DT360型倍捻机的改造及倍捻丝生产技术
DT360型倍捻机的改造及倍捻丝生产技术
拉 蒂等 长丝 倍捻 机一样 采 用龙带 传 动 。其结构 简 单 ,制造 成本 较 低 ,能满 足 长丝 倍 捻锭 子 传 动 的
要 求 。但是 ,更 换 皮 带 轮 只 能 变 换 3种 龙 带 速 度 , 以满足 需要 。而 且更 换 皮带 轮 操作 比较麻 难 烦 , 须停机 ,故 不但 影 响生 产 ,而 且若 更换 不 必
超 喂机构 是倍 捻机所 独 有 的。超 喂牵伸是 用
磁 钢
l 】
来 抵消捻 缩 引起 的 张力过大 的 问题 。超 喂盘 的转
速必须 适应 纤维 品 种及粗 细 的需 要 。通过 改变 超
瓷 导
孔 1 2
喂盘 的速 度可 以获 得 不 同 的超 喂 量 , 这对 于 丝 线 的 张力 与卷 绕 质 量影 响很 大 ,也就 是说 ,超 喂量 的选 择 得 当与ห้องสมุดไป่ตู้ 将 影 响 倍捻 机 的运 行 是 否正 常 。
目前 超喂量 的变 化是 靠调 换 同步 轮来 达 到 ,而 且
必须停 车才 能 进行 调节 , 能在 运 行 时进 行无 级 不
图 2 倍 捻 锭子 结构 不 意 图
变 速调节 。
1 2 1 锭 子 张力控 制装 置 .. 倍 捻锭 子 的 张力 器 9 。体 积很 小 且 很 简 单 , 但 它的作 用很 大 。张力器 设计 得好 坏对 于 阻止逃 捻 起着 至关重 要 的作用 。一 般来 说 ,倍 捻锭 子 的
32
第 4期
2 0 年 l 月 06 2
Ch m ia i e e c lF b r& Te tl c noo y xie Te h l g
卷 绕机 构 中的摩 擦 辊 、往 复 导 丝器 、超 喂 罗
倍捻机捻丝操作规范
倍捻机捻丝操作规范倍捻机捻丝操作规范序号一:引言倍捻机是纺织行业中常用的一种机械设备,用于将多根纱线进行捻合,提高纱线的强度和稳定性。
正确操作倍捻机对于提高纺纱质量,保证生产效率至关重要。
本文将介绍倍捻机捻丝操作规范,帮助读者了解如何正确操作倍捻机,提高纱线的质量和生产效率。
序号二:倍捻机捻丝前的准备工作在进行捻丝操作之前,必须进行一些准备工作,以确保机器和材料都处于最佳状态。
以下是倍捻机捻丝前的准备工作:1. 确保倍捻机的维护和保养工作得到及时进行。
倍捻机作为重要的纺织设备,需要定期进行维护和保养,以确保其正常运行。
在进行捻丝操作之前,检查倍捻机是否有松动、磨损或其他损坏情况,必要时进行修复或更换部件。
2. 清洁和调整机器。
在进行捻丝操作之前,检查并清洁倍捻机的各个部件,包括张力装置、旋转芯轴和调节装置等。
确保机器处于整洁的状态,并根据需要对各个部件进行调整,以确保机器正常运行。
3. 准备好纱线和其他材料。
在进行捻丝操作之前,准备好需要捻合的纱线和其他材料。
确保纱线的质量符合要求,并进行必要的加湿或除湿处理,以达到最佳的捻合效果。
序号三:倍捻机捻丝的操作步骤正确的操作方法可以保证倍捻机的正常运行和纱线的质量。
以下是倍捻机捻丝的操作步骤:1. 打开倍捻机并调整参数。
打开倍捻机电源,并按照操作手册上的要求设置合适的参数,包括捻合速度、张力和捻合方式等。
根据所需的纱线规格选择合适的参数,以确保纱线的质量和捻合效果。
2. 安装纱线并调整张力。
将纱线通过张力装置引入倍捻机,并根据需要调整张力,使纱线能够顺利通过捻合部分。
要注意不要设置过高的张力,以免对纱线造成过度拉伸或损坏。
3. 进行捻合操作。
