储罐用07MnNiVR钢焊接接头力学性能试验
07MnNiMoDR丙烯球罐的应用
07MnNiMoDR丙烯球罐的应用介绍了07MnNiMoDR低温压力容器用钢板应用于2500m3丙烯球罐的现场组焊技术。
经过焊接工艺评定选择合理的焊接参数,严格控制焊接热输入及相应工序工艺,球罐各项工艺性能均能满足相关标准的规定,完全能够满足设计及建造要求。
标签:07MnNiMoDR钢;丙烯球罐;焊接2012年,本公司承揽了山东兖矿国泰乙酰化工有限公司新建项目的4台2500m3丙烯球罐的工程,该工程4台球罐全部采用宝山钢铁股份有限公司生产的07MnNiMoDR低温压力容器用钢板。
4台球罐采用常规设计,设计温度:-50/100,设计压力:2.16/F.V,球罐内径:16900mm,容积:2500m3,名义厚度:50mm,结构形式:三带十二柱混合式,共34块球壳版;焊缝长度:430m。
本文结合项目特点,对这四台球罐在安装时应注意的问题进行了介绍。
一、球壳板材料球壳板材料采用宝山钢铁股份有限公司生产的07MnNiMoDR低温压力容器用钢板,符合《压力容器用调质高强度钢板》GB19189-2011标准。
钢板在调质状态下供货,强度高,低温冲击韧性好,焊接冷裂纹敏感系数低。
二、焊接材料该项目主体焊缝焊接材料采用的是由日本进口的LB-65L,该焊条属于高韧性超低氢型焊条,工艺性能好,可进行全位置焊接。
焊条进厂复验时,焊条熔敷金属扩散氢含量平均值为 3.18ml/100g(气相色谱法),-50℃低温冲击时冲击功分别为176J、174J、156J,抗拉强度为620N/mm2,具有良好的抗裂性和低温冲击韧性。
三、焊接工艺评定本公司对于该球罐应用的钢板和焊接材料做了一系列的焊接性试验,掌握了该钢板和焊条的焊接特点。
考虑到该钢板有一定的再热裂纹倾向及施工现场的条件等因素,推荐预热温度控制在100-120°之间。
该钢板在焊接过程中应严格控制其焊接热输入,防止焊接接头处晶粒粗化,从而导致其低温冲击韧性降低。
在一系列的试验中发现,随着焊接热输入的增加,焊缝冲击韧性会有所下降。
焊接公式及实验

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《%,焊接性优良;淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq= 不预热Rb=600MPa,Ceq= 预热75o CRb=700MPa, Ceq= 预热75 o CRb=800MPa,Ceq= 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
适用条件:扩散氢含量[H]=(1-5)ml/100g,h=19-50mm,线能量为17-30kJ/cm.4、预热温度:To To=1440Pw-392根据日本CEN确定预热温度:1、根据钢的化学成分计算CEN和CE IIW;2、通过焊缝金属扩散氢含量与图3标准值的偏差求出CEN的某一增量;3、通过热输入与图4标准值的偏差和CE IIW求出CEN 的某一增量;4、将CEN增量之和与原始CEN相加,对CEN进行修正;5、根据修正的CEN和图2基本曲线中的板厚确定y坡口试验的临界预热温度;6、根据焊缝金属强度和接头拘束度,通过图5的修正,确定实际所需的预热温度。
07mnnimovdr钢材硬度布氏硬度值

用布氏硬度值衡量07mnnimovdr钢材的硬度在材料工程中,硬度是材料抵抗外部力量侵蚀的能力。
而布氏硬度值则是一种常用的硬度测试方法,特别适用于金属材料的硬度评估。
