焊接实训指导书(完整版)
焊接实训指导书
实训不同焊接位置焊条电弧焊的基本操作方法一、实验目的1、了解和掌握焊条电弧焊焊接参数的选择2、掌握焊条电弧焊的基本操作技术3、不同焊接位置焊条电弧焊的基本操作方法二、实验仪器及材料实验仪器:BX1-250-2交流弧焊机,材料:焊条J422, Q235钢板或45钢三、实验内容1焊条电弧焊焊接参数的选择焊接参数就是焊接时,为保证焊接质量而选定的各项参数的总称。
焊条电弧焊的主要焊接参数包括:焊条直径、焊接电流、电弧电压、焊接速度和焊层数等。
选择合适的焊接参数,对提高焊接质量和生产效率是十分重要的。
(一)焊条直径的选择为了提高生产效率,应尽可能地选择直径较大的焊条。
但是用直径过大的焊条焊接,容易造成未焊透或焊缝成形不良等缺陷。
因此,必须正确选择焊条直径。
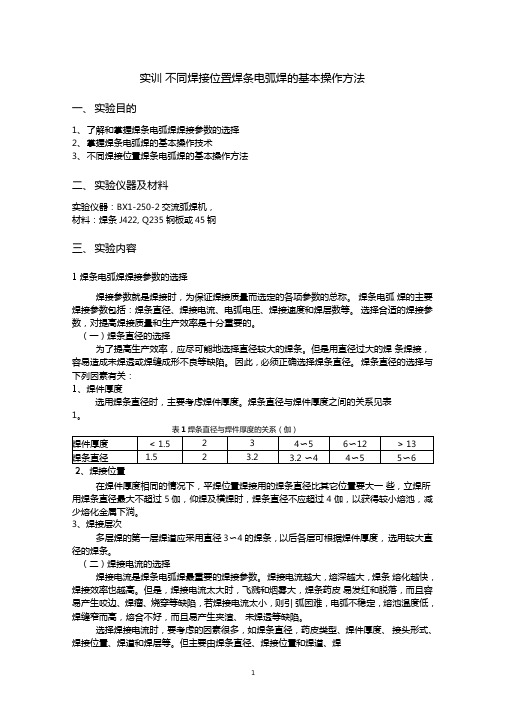
焊条直径的选择与下列因素有关:1、焊件厚度选用焊条直径时,主要考虑焊件厚度。
焊条直径与焊件厚度之间的关系见表1。
表1焊条直径与焊件厚度的关系(伽)2、焊接位置在焊件厚度相同的情况下,平焊位置焊接用的焊条直径比其它位置要大一些,立焊所用焊条直径最大不超过5伽,仰焊及横焊时,焊条直径不应超过4 伽,以获得较小熔池,减少熔化金属下淌。
3、焊接层次多层焊的第一层焊道应采用直径3〜4的焊条,以后各层可根据焊件厚度,选用较大直径的焊条。
(二)焊接电流的选择焊接电流是焊条电弧焊最重要的焊接参数。
焊接电流越大,熔深越大,焊条熔化越快,焊接效率也越高。
但是,焊接电流太大时,飞溅和烟雾大,焊条药皮易发红和脱落,而且容易产生咬边、焊瘤、烧穿等缺陷,若焊接电流太小,则引弧困难,电弧不稳定,熔池温度低,焊缝窄而高,熔合不好,而且易产生夹渣、未焊透等缺陷。
选择焊接电流时,要考虑的因素很多,如焊条直径,药皮类型、焊件厚度、接头形式、焊接位置、焊道和焊层等。
但主要由焊条直径、焊接位置和焊道、焊层决定。
1、焊条直径参考值见表2-2表2-2各种直径焊条使用的焊接电流参考值焊条直径1.62.0 2.53.24.05.0 5.8mm焊接电流A 25 〜40 〜65 50 〜80 100 〜160 〜200 〜260 〜40 130 210 270 3002、焊接位置相同的情况下,在平焊位置焊接时,可选择偏大些的焊接电流,在横焊、立焊、仰焊位置焊接时,焊接电流应比平焊位置小10%- 20%3、焊道通常焊接打底焊道时,使用的焊接电流较小,焊填充焊道时,通常都使用较大的焊接电流和焊条直径,而焊盖面焊道时,为防止咬边和获得较美观的焊缝成形,使用的焊接电流稍小些。
焊工实训指导书(Welder training guide book)
焊工实训指导书(Welder training guide book)Welding practice instructionAdvisorLiuanzhiDepartment of Mechanical EngineeringSeptember 2011First, the nature and task of professional skills trainingThe welder is occupation skill training, high school machinery manufacturing majors Turner will open courses, students is one of the compulsory courses are compulsory courses, professional skills assessment.The task of this course is: through skills training, to enable students to master basic skills and basic theoretical knowledge, technical knowledge, production management and all kinds of welding technology related to the professional work, can through security certification.In the training project, some equipment schools have not yet, only through the teaching CD-ROM to learn.Two, the content and requirements of skills training(1) basic knowledge of welding and cuttingBasic requirement:1. understand the basic principles of welding and cutting;2. basic knowledge of metal heat treatment;3. understanding general knowledge of metals;4. basic knowledge of welding processContent of courses:1. basic principles of welding and cutting;2. basic knowledge of metallography and metal heat treatment;3. general knowledge of common metal materials;4. basic knowledge of welding process.