1500热轧宽带钢生产系统介绍200808
莱钢1500热轧带钢轧制宽度控制系统设计
面测宽仪 的实 测宽度 与 目标 卷 宽的 差值 反馈 到后 继钢 卷进 行控 制 。 宽度 控制中,立辊 设定计 算及宽展模 型 自学习,可提高带坯头部 的宽 度命 中率 ,带 钢 全长 的 宽度 均 匀 性还 需 要通 过 自动 宽度 控 制 系统
科 学 论 坛
I ■
O ̄0∞ n lng w h e a hl V lSn d ̄ oy { 3I T oRI 口
莱钢 1 热 轧带钢轧制宽度控制 系统设计 50 0
赵 波
( 钢 集 团 自动 化 部 山 东 莱 芜 2 1 4) 莱 7l 0
[ 摘 要] 轧钢 宽度控 制是整个 带钢生产 重要指标 和难 点,本文采用头 尾短行程 和前馈控 制结合方 式 ,而 且特 别采用 带钢 缩颈补偿 的精度 . 控 制 ,很好 完成 了 宽度 控 制 。文 章对 于 轧钢 宽度 控制 有着 较 大 借鉴意 义 [ 关键 词 ] 短行 程 控 制 前 馈 宽 度 控 制 带 钢 缩 颈 补 偿 中图 分 类 号 :T P 文 献 标 识 码 :A 文 章 编 号 : 1 0 — 1 x( 0 ) 6 0 4 — 1 9 9 2 1 0 — 0 0 0 0 4 0
1 简 介
粗轧 的作 用是将 加热 炉送来 的板 坯轧制 成一 定的厚度 和宽度 以 满 足精 轧 的要 求 ,板坯 厚 度 压 下量 的绝 大 部 份是 在粗 轧 阶段 完 成 的 。钢 卷 的 宽 度 控 制 主 要 在 粗 轧 区 完 成 , 利 用 粗 轧 机 的 立 辊 对 板 坯 进行宽度 压缩 ,达到控 制宽度 的 同的 ,是 目前热 轧 薄板厂进 行宽度
年产200万吨1580热轧带钢生产线设计_毕业设计说明书
QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY毕业设计说明书设计题目:年产200万吨1580热轧带钢生产线工艺设计摘要本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆布置。
产品范围1.5~18mm,典型产品5mm。
产品要求品种广泛,质量优良。
设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核,辅助设备校核,金属平衡、燃料消耗计算。
为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光洁度都有较高要求,对温度有更严格的制度。
粗轧机配置CVC,控制凸度,严格控制中间坯凸度,也提高粗轧压下量。
采取辊道边部加热、层流边部遮挡,保证热卷产品残余应力较小。
采用新型板凸度仪,高效处理凸度信息,实现凸度、平直度自动控制,做到表面光洁,尺寸精度高,为后续冷轧提供合格带卷。
所设计热轧厂装备有高效的带钢轧制自学习模型和调节系统,从而使带钢厚度、板形、宽度、终轧和卷取温度的控制精度极高。
能够使产品达到设计产量和品种质量的要求,满足市场需求。
关键字1580热轧带钢;厚板坯;粗轧CVC轧机;汽车板用热卷IAbstractDesigned to complete the design of the task book requirements (more than 2.0 million tons annual output of varieties of tropical plant and rolling). Choice of 250mm thick billet, dual rough layout reversible binding. Product range 1.5 ~ 18mm. Typical Product 5mm.Wide varieties of product requirements, good quality.The basis of content, including plant design, rolling a point of order, the crown of order, the rolling charts, annual production, the crown of order, the electrical heating calibration, intensity calibration roll, check auxiliary