今天,我们将围绕着07mnnimovdr钢材及其布氏硬度值展开深入探讨。
01. 07mnnimovdr钢材的基本介绍07mnnimovdr钢材属于低合金高强度钢,常用于压力容器、锅炉及其配件的制造。
其主要特点是耐高温、耐压力、具有良好的韧性和焊接性能。
在工业领域中,07mnnimovdr钢材有着广泛的应用,因此对其硬度的评估显得尤为重要。
02. 布氏硬度值的测试原理布氏硬度测试是通过一颗钨球或钨柱(测试压头)以一定负荷压入试样表面,通过测量压头在取下后试样的残痕大小,来计算出硬度值。
一般来说,布氏硬度值越高,材料的硬度就越大。
03. 07mnnimovdr钢材的布氏硬度值测试结果根据实验室测试数据显示,07mnnimovdr钢材的布氏硬度值在220-280HB之间,这表明其硬度处于中等水平。
考虑到其应用领域主要为高温高压环境,这样的硬度值能够保证其在工作过程中不易受到外部压力的影响。
04. 对07mnnimovdr钢材硬度的个人观点和理解在我看来,07mnnimovdr钢材的硬度值与其所处环境具有高度契合。
中等硬度既能够确保其在高温高压环境下不易变形,同时也保证了一定的韧性和加工性能。
我们可以认为其硬度值是经过严格测试和实践验证的有效数值。
总结回顾:通过对07mnnimovdr钢材布氏硬度值的深入探讨,我们不仅对其硬度有了全面的了解,同时也领悟到了硬度评估的重要性。
在工程实践中,我们需要根据具体的使用环境和要求,选择合适的材料硬度,来确保材料的使用寿命和安全性。
布氏硬度值作为硬度评估的重要手段,更是为工程师和研发人员提供了可靠的数据支持。
以上就是对于07mnnimovdr钢材硬度及其布氏硬度值的全面探讨和个人见解,希望能够为您提供一定的参考价值。
07MnCrMoVR丨07MnNiMoVDR技术参数
供货规格厚度8-60mm,宽度1500-3800mm,长度6000-18000mm。
焊接裂纹敏感性组分Pcm<=0.21
炲炼方法:电炉精炼+炉外精炼+真空处理。
交货状态:调质。
超声波探伤符合GBJB4730中1级探伤。
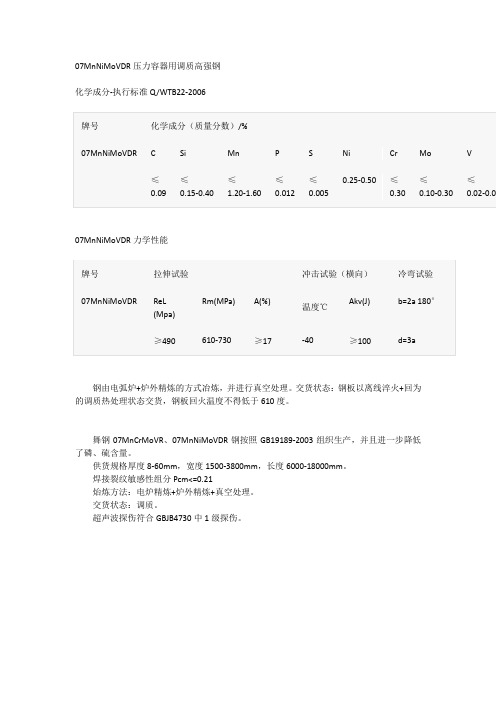
07MnNiMoVDR压力容器用调质高强钢
化学成分-执行标准Q/WTB22-2006
牌号
化学成分(质量分数)/%
07MnNiMoVDR
C
Si
Mn
P
S
Ni
Cr
Mo
V
Pcm
≤0.09
≤0.15-0.40
≤1.20-1.60
≤0.012
≤0.005
0.25-0.50
≤0.30
≤0.10-0.30
≤0.02-0.06
≤0.21
07MnNiMoVDR力学性能
牌号
拉伸试验
冲击试验(横向)
冷弯试验
07MnNiMoVDR
ReL (Mpa)
Rm(MPa)
A(%)
温度℃
Akv(J)
b=2a 18Βιβλιοθήκη °≥490610-730
≥17
-40
≥100
d=3a
钢由电弧炉+炉外精炼的方式冶炼,并进行真空处理。交货状态:钢板以离线淬火+回为的调质热处理状态交货,钢板回火温度不得低于610度。
在役07MnCrMoVR球罐板材组焊再热裂纹敏感性研究
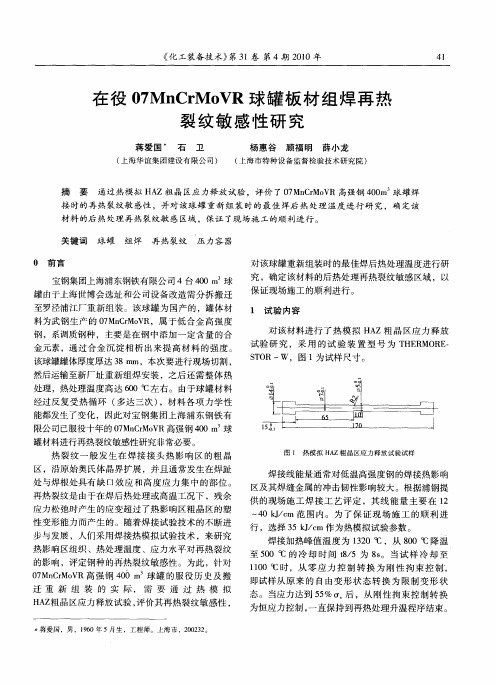
表 1 热模拟 H Z粗 晶 区应 力释 放试 验参数 A
图 3 试样 R1 R 、 2热 模 拟 H Z粗 晶 区再 热 裂 纹 应 力 释放 试 验 A
表 2 热模拟 H Z粗 晶区应 力释 放试验 数据 A
试 样 编 号 原 始 直 径/ m 焊后 热 处 理 试 验 结 果 断 口直 径/ml m i l