(two), gas welding and gas cuttingBasic requirement:The basic principle of 1. gas welding and cutting the understanding process parameter selection;2. grasp the safety requirements for operation using gas welding and gas cutting.Content of courses:The basic principle of 1. gas welding and gas cutting;Select the parameter of the 2. welding and gas cutting;2. the structure of common gas cylinders and the safety requirements of gas transmission pipelines3. welding and cutting torch and other accessories of the structure, principle and safety requirements;The safe operation of the gas 4.(three) arc welding and arc cutting;Basic requirement:1. to understand the working principle of arc welding and arc cutting;2. to understand the selection of electrode and welding parameters for electrode arc welding;3.. Understand the safe operation requirements of electrode welding and arc cutting.Content of courses:Working principle and application range of 1. electrode arc welding and arc cutting;2. selection method of welding rod and welding parameters;Equipment for 3. arc welding and arc cutting and its basic requirements for safe operation.(four) submerged arc weldingBasic requirement:1. to understand the working principle of submerged arc welding;2. knowledge of submerged arc welding materials;3. understand the structure and safety operation requirements of submerged arc welding equipment.Content of courses:The working principle of 1. arc welding and the basic structure of common equipment;2. commonly used welding materials for submerged arc welding;3. safety requirements for submerged arc welding.(five) gas shielded arc welding, plasma arc welding and cutting Basic requirement:1. to understand the working principle and safetycharacteristics of gas shielded arc welding and plasma arc welding;2. understand the characteristics of gas shielded welding of tungsten inert gas, melting pole gas, carbon dioxide gas, melting inert gas and mixed gas;3. Understand the operation methods of plasma arc welding and cutting.Content of courses:Working principle and safety characteristics of 1. gas shielded arc welding and plasma arc welding;Gas shielded welding equipment and operation method for 2. tungsten inert gas, melting pole gas, carbon dioxide gas, melting inert gas and mixed gas;3, plasma arc welding and cutting method of operation.(six) resistance weldingBasic requirement:1. understand the working principle and characteristics of resistance welding;2. understand the commonly used resistance welding equipment and operation methods;3. Understand the process requirements and safety technology of resistance welding.Content of courses:1. the working principle and characteristics of resistance welding;2. resistance welding equipment and operation method;3. Resistance welding process requirements and operation methods and technical requirements.