启动倍捻机,并观察捻合部分的工作状态。
确保纱线能够顺利通过捻合部分,捻合效果达到预期。
在操作过程中,注意观察捻合部分是否存在异常或故障,并及时进行处理。
4. 监控纱线质量。
在捻丝操作过程中,定期检查纱线的质量,并进行必要的调整。
倍捻机捻丝操作规程

倍捻机捻丝操作规程倍捻机是纺织行业中常见的一种机器,它可以进行各种纤维的捻制和组合。
在使用倍捻机进行丝线捻制时,需要遵守一系列操作规程,以确保生产出的丝线质量稳定,达到预期效果。
下面是一份针对倍捻机捻丝操作的规程:1. 准备工作在开始捻制丝线之前,需要对倍捻机进行检查和维护。
首先,检查机器的各个部位是否完好无损,是否有松动或磨损现象。
其次,清理机器内部的灰尘和杂物,以免影响后续操作。
最后,涂抹润滑油,保证机器的顺畅运转。
2. 组织原料捻丝过程中使用的原料需要提前准备好,并按照比例混合。
在混合原料时,需要根据需求确定混合比例和各种原料的质量,以达到最佳的捻制效果。
3. 开始捻丝将已准备好的原料投入倍捻机中,开启机器。
在机器运转过程中,需要定期检查各个部位的状况,以确保机器的稳定运转。
同时,也需要掌握好机器的速度和张力,调整好相应的捻制参数,以获得最佳的捻制效果。
4. 峰值检测在捻制过程中,需要通过峰值检测来检测丝线的捻度。
调整好捻度后,需要对机器进行相应的调整。
同时,还要掌握好机器的控制方法,避免过度拉伸或捻制,影响丝线的质量。
5. 包装与存储完成丝线捻制后,需要对丝线进行包装和存储。
在包装过程中,需要确保包装的及时性和完整性,以避免丝线受潮和损坏。
在存储丝线时,需要选择干燥且通风良好的场所,以确保丝线质量的保持。
通过以上的操作规程,我们可以有效地进行倍捻机捻丝操作,并获得高品质的丝线。
当然,在实际的操作中,还需要根据具体情况进行相应的调整和改进,以适应不同的生产需求。
倍捻机的工艺和原理
倍捻机的工艺和原理倍捻机是纺纱生产中常用的一种设备,主要用于对纱线进行捻合,提高纱线的强度和均匀度。
它的工艺和原理对纺纱生产过程起着至关重要的作用。
首先,倍捻机的工艺是指纱线在倍捻机上的加工过程。
在倍捻机上,纱线经过多个工序,如张力调整、前后罗拉的旋转、捻度的调整等,最终形成捻合均匀的纱线。
这些工序需要精确的控制和调整,以确保纱线的质量和生产效率。
其次,倍捻机的原理是指倍捻机如何实现对纱线进行捻合的过程。
倍捻机通过罗拉的旋转和张力的调整,使得纱线在经过一定长度的路径后形成捻合,从而提高纱线的强度和均匀度。
同时,倍捻机还需要考虑纱线的种类和规格,以确定最佳的捻合参数。
在倍捻机的工艺和原理中,需要考虑的因素有很多。
首先是纱线的种类和规格,不同种类和规格的纱线需要采用不同的工艺和原理来进行加工。
其次是机器的参数和调整,如罗拉的速度、张力的调整等,这些参数需要根据纱线的要求进行精确的控制。
最后是生产环境和操作人员的技术水平,良好的生产环境和熟练的操作人员对于保证倍捻机的工艺和原理起着至关重要的作用。
在实际生产中,倍捻机的工艺和原理需要不断地进行优化和改进。
通过对纱线的加工过程进行分析和调整,可以提高纱线的质量和生产效率。
同时,不断地改进倍捻机的设计和控制系统,可以更好地适应不同种类和规格的纱线加工需求。
总之,倍捻机的工艺和原理对纺纱生产起着至关重要的作用。
通过对纱线加工过程的精确控制和对倍捻机原理的深入理解,可以提高纱线的质量和生产效率,满足不同种类和规格纱线的加工需求。
希望本文对倍捻机的工艺和原理有所帮助,谢谢阅读!。