应力 松弛 时产 生 的应 变超 过 了热影 响 区粗 晶 区的塑 性 变 形能力 而 产生 的 。随着焊 接试 验技 术 的不 断进
图 1 热模拟 H Z粗晶区应力释放试验试样 A
焊接 线能 量通 常对 低 温高强 度 钢 的焊 接热 影 响 区及 其焊 缝金 属 的冲击 韧性 影 响较大 。根 据浦 钢提
0 前 言
球罐
组焊
再 热 裂纹
压 力容 器 对该球 罐 重新 组装 时 的最佳 焊后 热处 理温 度进 行研
宝 钢集 团上海 浦东钢铁 有 限公 司 4台 4OI 球 0 I T 罐 由于上海世 博会 选址 和公 司设 备 改造 需分 拆搬 迁 至罗泾浦江 厂 重新 组装 。该 球罐 为 国产 的 ,罐 体材 料 为武 钢生 产 的 0 Mn r V 7 CMo R,属 于低 合 金 高强 度
《 工装 备技 术》 3 化 第 1卷 第 4期 2 1 00年
4 l
在 役 0 Mn r VR球 罐 板 材 组 焊 再 热 7 C M0 裂纹 敏 感 性 研 究
蒋 爱 国 石 卫 杨惠谷 顾福明 薛小 龙
( 上海华 谊集团建设有限公司 ) ( 上海市特种设备监督检验技术研究 院)
2 试验 结 果
图 4 试样 R 3、R 4热 模 拟 HA Z粗 晶 区再 热 裂纹 应 力 释 放 试 验
压力容器用低焊接裂纹敏感性调质高强度钢板07MnCrMoVR

压力容器用低焊接裂纹敏感性调质高强度钢板07MnCrMoVR1 07MnCrMoVR钢板范围本标准规定了压力容器用低焊接裂纹敏感性调质高强度钢板的尺寸、外形、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准使用于压力容器制造用厚度10mm~60mm的高强度钢板。
2 07MnCrMoVR钢板牌号表示方法本标准所列排号中的:R---是指压力容器“容”字的汉语拼音第一个字母:D---是指低温“低”字的汉语拼音第一个字母。
3 07MnCrMoVR钢板尺寸、外形、重量及允许偏差3.1 07MnCrMoVR钢板的尺寸、外形及允许偏差应符合GB/T709的规定。
3.2 07MnCrMoVR钢板的厚度偏差应符合GB6654的相应规定。
3.3 07MnCrMoVR钢板按理论重量交货,计算用钢板密度为7.85Kg/dm3。
理论重量计算方法应符合GB6654的规定。
4 07MnCrMoVR钢板的技术要求4.1 07MnCrMoVR钢板的牌号与化学成分4.1.1 07MnCrMoVR钢的牌号及化学成分(熔炼分析)应符合表一的规定。
表1 07MnCrMoVR化学成分(a)必要时加入(b)Pcm为焊接裂纹敏感性组成,按如下公式计算:Pcm=C+Si/30(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B(%)4.1.2 为改善钢的性能,可添加表1以外的其他微合金元素。
4.1.3 供方如能保证钢中残余元素不超过规定,可不进行分析。
4.1.4 钢板化学成分允许偏差应符合GB/T222中表2的规定,且S的允许偏差上限为≤0.002%。
4.1.5 供方硬包装添加的表1之外的微合金元素进入熔炼分析Pcm结果。
4.2 冶炼方法钢由电弧炉+炉外精炼的方式冶炼,并进行真空处理。
4.3 交货状态4.3.1 钢板以离线淬火+回火的调质热处理状态交货,钢板回火温度不得低于610℃.4.3.2 钢板的边缘以剪切或火焰切割状态交货,需方有要求时也可毛边交货,但应供需双方协商确定,并在合同中注明。
焊接接头的力学性能试验包括哪些内容
焊接接头的力学性能试验包括哪些内容?