(seven) brazingBasic requirement:OneUnderstand the working principle and application range of brazing;2. understand the production process and operation method of brazing;3 、 understanding of the use of brazing materials and operation safety and protection.Content of courses:1. brazing principle and applicable range;2. brazing production process and operation method;3. brazing methods of common materials and selection of solder and flux;4 、 Safety and protection of brazing operation.(eight) welding defects and welding inspectionBasic requirement:1. understand the common welding defects and welding quality inspection methods.Content of courses:1. welding defects;2. welding inspection.(nine) safety technology for special welding and cutting operationsBasic requirement:1. understand the technical requirements for welding safety of chemical industry, fuel container and pipeline;2. understand the safety technical requirements of climbing welding, underwater welding and cutting.Content of courses:1. chemical and fuel container, pipeline welding repair safety technology;2. safety technology of underwater welding and cutting.(ten) safe use of welding and cuttingBasic requirement:1. understand the basic knowledge and safety requirements of welding and cutting operation;2. understanding of welding and cutting operations common electric shock prevention measures;3, understand the electric shock emergency treatment method.Content of courses:1. basic knowledge and safety requirements of power supply for welding and cutting operation;2, welding and cutting operation common electric shock accident reason analysis and preventive measures3, electric shock first aid method.(eleven) fire prevention and control of welding and cutting;Basic requirement:1. understand the basics of combustion and explosion;2. understand emergency treatment methods for fire and explosion accidents.Content of courses:1. basic knowledge of combustion and explosion;2. prevention measures and emergency treatment methods of fire and explosion accidents occurred in welding and cutting operations;3, fire extinguishing technology.(twelve) welding and cutting, labor hygiene and protectionBasic requirement:1. understand the harmful factors and preventive measures in welding and cutting operations;Content of courses:1., the sources of harmful factors, several hazards;2. welding and cutting role of labor hygiene and preventive measures;3. anti poisoning measures for welding equipment.Thirteen, typical accident cases and cause analysis of the accidentBasic requirement:1. understand the causes of dangerous accidents in welding and cutting operationsContent of courses:1. typical accident cases and causes analysis.。
焊接实验指导书
焊接实验指导书一、实验目的本实验旨在通过实际操作,使学生掌握焊接的基本原理、操作方法和安全注意事项,培养学生的焊接技能和团队合作能力。