倍捻机捻丝操作规程

倍捻机捻丝操作规程
倍捻机是一种常用的纺织设备,用于将多股纱线捻合成一股,以提高纱线的强度和耐磨性。
在倍捻机捻丝操作中,需要注意一些规程,以确保生产效率和产品质量。
操作人员应该熟悉倍捻机的结构和工作原理,了解各个部件的作用和调节方法。
在操作前,应检查设备是否正常运转,各个部件是否紧固牢固,润滑是否充足。
同时,应准备好所需的原材料和工具,以便及时更换和维修。
操作人员应按照工艺要求设置倍捻机的参数,包括捻合倍数、捻合方向、张力、速度等。
在调节参数时,应注意不要超出设备的承载能力和纱线的耐受范围,以免造成设备故障和纱线断裂。
接着,操作人员应将纱线按照工艺要求穿过倍捻机的各个部件,包括张力装置、导纱器、捻合头、卷绕器等。
在穿线过程中,应注意纱线的张力和方向,以确保纱线顺畅地通过各个部件,并且不会发生交织和缠绕。
操作人员应根据生产情况及时调整倍捻机的参数和操作方法,以达到最佳的生产效率和产品质量。
在操作过程中,应注意安全和环保,避免产生噪音、粉尘和废水等污染物。
倍捻机捻丝操作规程是一个重要的环节,直接关系到生产效率和产品质量。
操作人员应认真执行规程,不断提高自身技能和操作水平,
以确保倍捻机的正常运转和纱线的优质生产。
DT360型倍捻机的改造及倍捻丝生产技术
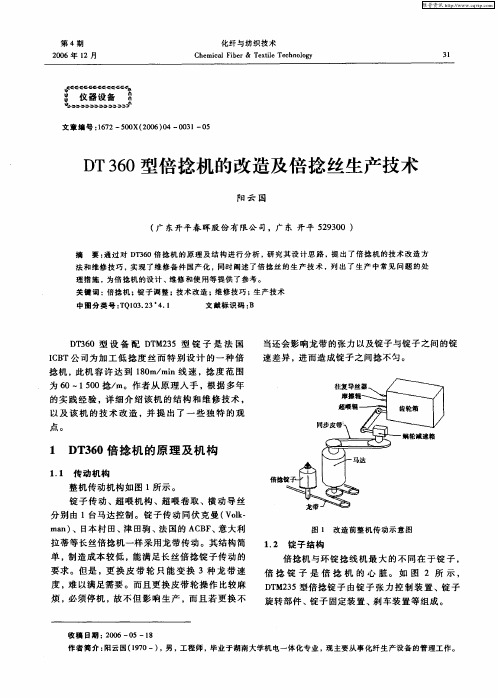
!" #$%&’ 倍捻机的原理及机构
! 1 !" 传动机构 整机传动机构如图 ’ 所示。 ! ! 锭 子 传 动、超 喂 机 构、超 喂 卷 取、横 动 导 丝 分别由 ’ 台马达控制。锭子 传 动 同 伏 克 曼 ( <=>?@ 7A: ) 、日本村田、津田驹、法国的 B63C 、意大利 拉蒂等长丝倍捻机一样采用龙带传动。其结构简 单,制造成本较低,能满足 长 丝 倍 捻 锭 子 传 动 的 要求。但是,更 换 皮 带 轮 只 能 变 换 - 种 龙 带 速 度,难以满足需要。而且更 换 皮 带 轮 操 作 比 较 麻 烦,必须停机,故 不 但 影 响 生 产,而 且 若 更 换 不
图 *! 拆卸锭子示意图
丝捻度的允差是否在控制范围内;另一方面采用 定期测锭子转速的办法控制丝线的捻度,因为锭 子转速是形成捻度的主因,也是造成捻度差异的 最重要原因,为此,使用闪光测速仪定期检测锭 子转速,以便保证各锭的转速在工艺规定的范围 内。 $ , "# 丝线张力控制 丝线张力是指锭盘顶面至气圈导丝器间的张 力,它 由 锭 子 各 张 力 器 设 定 并 受 气 圈 高 度 的 影 响。在生产中应具体控制张力器。 (, +, "! 张力器 丝线的张力与锭子转速、丝线纤度及捻度 有 关。丝线越粗,锭 子 转 速 越 高,捻 度 越 大,张 力 越大。而张力器的设定主要控制倍捻锭子张力钢 珠的数量。 (, +, +! 气圈高度 气圈高度是指丝线从锭盘顶面到气圈导丝杆 之间的距离,气圈张力随其高度下降而降低,高 度太低,丝线 容 易 纠 缠;太 高,张 力 变 大,丝 线 容易断裂。 (, +, %! 超喂效果 调整卷 绕 张 力,通 过 变 换 同 步 带 轮 调 整 超 喂,通过垂直导轮系统调整抱合角。每节的导丝 钩高度、超喂罗拉包围角均可统一调节,使换批
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化纤与纺织技术 6DE79FA> C9GEH I /EJK9>E /EFD:=>=LM -’
!&设备 ! !"