(1)焊接接头的拉伸试验(包括全焊缝拉伸试验)试验的目的是测定焊接接头(焊缝)的强度(抗拉强度σb,屈服点σs)和塑性(伸长度δ,断面收缩率φ),并且可以发现断口上的某些缺陷(如白点)。
试验可按GB2651-89《焊接接头拉伸试验方法》进行。
(2)焊接接头的弯曲试验试验的目的是检验焊接接头的塑性,并同时可反映出各区域的塑性差别、暴露焊接缺陷和考核熔合线的质量。
弯曲试验分面弯、背弯和侧弯三种,试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(3)焊接接头的冲击试验试验的目的是测定焊接接头的冲击韧度和缺口敏感性,作为评定材料断裂韧性和冷作时效敏感性的一个指标。
试验可按GB2650-89《焊接接头冲击试验方法》进行。
(4)焊接接头的硬度试验试验的目的是测量焊缝热影响区金属材料的硬度,并可间接判断材料的焊接性。
试验可按GB2654-89《焊接接头及堆焊金属硬度试验方法》进行。
(5)焊接接头(管子对接)的压扁试验试验的目的是测定管子焊接对接接头的塑性。
试验可按GB2653-89《焊接接头弯曲及压扁试验方法》进行。
(6)焊接接头(焊缝金属)的疲劳试验试验的目的是测量焊接接头(焊缝金属)的疲劳极限(σ-1)。
试验可按GB2656-81《焊缝金属和焊接接头的疲劳试验法》进行。
07MnNiVDR再热裂纹敏感性及试验_刘俊松
表 1 07MnNiVDR 钢的化学成分( 质量分数,% ) Table 1 Chemical compositions of 07MnNiVDR
C
Si
Mn
P
S
国家标准 ≤0. 09 0. 15 ~ 0. 40 1. 20 ~ 1. 60 ≤0. 018 ≤0. 008
实测值 0. 07
0. 19
1. 40
72
焊接学报
第 35 卷
图 1 热模拟试样( mm) Fig. 1 Draft of specimen for simulating
夏 比 摆 锤 冲 击 试 验 试 验 按 国 家 标 准 GB / T 229—2007《夏比摆锤冲击试验方法》进行. 首先将 材料加工成尺寸为 70 mm × 11 mm × 11 mm 的热模 拟试样,模拟出 HAZ 组织后进行保温 1 h 热处理, 再将试样加工成 55 mm × 10 mm × 10 mm 的 V 形缺 口标准冲击试样,测出在使用温度 - 40 ℃ 的冲击吸 收功. 考察热处理温度对 HAZ 低温韧性的影响.