二、实验器材和材料1. 焊接机:使用直流手持电弧焊接机。
2. 焊接电极:选择合适的焊接电极材料和规格,如E6013电极。
3. 工件:准备焊接的金属工件,如钢板或者铝合金板。
4. 辅助工具:钳子、锤子、钳子等。
三、实验步骤1. 实验前准备:a. 检查焊接机的工作状态,确保电源和接地线连接正确。
b. 准备焊接电极,并检查其表面是否有损坏。
c. 清洁工件表面,确保无油污和杂质。
2. 焊接准备:a. 根据工件的材料和厚度,选择合适的焊接电流和电极直径。
b. 调整焊接机的电流和电极长度,确保适合焊接工件。
c. 确保焊接区域通风良好,避免有害气体的积聚。
3. 焊接操作:a. 将焊接电极插入焊接机电极夹持器中,确保紧固坚固。
b. 将焊接电极的电弧点在工件上,形成电弧。
c. 保持适当的焊接电流和电弧长度,保持稳定的手持姿式。
d. 通过连续挪移焊接电极和工件,使电弧在焊接区域形成均匀的焊缝。
e. 焊接完成后,及时切断电流,将焊接电极从工件上移开。
4. 焊接质量检查:a. 检查焊缝的外观,确保焊缝均匀、连续、无裂纹温和孔。
b. 使用金属尺或者卡尺测量焊缝的尺寸和几何形状,确保符合要求。
c. 使用金属锤轻敲焊缝,检查焊缝的坚固性和质量。
四、实验安全注意事项1. 焊接操作时,应佩戴防护眼镜、焊接手套和防护服,避免火花和紫外线对眼睛和皮肤的伤害。
2. 焊接操作时,应注意周围环境的通风情况,避免有害气体的吸入。
3. 焊接机和电源线应保持良好的绝缘状态,避免触电事故的发生。
4. 焊接操作时,应保持焊接区域周围的工作区域清洁,避免杂物引起意外伤害。
5. 焊接完成后,应及时切断电流,避免焊接机长期处于工作状态。
五、实验结果记录与分析1. 记录焊接工件的材料、厚度、焊接电流和电极直径等参数。
2. 记录焊接操作过程中的注意事项和问题。
焊接实习作业指导书
焊接实习作业指导书1、目的;指导学生进行焊接作业,使课本上学习的指导得以应用实践。
2、适用范围;本作业指导书职业中专学生,作业指导书规定了一些焊接的基本要求。
3、材料要求;3.1钢材及焊接材料必须按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定,并要具有质量证明书或检验报告。
3.2焊丝成份应与母材成份相近,主要考虑碳当量含量,它必须具有良好的焊接工艺性能。
焊丝含C量一般要求<0.11%。
其表面一般有镀铜等防锈措施。
4、焊件坡口形式的选择4.1要考虑在施焊和坡口加工可能的条件下,尽量减小焊接变形,节省焊材,提高劳动生产率,降低成本。
4.2不同板厚的钢板对接接头的两板厚度差(t -t1)不超过表1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄b),其削薄长度L≥3(t - t1)。
5、作业条件5.1焊接区应保持干燥、不得有油、锈和其它污物。
5.2当焊接区风速过大而影响焊接质量时,要采用挡风装置。
对焊接现场进行有效防护后方可开始焊接。
6、作业规则6.1 焊接时必须佩戴好防静电手环及做好其他静电防护措施;6.2 烙铁/热风枪温度设置在280~360℃,缺省设置为330℃;6.3 焊接前,先核对实物是否与BOM上规格相符合;6.4 每次只取一种物料放在工作台面上,并在BOM上做记录;焊完一种再取下一种;6.5 如有BGA或QFN须先焊接,焊完后须测量其贴装是否为良好,确认OK后再用胶带纸将BGA四周封贴起来,以避免焊接时其他零件或锡渣进入BGA或QFN脚内;6.6 元器件焊接一般原则为:先难后易,先低后高,先小再大,先轻后重,先里再外;6.7 每次焊接过程应分七步:准备好烙铁与锡丝,加热焊件,熔化锡丝,移开锡丝,移开烙铁,检查焊接面,修理;6.8 焊接时间不超过3秒/次,最长不能超过6秒,同一焊点不超过2次;以免热冲击损坏元器件;6.9 芯片、插件焊接前应先确保没有管脚变形现象;6.10 焊接完毕,再对焊接质量作全面的自检,包括:短路、漏焊、方向、多焊及基板清洁;自检OK后方可流入下一工序;如有缺料,须向主管提出。
焊工实训指导书.doc
焊条电弧焊技术实训指导书Ⅰ.实训目的本焊接实训是为培养适应21世纪建设社会主义现代化需要的,德智体美全面发展的,具有创新精神和较强实践动手能力的焊接专业应用型技术人才。
通过实训可获得如下目的:,①使学生在操作技能方面得以加强,为职业技能鉴定(考工)打下良好的基础;②实际操作可更好地理解课堂上所学过的理论知识,并为后续课程奠定基础;③在诸多焊接方法中,手工电弧焊是基本方法,通过手工电弧焊的实训,为其它方法起到举一反三的作用。
Ⅱ.实训安排实训共四周(20天),具体安排如下:基本操作练习(平焊、立焊、横焊等) 2天平板对接(平焊、立焊) 8天管子对接(垂直固定、水平固定) 8天其它焊接方法观摩焊 1天考核(实际操作及理论答卷) 1天注:其中穿插理论知识复习及观看录象。
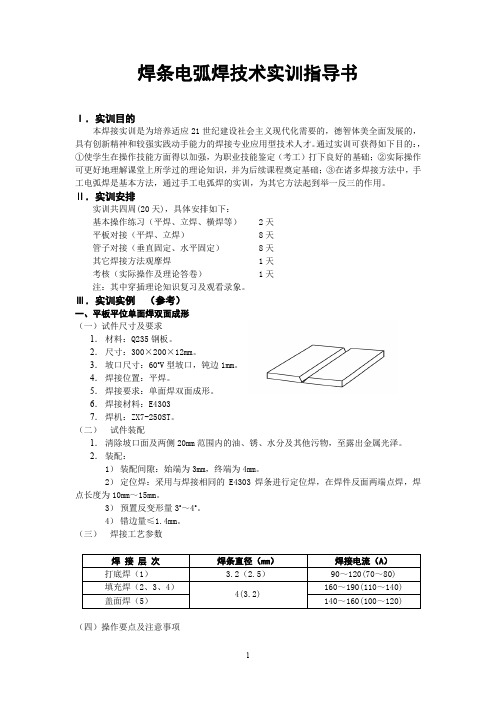
Ⅲ.实训实例(参考)一、平板平位单面焊双面成形(一)试件尺寸及要求1.材料:Q235钢板。
2.尺寸:300×200×12mm。
3.坡口尺寸:60o V型坡口,钝边1mm。
4.焊接位置:平焊。
5.焊接要求:单面焊双面成形。
6.焊接材料:E43037.焊机:ZX7-250ST。
(二)试件装配1.清除坡口面及两侧20mm范围内的油、锈、水分及其他污物,至露出金属光泽。
2.装配:1)装配间隙:始端为3mm,终端为4mm。
2)定位焊:采用与焊接相同的E4303焊条进行定位焊,在焊件反面两端点焊,焊点长度为10mm~15mm。
3)预置反变形量3o~4o。
4)错边量≤1.4mm。
(三)焊接工艺参数(四)操作要点及注意事项1.打底焊应保证得到良好的背面成形。
单面焊双面成型的打底焊,操作方法有连弧法与断弧法两种。
连弧法的特点是焊接时,电弧燃烧不间断,具有生产效率高,焊接熔池保护的好,产生的缺陷少,但它对装配质量要求高,参数选择要求严,故其操作难度较大,易产生烧穿和未焊透等缺陷。
断弧法(又分为两点击穿法和一点击穿法两种手法)特点是依靠电弧时燃时灭的时间长短来控制熔池的温度,因此,焊接工艺参数的选择范围较宽,易掌握,但生产效率低,焊接质量不如连弧法易保证,且易出现气孔、冷缩孔等缺陷。
焊工实训指导书.doc111.