! ! 文章编号: ’$*" % &##+ ( "##$ ) #, % ##-’ % #&
! !
563/ 公司为加 工 低 捻 度 丝 而 特 别 设 计 的 一 种 倍 捻机,此机 容 许 达 到 ’(#7 8 79: 线 速,捻 度 范 围 为 $# ; ’ &## 捻 8 7 。作者 从 原 理 入 手,根 据 多 年 的 实 践 经 验,详 细 介 绍 该 机 的 结 构 和 维 修 技 术, 以 及 该 机 的 技 术 改 造,并 提 出 了 一 些 独 特 的 观 点。
./-$# 型 设 备 配 ./4"-& 型 锭 子 是 法 国
当还会影响龙带的张力以及锭子与锭子之间的锭 速差异,进而造成锭子之间捻不匀。
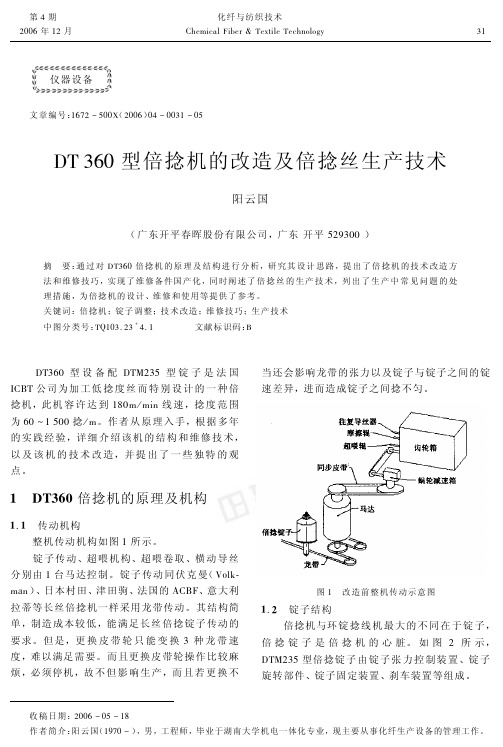
! 1 (" 锭子结构 倍捻机与环 锭 捻 线 机 最 大 的 不 同 在 于 锭 子, 倍 捻 锭 子 是 倍 捻 机 的 心 脏。 如 图 " 所 示, ./4"-& 型倍捻锭 子 由 锭 子 张 力 控 制 装 置、锭 子 旋转部件、锭子固定装置、刹车装置等组成。
图 *! 拆卸锭子示意图
丝捻度的允差是否在控制范围内;另一方面采用 定期测锭子转速的办法控制丝线的捻度,因为锭 子转速是形成捻度的主因,也是造成捻度差异的 最重要原因,为此,使用闪光测速仪定期检测锭 子转速,以便保证各锭的转速在工艺规定的范围 内。 $ , "# 丝线张力控制 丝线张力是指锭盘顶面至气圈导丝器间的张 力,它 由 锭 子 各 张 力 器 设 定 并 受 气 圈 高 度 的 影 响。在生产中应具体控制张力器。 (, +, "! 张力器 丝线的张力与锭子转速、丝线纤度及捻度 有 关。丝线越粗,锭 子 转 速 越 高,捻 度 越 大,张 力 越大。而张力器的设定主要控制倍捻锭子张力钢 珠的数量。 (, +, +! 气圈高度 气圈高度是指丝线从锭盘顶面到气圈导丝杆 之间的距离,气圈张力随其高度下降而降低,高 度太低,丝线 容 易 纠 缠;太 高,张 力 变 大,丝 线 容易断裂。 (, +, %! 超喂效果 调整卷 绕 张 力,通 过 变 换 同 步 带 轮 调 整 超 喂,通过垂直导轮系统调整抱合角。每节的导丝 钩高度、超喂罗拉包围角均可统一调节,使换批
% % 第0期 % !))( 年 $! 月
化纤与纺织技术 234+,567 8,94* : ;4<=,74 ;453->7>/? ""
产 的 要 求,大 大 减 少 成 形 不 良、网 丝 和 抛 丝。 (!) 减少备件种类,避免备件的采购困难。 (") 减 少设备的维修费用。 ! # "# 传动 ($) 改造前锭子 传 动 和 卷 绕 传 动 靠 齿 轮 箱 联 系 ( 如图 $ ) ,采用 变 换 齿 轮 进 行 调 速,操 作 比 较 麻烦,停机影响生产。现设计如图 " 。
"# 维修技巧
" # &# 倍捻锭子的维修 % % 在生产运行过程中,锭子损坏较多,主要有锭 子轴承损坏,振动大,不能生头,锭子盘转动不同 心。我们需对损坏的锭子进行维修,但设备供应厂
图 "% 技改后的传动图