0序 言
高强钢的再热裂纹敏感性是压力容器行业比较 关心的重要问题之一[1 - 3]. 随着压力容器向高压、 深冷、高腐蚀、大型化等高参数的极端条件下发展, 为了满足越来越高的使用要求,焊后热处理已作为 提高焊制压力容器产品质量的手段列入许多标准. 然而目前评价再热裂纹敏感性的试验方法众多,缺 乏相应标准的指导,各方法得到的结果并不一致,甚 至可能存在较大差异. 07MnNiVDR 钢是国产压力 容器用低合金调质高强钢,具有优良的焊接性能和
第3 5卷 第4期
焊接学报
2 0 1 4 年 4 月 TRANSACTIONS OF THE CHINA WELDING INSTITUTION
07MnMoVR 07MnNiVDR 07MnNiMoDR 12MnNiVR技术参数
07MnMoVR、07MnNiVDR、07MnNiMoDR、12MnNiVR压力容器用调质高强度钢板一、本标准适用于厚度为10mm~60mm的压力容器用调质高强度钢板。
二、执行标准:GB19189-2011三、钢板表面不允许存在裂纹、气泡、结疤、折叠和夹杂等对使用有害的缺陷。
钢板侧面不得有分层。
四、钢板应逐张进行超声检测,检测方法按JB/T4730.3或NB/T47013.3执行,合格级别为I级。
五、12Cr2Mo1VR化学成分(详情Call:一五六三七五八四七零零)牌号 C Si Mn P S Cu Ni Cr Mo V B Pcm07MnM oVR≤0.090.15~0.401.20~1.60≤0.20≤0.10≤0.25≤0.40≤0.300.10~0.300.02~0.06≤0.002≤0.2007MnN iVDR≤0.090.15~0.401.20~1.60≤0.18≤0.08≤0.250.20~0.50≤0.30≤0.300.02~0.06≤0.002≤0.2107MnN iMoDR≤0.090.15~0.401.20~1.60≤0.15≤0.005≤0.250.30~0.60≤0.300.10~0.30≤0.06≤0.002≤0.2112MnN iVR≤0.150.15~0.401.20~1.60≤0.20≤0.010≤0.250.15~0.40≤0.30≤0.300.02~0.06≤0.002≤0.25 注:厚度不大于36mm的07MnMoVR钢板,厚度不大于30mm的07MnNiMoDR钢板Mo含量下限不作要求。
六、12Cr2Mo1VR力学性能和工艺性能牌号钢板厚度拉伸试验冲击试验弯曲试验屈服强度抗拉强度断后伸长率温度冲击功180℃B=2a07MnMoVR 10~60 ≥490 610~730 ≥17 -20℃≥80 d=3a07MnNiVDR 10~60 ≥490 610~730 ≥17 -20℃≥80 d=3a07MnNiMoDR10~50 ≥490 610~730 ≥17 -20℃≥80 d=3a12MnNiVR 10~50 ≥490 610~730 ≥17 -20℃≥80 d=3a。
硼对低温球罐用钢07MnNiMOVDR50mm板组织与力学性能的影响
0 . 0 0 0 5 %~ 0 . 0 0 1 5 %时钢板有 良好 的强韧性匹配 , 抗拉强度 为 6 3 0~ 6 9 0 MP a , 冲击功 1 4 0~ 2 7 5 J , 满足标准要求 。 关键 词 硼 低温球罐用 钢 0 7 M n N i Mo V D R 5 0 m m板 组织 力学性能
a n d me c h a n i c l a p r o p e r t i e s o f 5 0 mm p l a t e o f t h e s t e e l q u e n c h e d a t 9 0 0℃一 t e mp e r e d a t 6 2 0 o C h a s b e e n s t u d i e d .Re s u l t s
0 . 1 0~ 0 . 1 5 C r 、 0 . 1 8 0 . 2 5 Mo 、 0 . 0 4~ 0 . 0 5 V、 0 . 0 2— 0 . 0 4 A 1 ) 5 0 m m板 由 1 0 0 t U H P E A F - L F - 3 O 0 m m× 2 0 0 0 m m C C -
4辊可逆轧机轧制工艺 生产。研 究了 0— 0 . 0 0 2 O %B对该钢 9 0 0℃淬火- 6 2 0 q c回火的 5 0 m m板 组织和力学性 能的 影响 。结果表 明 , 加硼能显著提 高钢 板淬透性 , 以钢 板心 部得到 均匀 贝 氏体为 主的组 织 ; 当硼含 量超 过0 . 0 0 1 5 % 时, 组 织粗大并有混 晶 出现 , 冲击 功下 降, 抗拉强度 7 5 0 MP a超 出标 准 上 限 ( 7 3 0 MP a ) 。当钢 中硼 含 量控 制 在
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ke r s trg a k 7 n VR se l ywo d :so a etn ;0 M Ni te;we igjit l n — n ;meh nc l rp ry d o c a i o et ap