五、焊接质量要求:
1)焊缝的起头和连接处应平滑过渡,无局部过高观象,收尾处应填满弧坑。
2)焊缝表面焊波均匀,无明显未熔合及咬边,其咬边深度≤0.5mm为合格。
3)焊缝边缘直线度在任意300mm连续焊缝长度内≤3mm。
3)接头:
①中间接头:这是应用最多的一种,接头时在前焊缝弧坑前约10 mm,处引弧,将电弧拉到原弧坑2/3处,填满弧坑,转入正常焊接。
②相背接头:接头时前焊缝起头处略低些,在前焊缝起头前方引弧,并稍拉长电弧运弧至起头处覆盖住前焊缝起头,待焊平后再沿焊接方向移动。
③相向接头:后焊缝焊到前焊缝的收尾处,焊接速度略减慢些,填满前焊缝的弧坑后再向前运弧,然向熄弧。
④分段退焊接头:与相向接头情况基本相同,只是前焊缝起头处应略低些。
四、操作过程:
1)清理工件上的油污,铁锈,水分及污物,直至露出金属光泽。
2)在试件上在试件上的20mm间距用石笔画出焊缝位置线。
3)用直径3.2㎜和4.0㎜焊条按焊接工艺参数,采用不同的运条法进行平敷焊缝焊接技能操作练习。
4)进行焊缝的起头、接头、收尾的操作练习。
焊工实训指导书
(中职第二学期适用)
编制陈学芹
审核李静波
班级:
姓名:
指导教师:
焊接系
实训项目一:引弧堆高课时:20学时
学习目标及技能要求:
1、能正确调整、使用焊接设备及工具;
2、掌握焊接工艺参数的选择原则;
3、掌握焊条电弧焊的引弧操作。
技能训练:
一、焊前准备:
1、试件材料:Q235。
2、焊接材料:
1)焊条型号:E4303(结422)。E4303型焊条适用于交、直两用弧焊电源。
焊接作业指导书完整版
焊接作业指导书一、焊前准备规定1、检查焊接电流:在等速送丝下使用平硬特性直流电源,极性采用直流反接。
2、检查送丝系统:推丝式送丝机构要求送丝软管不宜过长(2~4m之间),确保送丝无阻。
3、检查焊枪:检查导电咀是否磨损,若超标则更换。
出气孔是否出气通畅。
4、检查供气系统:预热器、干燥器、减压器及流量计是否工作正常,电磁气阀是否灵活可靠。
5、检查焊材:检查焊丝,确保外表光洁,无锈迹、油污和磨损。
检查CO2气体纯度(应大于99.5%,含水量和含氮量均不超过0.1%),压力降至0.98Mpa时,禁止使用。
6、检查施焊环境:确保施焊周围风速小于 2.0m/s。
7、清理工件表面:焊前清除焊缝两侧100mm以内的油、污、水、锈等,重要部位要求直至露出金属光泽。
8、检查焊接工艺指导书(或焊接工艺卡)是否与实际施条件相符,严格按工艺指导书调节施焊焊接规范。
二、施焊操作规定1、根据CO2气体保护半自动焊根据焊枪不同依说明书操作。
2、引弧采用直接短路法接触引弧,引弧前使焊丝端头与焊件保持2~3mm的距离,若焊丝头呈球状则去掉。
3、施焊过程中灵活掌握焊接速度,防止未焊透、气孔、咬边等缺陷。
4、熄弧时禁止突然切断电源,在弧坑处必需稍作停留待填满弧坑后收弧以防止裂纹和气孔。
5、焊缝接头连接采用退焊法。
6、尺量采用左焊法施焊。
7、摆动与不摆动参照工艺指导书或根据焊件厚度及材质热输入要求定。
8、对T型接头平角焊,应使电弧偏向厚板一侧,正确调整焊枪角度以防止咬边、未焊透、焊缝下垂并保持焊角尺寸。
9、严格按工艺指导书要求正确选择焊接顺序,减小焊接变形和焊后残余应力。
10、焊后关闭设备电源,用钢丝刷清理焊缝表面,目测或用放大镜观察焊缝表面是否有气孔、裂纹、咬边等缺陷,用焊缝量尺测量焊缝外观成形尺寸。
三、焊接参数规范规定1、焊接工艺参数控制:在焊接工艺指导书下的重要焊缝必需严格按工艺卡所示参数施焊。
对未明确指定工艺参数的焊缝施焊时按如下要求施焊:2、焊丝直径:根据焊件厚度、焊接位置及生产进度要求综合考虑。
焊工实训指导书