equipment, metal balance, fuel consumption calculation.In order to produce high quality hot rolled plate with the car, rolling on the piece thickness, convexity, surface finish requirements are high, the temperature more stringent system. Take roll edge heating, laminar flow edge block, to ensure thermal residual stress in a small volume products. Instrument using the new crown, high crown of information processing to achieve crown, flatness control, so that smooth surface, size and high precision cold-rolled to provide qualified for the follow-up coil.New plant is equipped with hot-rolled strip steel rolling technology and highly efficient model and conditioning systems, so that the strip thickness, flatness, width, end-rolling coiling temperature control and high accuracy. Enable the production of products to meet the design requirements of the quality and variety to meet market demand.Keywords1580 hot rolling mill, double reversible roughing, CVC rolling, strip for carII目录摘要 (I)Abstract (I)引言 (1)第1章文献概述 (2)1.1热轧宽带钢轧机工艺装备的新发展 (2)1.2发展中的问题 (5)第2章建厂依据及产品大纲 (6)2.1建厂依据 (6)2.2产品大纲 (6)2.2.1 坯料规格和技术参数 (7)2.2.2 产品钢种和分类 (7)第3章轧机的比较与选择 (9)3.1 车间布置及设备选用的原则 (9)3.2 轧机的确定与选择 (9)3.2.1 轧机数量的选择 (9)3.2.2 粗轧机形式的选择 (10)3.2.3 精轧机机组的选择 (11)3.2.4精轧板型控制方式选择 (16)第4章典型产品的压下规程设计 (17)4.1 坯料尺寸 (17)4.2粗精轧机组压下量分配 (17)4.3确定速度制度 (20)4.3.1粗轧速度制度的确定 (20)4.3.2精轧速度制度的确定 (21)4.3.3精轧机组轧制延续时间 (22)4.4确定轧制温度制度 (22)4.4.1 粗轧各道次温度确定 (23)4.4.2 精轧各道次温度确定 (24)4.5转速的计算 (24)III河北联合大学轻工学院IV4.5.1前滑值的计算 (24)4.5.2轧辊转速的计算 (26)4.6各机架的空载辊缝值得设定 (27)4.7轧制力矩的计算 (28)4.7.1附加摩擦力矩m M (29)4.7.2空转力矩Mk (31)4.7.3动力矩的计算 (33)第5章 轧制图表与年产量计算 (34)5.1轧制图表的基本形式及其特征 (34)5.1.1单机座可逆式轧机的工作图表 (34)5.1.2连续式轧机的工作图表 (35)5.1.3本次设计轧制图表 (36)5.2 轧钢机的产量计算 (36)5.2.1轧钢机年产量的计算 (37)5.2.2轧钢机平均小时产量的计算 (37)5.2.3轧钢车间年产量的计算 (38)第6章 轧辊强度的校核与电机能力验算 (40)6.1轧辊的强度校核 (40)6.2支撑辊弯曲强度 (40)6.3工作辊扭转强度校核 (42)6.4工作辊与支撑辊的接触应力校核 (45)6.5电机的校核 .............................................................................................. - 48 -6.6主电机的功率计算 (51)第7章 辊型的凸度计算 (53)7.1出口板带凸度计算 (53)7.2热凸度计算 (54)7.3轧制力挠度的计算 (55)7.4 CVC 凸度的计算 (57)第8章 辅助设备的选择 (59)8.1加热炉的选择 (59)8.2除鳞设备的选择 (60)8.3辊道的选择 (62)8.4剪切设备的选择 (64)8.5冷却设备的选择 (65)8.6卷取机的选择 (65)8.7活套支撑器 (67)8.8热卷箱的选择 (67)8.9板坯宽度侧压设备 (69)第9章金属平衡与其他消耗 (72)9.1金属平衡 (72)9.2其他消耗 (73)第10章轧钢车间平面布置及经济技术指标 (74)10.1轧钢车间平面布置 (74)10.1.1 轧钢车间平面布置的原则 (74)10.1.2 金属流程线的确定 (75)10.2 车间技术经济指标 (76)10.2.1 各类材料消耗指标 (76)10.2.2 综合技术经济指标 (79)总结 (82)参考文献 (83)致谢 (1)V引言近几年来我国集中建设了一大批宽带钢热轧机,数量之多,建设速度之快,不仅在我国,在全世界也是空前的。
1500mm热带宽度窄幅控制技术的

1500mm热带宽度窄幅控制技术的1500mm 热带宽度窄幅控制技术的研究与应用1 问题的提出宽度尺寸精度是热轧带钢产品质量的重要指标,良好的宽度精度能够给热轧用户及后部工序创造更好的生产条件。
实行窄幅控制可以较大幅度地降低带钢的切边损耗,提高产品的成材率。
1.1 国家标准中对带钢尺寸控制精度的要求提高《热轧钢板的尺寸、外形、重量及允许偏差》执行标准升级,由GB/T709-1988变更为GB/T709-2021,带钢的宽度控制精度提高,宽度控制偏差上限由30mm 降至20mm 。
因此,依靠宽度上限控制来弥补带钢拉窄缺陷的空间缩小。
GB/T709-1988中关于钢带的宽度允许偏差:GB/T709-2021中关于钢带的宽度允许偏差:1.2 局部拉窄对宽度控制精度的影响莱钢1500mm 热带生产线自正式投产以来,随着设备潜能的发挥和工艺技术改造的实施,产能不断提升,工艺技术和质量控制水平不断提高。
带钢外形尺寸控制基本稳定,但在部分品种规格的生产过程中出现局部拉窄现象。
特别是强度较低的品种如冷轧料SPHC、薄规格的普碳钢Q215B、Q235B、HQ235B等品种出现的几率较大、频次较多,给冷轧工序及下游客户开平带来很多不利影响,诸如:冷轧酸洗时头尾切边困难、宽度不够;开平分段时局部宽度不够,影响客户使用等。
1.3头尾侧弯对宽度控制精度的影响头尾侧弯对于热轧带钢来说,是一项重要的板形指标。
带钢规格越薄,板形控制难度越大,头尾侧弯越易出现。
且一旦出现头尾侧弯现象,则呈现连续或批量出现。
头尾侧弯给下游客户开平及冷轧工序带来很多不利影响,造成下游客户开平时带钢跑偏,开平板断面倾斜、对角线超差;冷轧酸洗时由于头尾跑偏,出现单侧切边困难,酸洗卡钢、刮边等问题。
2 研究工作进展(1)第一阶段:测量、跟踪与分析阶段(2021年9月~2021年12月)成立课题攻关组,对照带钢宽度趋势图跟踪测量带钢宽度,收集冷轧及下游客户信息,详细掌握带钢宽度控制现状,研究分析造成带钢局部拉窄及头尾侧弯的因素,为制定对策和改进措施提供方向和科学依据。
关于热轧带钢轧机自动宽度控制系统设计技术的探讨
关于热轧带钢轧机自动宽度控制系统设计技术的探讨在带钢热连轧的生产和制造技术中,控制热轧带钢的宽度一直以来都是提高产品最终质量最重要的目标之一。
在热轧带钢的制造工艺过程中,轧后板宽在沿其全长方向的宽度要在其允许的生产误差范围之内。
然而在生产过程中,由于很多种原因,热轧带钢的板宽会经常出现上下波动。
于是需要自动化的主控制系统对于外界的各种干扰能时时进行相对应的动态监视和控制,这也就是文章主要介绍的自动宽度控制系统。
标签:热轧带钢;控制系统;RAWC;板宽概述最近十年,中国的钢铁制造行业得到了突飞猛进的发展,不知不觉中已经成为了世界钢铁产量最多的国家之一。
但我们更应该看到,我国的轧钢技术与其它发达国家的先进水平还有较大差距,所以,国内的大型钢铁制造企业不约而同地引进国外的先进轧钢技术和精确的生产设备,从而大大降低了生产成本,提高了经济效益,就这样,我国慢慢地从生产大国向生产强国迈进。