大线 能量用 钢 的 需求 量 随着 我 国 能 源 、 油及 石
W N u ,W N A GHi AG
I2 U l ,X g
ceg,Y A ,W N i  ̄ ,H N u ̄ IIl U NI ll A G L- Z A GL - h l
( .He e n r lM a hi e y Re e r h I tt t 1 f iGe e a c n r s a c ns iu e, He e 2 00 f i 3 31, Ch na; i
维普资讯
第3 6卷
第 1 期
石
油
化
工
设
备
VoI 6 NO .3 .1
20 0 7年 1月
PE TRO- CHEM I CAI EQUI ENT PM
Jn 2 0 a. 0 7
文 章 编 号 :1 0 — 4 6 2 0 ) 10 0 — 5 0 0 7 6 ( 0 7 0 — 0 80
势 , 此 同时 , 与 为达 到在数 量 和价格 上均 能满 足社会 经济 持续 发展 需要 的石 油供 应保 障能 力 , 2 0 从 0 3年 起我 国开 始 了战略 石油 储备计 划 的实施 。石油储 备
基地 建设 主 要是 建造 单 台储 存体 积 在1 ×1 m。 0 0 以 上 的浮顶 油罐 , 为此 , 国内需 要大 量 的高强 度储 罐用
储 罐 用 0 Mn VR钢 焊 接 接 头 力学 性 能试 验 7 Ni
汪 辉 ,王 洪 刚 ,徐 鹏 程 ,袁 浩 ,王 丽 慧。 ,张 禄 林 。
(. 肥 通 用 机 械 研 究 院 ,安 徽 合 肥 1合 河北 廊坊 20 3 ;2 中石 油 管 道 物 质 装 备 总 公 司 , 30 1 . 0 5 0 ;3 鞍 钢 新 轧 钢 股 份 有 限 公 司 ,辽 宁 鞍 山 14 0 ) 60 0 . 10 3
化 工 等行业 的快 速发 展 而呈现 出 日益增加 的发 展趋
司等 都在进 行研 究[ ] 1。
焊接线 能量 通 常对高 强度 钢 的焊 接热 影响 区及
其焊 缝金 属 的力学 性 能 特 别是 冲击 韧 性影 响 较 大 。 文 中介 绍 了 R ≥ 6 0 MP 1 a级 的 大 线 能 量 焊 接 用 0 Mn VR钢焊 接接 头的力 学性 能试验 情况 。 7 Ni
2 CNP p n a e i lF r i h Pa e t C mp n . C Pi i g M t ra u n s r n o a y, La g a g 0 5 0 n f n 6 0 0, Ch n ; ia 3 An a g Ne S e lCo a y Li i d, An h n 1 0 3 Ch n ) . g n w t e mp n m t e s a 4 0 , 1 ia
钢材 。 日本在 研究 大线 能量 用钢 方 面有着 较高 的水
平 , S V4 0 钢 已经 非 常 成 熟 并 为 我 国 主 要 进 其 P 9Q
l 试 验 内容
1 1 试验 目的 .
po et , e i mp c p o et , DTT,rcue tu h eso h edn on y d f iv r p ry sr s i at rp ry N e fatr o g n s ft e w ligj itb ei t e ni
wel n o e s a d we d ng p r m e e r t did. e v re y o e ha c lp op r y s we di g pr c s n l i a a t r we e s u e Th a it fm c nia r e t ho d
关 键 词 :储罐 ;0Mn i R钢 ;焊接接头 ;力学性能 7献 标 志码 :A
T s s a c n te M e h n c lP o e t fW edn on f0 M n VR te o t r g h k e t Ree r h o h c a ia r p ry o li gJ i to 7 Ni S e lf rS o a e] n
t a l ig ji tc n b u t be fr t e d sg e u rme ta d e s r d t e h g t r g a k h twedn on a e s i l o h e i n r q ie n n n u e h u e so a et n a
摘要 :为 了将 0 Mn VR钢板 用于建造 大 型储罐 , 据 确 定 的焊 接 工 艺和 焊接 工 艺参数 , 究 了 7 Ni 根 研
焊接接 头的拉 伸性 能 、 系列 冲击性 能 、 无塑性 转 变温度 和 断裂韧 度等 , 各项 力 学性 能表 明 , 焊接接 头 可 满足 大型储 罐 的设计要 求并且保 证 其安 全运行 。
Ab ta t I r e o ma e u e o te 7 n VR t o sr c u es o a e tn t e tn in sr c : n o d rt k s fse l0 M Ni o c n tu th g t r g a k,h e so