焊工实训指导书焊接教研室江苏工贸技师学院目录第一部分编写说明 (4)第二部分编写依据 (5)第三部分实训教学内容与学时安排 (7)第一篇初级工实训 (7)课题一安全教育 (7)课题二设备使用及维护 (14)课题三钢板沿直线割口的气割(手工、半自动) (17)课题四引弧、平敷焊技能训练 (20)课题五6mm钢板I型坡口平对接手工电弧双面焊 (26)课题六手工电弧焊--平角焊 (31)复习考试 (36)第二篇中级工实训 (41)课题一安全教育 (46)课题二设备的正确安装、使用保养及维修 (50)课题三管、圆、法兰盘的气割 (56)课题四12mm钢板Ⅴ型坡口平对接手工电弧单面焊双面成形 (62)课题五6mm钢板I坡口立对接手工电弧双面焊 (68)课题六12mm钢板Ⅴ型坡口立对接手工电弧单面焊双面成形 (72)课题七手工电弧焊--立角焊 (76)课题八6mm钢板I坡口横对接手工电弧双面焊 (81)课题九12mm钢板Ⅴ型坡口横对接手工电弧单面焊双面成形 (86)课题十6mm钢板I型坡口平对接CO2气体保护焊 (91)课题十一12mm钢板Ⅴ型坡口平对接CO2气体保护单面焊双面成形96课题十二12mm钢板Ⅴ型坡口立对接CO2气体保护单面焊双面成形101课题十三12mm钢板Ⅴ型坡口横对接CO2气体保护单面焊双面成形107课题十四垂直固定管-管对接单面焊双面成形 (112)课题十五水平固定管-管对接全位置焊 (117)课题十六复习考试 (122)第三篇高级工实训 (123)课题一安全教育 (123)课题二设备的正确安装、使用及维护 (125)课题三手工电弧焊--仰敷焊 (130)课题四手工电弧焊--仰角焊 (135)课题五垂直固定俯位管--板焊 (141)课题六6mm钢板I型坡口仰位手工电弧焊 (146)课题七12mm钢板Ⅴ型坡口仰对接手工电弧单面焊双面成形 (152)课题八6mm钢板I型坡口仰对接CO2气体保护焊 (157)课题九12mm钢板Ⅴ型坡口仰对接CO2气体保护单面焊双面成形 .. 160课题十固定管板焊接(插入式、骑座式) (164)课题十一骑座式管-板T型接头垂直仰位CO2焊 (169)课题十二复习考试 (170)第四篇拓展实习 (171)课题一安全教育 (172)课题二设备的正确安装、使用保养及维修 (173)课题三埋弧焊操作练习 (175)课题四TIG焊——板、管件 (180)课题五水下火焰等离子切割操作练习 (185)课题六焊接机器人工作站操作练习 (190)课题七复习考试 (200)本指导书是根据《电焊工》〔初级、中级、高级〕及《焊工工艺与技能训练》教材的要求和焊工知识及技能的要求编写的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广西工程职业学院焊接实习实训指导书实训处焊接教研室编写2011年7月焊接实习实训指导书目录课题一:实训安全和焊接介绍----------------------------------------------------- 2 课题二:钢板对接平敷焊----------------------------------------------------------- 7 课题三:钢板对接立焊--------------------------------------------------------------18 课题四:钢板对接横焊---------------------------------------------------------------22 课题五: 气割--------------------------------------------------------------------------25 课题六:垂直固定管焊接---------------------------------------------------------30 课题七:管板水平固定焊-----------------------------------------------------------33 课题八:二氧化碳气体保护焊-----------------------------------------------------36 课题九:手工钨极氩弧焊-----------------------------------------------------------40课题一实训安全和焊接介绍(一)实训目的:了解焊接实训的安全及焊接分类。
(二)实训课时:2课时。
(三)实训类容:焊接的操作安全知识及分类。
一)实训安全1、一般情况下的安全操作规程(1)做好个人防护。
焊工操作时必须按劳动保护规定穿戴好防护工作服、绝缘鞋和防护手套,并保持干燥和清洁。
(2)焊接工作前,应先检查设备和工具是否可靠。
不允许未进行安全检查就开始操作。
(3)焊工在更换焊条时一定要戴电焊手套,不得赤手操作。