正因如此,现代的带钢热连轧机越来越趋于自动化、精确化和高速化的方向飞速发展,久而久之,企业对带钢热连轧機使用技术的要求不断提高。
热轧带钢的生产过程中,板坯受到挤压会在各方向上发生一定的延伸和变形。
这种变形影响了热轧板卷最终产品的精确度和成功率,为了使产品更加精确和成功,就需要在板坯生产过程中,对板坯初期成型进行有效的宽度控制,这就用到了sp定宽压力机,电动立辊和RAWC三套控制系统。
这里重点介绍RAWC 的设计技术。
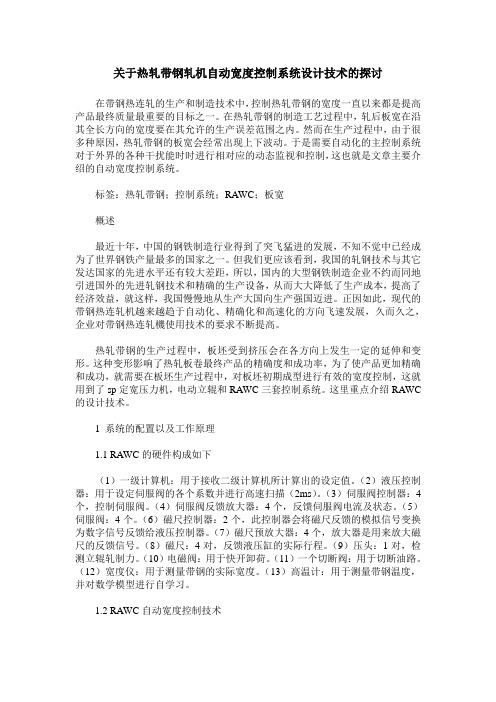
1 系统的配置以及工作原理1.1 RAWC的硬件构成如下(1)一级计算机:用于接收二级计算机所计算出的设定值。
(2)液压控制器:用于设定伺服阀的各个系数并进行高速扫描(2ms)。
(3)伺服阀控制器:4个,控制伺服阀。
(4)伺服阀反馈放大器:4个,反馈伺服阀电流及状态。
(5)伺服阀:4个。
(6)磁尺控制器:2个,此控制器会将磁尺反馈的模拟信号变换为数字信号反馈给液压控制器。
(7)磁尺预放大器:4个,放大器是用来放大磁尺的反馈信号。
1500热轧宽带钢生产系统介绍200808

基速(m/s) 1.130
2.824
3.389
1.017 3.050
5.386
1.750 4.847
7.069
2.297 6.362
13.195
3.676 11.875
基速(m/s) 1.017 2.542
宽带生产线精轧机组
层流冷却装置 层流冷却装置采用无惯性管式层流冷却型式,冷却水量~7000m3/h (上下各3500 m3/h,供水压力0.3~0.4MPa,侧喷水扫水水压 0.8~1.0MPa,有效冷却宽度1450mm,有效冷却长度~70m。 卷取 (1)1#、2#卷取机 两台全液压三助卷辊卧式卷取机,卷取速度~15m/s,卷取张力 5600Kg(max),卷取张力可任意设定,两台卷取机交替工作。 (2)1#、2#卸卷小车 卸卷小车为液压小车式,采用液压马达驱动,规格为 Φ200/125×1150mm,压力16MPa;速度150mm/s。 (3)1#、2#打捆站 全自动打捆,钢卷直径1500~1950mm,最大卷重20200kg 。
用于建筑、桥梁、 船舶、车辆等一 般结构件。
焊接结构用 钢
JIS G3106-1995
用于建筑、桥梁、 船舶、车辆、石 油储罐、工程机 械等要求焊接性 能优良的结构件
标准及 牌号 材料 类别
莱钢企业标准 标准号 牌号
相当国家标准 标准 号 牌号
相当国外标准 标准号 JIS G3132-1990 牌号 SPHT1 SPHT2 说明
2.4.2 产品品种及标准
标准及 牌号 材料 类别 莱钢企业 标准 相当国家标准 相当国外标准 说明 牌 号 标准号 牌号 标准号 牌号
标 准 号
冷成型用钢 优质碳素钢 碳素结构钢 GB/T710 GB/T711 GB/T912-89 08 08Al Q195\Q215A\Q215B\Q 235AQ235B\Q235C
银山型钢板带厂1500mm宽带热轧卷形质量优化

银山型钢板带厂1500mm宽带热轧卷形质量优化【摘要】热轧卷板的卷形形是衡量热轧板材产品的重要指标,它直接影响板带产品的质量等级、成材率和后续深加工产品的质量及深加工的顺利进行。
现代卷取机采用了很多技术来改善卷板的卷形缺陷,我厂通过对卷曲机人口侧导板的分析及研究进行了一系列的优化改造有效的促进了卷形质量的提高,达到了卷取工艺要求。
【关键词】侧导板;耐磨板;调整;质量优化1 概述1500mm宽带生产线由两套卷取设备组成,每套卷取设备主要由侧导板、夹送辊、卷取机、卸卷小车和H8液压控制系统组成。
在调试达产阶段,两套设备基本上能满足生产的需要,但存在着一些卷形质量问题,如常见的头塔、尾塔、松卷及错边等,我们通过对卷取设备重新进行设计优化,并结合现场使用情况对事故频发设备进行了一系列适应性改造,力求从根本上解决设备存在问题,满足生产的需要。
侧导板的工作原理:侧导板在操作侧、传动侧各设一个带内置式位置传感器的伺服液压缸,油缸由伺服阀控制,故能实现两级控制短行程。
带钢进入前侧导板打开到预定宽度实现位置控制,带钢进入侧导板,热探测头(HMD)检测到带钢头部后,加一个延时后侧导板开始动态控制,动态控制取决带钢与侧导板夹持力的变化,当压力传感器检测到压力过大或过小时发出信号,此信号反馈给伺服阀,伺服阀通过阀芯的动作来改变侧导板开口度大小。
从而更好的控制侧导板对钢板的夹持力。
