组织化,整洁和高效工作场地的过程和方法,可以教育、启发和养成良好“人性”习惯,目视管理可以在瞬间识别正常和异常状态,又能快速、正确的传递讯息。
2、准时化生产(JIT)准时生产方式是起源于日本丰田汽车公司,其基本思想是“只在需要的时候,按需要的量生产所需的产品”。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
3、看板管理(Kanban)Kanban是个日语名词,表示一种挂在或贴在容器上或一批零件上的标签或卡片,或流水线上各种颜色的信号灯、电视图象等。
看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板。
4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环。
就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“ 质量、成本、交期” 三大要素的满意度。
5、全面生产维护(TPM)TPM起源于日本,是以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(Value Stream Mapping)是实施精益系统、消除过程浪费的基础与关键点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DisassyDisassyDisassy
Back Log
Engine in process PI PI
Cleaning
PI
PI
PI
PI
PI
PI
PI
PI
PI
PI
PI
Staging
Staging
Staging
Now we are going to Pull
APU Small
Priorititation by ADMIN TEAM
每个操作人员负责做一些简单的维 护检查.
快速更换
Quick Changeover
快速更换是一个结构化的的过程:
缩短生产不同产品之间的准备时间; 提高制造能力,灵活性和质量;
Goal 1:内部更换时间 外部更换时间
Goal 2:更换所需人员
Kaizen
(Ky-Zen)
Kai =改变 Change
5. Repeat for Next Constraint
5. 为 下 一 个 制 约 重 复 该 过 程
制约管理的范例
CM Example
Customer Demand @ 200 per day
Supplier @ 200 per day
Molding @ 250 per day
Welding @ 150 per day
Inventory
C
Finish Product
拉动Vs. 推动
• Pull:
– – – – – – – 精确的产量 实际消耗量 小批量 少量存货 减少浪费 目视管理 沟通畅达
• Push:
– – – – – – – 产量预测 估计使用量 大批量 大量存货 浪费 “救火式”管理 沟通不畅
拉动信号:
Isolated Islands Continuos Flow
Material
A
Inventory
Inventory
B
Inventory
Material
A
B
C
Finish Product
Value is added at at every step then the product is transfered to the next station
– 是用来维护3S成果的方法 – 是建立在前面3个S正确实施的基础上 – 是制定并规范行动的标准
5S-定义
• 什么是系统化(素养)? 形成合理维护正确程序的习惯!
你会捡起地上的一张纸吗
三流企业
每个人都随处乱扔垃圾而没有人拣起来。
二流企业
由专人将别人乱扔的垃圾拣起来。
一流企业
每个人都自觉维护环境的清洁,没人乱扔垃圾。
Zen =好、更好 Good ,for the better 基本理念是:
全体员工在各自的工作区域内进行小规模地、 持续地、增值地改变以产生积极影响.
Kaizen的过程
The Kaizen Process 计划Plan 试行 Do
未达到预计 的结果
Did not achieve desired result
员工参与
第一步
主要事项
我应该做 对什么事 我必须在 哪些方面 表现突出
我不可以做 错什么事
中国 第一
1 2 3 4 5
提高工作积极性及业务能力(发展目标)
员工参与
第二步
小组成员 工厂
质量
服务部门
技术中心
项目管理
如果要出色地完成工作必须得到各方面 的支持(支援管理)
员工参与
第三步
得到
想要
不想要
得不到
• • • • • • 卡片 货箱 电脑符号 电子符号(暗灯) 传真 。。。
Learn that Before- We Push
Receiving
DisassyDisassyDisassy
DisassyDisassy
APU Large 2
36-280/300/331-350/131-..
DisassyDisassyDisassy
Why implement the 5S’s? 为何要实施5S To this….
5S is ...