在带电情况下,不得将焊钳夹在腋下而去搬动焊件或将电缆线挂在脖子上。
(4)在特殊情况下(如夏天身上大量出汗,衣服潮湿时),切勿依靠在带电的工作台、焊件上或接触焊钳,以防发生事故。
在潮湿地点焊接作业;地面上应铺上橡胶板或其它绝缘材料。
(5)焊工在推拉闸刀时,要侧身向着电闸,防止电弧火花烧伤面部。
(6)下列操作应在切断电源开关后才能进行:改变焊机接头;更换焊件需要改接二次线路;移动工作地点;检修焊机故障和更换熔断丝。
(7)焊机安装、检修和检查应由电工进行,焊工不得擅自拆修。
(8)焊接前,应将作业场10m内的易燃易爆物品清除或妥善处理,以防止火灾或爆炸事故。
(9)工作完毕离开作业场所时须切断电源,清理好现场,防止留下事故隐患。
(10)使用行灯照明时,电压不得超过36v。
2)、设备的安全检查(1)设备安全检查的必要性焊接工作前,应先检查焊机和工具是否安全可靠,这是防止触电事故及其他设备事故的非常重要环节。
(2)焊接电弧焊施焊前对设备检修的项目1)检查电源的一次、二次绕组绝缘与接地情况。
应检查绝缘的可靠性、接线的正确性、电网电压与电源的铭牌吻合。
2)检查电源接地的可靠性。
3)检查噪声和振动情况。
4)检查焊接电流调节装置的可靠性。
5)检查是否有绝缘烧损。
6)检查是否短路,焊钳是否放在被焊工件上。
3、焊接劳动保护所谓劳动保护是指为保障职工在生产劳动过程中的安全和健康所采取的措施。
焊接劳动保护应贯穿于整个焊接过程中。
加强焊接劳动保护的措施很多,主要应从两方面来控制:一是从研究和采用安全卫生性能好的焊接技术及提高焊接机械化、自动化程度方面着手;二是加强焊工的个人防护。
(1)采用安全卫生性能好的焊接技术及提高焊接自动化水平要不断改进、更新焊接技术、焊接工艺,研制低毒、低尘的焊接材料。
采取适当的工艺措施减少和消除可能弓;起事故和职业危害的因素,如采用低标、低毒、低尘焊条代替普通焊条。
采用安全卫生性能好的焊接方法,如埋弧焊、电阻焊等,或以焊接机器人代替焊条电弧焊等手工操作技术。
提高焊接机械化、自动化程度,也是全面改善安全卫生条件的主要措施之一。
(2)加强焊工的个人防护在焊接过程中加强焊工的自我防护也是加强焊接劳动保护的主要措施。
焊工的个人防护主要有使用防护用品和搞好卫生保健等方面。
1)使用个人防护用品焊接作业时的防护用品种类较多,有防护面罩、头盔、防护眼镜、安全帽、防噪声塞、耳罩、工作服、手套、绝缘鞋、安全带、防尘口罩、防毒面罩等。
在焊接生产过程中,必须根据具体焊接要求加以正确选用。
2)搞好卫生保健工作焊工应进行从业前的体检和每两年的定期体检。
应设有焊接作业人员的更衣室和休息室;作业后要及时洗手、洗脸,并经常清洗工作服及手套等。
总之,为了杜绝和减少焊接作业中事故和职业危害的发生,必须科学地、认真地搞好焊接劳动保护工作,加强焊接作业安全技术和生产管理,使焊接作业人员可以在一个安全、卫生、舒适的环境中工作。
(二)焊接介绍焊接是一种重要的金属加工方法,它是采用局部加热、加压、填充金属等手段,使两块或更多块零部件的原子相互贴近、相互扩散、相互渗透、相互熔融并冷凝成为一个整体,永久性不能拆开的一种连接方法。
一)焊接的分类按照焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊和钎焊三类。
(1)熔焊:将待焊处的母材金属熔化以形成焊缝的焊接方法。
(2)压焊:焊接过程中,必须对焊接件施加压力(加热或不加热)以完成焊接的方法。
(3)钎焊:比母材熔点低的钎料和焊件一同加热,使钎料熔化(焊件不熔化)后润湿并填满母材连接的间隙,钎料与母材相互扩散形成牢固连接的方法。
二)焊接技术的特点1.焊接与铆接相比,首先可以节省大量金属材料,减小结构的质量。
2.焊接与铸造相比,首先它不需要制作木模和砂型,也不需要专门熔炼、浇铸,工序简单,生产周期短,对于单件和小批生产特别明显。
其次,焊接结构比铸件能节省材料。
这是因为焊接结构的截面可以按需要来选取,不必像铸件那样因受工艺条件的限制而加大尺寸。
焊接也有一些缺点:如产生焊接应力与变形,而焊接应力会削弱结构的承载能力,焊接变形会影响结构形状和尺寸精度。
焊缝中还会存在一定数量的缺陷,焊接中还会产生有毒有害的物质等。
这些都是焊接过程中需要注意的问题。