没有提供任何维修工具和技术资料,而 购 买 这 些 备件价格昂贵,故我们决 定 自 已 开 发。根 据 锭 子 的技术要求:在 $) )))* ’ +,- 时,动不平衡值小于 !.+/ ,为了近似恢复最初的平衡状态,零件 0 1 . 1 ( 必须按原先的装置配套安装 ( 如图 ! ) 。 "# $# $% 拆卸锭子 ( 如图 ! 、图 0 、图 . 所示)
图 ’! 改造前整机传动示意图
! ! 收稿日期:"##$ % #& % ’( ! ! 作者简介: 阳云国 ( ’)*# % ) ,男,工程师,毕业于湖南大学机电一体化专业,现主要从事化纤生产设备的管理工作。
!!!!!!"
./ -$# 型倍捻机的改造及倍捻丝生产技术
阳云国
( 广东开平春晖股份有限公司,广东 开平 &")-## )
化纤与纺织技术 %( :;<.=>?@ A=B<C D 7<EF=@< 7<>;GH@HIJ
第 ( 期! ! ! +--) 年 "+ 月 !
! ! 用台虎钳和工具 " ,夹紧锭子带轮 " ,用专用 工具取走储丝桶 # ;用专用 工 具 取 下 轴 承 胶 套 $ ; 拆 % & ’( 螺 丝;拆 夹 紧 盘 ) 、锭 盘 * 、 倍 捻 盘 (, 并用线捆成一组;用 工 具 + 和 工 具 % ,按 图 * 安 装,通过旋转 螺 丝,就 可 以 拆 开 锭 子 座 % 、锭 轴 + 、锭子带轮 " ;最后按常规方法压出轴承。
定期检查龙带的位置和张力并作调整。
$# 倍捻丝的生产技术
! ! 67%)- & +%* 倍捻机生产倍捻丝的流程: 双股丝 # 储 丝 桶 # # 张 力 器 8 # 倍 捻 盘 陶 瓷 导丝孔 "+ # 倍捻盘 ( # 导丝杆 # 张力杆 # 调节导 丝器 # 超喂罗拉 # 摩擦辊 # 摇架 # 成品丝。 $ , %# 捻度控制 十多年的生产经验告诉我们:捻度的规整 性 取决于锭速的 准 确 率 ( 不 超 过 "5 ) 和 卷 绕 质 量。 其中卷绕质量 8-5 受 超 喂 效 果 的 影 响, "-5 受 卷 取质量的影响。当丝线的捻度超过一定允差,织 物就有可 能 产 生 因 捻 度 不 匀 而 造 成 的 经 柳 或 横 档,丝织厂 常 将 捻 度 的 允 差 控 制 在 ( 9 %5 , & #5 ) 的范围内。为了达到这一标准,在化纤生产 中,常采用两条措施:首先对加捻丝筒子的捻度 按一定比例进行抽测,从测得的数据中分析加捻
图 !" 倍捻锭子结构示意图
变速调节。 #$ )$ !" 防叠机构 防叠装置一般都是机械式的,位于齿轮箱 内 ( 如图 # ) 。该防叠装置是在齿轮箱内安装一回转 凸轮,使转角发生位移,由接近开关和行程开关 控制,使导丝杆起始点产生微量差位,从而达到 防止丝圈重叠和嵌入的目的。
#$ !$ #" 锭子张力控制装置 倍捻锭 子 的 张 力 器 % ,体 积 很 小 且 很 简 单, 但它的作用很大。张力器设计得好坏对于阻止逃 捻起着至关重要的作用。一 般 来 说,倍 捻 锭 子 的 捻不匀主要是由张力器功能不完全引起。其次倍 捻机所产生的捻不匀还来源 于 锭 子 的 传 动,表 现 在锭与锭之间的捻不匀,但 这 些 相 对 于 张 力 器 所 产生的 捻 不 匀 是 比 较 小 的 ( 在允差范围之内) 。 &’(!)