提 高 产 品 多 样 性
1S:整理
5S:系统化 (素养)
2S:整顿
提 高 交 付 可 靠 性
4S:标准化
3S:清扫
1S-定义
• 什么是整理(分离、丢弃)? 根据JIT原则,只留下:
– 需要的物品 – 需要的数量 – 需要的时间
APU Large 1
APU Large 2
TPE
TFE
-36/-85
331-200/-250/660/700/500 36-280/300/331-350/131-..
ANDON LIGTH
Unpack
VISUAL CONTROL
Unpack
Unpack
Unpack
Unpack
Receiving Strip/Split GB LC
一种生产控制方法,用于:
只生产客户所需的产品;
只在客户需要的时候生产;
只生产客户需要的数量.
看板是: Kanban is...
供 应 商 1工位 2工位 3工位 用 户
装配过程 看板过程
大幅度减少,消灭浪费: 过量生产 库存 运输
Isolated Islands vs. Continuos Flow
Assembly @ 225 per day
供应商 200件/ 天
浇铸 250件/天
焊接 150件/天
装配 225件/ 天
客户需求 200件/天
这样足够好了吗?
Is The Process Good Enough?
供应商 200件/天
浇铸 250件/天
焊接 170件/天
装配 225件/天
客户需求 200件/天
必须发挥主观能动性来完成工作(独立工作能力)
• • • • • •
什么是标准化工作? What is Standardized Work? 员工在任何时间工作顺序是一致的; 装配方法书面化并在工厂予以张贴; 每天使用相同的工具和机器进行生产; 任何时间材料放置在同样的地方; 每班员工装配的方式是一致的; ...
Constraint Management 制约是...
-“瓶颈”或是“缺陷”.
制约可分为二类:
-有形的(容易看见):在过程中一些固有的有形限 制, 如:机器,空间,操作人员,零部件放置地点等. -政策或程序(不容易看见):任何不可触及的但会 影响体系表现的, 如:糟糕的工作指导,培训程序.
制约管理的过程
Power Sect.
KANBAN CARD
Power Sect.
Power Sect.
Power Sect.
At the right time, the right number of the product/material/information at the required place
Cleaning
防 错
Error-Proofing ( Poka-Yoke)
是指通过设计,工艺或是防错设备去除所有潜在错误原 因.防错可以在设备,材料和人上加以应用.
防错的四个层次:
可以 OK
好 Good 更好 Better
最好 Best
看板和一物流
Kanban & One Piece Flow
•找到浪费Identify Waste •收集数据Collect Data •确定预计结果Identify the desired result •找到方案 Find solution •实施方案 Implement solution
核查
Check
• 评估 Evaluate
达到预计结果
Did achieve the desired result
CM as a Process
1. Find the Constraint
1. 找 到 制 约
2. Reduce The Impact
2. 减 小 影 响
3. Let Constraint Set The Pace
3. 让 制 约 设 定 步 速
4. Elevate the Constraint
4. 提 升 制 约
DisassyDisassyDisassy
APU Small
-36/-85
DisassyDisassyDisassy
APU Large 1
331-200/-250/660/700/500
DisassyDisassy
TPE
DisassyDisassyDisassy
TFE
DisassyDisassyDisassy
2S-定义
• 什么是整顿(整理)? 将需要的物品合理放置,加以标识,以便于任 何人取放!
“每个物品都有一个放置的地方, 每件物品都放在它应该放置的地方”。
3S-定义
• 什么是清扫(清洁)? 去除所有的灰尘,污垢和油渍,保持处处都是 清洁的.
先彻底大扫除 然后日常化
4S-定义
• 什么是标准化(标准化和推广)?
标准化生产的基本目标
The Simple Goals of SW
寻求并运用最好、最安全、最容易的工 作方法
将质量、安全、控制WIP及生产率融入 每个步骤,使生产具有可预见性,持续性 并保持稳定 标准化工作 改
改变更容易(持续改进)
发现浪费区域-机会
善 改 善 标准化工作
标准化工作
制约管理
Receiving Strip/ Split Strip/Split GB LC