三)焊缝符号和焊接方法代号1、焊接方法代号焊接方法种类繁多,而且新的方法不断涌现,GB/T 5185-2005《焊接及相关工艺方法代号》对每种焊接方法都规定了代号。
表1 焊接方法代号2、基本符号是表示焊缝横截面形状的符号见下表课题二钢板对接平敷焊一、实训目的:正确准备个人劳保用品,并对场地、设备、工具、夹具进行安全检查。
二、实训课时:6课时三、实训设备:1、 Bx-315-1交流弧焊机 2、焊帽。
3、 J422ø3.2焊条、Q235钢板。
四、实训内容:1、焊工劳动保护和安全检查 2、钢板对接平敷焊五、相关知识1、焊工劳动保护和安全检查(1)劳动保护用品种类及要求:工作服:焊接工作服的种类很多,最常用的是棉白帆布工作服,因为白色对弧光棉帆布反射作用,棉帆布有隔热;耐磨;不易燃烧可防止烧伤和烫伤等作用。
焊工防护手套:焊工防护手套一般为牛(猪)绒面革制手套,具有绝缘;耐辐射热;耐磨;不易燃烧和对高温金属飞溅物能起反弹等用。
必须经过耐压3000v焊工防护鞋:应具有绝缘;抗热;不易燃;耐磨损和防滑的性能。
5000v、积水时6000v焊接防护面罩:电焊防护面罩应有合乎作业的条件的滤光镜片起防止焊接弧光,保护眼睛的作用。
应遮住脸部和耳部无漏光,及防止弧光和金属飞溅物烫伤面部和颈部。
焊接护目镜:气焊,气割作业时的防护眼睛。
防尘口罩(2)焊接场地的检查首先检查焊接与切割作业地点的设备,工具,材料是否排列整齐不能乱堆乱放。
检查焊接场地是否保持必要的通道,车辆通道宽度不小于3m,人行通道不小于1.5m。
检查所有气割;气焊;胶管;焊接电缆是否互相缠线如有缠线必须分开。
检查焊割场地周围10m范围内各类可燃烧易爆物品是否清除干净,如果清除干净,应采取可靠的安全防护措施,以防止火灾的发生。
(3) 焊条(手工)电弧焊的安全操作规程一般情况下的安全操作规程1)做好个人防护,焊工操作时必须按劳动保护规定穿戴防护工作服,绝缘鞋和防护手套,并保持干和清洁。
2)焊接工作前,应先检查设备和工具是否安全可靠,不允许未进行安全检查就开始操作。
3)在更换焊条时一定要戴电焊手套,不得赤手操作,在带电的情况下,不要将焊钳夹在腋下去搬动焊件或将电缆线绕在脖颈上。
4)在特殊情况下(如夏天身上大量出汗,衣服潮湿时)切勿依靠在带电的工作台,焊件上火接触焊钳等,以防止发生事故,在潮湿地点焊接作业地面上应铺上橡胶板其他绝缘材料。
5)焊工在推拉闸刀时,要侧身向着电闸,以防止电弧火花烧伤面部焊接工作完毕离开作业现场时必须切断电源,清理好现场,防止留下事故隐患,使用灯照明时其电压不应超过36v。
(4)手工电弧焊设备及焊接操作手法对电弧焊电源的要求1)具有适当的空载电压在电弧焊电源接接通电网时焊接回路为开路时,电弧焊机输出端的电压称为空载电压。
为了保证焊接时电弧能容易燃,并保证电弧稳定,电弧焊机必须有足够的空载电压,但电压过高,则造成危险,而且制造成本增加。
我国有关标准中规定,焊接整流器的空载电压一般在90V以下,变压器为80V以下。
2)具有陡降得外特性在稳定工作状态下,电弧电源输出端电压与输出电流之间的关系称为电弧焊电源的外特性。
3)具有良好的动特性弧焊电源的动特性是指焊接电源对焊接电弧的动负载所输出的电流与电压,与时间的关系,它是用来表示焊机对负载顺变时的快速反应能力。
4)具有良好的调节性。
焊接过程中,因为焊条和焊件厚度的不同需要选择不同的焊接电流。
因此,电焊机必须在额定电流范围内均匀灵活的调节。
一般调节范围是额定电流0.25—1.2倍。
5)具有适当的短路电流。
一般要求焊机的短路电流是额定电流的(1.25—1.5)倍。
5、电弧焊机的分类焊接电源(电焊机)弧焊变压器B 弧焊整流器 Z 弧焊发电机 A串同动动硅晶逆晶差裂换积联体铁圈整体变体复极向复电式式式流管式管式式极激抗式式整去式器式流式磁式我国焊机型号是按统一规定编制的,焊机型号采用汉语拼音字母及阿拉伯数字组成,其编排次序如下:如:BX1—500,B表示弧焊变压器,X表示下降外特性,1表示动铁心式,500表示额定焊接电流为500安培。
大类名称:A 弧焊发电机 B 弧焊变压器 Z 弧焊整流器小类名称:X下降外特性 P 平特性 D 多特性附注特征 G 硅整流器系列序号 1)动铁式系列 3)动圈式系列 5)晶闸管系列 7)逆变式系列基本规格:额定最大焊接电流6、焊条的组成及分类:焊条:电焊中使用涂有药皮的融化电极称为焊条。