* 型锭子张力控制装置为一 +,- 哈夫结构 塑料 管,其内装有一组氧化 铝 瓷 件 及 钢 珠,组 成 张力调节器,钢珠的直径为 .// ,塑料管内的钢 珠安放数量,应据生产品种上机工艺要求而定。 #$ !$ !" 锭子旋转部件 该部件 是 锭 子 中 最 关 键 的 部 件,由 锭 轴 ! 、 锭子带轮 # 、倍捻盘 0 、锭盘 * 、轴承等零件组成。 旋转体经过精密动平衡试验,其 动 不 平 衡 值 小 于 !*/1 ,锭轴采用 2-3#* 优质钢并经高科技的淬火 工艺处理,轴 承 采 用 日 本 456 公 司 产 的 高 精 密 轴承,保证在 #* 7773 8 /9: 时旋转平稳,过丝零件 是用耐磨的氧化铝、氧化钛 陶 瓷 制 成 并 经 先 进 的 等离子喷涂工艺处理。 #$ !$ )" 锭子的制动 锭子制动时,通过 离 合 手 柄 动 作,使 锭 子 脱 离龙 带,依靠离合手柄上刹 车 头 的 摩 擦 力,迅 速 降低锭速,直至锭子停转。由 于 制 动 时 锭 子 脱 离 龙带,减少了锭子与龙带之 间 的 磨 损,提 高 了 龙 带的使用寿命,同时减少了 对 左 右 相 邻 锭 子 锭 速 的影响。 ! $ "# 卷绕机构
化纤与纺织技术 )! -<=/9>?@ A9B=3 C ’=DE9@= ’=><:F@F1G
第 0 期" " " !77H 年 #! 月 "
卷绕机构中的摩 擦 辊、往 复 导 丝 器、超 喂 罗 拉都是采用长轴集体传动 ( 如图 # ) 。 #$ )$ #" 超喂机构 超喂机构是倍捻机所独有的。超喂牵伸是用 来抵消捻缩引起的张力过大的问题。超喂盘的转 速必须适应纤维品种及粗细的需要。通过改变超 喂盘的速度可以 获 得 不 同 的 超 喂 量, 这对于丝线 的张力与卷绕质量影响很大,也就是说,超喂量 的选择得当与否 将 影 响 倍 捻 机 的 运 行 是 否 正 常。 目前超喂量的变化是靠调换同步轮来达到,而且 必须停车才能进行调节,不能在运行时进行无级
$# 技术改造和备件开发
" " 经多年实 践 发 现,该 机 存 在 如 下 缺 陷: (#) 蜗轮减速箱 ( ;## 型) 中的蜗杆蜗轮易磨损,运行 过 程 中 减 速 箱 的 温 度 高,造 成 其 油 封 易 老 化 漏 油,且 蜗 轮 减 速 箱 国 内 采 购 困 难,价 格 昂 贵。 (!) 丝锭卷绕跳动严重 ( 俗称 “ 抛丝” ) ,易造成成 形不良。其原因是:筒 管 转 盘 球 头 支 承 不 良、摩 擦辊松动、摩擦辊轴的轴承位磨损。 按照利润最大化的原则,我们采用先进的 适 用技术进行设备改造:一是使设备具有较高的机 械效率,使产品产量和质量明显提高。二是降低 生产成本,实 现 低 物 耗、低 能 耗、低 污 染 和 减 少 用工等。 $ $ !# 摩擦辊 酚醛塑料摩擦辊 在 生 产 一 个 周 期 ( 卷取筒子 满筒) 后容易松动,紧固较困难,且易碎裂,还会 造成摩擦辊偏心。现设计加装一只尼龙夹头使之 紧固,效果较为理想,能满足低捻筒子的大卷装 化要求。 $ $ $# 筒管转盘 筒管转盘支承由原先的球头支承改为轴承支 承:同后纺 加 弹 机 一 样,其 作 用 是: (#) 满足生