2 现状分析及问题提出轧卷板的卷形形是衡量热轧板材产品的重要指标,卷取机受头尾温度、表面质量及尺寸波动的影响,卷形质量相对较难控制。
根据统计我厂因卷形废钢率达0.58%。
根据卷形废钢分类统计,其中头塔占卷形废钢量的85%。
卷取机入口侧导板用于将带钢导向卷取机,并保持带钢中心线始终在辊道中心上,其主要作用是对轧制出的带钢进行导位对中,保证带钢在卷取过程中有一个良好的卷形。
经现场测量,发现侧导板的进出口直线段存在较大的尺寸偏差,对造成塔形的影响很大。
海鑫1500热轧带钢工程设计难重点分析总结

海鑫1500热轧带钢工程设计难重点分析总结结构一室2007.10一.简介海鑫1500mm热轧带钢厂工程海鑫1500mm热轧厂,生产热轧钢卷规模220万吨/年。
产品厚度1.2~20,宽度为700~1350。
主要设备有:二座步进式加热炉、一架带立辊的初轧机、七架四辊精轧机、热卷箱、层流冷却、两台卷曲机、钢卷运输线等。
其中:步进式加热炉设备设计为北京神雾公司承担1500mm热轧设备设计为大连重工承担中冶南方承担全部工厂设计根据公司内各有关专业资料,以及北京神雾公司和大连重工所提设备基础资料,本结构专业设计内容主要为:◆主厂房结构设计主厂房采用全钢结构。
基本柱距为15m,为单、多跨框排架结构。
其中:a)柱子系统:上柱采用焊接“H”型钢截面,下柱为钢管混凝土格构柱,钢管内灌C30微膨胀混凝土,柱脚采用插入式。
b)屋盖系统:采用焊接实腹工字型钢屋面梁及工字型钢檩条,屋面梁与厂房柱刚接。
c)吊车梁系统:采用焊接实腹工字形吊车梁,吊车梁支座采用突缘支座。
利用通长安全检修走道板和辅助桁架作为水平制动结构,边柱吊车梁系统辅助桁架作为纵墙墙架柱的垂直承重构件。
d)墙皮系统:纵墙墙架柱采用吊挂式,焊接H型钢或轧制H型钢柱,基本柱距7.5m,采用冷弯薄壁型钢檩条;山墙柱采用下端自立式,顶端与屋面梁铰接,中部与抗风桁架相连,抗风桁架作为山墙柱的水平支点。
◆步进式加热炉设备基础设计◆1500mm热轧设备基础设计◆水处理部分设计(包括净循环系统、浊循环系统、层流冷却系统等)◆主厂房内外辅助各生产用房设计◆主厂房内部管网以及外部管网设计二.设计中所遇重点难点问题1.关于设备基础设计中重点难点问题:此次1500mm热轧设备基础设计难点、重点问题主要是大连重工资料和公司内部机械、流体、通风、给排水、电力、电气各专业资料配合问题。
大连重工热轧设备基础资料在此次设计中没有进行设计总成,机械、流体两大专业资料不是在同一资料图中共同提出的,没有把机械、流体等专业完整表示在同一张平面图和剖面图上,机械和流体专业资料在各自表示模板图资料中外形尺寸及标高都有许多对不上的问题;同时,还有许多没有表示清楚的问题,大连重工对土建图的表示方法不甚了解,平面图本身没有表示清楚,剖面图又没有给出的问题(这方面联系工作量也比较大)。
112-马钢新区1580mm热轧生产线工程

BIM项目经理 项目设计经理
BIM协调员
15个专业
81位设计师
专业负责人
BIM策划
协同平台 标准建立
188套BIM施 工图
2807张A1 513份材料表
项目策划 专业协同 三维设计评审 优化设计 现场施工指导
应用支持
将传统设计策划与BIM策划融合
BIM经理在设计经理策划的基础上进行BIM策划,采用策划表 的形式将模型等级、信息等级、协同方式等信息与套图一一 对应,方便执行、验收。 根据本企业的《三维协同设计流程》标准,将模型及信息分 为5个等级分别组合策划到BIM策划表中。
机械设备与管线、建筑、结构的协同。
特点3: 超大型轧钢工艺全流程生产线
1580热轧项目是一个超大型、全专业、完整的BIM协同设计项目 ,从设计到投产历时2年,投入多达81人的BIM设计团队,共完成 188套BIM施工图、2807张A1、513份材料表。本项目按生产工艺 流程分为8个子项:板坯库、加热炉、主轧线、磨辊间、成品库、 水处理系统、外部综合管线、辅助设施。下面按1580热轧项目的 工艺流程展示一些图片资料。
1 5 8 0 热 轧 带 钢 生 产 线 工 程
项目简介
1580热轧带钢生产线是一条完全自主集成的具有世界先进水平的热连 轧带钢生产线,设计起点高、工艺设备技术复杂,主生产线采用了全专业 三维设计。该项目占地面积约为15.5万㎡,其中主厂房占地面积约为7万 ㎡,项目投资29亿, 于2013年12月建成投产。
隐藏了地面的主轧线
生产线图片资料----主轧线子项
隐藏了地面的主轧线
生产线图片资料----主轧线子项
隐藏了地面的主轧线